Вам также может понравиться
- Value Chain Management Capability A Complete Guide - 2020 EditionОт EverandValue Chain Management Capability A Complete Guide - 2020 EditionОценок пока нет
- International Strategic Management A Complete Guide - 2020 EditionОт EverandInternational Strategic Management A Complete Guide - 2020 EditionОценок пока нет
- International Marketing Chapter 2Документ42 страницыInternational Marketing Chapter 2wubeОценок пока нет
- Torrington, Hall & Taylor, Human Resource Management 6e, © Pearson Education Limited 2005Документ27 страницTorrington, Hall & Taylor, Human Resource Management 6e, © Pearson Education Limited 2005adil0% (1)
- Consumer BehaviourДокумент10 страницConsumer BehaviourPranayОценок пока нет
- AdmasДокумент170 страницAdmasHMichael AbeОценок пока нет
- 02 Entrepreneurship and Economic DevelopmentДокумент11 страниц02 Entrepreneurship and Economic DevelopmentJan MezoОценок пока нет
- Management Theories & PracticeДокумент50 страницManagement Theories & Practicelemlem sisayОценок пока нет
- 18 Ubm 513 Entreprenrurship and Project Management Multiple Choice Questions. Unit-IДокумент31 страница18 Ubm 513 Entreprenrurship and Project Management Multiple Choice Questions. Unit-IManishОценок пока нет
- StudentДокумент16 страницStudentJayne Carly CabardoОценок пока нет
- Course Outline 03Документ6 страницCourse Outline 03Tewodros TadesseОценок пока нет
- MCQ Operations ManagementsДокумент4 страницыMCQ Operations ManagementsRanShibasakiОценок пока нет
- ON Credibility Perception of Consumer Towards Various MediaДокумент33 страницыON Credibility Perception of Consumer Towards Various Mediakalp.desaiОценок пока нет
- 25 Important Staffing Questions and Answers With PDFДокумент6 страниц25 Important Staffing Questions and Answers With PDFwin Zaw TheinОценок пока нет
- Accounting Concepts and ConventionsДокумент19 страницAccounting Concepts and ConventionsSuksham AnejaОценок пока нет
- AAE 3106. Organization Theory 2023Документ161 страницаAAE 3106. Organization Theory 2023Marc Ice creamОценок пока нет
- International Product Policy-SlidesДокумент12 страницInternational Product Policy-SlidesRAVINDRA Pr. SHUKLAОценок пока нет
- 5.2.1 Program Evaluation Review Technique PPT Only PDFДокумент11 страниц5.2.1 Program Evaluation Review Technique PPT Only PDFCecillia Yuliana HalimОценок пока нет
- CH 1 Managerial Accounting BasicsДокумент53 страницыCH 1 Managerial Accounting BasicsIra AdraОценок пока нет
- BIS4225.16 - Knowledge ManagementДокумент24 страницыBIS4225.16 - Knowledge Managementvicrattlehead2013100% (1)
- Material and Labour Cost PPT - Dr.J.MexonДокумент50 страницMaterial and Labour Cost PPT - Dr.J.MexonDr.J. MexonОценок пока нет
- Chapter 3 PlanningДокумент29 страницChapter 3 PlanningDagm alemayehuОценок пока нет
- Scope of Financial ManagementДокумент4 страницыScope of Financial Managementgosaye desalegnОценок пока нет
- 1a1 Plant LocationДокумент14 страниц1a1 Plant LocationDr.V.Bastin JeromeОценок пока нет
- Trends Projection MethodДокумент3 страницыTrends Projection Methodms861000% (1)
- Managerial Economics CH 3Документ32 страницыManagerial Economics CH 3karim kobeissi100% (1)
- Chapter 1 Introduction To EconomicsДокумент22 страницыChapter 1 Introduction To EconomicsBranden Schneider100% (1)
- Chapter1 - Statistics For Managerial DecisionsДокумент26 страницChapter1 - Statistics For Managerial DecisionsRanjan Raj UrsОценок пока нет
- CH 1 StudentДокумент14 страницCH 1 StudentSyedОценок пока нет
- Mock MCQ Test: Subject: Entrepreneurship Development (Ed) Paper Code: Ms 207Документ12 страницMock MCQ Test: Subject: Entrepreneurship Development (Ed) Paper Code: Ms 207Ankit RajОценок пока нет
