Академический Документы
Профессиональный Документы
Культура Документы
Revista#13 Esab - Soldagem Aço Cr-Mo pg56
Загружено:
João Diego FeitosaОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Revista#13 Esab - Soldagem Aço Cr-Mo pg56
Загружено:
João Diego FeitosaАвторское право:
Доступные форматы
ABRIL
13
2010
#13 2010
GLOB A L S OLUTI ON S FOR L OC AL C U S T O M ERS EVERY W H ERE
Crescimento do mercado de leo e Gs gera perspectivas positivas para o setor de soldagem
ABRIL
13
2010
ABRIL
13
2010
ndice
ESAB colabora com a formao de soldadores de um dos principais clientes do Sul do Brasil Parceria ESAB/Tom Engenharia na construo de tanques da RNEST Atendimento de alto nvel Novas embalagens asseguram qualidade do produto e adequao sustentabilidade Troca de conhecimentos tericos e prticos no Consolda 2009 Etapa paulista da Olimpada do Conhecimento GMH Sistema seguimento de junta automtico Novos alimentadores AristoFeed Novos produtos para o mercado Pipeline Linha de produtos para o segmento Naval & Offshore OK Aristorod 12.50: evoluo e qualidade no segmento automotivo Solues completas para soldagem de peas cilndricas Produtividade e qualidade para o revestimento (cladding) Aplicaes prticas da tecnologia ESAB para revestimento em fita Revestimento em fita Inconel por ESW Revestimento de vlvulas para a indstria petroqumica Soldagem de Aos CrMo Seleo de Equipamentos de Proteo Individual Parte 2 Caracterizao de juntas de tubos inoxidveis supermartensticos soldados com consumveis Superduplex 2509 ESAB Esporte Clube Crnica
pgina 8 pgina 12 pgina 15
pgina 17 pgina 19 pgina 20
28 Feira Internacional da Mecnica
pgina 18
pgina 28 pgina 29 pgina 30 pgina 32
pgina 33 pgina 36 pgina 41 pgina 42 pgina 50 pgina 53 pgina 56 pgina 64
Oportunidades no horizonte do mercado de leo e Gs pgina 24
pgina 69 pgina 76 pgina 78 COMBIREX
pgina 38
ABRIL
13
2010
Editorial
A crise no final de 2008, a recuperao gradual da economia a partir do segundo semestre de 2009 e a retomada mais consistente e slida em 2010 marcam trs momentos extremos e que causaram um grande impacto no mercado mundial. Durante esses dois ltimos anos, o mercado viuse obrigado a rever investimentos, adequar salrios e benefcios, ajustar estruturas nova realidade, refazer planejamentos estratgicos, tributrios, de marketing , entre outros projetos essenciais para a superao de metas e objetivos. Nesse ambiente, planejamento e reviso de despesas foram palavras de ordem. Durante esse perodo difcil e conturbado, nosso desafio de transformar produtos e servios em soluo continuou. Para atingir tais metas, continuamos a realizar diversos treinamentos em parceria com clientes, associaes e instituies de ensino. Participamos de congressos, eventos de aprimoramento de profissionais, alm de investir na formao de novos profissionais do segmento de soldagem e corte, como, por exemplo, em parceria com o Senai. Conhecemos nosso negcio, sabemos qual nosso core business e quais so os nossos objetivos. Todavia, acreditamos que, por sermos uma empresa centenria, global e lder no segmento, somos uma fonte ilimitada de conhecimento, o qual temos a obrigao de disseminar de maneira ordenada e estruturada. Esta edio revela de forma harmoniosa o quanto estamos comprometidos em divulgar nossos conhecimentos, aprender com nossos clientes e nos envolver com a formao das novas geraes. Veremos, tambm, a crnica Os Mestres do Metal, que nos leva a uma viagem no tempo, e a matria da editoria Preto e Amarelo, que nos mostra o envolvimento entre soldagem e futebol! A ESAB, por ser uma empresa comprometida com seus clientes, se esfora permanentemente para conhecer cada vez mais seus clientes, usurios e suas respectivas necessidades. Para que isso acontea, entre em contato conosco, pelo endereo marketing@esab.com. br. Por meio dele, voc poder nos contar histrias e experincias vividas com nossos produtos. Sua participao essencial para nosso crescimento e sucesso! Pedro Rosetti Neto Gerente Nacional de Vendas
ABRIL
13
2010
#13 2010
#13 2010
G L O B A L S O L U T I O N S F O R L O C A L C U S T O M E R S E V E RY W H ERE
Crescimento do mercado de leo e Gs gera perspectivas positivas para o setor de soldagem
Expediente
Publicao institucional da ESAB Brasil Rua Zez Camargos, 117 Cidade Industrial CEP. 32210-080 Contagem MG marketing@esab.com.br www.esab.com.br Diretor-Presidente Ernesto Eduardo Aciar Diretor de Vendas e Marketing Newton de Andrade e Silva Diretor Financeiro Lus Fernando Velasco Gerente de Marketing Antonio Plais Gerente Nacional de Vendas Pedro Rossetti Neto Coordenao da Revista Soluo ESAB Cristiano Borges Produo Prefcio Comunicao (31) 3292-8660 prefacio.com.br Jornalista responsvel Cristina Mota MG 08071 JP Redao Alexandre Asquini e Pamella Berzoini Reviso Cibele Silva Editorao Trcio Lemos e Angelo Campos Fotografias Arquivo da ESAB / outros Reviso tcnica Antonio Plais ESAB Cristiano Borges ESAB Flvio Santos ESAB Jos Roberto Domingues ESAB Pedro Muniz ESAB
ABRIL
13
2010
A ESAB est presente no setor termonuclear. Somos fornecedores dos consumveis utilizados na Eletrobras Termonuclear Eletronuclear, responsvel por construir e operar as primeiras usinas termonucleares do pas, Angra 1 e Angra 2, parte da Central Nuclear Almirante lvaro Alberto (CNAAA), localizada na praia de Itaorna, em Angra dos Reis (RJ). Um terceiro empreendimento, Angra 3, est em construo: em 2015, quando entrar em operao, a nova unidade ter uma potncia eltrica de 1.405 MW (trmica de 3.782 MW) e poder gerar mais de 10 milhes de MWh por ano carga equivalente a um tero do consumo total do Estado do Rio de Janeiro, segundo dados de 2008.
M E T I U AQ
ABRIL
13
2010
B A ES
ABRIL
13
2010
Mascarello
ESAB colabora com a formao de soldadores de um dos principais clientes do Sul do Brasil
Arquivo Grupo Mascarello
Vista area do parque fabril do Grupo Mascarello
ESAB est presente em importante iniciativa desencadeada por um dos seus principais clientes no Sul do pas: o Grupo Mascarello, da cidade de Cascavel, no Estado do Paran. Trata-se da re-estruturao e ampliao do Centro de Treinamento Operacional (CTO), que promove a preparao e a especializao de soldadores e tambm de outros profissionais para as duas empresas industriais do Grupo, a Comil Silos e Secadores e a Mascarello Carrocerias e nibus, ambas localizadas na BR-277, km 598, no Distrito Industrial Luiz Benjamim Crespi, em Cascavel. A ESAB cedeu em comodato trs mquinas de soldagem, que j esto sendo utilizadas em treinamentos, e tambm atuou na preparao dos instrutores de soldagem. O gerente de Engenharia de Operaes, Thiago Gomes de Oliveira, explica que a
preocupao com a formao e o aprimoramento de soldadores e tambm de outros profissionais envolvidos no processo produtivo faz parte da histria das empresas que compem o Grupo Mascarello. Com a constituio da Mascarello Carrocerias e nibus, houve, naturalmente, uma demanda maior por soldadores, j que os procedimentos de soldagem so um fator crucial no processo de produo da montadora. Atualmente, temos mais de 120 mquinas de soldagem operando na Mascarello, com cerca de 240 soldadores, e outras 40 mquinas de soldagem na Comil, com aproximadamente 80 soldadores, diz o gerente, assinalando que 90% desse parque de mquinas, nas duas empresas, correspondem a equipamentos da ESAB, que tambm fornece consumveis e outros insumos. Ele aponta um outro elemento que evidencia a importncia da soldagem para as empresas
ABRIL
13
2010
Mascarello
industriais do Grupo: Trabalhamos com linhas de montagem que renem vrios soldadores, responsveis pelos diferentes pontos do processo. Para que se possa ter uma ideia, uma linha voltada para a produo de nibus urbanos tem nada menos do que 40 soldadores.
Incio da parceria
Quando a Mascarello Carrocerias e nibus estava perto de entrar em operao, em 2003, ficou claro que haveria dificuldades para conseguir o nmero de profissionais qualificados na rea de soldagem, como exigem as operaes da empresa. Constatamos que, realmente, no havia soldadores no mercado local e que nossa regio no estava qualificando esse tipo de profissional. A alternativa encontrada foi de formar os profissionais contratados ainda sem experincia alguma. Para isto, selecionamos uma equipe de instrutores operacionais, que foram qualificados para atuarem nesse processo de formao, disse Thiago, destacando que, nesse ponto, foi fundamental a parceria com a ESAB, que treinou os profissionais selecionados, possibilitando que se transformassem em instrutores do Grupo Mascarello. Em razo da diversidade dos produtos fabricados pela Comil e pela Mascarello Carrocerias e nibus, cada uma dessas empresas tem as suas prprias linhas e o seu respectivo gerente de produo. Porm, dentro de um critrio de racionalidade, reas de apoio como Recursos Humanos, o Centro de Treinamento Operacional (CTO) e a rea de Infraestrutura e Meios de Fabricao
trabalham indistintamente para as duas empresas. Quando os instrutores terminaram sua preparao na ESAB e estavam prontos para sua nova tarefa, passou-se a melhorar a qualificao do pessoal das empresas, com um sistema de treinamento ponto a ponto. Ou seja, quando um soldador apresentava alguma deficincia ou encontrava certa dificuldade, os instrutores iam at ele e tratavam a questo, ministrando os ensinamentos adequados para sanar o problema. A partir dessa sistemtica, foi possvel perceber que seria fundamental o estabelecimento de uma rotina: todo funcionrio que entrasse nos setores de soldagem deveria passar por um treinamento. A preparao especializada aprimora a qualidade do servio, diminui o retrabalho e, portanto, reduz o nmero de horas empregadas na fabricao de cada produto, minimiza a perda de material, ajuda a combater o desperdcio e garante mais qualidade a todo o processo, assegura o gerente, acrescentando: Essa primeira estrutura de treinamento melhorou bastante o processo de soldagem nas duas empresas. E comeamos a perceber que a rotina poderia e deveria crescer, especialmente porque nossos procedimentos de soldagem se referem especialmente ao ao galvanizado, um material que apresenta complexidades que o soldador precisa conhecer para fazer um bom trabalho.
Qualificao ainda melhor
Por enquanto, a Comil e a Mascarello Carrocerias e nibus desenvolvem as atividades de treinamento junto rea da produ-
Mais de cinco dcadas de histria
A trajetria do Grupo Mascarello remonta segunda metade da dcada de 1950, quando foi fundada a Comil, que, desde o incio, atua na rea de mecanizao e modernizao de atividades da agricultura, com uma linha de produtos que atualmente inclui, alm de silos e secadores, elevadores e maquinrio agrcola. Detentora de uma marca de alta respeitabilidade no mercado, a empresa investe em pesquisa e desenvolvimento de novas tecnologias para o segmento, gera solues customizadas para a agricultura e tem exportado tecnologia em armazenamento, secagem e transporte de gros. No ano 2000, foi constituda a segunda empresa do Grupo Mascarello, a Mascor Imveis, que atua no mercado imobilirio, com destaque para loteamentos e empreendimentos residenciais e comerciais. Mais jovem organizao do Grupo, a Mascarello Carrocerias e nibus, criada em 2003, pioneira do setor no Paran. A empresa oferece 1.300 empregos diretos a Comil conta com 650 funcionrios e j superou a marca das 7 mil unidades produzidas. Atualmente, seu portflio exibe 12 modelos de produtos destinados ao transporte de passageiros em meio urbano, viagens rodovirias e outras necessidades. A proposta da empresa desenvolver e oferecer produtos com alto nvel de aproveitamento de espao, agregando conforto, sofisticao, segurana e tecnologia.
10
ABRIL
13
2010
Mascarello
Fotos: Arquivo Grupo Mascarello
Equipe da Mascarello
o. H uma sala especfica em cada uma das duas fbricas, nas quais so desenvolvidas as partes tericas dos treinamentos. Em cada uma das empresas, h tambm locais apropriados para os treinamentos prticos de soldagem. Existe essa estrutura, que funciona bem, mas queremos aprimorar todo o processo. A ideia distanciar o treinamento da produo e organizar o Centro de Treinamento Operacional (CTO) como uma unidade separada. Ser uma estrutura de carter didtico, que permitir acomodar mais facilmente o pessoal em atividade de
treinamento, informou o gerente. As instalaes do CTO funcionaro em um prdio j existente no interior da planta da Comil e que est sendo preparado para essa sua nova finalidade. As duas plantas so vizinhas, de modo que no haver qualquer dificuldade para o deslocamento dos treinandos. As trs mquinas cedidas pela ESAB j esto sendo utilizadas. Junto a mais uma mquina pertencente ao Grupo Mascarello, elas iro equipar o novo CTO, que dever entrar em operao no segundo semestre de 2010.
Novo Centro vai aprimorar a formao de profissionais
O instrutor Emanuel Biasi Anzorena explica que as atuais atividades do Centro de Treinamento Operacional (CTO) so desenvolvidas por dois instrutores: ele prprio e seu colega, Edson Telles de Camargo, havendo ainda um terceiro profissional em preparao e que em breve tambm atuar como instrutor. Ministramos treinamento de soldagem, com aulas tericas e prticas, e treinamentos voltados para a rea de projetos de produo, especificamente, desenho tcnico e metrologia bsica e avanada, estes em sala de aula, disse. Outros profissionais tambm dividem seu conhecimento, atuando como instrutores convidados. Anzorena reala a importncia do novo Centro. Ele concorda que as atividades de treinamento esto vivendo um perodo de transio e que vo para o que se pode chamar de uma casa prpria. O Centro ter instalaes fsicas especficas. Estamos desenvolvendo um planejamento para ter um local com mais capacidade, de modo a atender demanda das fbricas. As condies e o contedo dos treinamentos continuaro a responder s necessidades das duas empresas industriais do Grupo. Alm disso, os treinandos estaro fora do ambiente de produo, com mais tranquilidade para aprender. Didaticamente, ser importante, porque teremos um ambiente separado da produo. Os treinandos estaro 100% voltados para as atividades do treinamento. Em razo de o Grupo Mascarello atuar em uma regio marcadamente vocacionada para a agricultura e a avicultura, praticamente no h mesmo mo de obra especializada no setor industrial. De acordo com o instrutor Edson Telles de Camargo, para formar profissionais qualificados em soldagem, h dois caminhos: um deles convidar os auxiliares de produo j empregados no Grupo, e o outro, abrir recrutamentos externos. Neste caso, os trabalhadores so recrutados como auxiliares de produo e encaminhados para o treinamento de soldagem. Se obtiverem boas notas de aprendizagem, sero promovidos a soldadores. Caso contrrio, continuaro como auxiliares de produo. Para os auxiliares treinados, uma oportunidade de crescimento, de obter uma profisso, assinala o instrutor. Edson sublinha que, entre os recrutados no processo de seleo, raramente se encontra um trabalhador com alguma experincia em soldagem. Alguns detm algum conhecimento, adquirido em oficinas mecnicas ou em metalrgicas de pequeno porte. Mas so treinados da mesma forma, pois, para ns, a solda deve ser de muita qualidade. S depois da qualificao que eles estaro prontos para atuar na linha de produo. O foco dos treinamentos na rea de soldagem est nos processos MIG e MAG, os mais utilizados nas empresas industriais do Grupo Mascarello. As reas de produo das empresas do Grupo usam em
ABRIL
13
2010
11
Mascarello
menor escala o processo TIG. Para preparar algum para atuar com soldagem nesse processo, selecionamos um soldador j qualificado que, ento, recebe o treinamento especfico, diz Edson. Com relao ao contedo, o instrutor explica que h informaes e conhecimentos que so ministrados em aulas tericas, na sala de treinamento, e depois exemplificados nas aulas prticas. Em linhas gerais, os ensinamentos abrangem, primeiramente, conhecimentos mais bsicos e, gradativamente, chegam aos tpicos e procedimentos mais complexos. Como h um grande nmero de treinandos sem formao profissional anterior, so oferecidos uma viso geral do que a soldagem, informaes sobre a existncia de diferentes processos e um detalhamento maior das tcnicas, equipamentos e procedimentos nos processos MIG e MAG. Explicamos o que solda MIG, o que solda MAG e falamos a respeito dos tipos de gases empregados nos dois casos. Falamos tambm sobre os tipos de arcos eltricos e suas funcionalidades. E mostramos o significado da continuidade da solda, os mais comuns defeitos de soldagem e por que preciso haver qualidade no resultado do trabalho de soldagem, diz o instrutor. Alm disso, os instrutores enfatizam a questo da segurana, com o uso dos Equipamentos de Proteo Individual (EPIs), indispensveis em qualquer procedimento de soldagem. O profissional que faz o curso tem que sair bem consciente da importncia da utilizao dos EPIs. E ns avaliamos esse quesito no decorrer do treinamento. As atividades tm a durao necessria para a absoro dos conhecimentos e da prtica em situao real de soldagem. O treinamento em solda MAG, por exemplo, tem carga de 80 horas, com atividades tericas e prticas focadas somente nesse processo. O nmero de dias pelos quais ser distribuda essa carga horria diferente em cada programa de treinamento, dependendo, sobretudo, da disponibilidade dos treinandos, j que certas turmas, em razo das necessidades da produo, passam meio perodo atuando como auxiliares de produo e meio perodo em treinamento. O Grupo Mascarello j formou mais de 200 soldadores. Com o novo Centro, as
condies de planejamento das atividade de treinamento vo melhorar. Ao todo, o Centro dispor inicialmente de quatro mquinas. Com isso, poderemos treinar quatro soldadores na parte da manh e quatro tarde, e assim, preparar at 16 soldadores por ms, avalia Edson.