- Introduction To Linear ProgrammingДокумент34 страницыIntroduction To Linear ProgrammingLahiyruОценок пока нет
- NEW MBS & MBM Thesis Format by TUДокумент22 страницыNEW MBS & MBM Thesis Format by TUMyaavy80% (10)
- Tme 601Документ14 страницTme 601dearsaswatОценок пока нет
- 1.01 Nature of EntrepreneurshipДокумент4 страницы1.01 Nature of EntrepreneurshipKeshawn McBrideОценок пока нет
- Microsoft PowerPoint - Bab 11 Organizational Design by YUN Untuk MHSWДокумент22 страницыMicrosoft PowerPoint - Bab 11 Organizational Design by YUN Untuk MHSWAnnisa KurniaОценок пока нет
- VIRTUSAДокумент6 страницVIRTUSAVaibhav Chauhan100% (1)
- Entrepreneurship - NotesДокумент39 страницEntrepreneurship - NotesKrishnaОценок пока нет
- Debre Berhan UniversityДокумент8 страницDebre Berhan Universitymeron eyasuОценок пока нет
- MBA Operations and Supply Chain Management Lecture Notes 5Документ3 страницыMBA Operations and Supply Chain Management Lecture Notes 5Michael Finley100% (1)
- CH 1-5 OMДокумент71 страницаCH 1-5 OMAbu DadiОценок пока нет
- Assignment On Entrepreneurship and Economic DevelopmentДокумент28 страницAssignment On Entrepreneurship and Economic Developmentgosaye desalegn100% (2)
- Lecture 01 - Introduction To Import ExportДокумент25 страницLecture 01 - Introduction To Import Exportthu tranОценок пока нет
- 18 Ubm 306 Financial Management Multiple Choice Questions. Unit-IДокумент31 страница18 Ubm 306 Financial Management Multiple Choice Questions. Unit-ILaezelie Palaje100% (1)
- @4 Auditing and Assurance Services - WSUДокумент125 страниц@4 Auditing and Assurance Services - WSUOUSMAN SEIDОценок пока нет
- DR.K. BARANIDHARAN MBA POM Case Study 5Документ2 страницыDR.K. BARANIDHARAN MBA POM Case Study 5Dr.K BaranidharanОценок пока нет
- BB MCQДокумент10 страницBB MCQRamnarayan DarakОценок пока нет
- BSNLДокумент25 страницBSNLSaurabh G100% (5)
- CH 5Документ19 страницCH 5Ebsa AdemeОценок пока нет
- Pricing: Prof - Dr.S.Kathirrvelu Eitex, Bdu, EthiopiaДокумент49 страницPricing: Prof - Dr.S.Kathirrvelu Eitex, Bdu, EthiopiaPradeep BiradarОценок пока нет
- PROJECT MANAGEMENT FINAL EXAM-shubham.033Документ7 страницPROJECT MANAGEMENT FINAL EXAM-shubham.033Jæy SäwärñОценок пока нет
- Cert and CPMДокумент11 страницCert and CPMECRCОценок пока нет
- Study Guide For Students in Cost AccountingДокумент41 страницаStudy Guide For Students in Cost Accountingjanine moldinОценок пока нет
- Questions Related To Planning (Chapter 4)Документ14 страницQuestions Related To Planning (Chapter 4)Wilson AdrikoОценок пока нет
- Chapter 10Документ8 страницChapter 10Ayoub BokhabrineОценок пока нет
- The Entrepreneurial & Intrapreneurial Mind-1Документ25 страницThe Entrepreneurial & Intrapreneurial Mind-1J BОценок пока нет
- Management AccountingДокумент38 страницManagement AccountingHari Haran100% (1)
- Chapter 1 An Overview of HRMДокумент4 страницыChapter 1 An Overview of HRMNguyễn GiangОценок пока нет
- Individual Assignment On Chapter One-OBДокумент6 страницIndividual Assignment On Chapter One-OBDawit AsmelashОценок пока нет
- Process AnalysisДокумент26 страницProcess AnalysisSankha BhattacharyaОценок пока нет
- Motion and Time StudyДокумент25 страницMotion and Time Studyjayshah1991Оценок пока нет
- Learning OrganizationsДокумент17 страницLearning OrganizationsMichael FinleyОценок пока нет
- Case Study - New York TimesДокумент5 страницCase Study - New York TimesMichael FinleyОценок пока нет
- MBA Operations and Supply Chain Management Lecture Notes 3Документ6 страницMBA Operations and Supply Chain Management Lecture Notes 3Michael FinleyОценок пока нет
- MBA Operations and Supply Chain Management Lecture Notes 5Документ3 страницыMBA Operations and Supply Chain Management Lecture Notes 5Michael Finley100% (1)
- MBA Operations and Supply Chain Management Lecture Notes 2Документ7 страницMBA Operations and Supply Chain Management Lecture Notes 2Michael FinleyОценок пока нет
- Mastering Microcontrollers Helped by ArduinoДокумент23 страницыMastering Microcontrollers Helped by ArduinoMeri Terihaj100% (2)
- Data Flow Diagrams PDFДокумент9 страницData Flow Diagrams PDFYasmine2410Оценок пока нет
- PT 0817 Cebu Room Assignment PDFДокумент16 страницPT 0817 Cebu Room Assignment PDFPhilBoardResultsОценок пока нет
- Copy Move Forgery Based On DWT-DCTДокумент4 страницыCopy Move Forgery Based On DWT-DCTShiva KeeОценок пока нет
- Deepwater Horizon Accident Investigation Report Appendices ABFGHДокумент37 страницDeepwater Horizon Accident Investigation Report Appendices ABFGHBren-RОценок пока нет
- Status Profile Creation and Assignment To An Order Type in SAP PPДокумент7 страницStatus Profile Creation and Assignment To An Order Type in SAP PPHemant UNICHEMLLPОценок пока нет
- Use Case Diagram For Employee Management SystemДокумент60 страницUse Case Diagram For Employee Management SystemAnant JaiswalОценок пока нет
- 200 Questions AnswersДокумент150 страниц200 Questions AnswersvempadareddyОценок пока нет
- Health Safety StatementДокумент22 страницыHealth Safety StatementShafiqul IslamОценок пока нет
- SW Product SummaryДокумент64 страницыSW Product SummaryFabio MenegatoОценок пока нет
- TabulationДокумент13 страницTabulationWildan PushОценок пока нет
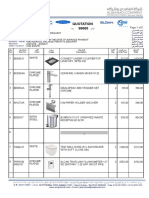
- Quotation 98665Документ5 страницQuotation 98665Reda IsmailОценок пока нет
- Centrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaДокумент26 страницCentrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDobrin PaulОценок пока нет
- Drive ConfigДокумент136 страницDrive ConfigGiangDoОценок пока нет
- Pd5500 Flange CalculationДокумент6 страницPd5500 Flange CalculationMakrand SakpalОценок пока нет
- Seminar Report ON "Linux"Документ17 страницSeminar Report ON "Linux"Ayush BhatОценок пока нет
- Peugeot 3008 BrochureДокумент18 страницPeugeot 3008 Brochuremihai12moveОценок пока нет
- Exterity g44 Serie 1.2 ManualДокумент87 страницExterity g44 Serie 1.2 Manualruslan20851Оценок пока нет
- DC PandeyДокумент3 страницыDC PandeyPulkit AgarwalОценок пока нет
- En 12604 (2000) (E)Документ7 страницEn 12604 (2000) (E)Carlos LanzillottoОценок пока нет
- Hyundai Robex 220LC-9A SpecificationsДокумент14 страницHyundai Robex 220LC-9A SpecificationsKundan DhurveОценок пока нет
- Cold Rolled Steel Sheet-JFE PDFДокумент32 страницыCold Rolled Steel Sheet-JFE PDFEduardo Javier Granados SanchezОценок пока нет
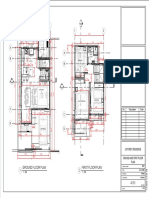
- Floor Plans & ElevationsДокумент6 страницFloor Plans & Elevationsbryan cardonaОценок пока нет
- Phys114 Ps 1Документ11 страницPhys114 Ps 1Reine Amabel JarudaОценок пока нет
- Metalband SawДокумент7 страницMetalband SawRichard JongОценок пока нет
- SA Flight Instructors Training ProceduresДокумент371 страницаSA Flight Instructors Training ProceduresGuilioОценок пока нет
- M Block PDFДокумент45 страницM Block PDFKristina ViskovićОценок пока нет
- CT2000 Manual EN 20151202 PDFДокумент634 страницыCT2000 Manual EN 20151202 PDFKhang NguyenОценок пока нет
- 1450 01 Air Hoists and Trolleys Atlas CopcoДокумент12 страниц1450 01 Air Hoists and Trolleys Atlas Copcomohammed shammiОценок пока нет
- CP 001 - 18 - PP - Eng - 00 - CP Umk450t (2018) 18VR5K01 (Eng)Документ52 страницыCP 001 - 18 - PP - Eng - 00 - CP Umk450t (2018) 18VR5K01 (Eng)Honda almagrorepuestosОценок пока нет