Manuteno
O instrutor Anzorena informa que o CTO dispe de um diagnstico das necessidades de treinamento nas empresas industriais do Grupo e adianta que h um trabalho em andamento visando preparao de pessoal para a manuteno preventiva e corretiva de mquinas. Clio Valmorbida, supervisor de Manuteno, trabalha na Mascarello Carrocerias e nibus desde o incio. Comecei na empresa 20 dias depois da inaugurao, conta com orgulho, assinalando que viu a chegada das primeiras mquinas da ESAB. Houve a compra de um lote inicial e, depois, medida que a produo foi crescendo, foram sendo adquiridos novos lotes, at que se completasse o nmero de mquinas hoje disposio. As primeiras mquinas ainda esto em operao regular e isso se deve ao trabalho da manuteno. H um profissional na empresa responsvel pelo cuidado com as mquinas de soldagem. Ele fez o primeiro mdulo de treinamento de manuteno de mquinas e alimentadores na filial da ESAB em Porto Alegre, diz Valmorbida, informando que o Grupo Mascarello tem planos de preparar um outro profissional de manuteno para atuar no segundo turno de produo. O gerente Thiago Oliveira assinala que a relao do Grupo Mascarello com a ESAB bem antiga, e Clio Valmorbida sublinha que a longevidade na parceria tem efeitos prticos significativos para as aes de manuteno. Temos todos os manuais e cdigos da ESAB. Com o tempo, a gente vai conhecendo o comportamento dos equipamentos nas condies em que so utilizados e, assim, formamos uma boa noo do consumo, o que permite manter um pequeno estoque das peas de manuteno mais usadas e de consumveis, diz, fazendo questo de frisar que o atendimento da ESAB sempre rpido e sem burocracia.
Soldagem na produo da Mascarello Carrocerias e nibus
12
ABRIL
13
2010
Ao lado do cliente
Parceria ESAB/Tom Engenharia na construo de tanques da RNEST
Halinson Faustino Dias Campos Consultor ESAB Brasil Francklin Machado Tom Engenharia
ada vez mais, a ESAB Brasil vem se destacando como parceiro preferencial de seus clientes. A empresa procura, constantemente, oferecer solues diferenciadas e promover todo o suporte para o melhor desempenho das companhias que utilizam seus produtos. Um exemplo o trabalho desenvolvido junto Tom Engenharia. A empresa iniciou suas atividades em 1973 e, atu-
almente, est presente em diversos segmentos, entre eles Engenharia de leo e Gs. uma das empresas responsveis pela edificao da Refinaria do Nordeste Abreu e Lima RNEST , da Petrobras, construindo e montando tanques que iro suprir metade da necessidade de armazenamento do empreendimento. Sero 61 tanques, cujos dimetros nominais variam entre 3 e 63 metros e alturas nominais, entre 5 e 15 metros. As insta-
ABRIL
13
2010
13
Ao lado do cliente
laes sero destinadas ao armazenamento de derivados, resduos, produtos qumicos, dreneiros, leos e diversos tipos de gua. Para sua construo e montagem, do ponto de vista de soldagem, estima-se que sero necessrios cerca de 50,5 quilmetros de solda, com uma quantidade total aproximada de 81 toneladas de metal depositado.
Clculos e testes
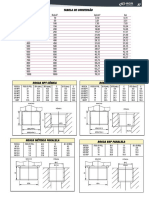
A parceria da ESAB compreendeu desde o clculo estimativo de consumo de consumveis de soldagem de cada junta da obra at a sugesto de Especicaes de Procedimento de Soldagem (EPS) e treinamento prtico das solues em termos de consumveis, equipamentos e sistemas mecanizados de soldagem. No Centro de Desenvolvimento de Processos ESAB (Process Centre), em conjunto com a equipe da Tom Engenharia, todas as possibilidades de juntas, geometria de chanfros e parmetros de soldagem foram comparadas via testes prticos de solda. Com base nos resultados obtidos e em simulaes, realizou-se uma anlise entre os processos eletrodo revestido, arco submerso utilizando-se o Tankwelder, equipamento ESAB especco para a soldagem de tanques e arame tubular mecanizado. A Tabela I apresenta os resultados obtidos para produtividade e custos totais por metro de solda, estimados tendo como referncia o processo por eletrodo revestido (100%) para as soldas horizontais e verticais dos costados dos tanques. No que se refere ao processo por ele-
trodo revestido, a menor produtividade deve-se ao fato de este ser um processo manual, com relativa baixa taxa de deposio e ciclo de trabalho. J o processo Arco Submerso, apesar de sua mecanizao e alta taxa de deposio, mostrou-se inferior ao processo arame tubular mecanizado. Isso se deve ao longo tempo necessrio para montagem e preparao do equipamento de arco submerso, reduzindo signicativamente o ciclo de trabalho deste. Em se tratando do processo arame tubular mecanizado, o menor tempo de montagem e preparao, aliado possibilidade do uso de mais de um equipamento por junta simultaneamente, permite um ciclo de trabalho signicativamente maior em relao aos demais processos avaliados, resultando em uma maior produtividade. Em meio s vrias possibilidades de juntas e geometria de chanfros levantadas no trabalho em parceria entre Tom Engenharia e ESAB, as conguraes aprovadas via simulao e testes prticos e seus detalhes constam na Figura 1.
Tabela I: Comparativo de processos em custo e produtividade
Comparativo dos processos Nmero de mquinas Produtividade dos processos Tempo estimado para soldagem de cada metro Nmero de horas trabalhadas por ano Custos totais por metro Unidade un m/h h h/ano $/m Reticadores (SMAW) 100% 100% 100% 100% 100% Tank welder (SAW) 13% 176% 57% 100% 261% Rail Track (FCAW) 33% 422% 24% 100% 91%
Chanfro K simtrico OK Backing Pipe 9
Chanfro X
Chanfro meio V OK Backing Concave 12H
Chanfro em V OK Backing Concave 13
Figura 1: Juntas e backings testados e aprovados para soldagem vertical e horizontal de tanques
14
ABRIL
13
2010
Ao lado do cliente
Tabela II: Metais de base do projeto e respectivos consumveis aplicados Metal de Base ASTM A 240 Tp 439 ASTM A 283 Gr. C ASTM A 36 Metal de Adio Shield Bright 309L Dual Shield 7100 LH Dual Shield 7100 LH Classicao ASME SFA/AWS A5.22 E309LT1-1 ASME SFA/AWS A5.20 E71T-1C(M)/ E71T-9C(M)
A soluo completa oferecida ao cliente pela ESAB corresponde a arames tubulares selecionados de acordo com o metal de base (conforme mostrado na Tabela II) e
equipamento Railtrac FW1000 (Trator compacto e motorizado), associados ao uso de backings cermicos OK. O alto ciclo de trabalho aliado ao bom aspecto dos cordes fez do Railtrac FW1000 a soluo perfeita para a aplicao, minimizando a demanda por soldadores com grande habilidade e reduzindo prazos e custos com formao e capacitao de pessoal. A aplicao de backings cermicos OK foi um fator que contribuiu signicativamente para uma maior produtividade. Eles proporcionaram razes com tima aparncia, sem necessidade de remoo de contrassolda, fazendo com que a soldagem casse ainda mais produtiva. importante salientar que, para a seleo das juntas, buscou-se tambm minimizar o embicamento e empeno das chapas.
Aprovao
Frente a estes resultados, a Tom Engenharia optou pela soluo proposta pela ESAB e, alm dos consumveis e equipamentos j citados, houve a aquisio tambm de equipamentos e perifricos como a LAI 550 (fonte de energia MIG/MAG), Miggytrac 1500 (trator compacto utilizado para soldagem MIG/MAG e arame tubular), Origofeed 304 P4 (Alimentadores de arame para soldagem semiautomtica em servios de produo mdia e pesada), alm de outros perifricos e acessrios. Outro fator determinante para o sucesso deste projeto refere-se ao suporte tcnico da ESAB no processo de incio da obra. Tcnicos da ESAB treinaram a equipe da Tom Engenharia, capacitando-a para a aplicao do processo de soldagem selecionado. Sempre com o foco no cliente, a ESAB seguir com essa parceria at o m das obras, previsto para 2012, e tambm em futuros projetos.
ABRIL
13
2010
15
Foco no cliente
Atendimento de alto nvel
ada vez mais preocupada com a excelncia no atendimento de seus clientes, a ESAB vem buscando ampliar seus canais de comunicao e disponibilizar uma equipe de profissionais altamente qualificados para dar suporte aos clientes antes, durante e aps a compra de seus produtos. Esta equipe o Customer Care, um departamento criado para atender aos clientes, servios autorizados e equipes internas, fornecendo solues de alto nvel e suporte rpido e eficaz para torn-los cada vez mais competitivos em seus negcios. O foco do Customer Care ESAB estreitar o relacionamento e, como consequncia, fidelizar clientes atravs da satisfao com servios e produtos.
Abrangncia
A atuao do Customer Care abrange interfaces com todas as equipes da Amrica do Sul, presentes no Brasil, Argentina, Chile, Panam e Colmbia. Objetivando respostas rpidas e precisas, a estrutura do Customer Care Amrica do Sul tambm conta com interfaces existentes no grupo ESAB, presente nos cinco continentes, onde a troca de informaes chave para solues eficazes.
Equipe
A equipe formada por engenheiros e tcnicos para fornecer solues que efetivamente agreguem valor ao negcio do cliente e funcionar como um canal de
16
ABRIL
13
2010
Foco no cliente
comunicao cliente-ESAB sempre disponvel e com grande facilidade de acesso.
Garantia Caso necessite realizar algum servio em seu equipamento dentro do perodo de garantia, o cliente deve procurar um dos Servios Autorizados ESAB (SAEs), onde ele encontrar uma equipe tcnica capacitada e sempre disponvel para a realizao do atendimento. Ao solicitar peas para este tipo de servio, os SAEs enviam ao PA um Relatrio de Servio Tcnico, cujos dados so compilados e minuciosamente analisados, gerando aes de melhoria nos produtos, os quais so acompanhados at um ano depois da implantao da melhoria. Treinamento e Educao O PA Treinamento e Educao programa, organiza e realiza treinamentos para que cada profissional ESAB seja capacitado, constantemente atualizado e esteja sempre apto a oferecer um atendimento de qualidade e solues eficazes aos clientes. Standard & Automation Este ponto de atendimento responsvel pelo suporte tcnico ao cliente em campo, e tambm pela soluo de dvidas tcnicas via telefone e e-mail. Sempre que necessrio, o PA Standard & Automation realiza testes e simulaes em laboratrio, fornece suporte e treinamento em entregas tcnicas de equipamentos no cliente e revisa os manuais de instruo dos equipamentos.
Estrutura
O Customer Care estruturado em cinco Pontos de Atendimento (PAs): Help Desk, Peas de Reposio, Garantia, Treinamento e Educao e Standard & Automation. Help Desk Neste ponto de atendimento acontece o primeiro contato do cliente com a ESAB. Os clientes tm suas demandas ouvidas, registradas e, a partir da, so geradas aes para tratar cada solicitao. Quando necessrio, feito o redirecionamento da solicitao para outro departamento ou PA, sempre com acompanhamento at a concluso do atendimento, garantindo o envio rpido e eficaz da soluo ao cliente. Peas de Reposio Para garantir que os clientes tenham todo o suporte necessrio na compra de peas de reposio para seus equipamentos ESAB, este PA os auxilia na identificao de componentes e cdigos das peas. Alm disso, l tambm so realizados, em conjunto com a Logstica, estudos para definio de estoques e melhoria contnua no atendimento de peas de reposio, objetivando agilizar a entrega das peas aos clientes.
Desafios
Durante 2010, o Customer Care ir ampliar ainda mais a estrutura dos servios, atravs de sistemas informatizados para atendimento e tambm da gesto de atendimentos dos SAEs. Tambm meta realizar os vrios treinamentos tcnicos e comerciais j programados, objetivando tornar a equipe ESAB cada vez mais capacitada para suportar solues e esclarecer dvidas dos clientes.
Entre em contato com o Customer Care pelo e-mail faleconosco@esab.com.br
ABRIL
13
2010
17
Foco no cliente
Novas embalagens asseguram qualidade do produto e adequao sustentabilidade
teno s necessidades dos clientes e, ainda, adoo de processos e produtos ambientalmente adequados so premissas da ESAB, empresa certificada globalmente pelas normas ISO 9001 e 14001, relativas Qualidade e ao Meio Ambiente, respectivamente. Neste sentido, alteraes recentes em embalagens foram realizadas, com bons resultados. Para muitos clientes, tambores Marathon Pac para MIG/MAG e FCAW so fundamentais para maximizar a eficincia e qualidade de produo. Isso porque o Marathon Pac pode reduzir o tempo gasto nas trocas de bobinas e manutenes em quase 95%. A tcnica especial de enrolamento utilizada durante a embalagem assegura que o arame nunca estar torcido ou empenado, propiciando soldas bem posicionadas e perfeitamente alinhadas. Tambm em funo da tcnica especial, o processo de desenrolamento do tambor automtico, no sendo necessrio equipamento de desbobinamento e nenhuma fora adicional, como no caso de um tradicional carretel rotativo. Isso se traduz em uma menor taxa de desgaste para o alimentador de arame.
Reciclvel
O Marathon Pac segue tambm, a tendncia de adequao responsabilidade ambiental: sua embalagem, composta de tambores de papelo octogonais classificados como Resduos No Perigosos Classe II, totalmente reciclvel. Ela pode tambm ser redobrada aps o uso, economizando espao de armazenamento.
Ainda seguindo a diretriz ambiental da ESAB, as embalagens dos equipamentos foram alteradas. Antes, elas eram compostas de polionda, plstico alveolar formado por duas lminas planas unidas por nervuras longitudinais. Os materiais foram progressivamente substitudos por embalagens em papelo, reciclveis, e classificadas como Resduos No Perigosos Classe II. Atualmente, 100% das embalagens dos novos equipamentos de solda so feitas em papelo.
18
ABRIL
13
2010
Evento
28 Feira Internacional da Mecnica
Cristiano Borges Departamento de Marketing ESAB Brasil
Como principal destaque para o evento teremos o pr-lanamento de um inversor multi-processo e multi-tenso de 400A. O equipamento, que ter o nome revelado somente durante o evento, promete revolucionar o mercado de soldagem. Dividindo as luzes com este novo inversor teremos a fonte MIG/MAG, tambm inversora e multi-tenso, AristoMig 5001i MultiVoltage. O equipamento, apresentado como pr-lanamento na Feimafe 2009, estar presente e disponvel para demonstraes, mostrando suas inmeras funcionalidades, utilizado em conjunto com o painel de controle U82. Apresentaremos tambm novidades em automatizao de soldagem e o novo equipamento para corte automatizado CNC, a Combirex, um sistema extremamente eciente e focado em cortes de alta performance e baixo custo. Presente tambm como pr-lanamento na Feimafe 2009, a linha ESAB de acessrios e EPIs para soldagem e corte ser apresentada aos clientes. Ocialmente lanada no segundo semestre de 2009, a ampla linha de produtos ser apresentada ao pblico. Proteo visual, respiratria, vestimentas de segurana, acessrios e muito mais. Sempre atenta s necessidades do mercado, a ESAB contar em seu estande com uma rea exclusivamente dedicada aos clientes do segmento Oil & Gs. Os tcnicos ESAB apresentaro solues para as mais diversas necessidades em soldagem para este segmento.
Estande na 27 Feira Internacional da Mecnica, em 2008
ealizada desde 1959, acontece em So Paulo, de 11 a 15 de maio, a Feira Internacional da Mecnica. Em sua 28 edio, a Mecnica apresentar mquinas para trabalhar metal, plstico, borracha e outros, alm de ferramentas e uma srie de outros equipamentos direcionados tanto para as reas de produo quanto para manuteno da indstria. Para a edio 2010, so esperados cerca de 1.960 expositores de mais de 35 pases e pblico de 116 mil pessoas vindo de 40 pases diferentes. Como principal fornecedor de produtos para soldagem e corte para o mercado sulamericano, a ESAB conta com uma longa histria de participaes no evento e estar presente na edio 2010 num amplo estande de 176 m. Durante os cinco dias da feira, sero apresentados ao pblico os principais lanamentos e prlanamentos de produtos previstos para o ano de 2010.
Visite o estande da ESAB: esquina das ruas A e P. Nossa equipe est pronta para receb-lo.
ABRIL
13
2010
19
Evento
Troca de conhecimentos tericos e prticos no Consolda 2009
o perodo de 26 a 29 de outubro de 2009, foi realizado o XXXV Congresso Nacional de Soldagem. O evento, organizado pela Associao Brasileira de Soldagem, contou com a ESAB como patrocinador. No primeiro dia de evento, a ESAB, mostrando a sua fora e conhecimento no segmento de leo e Gs, realizou uma palestra sobre Soldagem de Aos Resistentes a Fluncia que veio ao encontro das necessidades do mercado brasileiro e despertou interesse do pblico. No decorrer do evento, foram discuti-
dos diversos temas relativos a processos de soldagem, metalurgia e comportamento dos materiais, projetos e fabricao de estrutura soldadas, fsica da soldagem, automao e robtica, dentre outros. A ESAB, preocupada com pesquisa e desenvolvimento, participou de diversos trabalhos tcnico-cientficos, fornecendo insumos para sua realizao e tambm desenvolvendo e publicando trabalhos, como Caracterizao de Juntas de Tubos Inoxidveis Supermartensticos Soldados com Consumveis Superduplex 2509 e Soldagem de Estruturas Pesadas de Ao Inoxidvel Ferrtico.
Ronaldo Cardoso Junior, da ESAB Brasil, durante apresentao no Consolda
20
ABRIL
13
2010
Evento
Etapa paulista da Olimpada do Conhecimento
Rgis Filho
m novembro de 2009, a ESAB apoiou em So Paulo um dos mais vibrantes e significativos eventos voltados ao estmulo da formao profissional no Brasil, organizado pelo Servio Nacional de Aprendizagem Industrial (Senai): a etapa paulista da Olimpada do Conhecimento, que classificou concorrentes para a sexta edio dessa competio em nvel nacional, realizada no perodo de 9 a 14 de maro de 2010, no Rio de Janeiro. A fase nacional da Olimpada do Conhecimento aconteceu juntamente com a competio continental America Skills, que reuniu jovens de outros pases das trs Amricas e teve carter classificatrio para o torneio mundial WorldSkills, marcado para 2011, em Londres, na Inglaterra.
A etapa de So Paulo teve concorrentes em 45 reas de formao profissional, algumas das quais especficas para portadores de deficincias fsicas. As provas foram realizadas no Pavilho de Exposies do Anhembi, um dos maiores e mais importantes da capital paulista, entre 9 e 12 de novembro. Durante os quatro dias, os concorrentes, somados a milhares de outros estudantes de escolas pblicas e privadas, emprestaram quele recinto, normalmente dedicado a feiras de negcios, uma aura marcadamente juvenil. Havia muito entusiasmo e curiosidade sobre as tecnologias empregadas na indstria, mas, principalmente, interesse pelos caminhos profissionais que elas podem abrir. Um estande da ESAB, localizado junto rea em que foram
ABRIL
13
2010
21
Evento
realizadas as provas de Soldagem, foi bastante procurado pelos jovens visitantes. A ESAB forneceu todos os principais equipamentos utilizados nas provas que envolveram atividades de soldagem. Ao todo, foram cedidas 48 mquinas, a maior parte utilizada pelos competidores da rea de Soldagem: cinco nas provas de Caldeiraria, e as demais, nas atividades de Manufatura Integrada. A empresa disponibilizou tambm todos os consumveis empregados pelos alunos na competio, e quantidades adequadas de spray antirrespingo. Alm disso, ofereceu 140 cortinas, usadas na proteo dos boxes de solda, as mangueiras para os gases, cabos, cabos porta eletrodo e tochas TIG e MIG-MAG, informou Valdemir de Oliveira Primo, coordenador da rea de Soldagem, do Senai-SP, ele prprio um ex-aluno que, no final da dcada de 1980 e incio dos anos 1990, participou de forma vitoriosa dos torneios nacionais e internacionais de formao profissional que precederam a Olimpada do Conhecimento.
O significado
Qual exatamente a importncia de um evento em que estudantes de cursos profissionalizantes competem para mostrar conhecimentos e habilidades? O presidente da Federao das Indstrias do Estado de So Paulo (Fiesp), Paulo Skaf, disse acreditar que a educao seja, em ltima anlise, um caminho para o crescimento. Sem poder comparecer sesso de encerramento, Skaf enviou mensagem aos concorrentes, sublinhando que, durante toda a competio, os estudantes deram provas de dedicao, garra e talento, e acabaram por demonstrar que a educao um instrumento de transformao social e de mudana. Como entidade que congrega as indstrias paulistas, a Fiesp responde pela administrao do Senai e do Sesi no Estado de So Paulo, assim como outras entidades regionais industriais cuidam dessas organizaes em seus respectivos Estados, e a Confederao Nacional da Indstria (CNI) responde pela coordenao das atividades do Senai e do Sesi no plano federal. No entender de Walter Vicioni Gonalves, diretor regional do Senai e superintendente do Sesi de So Paulo, a Olimpada do Conhecimento muito importante para
valorizar as ocupaes industriais. Num pas que tem a tradio de considerar que as ocupaes da manufatura, as atividades de ordem manual, so para os filhos dos outros, esta competio tem o papel extraordinrio de valorizar o trabalho. E mostra que a riqueza por meio do trabalho traz dignidade para aquele que trabalha. Ele destacou tambm o significado da participao de empresas detentoras de tecnologias utilizadas na vanguarda da produo industrial, como a ESAB, no apoio ao processo de formao profissional do pas, o que, a seu ver, qualifica e amplia a competitividade industrial brasileira. Em todas as reas, observamos a participao das indstrias dentro das oficinas e dos laboratrios do Senai, apoiando o trabalho de formao profissional. A grande vantagem do Senai em relao a outras instituies exatamente essa relao estreita entre os meios de produo e os meios de formao profissional. Segundo o educador, as empresas compreendem muito bem o seu papel na dinmica da formao profissional para o pas. A indstria sabe que no precisa ir nossa cozinha fazer o molho, mas ela exigente, tem que continuar a exigir que ns do Senai e do Sesi faamos aquilo que precisa ser feito, de modo bem feito: a formao de mo de obra capacitada, de profissionais com as habilidades e as competncias necessrias. E os trabalhadores tm se revelado um fator decisivo nesse processo de abertura do mercado brasileiro e da competio que nossas empresas enfrentam com organizaes internacionais.
Consumveis ESAB foram utilizados nas provas
Empenho
Trata-se de uma ideia espetacular, levada a cabo aqui no Brasil pelo Senai, e, no mundo, pela World Skills International, afirma Marcos Cezar Pontes, o primeiro astronauta brasileiro a executar uma misso espacial e embaixador mundial da World Skills. Ele prossegue: Vejo a Olimpada do Conhecimento como uma iniciativa muito interessante porque incentiva os jovens a se aperfeioar, a fazer cada vez melhor e a aprimorar as suas capacidades. E, alm de tudo, o ambiente bastante acolhedor; sabemos que h competio, mas percebemos que h cooperao tambm.
22
ABRIL
13
2010
Evento
O astronauta concorda que sua profisso seja altamente especializada e requer muito empenho pessoal e determinao, mas v uma correlao entre o seu trabalho e aqueles feitos pelos profissionais qualificados da indstria. Digo sempre aos jovens: o negcio no desenvolver a competncia profissional, mas, tambm, ter a capacidade, como ser humano, de sustentar a competncia profissional desenvolvida. E a atitude fundamental no que diz respeito ao aperfeioamento. Devemos buscar sempre um pouquinho a mais e ser otimistas, acreditando que ser possvel. preciso cultivar a postura de vencedor e pensar: se eu treinar um pouco mais, vou conseguir me superar. disso que estou falando: no se trata de superar os outros, mas de superar a si prprio. Ele entende tambm que competies como a Olimpada do Conhecimento so muito positivas
na formao dos jovens profissionais, pois os estudantes so levados a trabalhar em equipe, aprendem a liderar e a ter confiana neles mesmos. E mais: adquirem autoestima e desenvolvem outros atributos que complementam o ensino profissional propriamente dito. Pontes ressalta ainda o papel de empresas como a ESAB para o xito da Olimpada do Conhecimento. Os jovens ficam numa espcie de vitrine para as empresas. Eu fui aluno do Sesi e do Senai e, do meu ponto de vista, a possibilidade de participar de uma competio desse tipo com toda essa qualificao em termos de ambiente e dos equipamentos uma grande oportunidade para esses jovens. Veja quantas empresas esto por aqui. Elas esto observando os seus futuros colaboradores. Creio que, em todos os sentidos, isso muito bom para os jovens, para as empresas e para o Brasil.
Fotos: Rgis Filho
Provas complexas testam a capacidade dos alunos
A Olimpada do Conhecimento um evento planejado com meses de antecedncia e envolve um grande conjunto de detalhes. No caso da etapa paulista, o SenaiSP preparou toda a montagem do evento, com uma equipe de apoio constituda por docentes das prprias escolas do Senai de todo o Estado de So Paulo. A participao das empresas considerada fundamental, em especial, porque muitas delas como fez a ESAB na rea da soldagem colocaram equipamentos, ferramentas e instrumentos de primeira linha disposio dos alunos para que realizassem as provas. Foram quatro dias de provas prticas. Mas, antes de colocarem a mo na massa, os alunos concorrentes fizeram uma prova de qualidades pessoais, em que foram avaliadas as suas habilidades intelectuais, tais como capacidade de pesquisa, aplicao de conhecimentos anteriores, raciocnio lgico e preciso. Depois, foram submetidos a uma prova terica, em que foram colocados diante de 20 situaesproblema para as quais deveriam selecionar a alternativa correta. A prova prtica a ltima e mais complexa etapa. H pesos diferenciados para cada tipo de prova, sendo a prtica a que tem maior peso.
Exigncia
A prova prtica na rea de soldagem demonstra bem o grau de exigncia da competio. Pediu-se aos competidores que soldassem corpos de prova, chapas e tubos, em todas as posies e em vrios processos: eletrodo revestido, MAG, arame tubular e TIG. Essas peas so ensaiadas visualmente e dimensionalmente. So tambm realizados ensaios de dobramento e de radiografia, explica o coordenador Valdemir de Oliveira Primo. No passo seguinte, foi determinado aos alunos que executassem um vaso de presso uma pea de dimenses maiores, totalmente vedada , em que foram obrigados a empregar vrios processos de soldagem, de acordo com o estudo da simbologia de solda. Na terceira fase, cada concorrente executou uma pea em alumnio, com soldagem no processo TIG. No quarto e ltimo estgio, foi determinado que executassem
ABRIL
13
2010
23
Evento
OS VENCEDORES
rea de Soldagem 1 lugar Wellington dos Santos, da Escola Senai Mrio Henrique Simonsen/Piracicaba. 2 lugar Matheus Breis, da Escola Senai Professor Joo Baptista Salles da Silva/Americana. 3 lugar Diogo Yoshiaki Sunamoto, da Escola Senai Luiz Eullio de Bueno Vidigal Filho/Suzano. rea de Caldeiraria 1 lugar Alisson Gomes, da Escola Senai Mariano Ferraz, da capital. 2 lugar Flvio Ferreira dos Santos, da Escola Senai Flix Guizard, de Taubat. 3 lugar Vantony Lus dos Santos Melo, da Escola Senai Hessel Horcio Cherkassky, de Cubato. rea de Manufatura Integrada (equipes) 1 lugar Eliana Rodrigues Martins, Jofre Bezerra Flis e Takashi Onishi, da Escola Senai Roberto Simonsen/So Paulo. 2 lugar Matheus Artioli Leandrin, Eduardo da Silva Pinto e caro Alves Fasseira, da Escola Senai Joo Martins Coube/Bauru. 3 lugar Luan Cardoso dos Santos, Andr Pcon Maranho e Everton Tavares Amorim de Lima, da Escola Senai Shunji Nishimura/Pompia.
uma pea em ao inoxidvel, tambm soldada no processo TIG. O que exatamente ser pedido na prova uma surpresa para o aluno. Cada concorrente recebe o desenho, juntamente s peas cortadas e preparadas. Ele tem uma hora e meia, aproximadamente, para fazer o estudo do projeto de modo a entender o que a prova pede. A partir da, com ele, informa o coordenador. Cada aluno deve fazer a interpretao do desenho e da simbologia de solda, a montagem de todos os conjuntos solicitados e a soldagem propriamente dita, sem esquecer de proceder
limpeza final do material. Nos quatro dias de provas prticas, cada aluno trabalha seis horas por dia. H uma sequncia para a realizao de todas as atividades programadas, porque as primeiras peas executadas passam por ensaios radiogrfico, visual e de dobramento. A radiografia, por exemplo, no feita no Senai, e, sim, em uma indstria externa. O laudo emitido por uma empresa que no tem qualquer participao ou interesse na competio. E a empresa tem um dia para fazer todos os ensaios e nos devolver, conclui Valdemir.
24
ABRIL
13
2010
Entrevista
Oportunidades no horizonte do mercado de leo e Gs
Hendio Queiroz Jorge, gerente de Implementao de Empreendimentos para Explorao e Produo e Transporte Martimo da Petrobras, fala sobre a explorao a camada pr-sal e as perspectivas para todos os segmentos envolvidos
Geraldo Falco/Banco de Imagens Petrobras
Navio-plataforma FPSO Cidade de So Vicente operando no campo de Tupi na Bacia de Santos
uitos desafios, com expectativas promissoras: esse o cenrio do mercado de leo e gs do Brasil, com o incio das atividades na chamada camada pr-sal, localizada no litoral do pas, entre os Estados do Esprito Santo e Bahia. Testes esto sendo realizados na rea de Tupi, na bacia de Santos, e o petrleo do local j est sendo refinado. A Petrobras estima que, no fim de 2010, o projeto piloto da rea entre em produo, gerando 100 mil barris dirios. Marco para o pas, a explorao da camada pr-sal exige novas tecnologias, estruturas industriais e uma srie de outras demandas. Como resultado do investimento em infraestrutura, haver um crescimento
do mercado para as empresas e profissionais de soldagem. O momento, assim, de avaliao das novas exigncias e, principalmente, de desenvolvimento de produtos e processos, bem como de qualificao de mo de obra especializada. A Revista Soluo conversou sobre o cenrio e suas consequncias com o gerente de Implementao de Empreendimentos para Explorao e Produo e Transporte Martimo, da rea de Engenharia da Petrobras, Hendio Qureiroz Jorge. Confira. A camada pr-sal considerada um marco para a explorao de petrleo e gs natural no pas. Explique sobre essa camada e o histrico de sua descoberta.
ABRIL
13
2010
25
Entrevista
A descoberta de petrleo e gs em grandes volumes abaixo de uma camada de sal que chega a 2 mil metros de profundidade, pela primeira vez no mundo, um feito marcante no apenas para o Brasil, mas para a indstria global de petrleo. A histria da formao do pr-sal est relacionada separao dos continentes sul-americano e africano, ocorrida h mais de 100 milhes de anos, que formou uma imensa rachadura, paralela ao atual litoral brasileiro. A rachadura foi aumentando e a deposio de matria orgnica sob rocha e sal deu origem ao petrleo que agora foi encontrado a mais de 5 mil metros de profundidade de gua e solo. Os primeiros indcios de petrleo e gs na rea foram encontrados em 2005, a primeira descoberta foi em 2006, e iniciamos a produo no pr-sal em 2008 no mar do Esprito Santo, no Campo de Jubarte. Em maio de 2009, comeamos a produo em teste de longa durao na rea de Tupi, na Bacia de Santos, e j estamos refinando petrleo destas reas. Qual o volume estimado de leo at o momento? E qual a expectativa em relao produo de gs natural? As descobertas j realizadas ainda esto em fase de avaliao. Entretanto, os testes preliminares, realizados em quatro reas do pr-sal (trs na Bacia de Santos e uma na Bacia de Campos) permitiram prever volumes recuperveis entre 10,6 bilhes e 16 bilhes de barris equivalentes BOE (petrleo e gs), o que dobraria as reservas brasileiras de petrleo e gs, que so de 15 bilhes de barris de petrleo e gs. At o final do ano, entrar em produo o projeto piloto da rea de Tupi, na Bacia de Santos, com 100 mil barris dirios. O Plano de Negcios da Companhia estabelece como metas dirias de produo nas reas do pr-sal os seguintes volumes de petrleo e gs em barris de leo equivalente: 219 mil barris em 2013, cerca de 582 mil barris em 2015, passando para 1.336.000 barris em 2017 e atingindo 1.815.000 em 2020. Quanto representa esse potencial em nvel mundial? A Petrobras produz hoje cerca de 2 milhes de barris de petrleo por dia, resultado dos seus 56 anos de existncia. As expectativas de volumes recuperveis do
pr-sal so de dobrar esta produo em apenas 10 anos, chegando a um total, em 2020, considerando os volumes do ps-sal e do pr-sal, de cerca de 4 milhes de barris por dia, o que representa cerca de 5% da produo mundial de hoje. A explorao economicamente vivel? Quais so os principais desafios? Tanto vivel que a Petrobras j est produzindo petrleo em dois poos no prsal e j est em processo de contratao de plataformas para os projetos definitivos de produo no pr-sal. Pioneira no mundo na tecnologia de produo de petrleo em gua profundas, a Petrobras dispe de tecnologias capazes de produzir economicamente o petrleo e o gs natural j encontrados e que forem descobertos nas rea do pr-sal, que se estendem por, praticamente, todas as bacias submersas. Entre o Esprito Santo e Santa Catarina, porm, a camada, com cerca de 800 km de extenso, mais larga, chegando a 200 km. O que as descobertas significam para a Petrobras? Somente com as reas que j tem sob contrato no pr-sal, a Petrobras vai dobrar de tamanho, e o pas vai se colocar em um novo patamar na economia e na geopoltica mundial. Estamos numa posio privilegiada. O Brasil tem grandes reservas, alta tecnologia em petrleo, base industrial diversificada, grande mercado consumidor e estabilidade institucional e jurdica. Isso no ocorre com os pases com muitas reservas que, em geral, tm pouca tecnologia, reduzida base industrial, conflitos regionais e instabilidade institucional. J os pases com grandes mercados consumidores tm, de forma geral, poucas reservas, alta tecnologia, grande base industrial e estabilidade institucional. E para o Brasil, quais so as perspectivas de desenvolvimento advindas da explorao do pr-sal? As descobertas no pr-sal fortalecero nossa economia, vo melhorar a percepo de risco do pas, possibilitaro a criao e o desenvolvimento de tecnologia de ponta, consolidando a liderana off-shore do pas. Contaremos com mais recursos para sade,
Tabaruna/BIP
Camadas geolgicas: oceano, ps-sal, camada de sal e pr-sal
26
ABRIL
13
2010
Entrevista
Roberto Rosa / Banco de Imagens Petrobras
educao, habitao, inovao e pesquisa tecnolgica e infraestrutura, alm da gerao de emprego e renda. Neste sentido, foram encaminhados projetos de lei ao Congresso Nacional, alguns j aprovados e outros em tramitao, com o objetivo de adequar a nova situao do setor petrleo brasileiro, visando exatamente garantir que os recursos obtidos com a produo de petrleo das novas descobertas sejam prioritariamente aplicados no desenvolvimento econmico e social do pas, em melhoria das condies de vida do nosso povo, com oportunidades de emprego e renda. Como est a capacidade instalada da indstria para atender s demandas que vo surgir a partir da operao? Com a poltica industrial que est sendo desenhada pela Petrobras, focada no incentivo nacionalizao, desenvolveremos no pas uma enorme cadeia produtiva, capaz de suprir as necessidades de equipamentos e servios de engenharia para atender s necessidades do setor petrleo no Brasil e para exportao. A operao envolve toda uma cadeia produtiva e obras diversas, como construo de plataformas, gasodutos e outros projetos. Como esto esses planejamentos? O objetivo produzir no pas tudo o que for possvel. Para isso, a Petrobras vem se articulando com a indstria nacional e procurando empresas internacionais produtoras de bens e servios para o setor, visando incentivar a instalao de fbricas no Brasil. As atividades do pr-sal constituem uma oportunidade para a consolidao da indstria nacional de forma competitiva e em bases sustentveis. Esses investimentos estimularo o desenvolvimento de toda uma cadeia produtiva de alta tecnologia para atender s sofisticadas solues tecnolgicas necessrias explorao das jazidas do pr-sal. Com a intensificao da demanda por bens e servios, o Programa de Mobilizao da Indstria do Petrleo (Prominp), uma parceria entre Petrobras, Governo e centros formadores de mo de obra, ampliar sua abrangncia, envolvendo tambm a iniciativa privada, centros de pesquisas, universidades e fornecedores.
Quais so o papel e importncia da atividade de soldagem para a indstria do petrleo? A soldagem um dos principais processos fabris relacionados industria do petrleo. Por ser considerado um processo especial, exige o controle de seus parmetros, antes, durante e aps a sua execuo. A indstria do petrleo est passando por uma fase de grandes desafios, representados, entre outros aspectos, por novos tipos de leo, novas temperaturas de processamento, altas profundidades e elevadas presses. Esse novo cenrio requer que equipamentos e tubulaes sejam projetados e construdos com utilizao de materiais que resistam a essas novas condies operacionais. Os materiais utilizados nessas solues so geralmente de menor soldabilidade, requerendo assim maior domnio tcnico sobre trs importantes aspectos da soldagem: metalurgia, processos de soldagem e normas de projeto, construo e montagem. Qual o recado que a Petrobras pode dar aos profissionais e empresas do setor de soldagem? Com o crescimento dos investimentos em infraestrutura que o Brasil assistiu nos ltimos anos, o mercado especializado em soldagem se ampliou consideravelmente, o que nos permite afirmar que a soldagem constitui hoje uma excelente oportunidade de entrada no mercado de trabalho para profissionais de diferentes nveis de escolaridade e formao acadmica. Nos ltimos anos foram criados, por vrias universidades, em diferentes regies do pas, cursos de psgraduao em Engenharia de Soldagem, fator que poder dar grande impulso e fortalecer este importante segmento industrial. O mercado de trabalho brasileiro apresenta uma forte deficincia na oferta de mo de obra especializada em soldagem, em todos os nveis profissionais: soldadores, encarregados, inspetores, tcnicos e engenheiros de soldagem. A fim de minimizar essa carncia, mais especificamente de soldadores, a indstria da construo est voltando sua ateno ao uso de processos de soldagem mecanizados, automatizados e at robotizados; assim, a falta desse profissional pode ser amenizada.
Amostra do leo extrado pelo navio de produo FPSO P-34, no campo de Jubarte, na Bacia do Esprito Santo
ABRIL
13
2010
27
28
ABRIL
13
2010
Lanamentos
GMH Sistema seguidor de junta automtico
Traduo da Svetsaren, revista da ESAB Global
seguidor de junta GMH, um sistema robusto e fcil de usar em soldas automticas, formado pelos cursores motorizados da ESAB e pelo sensor de contato especialmente desenhado para aplicaes de soldagem. O sistema GMH minimiza os reparos e ajustes aps a soldagem, pois garante o posicionamento ideal do arco eltrico durante o processo. A qualidade de toda junta mantida sem que o operador precise se concentrar no posicionamento da cabea de soldagem. Assim, permite-se que ele se concentre em outros dispositivos do sistema de soldagem, reservatrio de uxo e rolo de arame, evitando a interrupo da produo.
Aplicaes
Construo naval (painis, sub-componentes). Gerao de energia (torres elicas, caldeiras e vasos de presso). Componentes de infraestruturas (vigas, pontes). Veculos fora de estrada (escavadeiras, caminhes articulados).
O GMH est disponvel em trs verses:
Com o painel de controle frontal: adequado para Tratores A2 / A6 e para carro sobre viga A2 / A6 da ESAB. Solues automticas com pequenas distncias entre a cabea de soldagem e a caixa de controle GMH; assim, o operador possui uma boa viso da junta de solda e da cabea de soldagem sem se mover. Com controle remoto (sem painel frontal): adequado para Colunas Manipuladoras e para grandes instalaes automticas com grandes distncias entre a cabea de soldagem e a caixa de controle GMH; assim, o operador deve se deslocar, a fim de obter uma boa viso da junta de solda. Sem o painel de controle e sem o controle remoto: adequado para solues personalizadas, em que o controle remoto do prprio cliente adaptado para a caixa de controle do GMH.
GMH
Contedo do sistema
A cabea de soldagem montada sobre um cursor motorizado duplo, no qual ela pode ser movida para cima e para baixo, para a esquerda e a direita. O sensor a parte mais importante do sistema, fornecendo informaes sobre como ajustar os cursores para manter o arco na posio ideal. Existem sensores mecnicos de contato para variadas aplicaes, e sensores indutivos tambm podem ser utilizados.
Operao
O operador usa o controle para guiar a cabea de soldagem e o sensor mecnico de toque na posio correta. Nenhuma programao necessria. A unidade ajustada no modo de rastreio e j se pode iniciar a soldagem. O GMH tem capacidade de seguir juntas curvas para realizao da soldagem automtica, a partir do momento em que estas esto dentro do intervalo de trabalho dos cursores motorizados utilizados.
Principais caractersticas
Fcil de usar, no necessria programao. Robusto. Flexvel, com um controle remoto. Perodos curtos de montagem. Conveniente para o operador. Minimiza os erros do operador.
ABRIL
13
2010
29
Lanamentos
Novos alimentadores AristoFeed
Marco Aurlio Alves Ferreira Engenharia de Produto ESAB Brasil
linha de produtos Aristo da ESAB destina-se a clientes que desejam alto padro de desempenho e soldabilidade em seus processos produtivos. Neste cenrio, a ESAB apresenta a nova linha de alimentadores de arame AristoFeed, que podem ser utilizados com as j consagradas fontes de energia MIG AristoPower 460 e AristoMig 5001i MultiVoltage, oferecido em duas verses:
a cada aplicao, utilizao de at 10 posies de memria dos parmetros de soldagem mais utilizados, soldagem no modo pulsado totalmente digital, entre outros.
AristoFeed 3004 M0
Nesta verso, o cliente deve utilizar o alimentador em conjunto com os controladores de soldagem AristoPendant U82 ou AristoPendant U82 Plus. Assim, alm das vantagens citadas para o alimentador com painel U6, torna-se possvel a soldagem no modo SuperPulse, com possibilidade de eliminao quase total dos respingos de solda, alm da utilizao de at 255 posies de memria, integrao com o sistema de monitoramento online de soldagem WeldPoint, integrao com sistemas de soldagem robotizadas, entre outros.
AristoFeed 3004 U6
Ideal para o cliente que deseja modernizar seus processos de soldagem com a incluso de linhas de sinergismo adequadas
30
ABRIL
13
2010
Lanamentos
Novos produtos para o mercado Pipeline
Humberto Pacelle Engenharia de Produto ESAB Brasil Marco Aurlio Alves Ferreira Engenharia de Produto ESAB Brasil Joo Guilherme Ferreira Consultor Tcnico ESAB Brasil
isando a atender crescente demanda para o mercado de construo e reparao de tubulaes, a ESAB disponibiliza uma soluo completa de equipamentos e consumveis. Trata-se das mquinas Origo Arc 468t, Origo Arc 250 edw e dos eletrodos OK Pipeweld Plus.
em soldagem fora de posio. ArcForce, elevado ciclo de trabalho, carro para deslocamento, display voltmetro/ampermetro e possibilidade de ajuste por controle remoto so importantes caractersticas oferecidas pelo equipamento agregando valor e controle ao processo produtivo.
Origo Arc 468t
Desenvolvida em substituio LHI 425 Pipeweld, a OrigoArc 468t inova em design e desempenho. Com excelente soldabilidade, utilizando eletrodos celulsicos em baixas correntes, a Origo Arc 468t referncia em trabalhos de passe de raiz em tubulaes e tambm
Origo Arc 250 edw
Buscando atender necessidade de mobilidade e versatilidade do segmento, a ESAB apresenta a nova motossoldadora Origo Arc 250 edw. a soluo completa para trabalhos em que no existe disponibilidade de rede eltrica e h a necessidade de performance avanada de soldagem. Robusto e funcional, o novo
Painel de Origo Arc 250 edw
ABRIL
13
2010
31
Lanamentos
equipamento a combinao de alta qualidade de soldagem CC e 7kW de potncia eltrica, disponvel em tomadas de 110, 220 e 380V para trabalhos auxiliares. A nova motossoldadora ESAB dispe de um motor Honda, movida a gasolina e possui grande autonomia de trabalho atravs de um dispositivo que economiza combustvel.
Pipeweld Plus
Complementando a Soluo ESAB em construo e reparao de dutos, tambm est sendo lanada a nova linha de eletrodos Pipeweld Plus. Esta linha de eletrodos composta pelo Pipeweld 6010 Plus, destinado ao uso no passe de raiz, Pipeweld 7010 Plus, Pipeweld 8010 Plus e Pipeweld 9010 Plus, aplicados aos passes de enchimento/ acabamento, atendendo aos requisitos da norma AWS 5.5 na classificao E XX10-P1, garantindo altos valores de tenacidade em temperaturas at -30C. Alm das vantagens das propriedades mecnicas superiores, a nova linha tambm traz benefcios para os soldadores: Facilidade para aplicao no passe de raiz atravs de um arco eltrico potente, que garante alta penetrao e excelente controle do arco. Melhor estabilidade do arco eltrico e maior controle da poa de fuso. Melhor perfil do cordo de solda, proporcionando um melhor acabamento do cordo de solda.
Origo Arc 468t
Origo Arc 250 edw
32
ABRIL
13
2010
Lanamentos
Linha de produtos para o segmento Naval & Offshore
Marco Aurlio Alves Ferreira Engenharia de Produto ESAB Brasil Ronaldo Cardoso Junior Consultor Tcnico ESAB Brasil
raduzindo as necessidades do segmento naval e offshore em termos de solues robustas e eficientes, a ESAB lana novos equipamentos, formando um par
perfeito com a j reconhecida linha de arames tubulares e slidos. Trata-se de uma linha completa de equipamentos e consumveis.
Equipamentos
Os equipamentos OrigoMig proporcionam arcos de excelente caracterstica e tima estabilidade, utilizando como gs de proteo tanto CO2 quanto mistura. Possuem indicador digital para os parmetros de tenso e corrente de solda, proteo contra superaquecimento ou fator de trabalho excessivo. Alm disso, apresentam rodas e rodzio de dimetro adequado a qualquer tipo de piso. Uma outra importante caracterstica que permite elevada produtividade so os elevados ciclos de trabalhos: OrigoTM Mig 408T: 300A @ 100% - 400A @ 60% OrigoTM Mig 558T: 400A @ 100% 550A @ 60% A verso pulsada promove elevado desempenho na soldagem de chapas finas, aos inoxidveis e alumnio nas posies vertical e sobrecabea.
Consumveis
A gama de consumveis atende demanda de soldagem de todas as ligas presentes no segmento naval e offshore. So arames tubulares e arames slidos de alto desempenho que se destacam pela tima soldabilidade e atendem aos mais restritos requisitos impostos pelo segmento. Alm disso, esses consumveis possuem todas as homologaes requeridas.
OrigoTM Mig 558t
ABRIL
13
2010
33
Lanamentos
OK Aristorod 12.50: evoluo e qualidade no segmento automotivo
Roberto Luiz de Souza Consultor Tcnico ESAB Brasil
indstria automobilstica ou de transportes ainda possui no processo de soldagem Mag, aliado aos arames slidos cobreados, o seu principal processo de soldagem ao arco eltrico. Tendo em vista que esta indstria possui a fabricao seriada como mtodo vital de sobrevivncia, e que o mercado altamente competitivo cobra, dia aps dia, custos cada vez menores com maior produtividade, essa indstria visualizou no processo MAG com arames slidos cobreados um processo de soldagem verstil, de fcil aquisio e operao, ideal para aplicaes robotizadas e ou semiautomticas. O processo MAG de soldagem ao arco eltrico , sem dvida, o mais empregado hoje na indstria de transportes lembrando que se fala em processos de soldagem ao arco eltrico, excluindo-se soldagem a ponto, projeo, costura ou laser. Mesmo com o crescimento das aplicaes dos processos arame tubular e SAW, aproximadamente 90% das aplicaes de soldagem ao arco eltrico so realizadas atravs do processo MAG, tendo como principal consumvel o arame slido cobreado em processos semiautomaticos ou robotizados. Desde o desenvolvimento do processo de soldagem MIG/MAG, em 1948, pelo Batelle Memorial Institute, at os dias atuais, foram mais de seis dcadas de muita inovao tecnolgica, principalmente no que diz respeito a fontes de energia e tipos de gases de proteo para este processo. Porm, houve pouco investimento tecnolgico quanto ao processo de fabricao do arame slido cobreado.
A gura (A) mostra o tracionador de arame, aps utilizao do arame OK Aristorod 12.50, livre de descamao de cobre
OK Aristorod
Com a criao do arame OK Aristorod, a ESAB d um salto em alta tecnologia de
A gura (B) mostra o tracionador de arame, aps utilizao de um arame cobreado comum, presena excessiva de limalha e descamao de cobre
34
ABRIL
13
2010
Lanamentos
Figura 1: Componente soldado com o arame OK Aristorod 12.50 (AWS A5.18 ER70S-6)
fabricao de arames slidos para o processo de soldagem MIG/MAG. Trata-se de um arame diferenciado, que recebe um tratamento superficial inovador e nico, chamado de ASC Advanced Surface Characteristics fazendo-o apresentar resultados surpreendentes, principalmente para aplicaes robotizadas. O arame OK Aristorod no possui cobre em sua superfcie: ao invs do material, o arame recebe um processo de trefilao diferenciada e um lubrificante especial para fornecer o mximo de desempenho no que diz respeito a uma alimentao de arame suave, constante, livre de oscilaes e descamao de cobre. O tratamento diferenciado, aliado sua caracterstica de fabricao, faz com que o arame fornea um arco eltrico mais estvel e com menor nvel de respingos, quando comparado ao arame cobreado comum.
um acabamento diferenciado nas peas soldadas (figuras 1 e 2). Os respingos que ocorrem durante a transferncia metlica so minimizados com a utilizao do OK Aristorod 12.50 e possuem tamanho menor. Dessa forma, aderem com menos frequncia a superfcies metlicas e a regies prximas ao cordo de soldagem (figuras 3 e 4).
Dados estatsticos
Na pgina 35, so apresentados dois grcos que ilustram alguns dos resultados referentes produtividade da clula de soldagem robotizada, levando em considerao o tempo de parada x itens mais signicativos para a clula de soldagem, como arame fundindo no bico de contato, arame vibrando e enroscando no bico de contato, falha na abertura do arco eltrico e correo dos parmetros de soldagem. Os resultados foram elaborados aps avaliao de um mesmo perodo de produo de um arame cobreado comum e de um arame livre de cobre na superfcie, o OK Aristorod 12.50. Foi levado em considerao o consumo de aproximadamente 0,5 ton de arame. Dessa forma, foi possvel visualizar as vantagens do OK AristoRod 12.50, principalmente em relao produtividade, que foram atribudas principalmente ao fato do arame no conter cobre na superfcie e, por consequncia, no possuir o destacamento deste cobre, o que provocaria entupimento dos guias, condute e bico de contato, dicultando a alimentao (passagem) do arame atravs dos consumveis do sistema de tracionamento e tocha.
Aplicao prtica
Figura 2: Componente soldado com o arame slido cobreado convencional (AWS A5.18 ER70S-6)
Figura 3: Componente soldado com o arame OK Aristorod 12.50 (AWS A5.18 ER70S-6)
Descreve-se uma aplicao de soldagem robotizada, na qual se consegue visualizar e mensurar alguns dos benefcios da utilizao do arame OK Aristorod 12.50 (AWS A5.18 ER70S-6), em comparao com um arame cobreado comum, atendendo mesma especificao de norma (AWS A5.18 ER70S-6). A soldagem foi realizada em um eixo traseiro de um veculo leve, atravs do processo MAG robotizado, utilizando-se o arame OK Aristorod 12.50 em embalagens Marathon Pac de 120 kg. O arame foi consumido em trs dias de produo, valendo-se de trs turnos de trabalho, sendo que a soldagem foi efetuada com os mesmos parmetros de soldagem.
Concluso
O arame apresentou excelente desempenho em todos os itens avaliados, mostrando resultados superiores em relao ao arame cobreado, ou seja: reduo de respingos; arco eltrico mais estvel; e, principalmente, reduo signicativa do tempo de parada da clula de soldagem para correo de falhas. Com a utilizao do OK AristoRod 12.50, o tempo improdutivo da clula foi reduzido em 84%, de 4h51 para 2h44, o que proporcionou um aumento real do perodo produtivo em 2h07 (equivalente a 4 dias de produo em trs turnos). Ou seja, ao m de um perodo de 20 dias, teremos um acumulado de 10h35 a mais de produo, muito signicativo quando se trata de produo seriada.
Resultados
As figuras 1, 2, 3 e 4 mostram o acabamento final de dois eixos traseiros de automvel, um soldado com o arame OK Aristorod 12.50, e outro com um arame cobreado convencional norma AWS A5.18 ER70S-6. Verifica-se que o acabamento dos componentes soldados com o arame OK Aristorod 12.50, em funo de proporcionar um arco eltrico mais estvel e uma alimentao de arame constante e de pouco atrito, faz com que os respingos de soldagem inerentes ao processo MAG sejam minimizados. Sua maior estabilidade proporciona que o cordo de soldagem fique mais linear e uniforme, criando
Figura 4: Componente soldado com o arame slido cobreado convencional (AWS A5.18 ER70S-6)
ABRIL
13
2010
35
Lanamentos
Controle de Paradas: Itens signicativos para Soldagem Arame OK Aristorod 12.50 AWS A5.18 - ER70S-6
Perodo produtivo (96h) Perodo improdutivo utilizando OK Aristorod 12.50 (2h44)
(Avaliao do tempo de parada da clula em horas, aps consumo de 500Kg de arame)
Perodo improdutivo Perodo produtivo
Controle de Paradas: Itens signicativos para Soldagem Arame cobreado comum AWS A5.18 - ER70S-6
Perodo produtivo (96h) Perodo improdutivo utilizando arame comum ER70S-6 (4h51)
(Avaliao do tempo de parada da clula em horas, aps consumo de 500Kg de arame)
Perodo improdutivo Perodo produtivo
Parmetros utilizados Corrente mdia (A) 200 Tenso mdia (V) 27 Posies de soldagem 1F/2F/3Fd Tipo de junta Filete/Sobreposta
Especicaes do Arame Marca comercial OK Aristorod 12.50 Embalagem Marathon Pac Dimetro 1,2mm Peso 120Kg Norma AWS A5.18 Classicao ER70S-6
36
ABRIL
13
2010
Lanamentos
Solues completas para soldagem de peas cilndricas
Pedro Muniz Gerente de Automatizao e Corte CNC ESAB Brasil
ESAB continua incrementando o nmero de sistemas para soldagem de corpos cilndricos. Em 2010, a empresa traz novos equipamentos para o mercado.
estes sistemas permitem configuraes de tamanho desde 2x2 at 6x6 metros, conforme Tabela I.
PEK
Outro lanamento que incrementa as solues da ESAB o novo controlador de soldagem para sistemas mecanizados GMAW e SAW, o PEK. Este novo controlador oferece as seguintes vantagens: Menus de texto claros para um uso mais facilitado.
CAB
A linha de manipuladores de soldagem tipo viga e coluna da ESAB fica completa com o lanamento dos modelos CAB 300 S, nos tamanhos 4x4 e 5x5 metros, e do modelo CAB 2200 BR, com 3x3 metros. Junto ao renomado modelo CAB 460 BR,
ABRIL
13
2010
37
Lanamentos
Controle pela tecnologia CAN Bus. Seleo de processo de soldagem. Pr-regulao de todos os parmetros de soldagem. Memria para 255 conjuntos de todos os parmetros. Regulagem entre corrente constante (CA) ou velocidade de arame constante (CW). Visualizao do Heat Input no visor digital. Controle da movimentao dos motores por encoders. Porta USB para registro e transferncia de dados. Gravao dos parmetros de soldagem usados diretamente em uma memria USB. Transferncia de dados para um PC/LAN. Documentao de parmetros de soldagem usados em PC ou atravs de LAN com WeldPoint. O PEK, em conjunto com as Novas Fontes de Soldagem LAF 1001 e LAF 1251, pode ser usado com os j renomados alimentadores de arame A2 e A6, tanto na forma estacionria em colunas manipuladoras como em sistema tipo trator de soldagem, os modelos ESAB A2T Multitrac e o A6T Mastertrac. Ambos os sistemas so aplicados na soldagem de corpos cilndricos, as colunas para soldagem circunfernciais e longitudinais internas e externas, enquanto os tratores so usados com sucesso principalmente para a soldagem circunferencial interna.
novo sistema de movimentao de cursores motorizados, o PAV. Tanto o PAV como o GMH so sistemas que, em conjunto com o PEK e as Colunas Manipuladoras CAB, incrementam as solues ESAB para soldagem de corpos cilndricos. O sistema GMH, montado em uma coluna, manipuladora permite o controle preciso da posio da tocha em relao ao chanfro e altura do stick-out, garantindo a qualidade da junta soldada ao longo de todo o comprimento, minimizando erros de operao.
Viradores e consumveis
Para completar a soluo de equipamentos para aplicao, a ESAB tambm lana a nova linha de viradores de corpos cilndricos, com capacidade de 5 a 120 toneladas. Os novos modelos podem ser controlados pelo controlador ESAB PEK, possibilitando maior nvel de automao do processo de soldagem. Todos os modelos usam rolos revestidos com poliuretano. A soluo ESAB para soldagem de corpos cilndricos torna-se completa com a utilizao dos renomados consumveis da empresa. Entre eles esto os arames tubulares, arames de arco submerso e uxos aglomerados. A combinao do Arame ESAB OK Autrod 12.22 com o Fluxo ESAB OK Flux 10.71 vem sendo utilizada pelo mercado ao longo de muitos anos com sucesso e alcanando os mais elevados nveis de qualidade da junta soldada com propriedades mecnicas, permitindo a homologao nas mais renomadas classicadoras.
GMH e PAV
Seguindo o mesmo conceito do novo controlador PEK, a ESAB tambm lana o novo sistema seguidor de junta, o GMH, e o
Tabela I
Curso til Vertical (mm)
Curso til Horizontal (mts)
2 2 3 4 5 6 CAB 2200 3 CAB 2200 CAB 2200 4 CAB 300 CAB 460 CAB 460 CAB 460 5 CAB 460 CAB 300 CAB 460 CAB 460 6 CAB 460 CAB 460 CAB 460
38
ABRIL
13
2010
Lanamentos
COMBIREX
Soluo completa ESAB de alta performance e versatilidade
Pedro Muniz Gerente de Automatizao e Corte CNC ESAB Brasil
nova COMBIREX uma mquina de corte, resultado de extensivas anlises das necessidades do mercado. Uma soluo de construo rgida, de fcil utilizao e custo-beneficio imbatvel. O equipamento foi projetado para atender a todas as mais rigorosas normas internacionais, sendo um produto global com fabricao local. O projeto contempla uma soluo completa de software, controle, processos e construo. A COMBIREX tambm capaz de alcanar os melhores resultados de qualidade e produtividade de corte. O projeto compacto faz da mquina uma soluo que requer espaos relativamente pequenos para instalao. O projeto dos trilhos torna a operao de carregamento e descarregamento extremamente fcil. A flexibilidade de configuraes do sistema permite a definio mais adequada para as diversas aplicaes. A COMBIREX pode ser usada com plasma, oxicorte, ou ambos os processos de corte combinados com at quatro estaes, sempre com preciso para alcanar os diferentes requerimentos de cada aplicao. O projeto modular torna a mquina extremamente flexvel, com possibilidade de upgrade a qualquer momento. Todas as caractersticas estruturais do prtico da nova COMBIREX esto de acordo com as normas de qualidade da ESAB Cutting Systems. O sistema de movimentao transversal com dupla motorizao e transmisso precisa, atravs do mecanismo tipo pinho e cremalheira, permite elevada preciso de posicionamento e repetibilidade com velocidade de at 20 mil mm/min. Os guias lineares, em conjunto com os motores AC sem escovas, garantem uma excelente preciso da mquina
ao longo de toda a rea de trabalho. Essas caractersticas mecnicas possibilitam os melhores resultados de qualidade, produtividade e versatilidade no corte plasma quando utilizando o sistema M3 da ESAB.
Processo M3
As sete dcadas de experincia e o foco nas necessidades dos clientes so as bases do sucesso dos sistemas de corte da ESAB. Aliado ao desenvolvimento dos processos trmicos de corte Plasma, Oxicorte e Laser , a ESAB desenvolveu
ABRIL
13
2010
39
Lanamentos
uma linha completa de mquinas que combina, de forma eficiente, altssima qualidade e velocidade de corte. O sistema Plasma M3 da ESAB leva a produtividade do plasma a outro nvel. Pela primeira vez, est disponvel a capacidade de realizar corte e marcao de forma fcil em um nico sistema. Pode-se realizar, com uma nica tocha, corte em alta velocidade e baixo custo com plasma convencional (Production), cortes de qualidade com preciso (Quality), marcao plasma e corte com alta corrente em materiais espessos. O processo Plasma M3 produz uma consistente face superior do corte, com mnima escria de corte, necessitando de mnimo retrabalho de limpeza aps o corte. A ESAB estabeleceu um novo padro de projeto de tochas de corte plasma, que permite alcanar resultados de corte e marcao em uma vasta variedade de materiais e espessuras, usando o menor nmero de peas consumveis. Tudo apresentando
uma funcionalidade de corte superior e produtividade em uma larga faixa de materiais e espessuras, com o mnimo tempo de ajuste, paradas e custo de consumveis. Nenhum outro sistema oferece a preciso, a versatilidade e a eficincia do sistema Plasma M3 da ESAB.
CNC Vision
A soluo de corte de preciso torna-se completa com a utilizao do novo controlador CNC Vision 51. O produto oferece excepcional controle de posicionamento, agregando confiabilidade soluo fornecida pela ESAB para alcanar excelente performance e produtividade em diversas aplicaes.
Columbus
De forma a complementar a soluo de corte, a ESAB dispe do software avanado de programao Columbus, que otimiza a programao de corte e permite atingir os melhores resultados.
40
ABRIL
13
2010
Lanamentos
Dados Tcnicos Largura entre trilhos (mm) Largura de corte (mm) Largura total da mquina (mm) Comprimento de corte (mm) Processos de corte Nmero total de estaes Tecnologia plasma Plasma de preciso Plasma convencional Espessura de corte Furao Nmero de estaes Tecnologia oxicorte Espessura de corte Furao Nmero de estaes Velocidade de posicionamento (mm/min) Comprimento de mquina (mm) Altura da mquina (mm) Altura da bancada de corte (mm) Alimentao eltrica Potncia eltrica
COMBIREX 3.500 / 4.000 3.000 / 3.500 4.925 / 5.425 Max. 18.000 Plasma e Oxicorte 4 200 A, 360 A, 450 A 100 A , 150 A Mx. 60mm Mx. 50mm Mx. 1 Mx. 200mm pela borda Mx. 150mm 14 20.000 1.670 1.935 700 220 V, 60Hz 2 KVA
ABRIL
13
2010
41
Lanamentos
Produtividade e qualidade para o revestimento (cladding)
processo de soldagem arco submerso e eletroescria com fita ideal para revestimento, pois garante elevada produtividade e baixa diluio, reduzindo a contaminao do metal depositado pelo metal base. Esse fato conserva todas as propriedades do revestimento, como elevada resistncia corroso. A linha ESAB conta com fluxos de soldagem especialmente desenvolvidos para revestimento e uma gama completa de fitas de aos inoxidveis e ligas de nquel. Seguindo o mesmo padro construtivo dos equipamentos ESAB destinados soldagem por arco submerso, para a aplicao de soldagem com fitas oferecido o alimentador A6S SAW Strip Cladding Head, que trabalha com correntes de at 1500A a 100% do ciclo e possibilita a utilizao de fitas com largura de 30-100mm
e espessura de 0,5 mm. A faixa de soldagem de revestimento requer uma fonte de energia com alta capacidade, sendo as fontes ESAB LAF 1250 e LAF 1600 perfeitas para serem usadas em conjunto com o alimentador A6S Strip Cladding. Elas possibilitam uma boa estabilidade de arco em baixa e alta tenso, possuindo controle de tenso varivel, que permite um ajuste preciso dos parmetros de soldagem.
42
ABRIL
13
2010
ESAB Global
Aplicaes prticas da tecnologia ESAB para revestimento em ta
Gabrielle Gallazzi ESAB Itlia Solveig Rigdal e Martin Kubenka ESAB AB Gotemburgo, Sucia
revestimento em ta em ao inoxidvel uma maneira exvel e econmica de aplicar uma camada protetora resistente a corroso em aos carbono de baixa liga para trabalho sob carga. Os revestimentos em ta so, portanto, frequentemente utilizados na produo de componentes para as indstrias qumicas, petroqumicas e nucleares. Este artigo relata dois mtodos de revestimentos em tiras e descreve suas aplicaes em dois grandes fabricantes Italianos Sices e Ansaldo Camozzi. Os dois sistemas mais produtivos para revestir grandes componentes sujeitos a corroso ou desgaste so revestimento a arco submerso e revestimento por eletroescria utilizando ta. Os dois processos so caracterizados por uma elevada taxa de deposio e baixa diluio e so adequados para o revestimento de objetos planos e curvos, como chapas para tubo trocador de calor e vasos de presso. A soldagem a arco submerso (SAW) frequentemente utilizada, mas, se for necessria maior produtividade e se as taxas de diluio so restritas, recomenda-se a soldagem por eletroescria (ESW).
Revestimentos em ta a SAW
O conhecido mtodo SAW tem sido amplamente utilizado com ta desde meados dos anos 1960. Uma ta, normalmente de 60 mm x 0,5 mm ou 90 mm x 0,5 mm, utilizada como eletrodo (geralmente positivo), e um arco eltrico formado entre a ta e a pea de trabalho. O uxo utilizado para formar uma escria fundida com o objetivo de proteger a poa de fuso da atmosfera e contribuir para formar um cordo de solda de superfcie lisa.
Figura 1: Princpios do revestimento em tiras por eletroescria
ABRIL
13
2010
43
ESAB Global
Revestimento em ta por ESW
O revestimento com ta pelo processo eletroescria, que um aperfeioamento do revestimento com ta pelo processo SAW, rapidamente se estabeleceu como um processo convel de alta taxa de deposio. O revestimento pelo processo ESW baseia-se no aquecimento por resistncia hmica em uma camada supercial de escria eletrocondutiva lquida. O calor gerado pela poa de escria lquida funde a superfcie do material base e a ponta da ta, que mergulhada na escria e no uxo. A penetrao menor para o ESW do que para SAW, j que no existe arco entre o eletrodo e o material de base. Em comparao com o revestimento a SAW, a condutividade eltrica da escria fundida deve ser muito maior, para evitar formao do arco, o que perturba o processo. A composio do uxo de soldagem inuencia a condutividade, o tempo de solidicao e a viscosidade da escria fundida. Os uxos para o revestimento em ta por ESW so do tipo bsico, com uma grande parcela de uoretos. Para aumentar a velocidade de revestimento em correspondncia s elevadas correntes de solda, necessria a utilizao de uxos, que produzem uma escria com maior condutividade eltrica e menor viscosidade. A temperatura da poa de escria em torno dos 2300C e, j que no totalmente coberta com uxo, ela emite uma radiao infravermelha. A carga trmica resultante faz com que seja necessrio o resfriamento com gua das garras de contato. Devido s altas correntes transferidas, os cabeots de solda para o revestimento em ta por ESW so mais robustos do que os cabeotes para soldagem SAW.
(em torno de 1000-1250 A com ta de 60 mm de largura, correspondendo a 33-42 A/ mm2). Fluxos especialmente desenvolvidos para alta produtividade podem ser empregados em soldagem com amperagem superior a 2000 A, o que corresponde a uma densidade de corrente em torno de 70 mm2. Aumento da velocidade de soldagem (50%-200% maior), resultando em uma maior cobertura da rea em m2/h. Aporte trmico similar. Baixo consumo de fluxo (em torno 0,4-0,5 kg//kg de tiras). A taxa de solidificao do metal de solda por ESW menor, o que melhora a desgaseicao, reduzindo a porosidade. xidos podem utuar mais facilmente na poa de fuso; o metal de revestimento mais limpo, do ponto de vista metalrgico, e portanto menos sensvel a trincas e a corroso.
Aplicaes prticas no processo industrial
Para uma tima produtividade em revestimentos de solda, importante ter uma alta taxa de deposio e baixa diluio com o material base. O revestimento com ta a arco submerso tem sido amplamente utilizado h muitos anos para o revestimento de grandes reas. No entanto, a tcnica do revestimento em tas por eletroescria est se estabelecendo na indstria de soldagem. Aqui, destacamos dois grandes grupos industriais do norte da Itlia Sices e Ansaldo-Camozzi com longa experincia em aplicaes de revestimento em ta.
A Sices utiliza o novo Fluxo OK Flux 10.14 da ESAB para o revestimento em tiras por eletroescria
A Sices SpA faz parte do grupo Sices, que especializado em plantas industrais e projeto e fabricao de vasos de presso, reatores, torres, trocadores de calor, tanque de armazenamento e tubulaes pr-fabricadas para indstrias qumicas, petroqumica, de energia e ecolgica. A ocina, situada em Lonate Ceppino (Varese), obteve todas as qualicaes importantes e Selos de Certicaes, incluindo o ISO 9001-2000, EN 729.2, Stamp ASME R, S, U, U2. A ESAB lida com as empresas do grupo como um parceiro qualicado com
Caractersticas do ESW
Em comparao com o revestimento com ta por arco submerso, o processo de revestimento por eletroescria apresenta as seguintes caractersticas: Aumento da taxa de deposio de 60% para 80%. Apenas metade da diluio do material base, devido menor penetrao (diluio em torno de 10-15%). Menor tenso de arco (24-26 V). Maior amperagem e densidade da corrente
44
ABRIL
13
2010
ESAB Global
Tabela I: Parmetros tpicos sugeridos para AWS A5.9: EQ347 revestimento de camada nica
Corrente de soldagem (Is) = 2300 A Tenso de soldagem (Us) = 25V Velocidade de soldagem (Vs) = 410 mm/seg s/o = 40 mm FH = 45 mm Fita OK Band 309LNb (S 23 12 L Nb) OK Flux 10.14 Aporte tcnico (E) = 86 kJ/cm A/t= 1,3 m2/h
relao ao processo de soldagem e corte, tanto como um fornecedor convel quanto como um promotor de novas tecnologias e consumveis. Alguns dos objetivos mais importantes da ESAB sempre foram a pesquisa e o desenvolvimento de produtos e tecnologias que visam oferecer aos seus clientes um aumento constante da produtividade, proporcionando reduo de custos, tanto pela manuteno quanto pela melhora da qualidade do processo ou consumvel. Com este propsito em mente, a ESAB apresentou recentemente Sices SpA um novo uxo de alta velocidade para os revestimentos em tas por eletroescria. O OK Flux 10.14 da ESAB um uxo bsico projetado para uma nica camada, ou vrias camadas de revestimento, em combinao com ta austentica Cr, Cr-Ni, Cr-Ni-Mo com taxas de
Figura 2: Reator de renaria planta de dessulfurao na Sices
Fita de Alimentao
Bico de Contato
Escria Lquida Escria Slida
deposio muito elevadas (at 450 mm/ min com ta de 60x0,5 mm), utilizando alta potncia. Com as populares ta de 60 mmx0,5 mm, podem ser utilizadas correntes de soldagem de at 2.300A (Tabela I). Os gerentes de Qualidade da Sices SpA caram imediatamente impressionados com o alto nvel de desempenho do novo uxo, que permite uma taxa de deposio 20% maior do que qualquer outra oferecida pelos concorrentes. Testes de qualicao de processo de soldagem foram realizados de acordo com os cdigos ASME IX, e os resultados obtidos conrmaram todas as expectativas com a vantagem de uma qualidade superior. Os seguintes testes de qualicao foram realizados: Controle Visual dimensional. Teste de ultrassom. Teste com lquidos penetrantes. Anlise qumica. Contedo de ferrita. Testes de dobramento. Teste de adeso do revestimento pea. A oportunidade para testar em produo o novo OK Flux 10.14 ESW da ESAB surgiu apenas alguns dias aps os bemsucedidos resultados do procedimento de qualicao, atravs da realizao de um revestimento por ESW em um reator para uma planta de dessulfurizao (Figura 2). O reator foi projetado de acordo com o cdigo VIII div. 1 da ASME e com os suplementos de acordo com as diretivas para desenvolvimento de Equipamentos de Presso, PED 97/23/CE. O metal base para as partes inferiores e para a cobertura do tipo ASTM SA 387 Gr. 11 C12, soldada atravs do processo SAW. Consumveis de soldagem empregados: OK Flux 10.62 ESAB + OK Autrod 13.10 SC (AWS A5.23 EB 2R). As dimenses do reator eram: 23.000 mm (comprimento) - 3.650 mm (dimetro) - 75 mm (espessura) - 161.500 litros (volume) - 160 toneladas (peso vazio) - 360 toneladas (peso bruto). A temperatura mnima de projeto de -30C, enquanto a temperatura em funcionamento de 414C (389C em trabalho). O teste hidrosttico foi de 89 bar, enquanto a presso de trabalho ser de 50 bar/f.v. O
ABRIL
13
2010
45
ESAB Global
material de preenchimento teve que satisfazer o intervalo de ferrita de 3-8 antes e aps PWHT. Seguindo as especicaes do cliente, o revestimento foi realizado em duas camadas com os consumveis ESAB: OK Flux 10.14 + OK Band 309 LNb (AWS A5.9 EQ309L Nb) OK Flux 10.14 + OK Band 347 (AWS A5.9 EQ347) Tabela II. Um exemplo signicativo desta situao mostrado na Tabela III com a anlise realizada em uma nica camada. As fontes de energia mais comuns so capazes de fornecer 1500-1600A em um ciclo de trabalho de 100% com tas de 60 mmx0,5 mm. As razes para escolher ESW ao invs de SAW so: Menor penetrao Diluio reduzida Maior produtividade As guras 3 e 4 comparam a taxa de deposio dos processos padres SAW e ESW utilizando o OK Flux 10.14 da ESAB. Mais uma vez, a ESAB atingiu os seus objetivos de qualidade, produtividade e economia de custo os mesmos objetivos determinados pelo cliente. Posteriormente, um contrato foi assinado para o fornecimento de um moderno e sosticado equipamento de revestimento com dois cabeotes.
Arame 30 mm 60 mm 90 mm 120 mm
300
400
500
600
900
1000
1100
1500
1700
2100
Figura 3: Taxa de deposio SAW
900
1100
1300
1500
1700
1900
2100
2300
2500
Figura 4: Taxa de deposio ESW
ANSALDO-CAMOZZI Produtora de Componentes Nucleares e Telescpicos
A Ansaldo-Camozzi foi criada aps a aquisio pela Camozzi, um grupo industrial da Brescia, da Special Components Di-
vision of Ansaldo, especialista na produo de componentes para a indstria nuclear. Ansaldo (ex-Breda) tem sido ativa na produo de caldeiras, turbinas e alternadores para usinas nucleares desde I960. Em 1991, criou o Centro Nuclear, em Milo, com o acompanhamento da Special Com-
Tabela II: Anlise qumica do material de base e das tiras Materiais Material base P355N (StE355) Grupo OK 309LNb S 23 12 L Nb C 0,19 0,013 Si 0,29 0,31 Mn 1,49 1,95 P 0,02 0,009 S 0,007 0,0005 Cr 0,94 23,92 Ni 0,94 12,49
Tabela III: Anlise qumica da camada nica de depsito de solda, incluindo % e ferrita, e os requisitos EM e ASME Depsito de Materiais Fluxo OK 10.14 + Grupo OK 309LNb EN 1600: E 19 9 Nb ASME II p.C SFA 5.4 : E347 C 0,055 <0,08 <0,08 Si 0,45 <1,2 <0,9 Mn 1,94 <2,0 0,5 2,5 P 0,013 <0,03 <0,04 S 0,003 <0,025 <0,03 Cr 18,37 18 -21 18 -21 Ni 9,82 9 -11 9 -11 Mo 0,02 <0,75 Nb 0,55 8x%C 1,1 8x%C1,0 N 0,023 Ferrita 4,8
46
ABRIL
13
2010
ESAB Global
ponents Division, adquiridas em abril de 2001 pelo grupo Camozzi, criando assim a Ansaldo-Camozzi Energy Special Components SpA.
Produo
A Ansaldo-Camozzi se concentra na produo de componentes para o setor nuclear e convencional e elementos para transporte e escoamento dos gases de escape de combustvel nuclear e trocadores de calor para usinas nucleares. Eles tambm produzem grandes telescpios, cujas dimenses podem ser generosas. A Ansaldo-Camozzi foi a primeira empresa fora dos EUA a obter o selo N e NTP ASME. A lista dos certicados ASME em conformidade com ASME III Division 1 impressionante. quase desnecessrio dizer que tambm obtiveram a certicao ISO 9001 2000. Ao contrrio, o ASME N3 extremamente importante e diz respeito ao projeto e fabricao de recipientes para
Figura 5a e b: Revestimento por eletroescria com ta para um reator de renaria na Sices
Figura 6: Soldagem com abertura estreita de uma junta circunferencial. O arame de soldagem alimentado com um tambor de 280 kg para evitar os custos de parada para a troca de carretel
ABRIL
13
2010
47
ESAB Global
explorao e transporte de combustvel nuclear exauridos. Isto obviamente implica que o fornecedor de materiais de soldagem tambm tem que ter os pr-requisitos de garantia de qualidade. A ESAB foi a primeira empresa a obter o selo de certicao nuclear ASME, na Itlia, pela produo de consumveis de soldagem e corte. Existem essencialmente dois tipos de materiais de base a serem soldados para a construo dos trocadores. Para a proteo externa, um ao forjado de baixa liga, SA508 Classe 3A. Ele deve atender a um limite de resistncia (LR) mnimo de 620 MPa e tenacidade ao impacto de 27 J a -29C aps 25 horas de tratamento trmico. As espessuras variam de 240 mm para o fundo principal para uma espessura progressivamente varivel de 120 mm a 90 mm para o vaso que compe a cobertura. Considerando-se as espessuras, todas as soldagens, tanto longitudinal quanto circunferencial, so realizadas pelo processo SAW com vo estreito com um nico arame ou em conjunto com a combinao arame/ fluxo de OK Flux 10.62/0K Autrod 13.40N ESAB. Neste caso, o condicionamento em grandes tambores foi particularmente apreciado: tambores de 280 kg de arames, cada um, permitindo o uso contnuo de todo o comprimento da soldagem, evitando caras paralisaes para troca de arame (Figura 6). Anteriormente, 100 kg de bobinas foram utilizadas, o que j evitou trs paralisaes em comparao com o padro de bobinas de 30 kg. As bobinas de 30 kg, no entanto, ainda so utilizadas na soldagem SAW circunferencial de portas com equipamentos ESAB especialmente projetados. A camada de revestimento interno do trocador em ao carbono e pode ter at 50 mm de espessura. A combinao SAW utilizada OK Flux 10.62/OK Autrod 12.24. No revestimento de 640 mm dos tubos de preaquecimento, foram feitos 25.000 furos, nos quais os tubos Inconel 690 foram soldados pelo processo TIG, sem material de enchimento. Alm das juntas, h tambm algumas peas que precisam da superfcie revestida, pois estaro sujeitas a um ambiente corrosivo. O revestimento realizado pelo processo SAW com um cabeote para revestimento com ta de 60 mm x 0,5 mm. As combinaes utilizadas
Figura 7: Revestimento em Tiras a SAW de um componente trocador de calor
Figura 8: Trocador de calor concludo
48
ABRIL
13
2010
ESAB Global
so: OK Flux 10.05 com OK Band 309L na primeira camada, e OK Band 308L nas camadas seguintes (Figura 7). Alm disso, como indicado na Tabela IV, quantidades menores de eletrodos so utilizadas em posies que so difceis de se alcanar. Na parte externa das estruturas (cujo peso e dimenses so enormes), alguns olhais so instalados onde sero presos aos equipamentos que faro seu iamento e deslocamento. Estes olhais so soldados utilizando-se uma quantidade bastante grande de OK Autrod 13.29 ESAB, com 1,20 mm de dimetro atravs do processo MIG, e ser removido aps a montagem nal. A produo realizada de acordo com a Diviso I das normas ASME III (grau nuclear). Tratamento trmico: em produo, realizado a 610C por 4h 30 minutos; e para qualicaes a 610C por 25h. Todas as soldagens na parte externa so submetidas a 100% de testes radiogrcos e ultrassnicos. As peas internas tambm so inspecionadas atravs de radiograa e ultrassom, dependendo da espessura. Testes de superfcie so realizados por toda parte, com lquidos penetrantes e testes magnticos. Testes de estanqueidade so realizados em toda a tubulao/placa de soldagem utilizando hlio. Finalmente, o teste de estanqueidade realizado a 215 bar, correspondendo a 1,5 vezes a presso de trabalho. Todos os metais depositados so duplamente vericados no que se refere s caractersticas mecnicas, propriedades de impacto e curvas de transio. Todas as peas de revestimento passam por um teste de exo. Nos ltimos anos, a ESAB tambm forneceu a Ansaldo Camozzi um impressionante conjunto de equipamento de solda: Trs estaes automticas de soldagem a arco submerso para janelas de visita e/
ou portes (dimetro mnimo de 260 mm / mximo de 1.350 mm). As estaes, em particular, so equipadas com uma interface com um rolo posicionador para manter o mesmo nvel de poa de fuso em todas as posies. Um sistema SAW e/ou eletroescria (ESW) composto de um cabeote de revestimento com uma tocha ESW 30-60 e dispositivo automtico de orientao vertical (stick-out constante), alimentado por um reticador 1600 A/46V a 100%. Um sistema tradicional de revestimento circunferencial a arco submerso com um cabeote para as partes internas (faixa de 30 mm) capaz de revestir todos os portes e/ou corpos cilndricos com 340 mm de dimetro interno at 2.500 mm de comprimento. Um equipamento de soldagem a arco submerso em congurao tandem do tipo DC AC HNG-T adequado para soldagem de vasos cilndricos de paredes muito espessas (at 350 mm), com uma tecnologia narrow-gap e dois passos para cada camada. O cabeote de solda equipada com duas tochas de lmina reta isoladas, com um terminal articulado controlado por um mecanismo cinemtico especco. Um dispositivo orientador automtico, bidirecional, para a medio correta dos dois eixos de correo vertical e horizontal.
A cooperao com a ESAB
Superando essas condies de exigncia, a ESAB estabeleceu excelentes relaes comerciais com a Sices e com a Ansaldo-Camozzi. Ambas as empresas tm relatado e aprovado de maneira independente esta estreita relao de trabalho, qualidade adequada ao esperado, excelente servio e, em caso de qualquer problema, um suporte sempre disponvel.
Tabela IV: Consumo de metal de depsito
Consumo de material de soldagem por um trocador de calor OK Band 309L OK Band 308L OK Flux 10.05 OK Autrod 13.40 OK Autrod 12.24 OK Flux 10.62 Kg. 1000 Kg. 1000 Kg. 2000 Kg. 7000 Kg. 1000 Kg. 8000
ABRIL
13
2010
49
50
ABRIL
13
2010
ESAB Global
Revestimento em ta Inconel por ESW soluo para a escassez de ao revestido para a Maritime Industrial Services, Dubai
Sandish Salian ESAB Oriente Mdio, Dubai, Emirados rabes
Figura 1: Revestimento por ESW de uma camada protetora de Inconel 625 do casco de uma embarcao para o projeto de dessalinizao Katachanak
escassez mundial de ao revestido de Inconel forou a Maritime Industrial Services a pesquisar a possibilidade de um revestimento realizado dentro de suas prprias instalaes para a SA 516 Gr. 70. A Soldagem por Eletroescria (ESW) provou ser a forma mais produtiva para alcanar os padres de composio do Inconel 625, dentro de duas camadas especicadas pelo cliente. Bem estabelecida no Oriente Mdio, com operaes em Dubai, Arbia Saudita, Kuwait e Catar, a Maritime Industrial Services Co. Ltd. (MIS) desfruta de uma reputao de longa data no setor de construes e servios relacionados ao petrleo. A empresa fornece uma completa gama de servios de engenharia, compras, fabricao, construo, segurana, explorao e servios de manuteno para indstrias de petrleo, gs, gerao de energia, petroqumicas, martimas e indstrias pesadas. O sucesso da MIS realado por uma carteira de pedidos que excedeu os $ 700 milhes em 2007 mais que o dobro do valor de 2006 , incluindo grandes contratos com empresas internacionais de perfurao para F&G projetado para superplataformas M2 Jackup. A MIS est presente na Bolsa de Valores de Oslo e possui cerca de 3.500 funcionrios.
ABRIL
13
2010
51
ESAB Global
Revestimentos em ta por SAW ou por ESW?
Em 2006, a MIS foi levada a considerar novas opes para superar a escassez mundial de ao revestido de Inconel, quando receberam um pedido para a fabricao de trs navios do projeto de dessalinizao Katachanak, no Cazaquisto. Os trs navios um estabilizador condensado de 1 e 2 estgios e um dessalinizador/desgaseicador de 1 e 2 estgios tinham vrias dimenses, mas todos eram feitos em ao SA 516 Gr.2 com uma espessura de 36 mm, a serem produzidos de acordo com os princpios de projeto ASME Sec.VIII Div.1. Os revestimentos em ta por SAW e por ESW foram as duas opes bvias para cobrir inteiramente o interior dos dois navios, e uma parte do terceiro com uma camada protetora de Inconel 625. As especicaes do cliente estipularam um mnimo de duas camadas e um contedo mximo de Fe de 5% na solda do revestimento da superfcie e um mximo de 7% na subcamada de 2 mm. Esta a maior exigncia dentro do setor petroqumico, abrangendo tanto o aquecimento quanto a corroso. Posteriormente, os dois mtodos foram julgados e testados pela MIS, auxiliada pela ESAB com relao seleo de consumveis e escolha de parmetros. Como a espessura do revestimento no foi especicada, a MIS teve liberdade para chegar composio nal da maneira mais econmica. Os testes indicaram claramente que no seria possvel cumprir com os requisitos de Fe utilizando revestimentos em
Tabela I: Revestimento SAW com OK Flux 10.16/OK Band NiCrMo-3
Teste 1 2
Camada 1 1 e 2 1 1 e 2
Espessura 3,2mm 5,7mm 4,0mm 8,0mm
Contedo de Fe na superfcie 15,93% 7,63% 21, 32% 7,25%
Tabela II: Revestimento ESW com OK Flux 10.11/OK Band NiCrMo-3 Teste 1 2 3 4 Camada 1 1 1 1 e 2 1 1 e 2 Espessura 4,9mm 4,3mm 4,0mm 8,0mm 3,1mm 6,2mm Contedo de Fe na superfcie 9,05% 10,41% 11,91% 3,28% 11,93% 5,15%
A Revista Svetsaren, edio 1/2007, pgina 7, fornece informaes detalhadas sobre ambos os processos de revestimentos SAW e ESW, juntamente com outros exemplos de aplicaes
tiras por SAW nas duas camadas (Tabela I). Uma terceira camada seria necessria, mas envolveria um dispendioso tempo de fabricao, alm de material de solda em maior quantidade e mais caro. Com o revestimento por ESW, no entanto, foram encontrados parmetros para cumprir com os requisitos qumicos em duas camadas (Tabela II), devido menor diluio com o material de origem. Com base no teste nmero 4, os parmetros de soldagem foram anados e um procedimento de soldagem para deposio
Tabela III: Composio Qumica Inconel 625 (%) Liga N06625 Al 0,40 mx. C 0,10 mx. Cr 20,0 23,0 Fe 5,0 mx. Mn 0,50 mx. Mo 8,0 10,0 Nb 3,15 4,15 Ni rem P 0,015 mx. S 0,015 mx. Si 0,50 mx. Ti 0,40 mx.
Tabela IV: Composio Qumica OK Band NiCrMo-3 (EN ISO 18274: B Ni6625 NiCr22Mo9Nb) C <0,10 Si <0,20 Mn <0,50 Cr 20,0 23,0 Ni >0,60 Mo 8,0 10,0 Fe <2,0 Nb + Ta 3,15 4,15
52
ABRIL
13
2010
ESAB Global
de solda da SA 516 Gr.70 (P1 Gr.2) foi criado e qualicado de acordo com as especicaes da ASME Sec. IX e do cliente. Alm disso, foram estabelecidos procedimentos de soldagem para a restaurao do revestimento de cordes, bocais e bocais de pequeno dimetro, respectivamente com GMAW, GTAW e GMAW. A espessura mnima do revestimento ESW foi xada em 6 mm nas duas camadas. Parmetros de solda: 1050-1180A, 24-25V, 19.8-21.9cm/min. Dimenses da ta do OK Band NiCrMo-3: 60 x 0.5mm. As Tabelas III, IV e V mostram a composio qumica, respectivamente, de Inconel 625, OK Band NiCrMo-3 e do revestimento de solda obtido pela MIS. Com o ESW, a MIS teve acesso a um mtodo produtivo para o revestimento com Inconel 625, superando a escassez e os longos prazos de entrega para aos revestidos por exploso. Os trs navios,
incluindo o topo curvo e o fechamento inferior, foram entregues ao cliente dentro do prazo combinado. As Figuras 1 e 2 mostram exemplos do ESW durante o processo.
OK Flux 10.11
O Fluxo OK 10.11 um fluxo aglomerado bsico (basicidade: 5,4) para revestimento em tiras por ESW. Ele possui baixa viscosidade e ideal para revestimentos com Ni, Cr e ligas austenticas, devido ao seu excelente comportamento. O uxo permite o revestimento ESW em elevadas velocidades.
Agradecimentos
Agradecemos ao Ramesh Kumar Engenheiro de Soldagem, ao Hassan Bader - Gerente da Diviso QC (Quality Control) e ao Mohsen El Sherif Gerente Senior da Diviso pela valiosa ajuda.
Tabela V: Anlise qumica do revestimento por solda ESW (%). Anlise qumica do Inconel 625 a 3,5 mm da linha de fuso e 2,25 mm abaixo da superfcie C 0,02 Ni 59 Cr 22 Mo 8,5 Fe 4,0
Figura 2: Operadores de revestimento em ta por ESW fazendo um merecido intervalo
Figura 3: Fechamento do topo de um navio. Observe a solda perfeitamente plana com acabamento liso
ABRIL
13
2010
53
ESAB Global
Revestimento de vlvulas para a indstria petroqumica
Gabriele Gallazzi, ESAB SpA, Mesero, Itlia
Figura 1: Fita ou revestimento ESW de uma vlvula ou esfera
empre que houver indstrias qumicas ou petroqumicas, sero necessrios tubos e vlvulas para transportar e controlar os fluxos de fluidos ou gases. Eles devem atender a requisitos especficos, tais como presso, temperatura, resistncia corroso e desgaste por abraso. Enquanto a demanda mundial de petrleo
fora as empresas a explorarem reservas de difcil extrao, o petrleo bruto muitas vezes se enriquece de partculas estranhas e de impurezas, aumentando o desgaste dos sistemas de transportes - em especial das vlvulas, geralmente os componentes mais crticos. Como resultado, a fabricao e a reparao de vlvulas so uma indstria em crescimento.
54
ABRIL
13
2010
ESAB Global
com produo e com trabalho por contrato. Algumas dessas empresas operam no mercado de ponta equipadas com ferramentas e sistemas altamente eficientes e capazes de lidar com produes em larga escala. So empresas enxutas, cuja fora motriz a especializao, a qualidade e a produtividade.
Oxy Welding Engineering
Snello bello (enxuta melhor) o lema da Oxy Welding Engineering SpA, com sede em Magnago, Itlia. Com sete operadores de revestimento e oito estaes de trabalho contnuo de soldagem e revestimentos, uma das poucas empresas capazes de cobrir esferas com um dimetro de at 60 polegadas e um peso de at 15 toneladas, para as vlvulas com uma porta de fluxo de 1,5 metros de largura. A empresa foi fundada em 2002 pelo Sr. Fabio Genone um exdistribuidor de materiais de soldagem e equipamentos para as indstrias de vlvulas quando a terceirizao de revestimentos teve seu incio. A Oxy Welding Engineering focou no revestimento das esferas que compem a parte mvel da vlvula que, em rotao, permite ou interrompe o fluxo. O Sr. Genoni explica a mudana na fabricao de vlvulas utilizando o revestimento: A substituio de vlvulas de ao inoxidvel ou de Inconel por um corpo em ao carbono revestido com tais materiais no decidida apenas por questes de custo. Como o ao CMn mais resistente, isso evita o superdimensionamento, forjamento ou fundio de vlvulas totalmente inoxidveis. Uma exigncia normal que o revestimento atenda composio qumica necessria a uma profundidade de, no mnimo, 3 mm. A camada final deve ter uma sobre-espessura para proporcionar uma margem de segurana e permitir a usinagem de uma pea perfeitamente esfrica. Alm disso, necessrio que se considere a deformao causada durante o revestimento pela contrao e pela tenso do metal de solda. No existe nenhum software mgico que possa calcular isso, diz o Sr. Genoni. Isto pura experincia.
A natureza dos fluidos que passam atravs das vlvulas determina a seleo de materiais, que vo desde o ao inoxidvel austentico s ligas a base de nquel, como o Inconel. Durante a ltima dcada, o uso de materiais nobres para a fabricao de toda a vlvula deu lugar a um mancal de carga fundido ou forjado em CMn com uma liga resistente. A qualidade do revestimento varia de acordo com a aplicao da vlvula. No caso de vlvulas para o transporte de gs, a camada final um ao inoxidvel da categoria 316, uma vez que est sujeita apenas corroso, enquanto a camada final de Inconel 625 a escolha natural quando se trata de petrleo misturado com areia, o que provoca tanto o ataque qumico quanto a abraso. Cada vez mais, fabricantes de vlvulas terceirizam os revestimentos para empresas com conhecimentos e equipamentos especializados. Isso deu origem a um segmento industrial completamente novo, de revestimento de superfcie de vlvula,
ABRIL
13
2010
55
ESAB Global
Processos de revestimento
Foram feitas escolhas cuidadosas para otimizar a produtividade dos processos de revestimento. O processo MIG no o mais produtivo para esta aplicao, mas possui a vantagem de no exigir a ateno permanente do operador o que lhe permite operar outra estao simultaneamente. Para a Oxy Welding Engineering, o processo MIG se mostra econmico para uma vlvula de esfera de at aproximadamente 24 polegadas. Para dimetros maiores, o revestimento em tiras ESW a melhor escolha, mesmo que isso implique dedicao total do operador mquina. H uma considervel versatilidade e sinergia entre os operadores e sistemas. comum um nico operador supervisionar duas ou mais estaes de trabalho simultaneamente. Dependendo das dimenses e acessibilidade, a mquina mais adequada ao trabalho utilizada, ou seja, para cada aplicao, o processo adotado o que oferece a maior produtividade possvel. O nvel de qualidade alcanado totalmente satisfatrio, enquanto a produtividade maximizada, e os reparos, praticamente nenhum. A mesma lgica foi aplicada para a robotizao, explica o Sr. Genoni. No necessrio ter um grande lote para justificar o uso de um rob. Enquanto houver horas de trabalho disponveis, o processo tambm ser vantajoso para uma nica pea de trabalho especialmente quando o esforo de programao menor. O ciclo de revestimento comea noite e, na manh seguinte, o trabalho est concludo! Desde a sua criao, a Oxy Welding Engineering percebeu que as ferramentas para o sucesso so produtos de qualidade e alta produtividade. Nesta linha, a empresa optou por sistemas automticos avanados ou automatizao e processos de alta produtividade, como o revestimento em fita por eletroescria o processo de revestimento mais produtivo disponvel. Atualmente, h trs sistemas ESW da ESAB em funcionamento, cada um consistindo em uma fonte de energia LAF 1600 fornecendo 1500-1600A a 100% do ciclo de trabalho, um cabeote A6 para revestimento em tiras de 30-60mm e uma unidade de controle PEH.
Consumveis
A combinao de fluxo/arame utilizada no revestimento em tiras ESW com composio final de 316L so as seguintes: Camada nica: OK Flux 10.10/0K 309 Band LMo. Camada dupla: OK Flux 10.10/0K 309 Band LM para o primeiro passo e Fluxo OK 10.10/0K Band 316L para o segundo passo. A combinao fluxo/arame utilizada para revestimento em tiras ESW com composio final de Inconel 625 : Fluxo OK 10.11 / OK Band NiCrMo3. Esta combinao garante os melhores resultados em termos de anlise e aparncia superficial, tanto para a camada nica quanto para a camada dupla. Os arames MIG utilizados so: ESAB OK Autrod 309LSi, OK Autrod 309LMo, OK Autrod 316LSi e OK Autrod 19.82. O uso de embalagem Marathon Pac de 100 kg e 250 kg fornece um aumento importante do ciclo de trabalho nas aplicaes automatizadas e robticas. Alm disso, a inovadora tecnologia de superfcie fosca aplicada pela ESAB em arames de ao inoxidvel proporciona uma efetiva estabilidade no processo. A alta demanda de fabricantes de vlvulas e empresas de engenharia tem levado a Oxy Welding Engineering a investigar cada uma das combinaes de consumveis utilizadas, mediante a realizao de testes complementares (por exemplo, testes de corroso, microscopia para determinao da estrutura, de macro-dureza etc.), alm dos testes necessrios para a qualificao do procedimento de soldagem de acordo com as normas da AWS, EM e API. Todos os testes ocorreram de maneira satisfatria.
A cooperao com a ESAB
O suporte da ESAB valioso para a Oxy Welding Engineering. A ESAB entende que as suas aplicaes e necessidades especiais exigem um dilogo direto e uma relao prxima. Isso resulta na oferta de um sofisticado equipamento de revestimento e material de enchimento de alta qualidade, permitindo Oxy Welding Engineering fazer pleno uso de seu profissionalismo e experincia.
56
ABRIL
13
2010
Segmentao
Soldagem de Aos CrMo
Ronaldo Cardoso Junior Consultor Tcnico ESAB Brasil
Resumo
Os aos CrMo so utilizados em diversos segmentos de mercado, em aplicaes de elevada resistncia a fluncia, como equipamentos e estruturas que operam em elevadas temperaturas. Atualmente, h uma gama de ligas sendo usadas no mercado. Alguns fatores importantes desses materiais Propriedade Temperatura Presso Tempo de vida Condio de Operao 540-750 C 160-370 bar 250000 h 100MPa
sero destacados, como tratamento trmico, fragilizao ao revenido e resistncia corroso. No que diz respeito soldabilidade desses materiais, ser discutida a seleo dos processos e dos consumveis de soldagem, bem como a determinao dos parmetros do procedimento de soldagem. Ainda com relao soldabilidade, sero discutidos os defeitos comuns a que esses materiais so suscetveis.
Introduo
A resistncia mecnica dos aos diminui com o aumento da temperatura devido maior mobilidade das discordncias nessa condio. Sendo assim, em equipamentos ou estruturas que operam em elevadas temperaturas, torna-se claro o aumento da tendncia deformao irreversvel que ocorre sob uma carga constante, definido como fluncia, o que pode levar a falhas catastrficas. Dessa maneira, a propriedade de resistncia fluncia possui um elevado interesse tecnolgico e industrial, sendo utilizada como um importante parmetro de seleo de materiais para equipamentos que operam em altas temperaturas e presses, como caldeiras, trocadores de calor, reatores, tubulaes de vapor, dentre outros. Esses equipamentos esto presentes em diversos segmentos industriais, com destaque para o de leo e Gs e termo gerao de energia (Tabela I). O limite de resistncia fluncia dos materiais definido como a tenso de ruptura a uma determinada temperatura de trabalho e tempo de vida da estrutura. Por exemplo, considerando uma temperatura de servio de 500C e um tempo de 105 h, a tenso de ruptura do ao 16Mo3 (0,5%Mo) de 100MPa [3]. Sabe-se que quanto maior a tempe-
100.000h
Tabela I: Exemplo de condio de servio de um componente em uma planta de termo gerao de energia [1]
Economia de energia
W lquido W lquido
Pr es
de
va
po r(
Temperatura de Presso (C) Figura 1: Aumento da eficincia de uma planta de termo gerao de energia em funo da temperatura e presso do vapor [3]
ba
r)
ABRIL
13
2010
57
Segmentao
ratura e presso do vapor nas turbinas de uma planta de termo gerao, maior ser a eficincia da mesma [2], assim como apresentado na Figura 1. Selecionandose a condio de 535C/185bar como referncia, quando se aumenta a presso para 300bar (mantendo a temperatura constante), tem-se um aumento de 1,9% na eficincia. J aumentando-se a temperatura para 650C, tem-se uma elevao de eficincia de 5,7%. Combinando um aumento de temperatura e presso para 650C/300bar, tem-se um aumento maior de 8% na eficincia [3]. No apenas por questes financeiras, mas tambm por questes ambientais, h
Tipo EN ASTM/ASME C (%) Si (%) Mn (%) Cr (%) Mo (%) V (%) Nb (%) 0,25 - 0,35 C0,5%Mo 16Mo3 T/P 1 0,12-0,20 0,15-0,35 0,4-0,8
tempo de 105h e uma carga de 100MPa, de diversos aos aplicados na indstria de gerao de energia. Observa-se o aumento dessa temperatura para os aos CrMo ferrticos em funo da evoluo dos materiais [5]. Outro ponto de relevante importncia a comparao entre aos CrMo ferrticos e inoxidveis austenticos, em que se pode observar uma elevada resistncia a fluncia dos ltimos. Porm, eles no so preferidos devido ao alto custo, ao elevado coeficiente de expanso trmica e baixa condutividade de calor, o que os tornam susceptveis fadiga trmica, particularmente para sees espessas e quando a operao envolve frenquentes paradas [2,6,7].
1,25%Cr0,5%Mo 2,25%Cr1%Mo 10CrMo9-10 T/P 22 0,08 - 0,15 0,15 - 0,40 0,30 - 0,70 2,00 - 2,50 0,90 - 1,20 5%Cr0,5%Mo 12CrMo5 T/P502 mx. 0,15 mx. 0,50 0,30 - 0,60 4,00 - 6,00 0,45 - 0,65 -
Tabela II: Tipos, classificao e composio qumica de alguns aos CrMo
9%Cr1%Mo X11CrMo9-1 T/P 9 0,08 - 0,15 0,25 - 1,00 0,30 - 0,60 8,0 - 10,0 0,90 - 1,00 -
9%Cr1%MoVNb X10CrMoVNb9-1 T/P 91 0,08 - 0,12 0,20 - 0,50 0,30 - 0,60 8,00 - 9,50 0,85 -1,05 0,18 - 0,25 0,06 - 0,10
13CrMo4-5 T/P 11 0,10 - 0,17 0,10 - 0,35 0,40 - 0,70 0,70 - 1,10 0,45 - 0,65 -
uma corrida pelo aumento da eficincia do setor energtico, que o maior gerador de CO2 na atmosfera [2]. Consequentemente, buscam-se materiais, metais de base e consumveis de soldagem que sejam resistentes a temperaturas e presses cada vez maiores e, ao mesmo tempo, possuam elevada resistncia corroso e no tenham um custo alto. Sendo assim, materiais CrMo com maiores teores de Cr e Mo e com adies de outros elementos de liga como V, Nb, W, B, Ti, N vm sendo desenvolvidos [4]. A Tabela II apresenta alguns exemplos de CrMo existentes, suas normas de classificao e respectivas composies qumicas. A Figura 2 apresenta uma comparao entre a temperatura de operao, para um
Figura 2: Carga de ruptura de aos usados em estaes de gerao de energia [5]
Temperatura mxima de operao (C), baseado na resistncia mdia de ruptura sob tenso de 100 MPa por 100.000 h
58
ABRIL
13
2010
Segmentao
Simulado
Fatores importantes dos aos CrMo
Tratamento trmico Dependendo da composio qumica do ao, tratamentos trmicos complexos so requeridos para atingir as propriedades mecnicas necessrias. Como j mencionado, o tratamento trmico um dos fatores que define tipos, tamanhos e estabilidade dos precipitados que tm papel fundamental no mecanismo de resistncia fluncia. A norma ASTM A387 [8] define, por exemplo, que para os graus 91 e 911 deve ser realizada uma normalizao entre 1040 e 1095C e, posteriormente, um revenimento a uma temperatura mnima de 730C. Para a junta soldada, no diferente do metal de base, tratamentos trmicos pssoldagem (TTPS) de revenimento tambm so requeridos. A temperatura e o tempo de encharque sero funo da composio qumica (que define Ac1) e espessura do material. Nesse caso, o tratamento tambm tem a funo de aliviar a tenso da junta soldada, reduzindo a dureza da mesma, assim como apresentado na Figura 3 [9], em que possvel observar a reduo da dureza em funo de ciclos de TTPS a 740C por 8 e 24h para diversas temperaturas de pico simulando a ZTA de um ao ASTM A387 Gr. 91. Fragilizao ao revenido A fragilizao ao revenido se refere a uma queda na tenacidade quando o material exposto a uma faixa de temperatura entre 400 e 600C [10]. Aos carbono com teor de Mn inferior a 0,5%Mn so pouco suceptveis a esse problema. No entanto, adies de Ni, Cr e Mn promovem maior tendncia a fragilizao. Pequenas quantidades de W e Mo podem inibir a mesma, porm essa inibio reduzida quando os teores desses elementos aumentam [10]. Esse tipo de fragilizao causado pela presena de certas impurezas no ao que segregam no contorno de gro primrio austentico durante o tratamento trmico ou em servio [10]. Os principais elementos causadores desse tipo de fragilizao, em ordem de criticidade, segundo
Dureza, Hv(10Kgf)
Simulado
Temperatura de pico (C)
Figura 3: Medidas de dureza de um ao 9Cr1Mo modificado sujeita a ciclos trmicos simulados antes e depois de TTPS [9]
Mecanismo de resistncia fluncia dos aos CrMo
A resistncia fluncia de um material est relacionada sua resistncia mecnica e maior facilidade ou no do movimento das discordncias. O cromo e o molibdnio, quando adicionados ao ao, atuam nesses dois sentidos, pois aumentam a resistncia mecnica por formao de soluo slida e do origem a precipitados estveis em elevadas temperaturas. Esses precipitados dificultam (travam) os contornos de gro, prevenindo o movimento dos planos de deslizamento do material e, consequentemente, bloqueando a fluncia. Outros elementos de liga, como V, Nb, W, B, Ti e N, atuam da mesma maneira. A composio, tamanho e estabilidade dos precipitados so parmetros de extrema importncia, e so definidos em funo da composio qumica do ao, de sua microestrutura e tratamento trmico [1]. Os precipitados comumente encontrados nos aos CrMo so grafite, Epsilon Fe 2,4C, Cementita Fe 3C, Chi Fe2C, M 2X, M 6C, M 23C6, M 7C 3 Laves e M5C2 Fase Z [1].
ABRIL
13
2010
59
Segmentao
Bruscato [11], so o P, Sb, Sn e As. A ocorrncia de fragilizao ao revenido pode ser determinada atravs de um tratamento trmico conhecido como step cooling, em que mensurada e equacionada a queda da temperatura de transio para um material aps tratamento trmico convencional e aps o tratamento convencional seguido de step cooling. A Figura 4 apresenta o ciclo de tratamento trmico de step cooling definido pela norma Petrobras N1704 Rev C [12]. Segundo a norma Petrobras N1704 Rev C [12], igualmente a norma ASTM A387 1999 [8], o material deve atender a equao 1 para que ele no sofra fragilizao ao revenido em servio. VTr55 + 2,5 VTr55 = 10C Eq.1
VTr55 = temperatura de transio a 55J aps tratamento trmico convencional VTr55 = temperatura de transio a 55J aps tratamento trmico convencional seguido de step cooling menos de transio a 55J aps tratamento trmico convencional. Watanable et al [13], Bruscato [11] e Sugiyama et al [14] propuseram equaes, conhecidas respectivamente como fator J, fator X e PE, a fim de estimar a susceptibilidade do material fragilizao ao revenido. Todas essas equaes so usadas largamente na engenharia para seleo de materiais (Tabela III). Em geral, as normas de fabricao limitam o fator J<150, o fator X<15ppm e o PE<3. De uma forma prtica, esses parmetros podem ser interpretados como os limites mximos para que o material no tenha tendncia de fragilizao ao revenido. A fragilizao ao revenido um processo reversvel e a tenacidade original pode ser restaurada pelo aquecimento do material acima de 600C e posterior resfriamento rpido abaixo de 300C [10]. Entretanto, a melhor maneira de evitar o fenmeno controlar o teor de impurezas do ao e consumveis de soldagem. Resistncia corroso Como os aos CrMo trabalham em altas temperaturas e, na maioria da vezes,
em ambientes corrosivos, a resistncia corroso um importante fator a ser considerado no projeto do equipamento. A Figura 5 apresenta de forma esquemtica a resistncia corroso dos aos CrMo em funo do teor de cromo. Nota-se que quanto maior o teor de Cr, menor a reduo de espessura em funo do tempo de exposio do material. Portanto, os aos CrMo com maiores teores de Cr, como o 5%Cr0,5%Mo e 9%Cr1%Mo, so empregados em ambientes corrosivos. Soldabilidade dos aos CrMo Os aos CrMo so materiais com elevado teor de elementos de liga e, consequentemente, alto carbono equivalente e temperabilidade. Alm disso, a aplicao desses materiais, em geral, envolve estruturas e equipamentos de elevada responsabilidade que operam em condies severas. Isso faz com que seja necessria a seleo correta dos processos e consumveis de soldagem, bem como um procedimento de soldagem adequado.
Fator J Fator X PE
Figura 4: Ciclo de tratamento trmico de step cooling. R0=56C/h, R1=6C/h, R1=2,8C/h e R2=28C/h[12]. Figura modificada
Tabela III
(Mn+Si)(P+Sn)x104 (em%peso) (10P+5Sb+4Sn+As)/100 (em ppm) C+Mn+Mo+Cr/3+Si/4+3,5x(10P+5SB+4Sn+As) (em%peso)
Eq.2 (Watanabe) Eq.3 (Bruscato) Eq.4 (Sugiyama)
Seleo dos processos e consumveis de soldagem A composio qumica do metal depositado pelo consumvel de soldagem deve ser semelhante composio do metal de base, resultando em propriedades tambm semelhantes. ideal que o metal depositado tenha resistncia a fluncia e tenacidade igual ou superior ao metal de base. Um outro ponto importante que, se solicitado pelas normas de fabricao, os consumveis devem atender aos requisitos de fator X e step cooling requeridos.
60
ABRIL
13
2010
Segmentao
Categoria (teor de Cr %)
Figura 5: Ilustrao esquemtica da taxa de corroso de diferentes categorias de aos em funo do teor de Cr [15]
Os processos de soldagem mais utilizados para unio dos aos CrMo em campo so o GTAW para o passe de raiz e MMA para o enchimento. A fim de aumentar a produtividade, o processo de soldagem com arames tubulares (FCAW) tambm vem sendo muito utilizado. No caso da soldagem na posio plana para chapas de grandes espessuras, o processo SAW possui boa aceitao. O processo GMAW no utilizado em larga escala para a soldagem desses materiais. Para todos os processos citados acima, h consumveis de soldagem disponveis para a maioria das ligas empregadas no mercado. A Tabela IV apresenta os consumveis ESAB em funo do ao e do processo de soldagem.
Taxa ou Corroso (mm/ano)
Tabela IV: Consumveis de soldagem para aos CrMo em funo do tipo do ao e processo de soldagem Tipo C - 0,5%Mo 1,25%Cr-0,5%Mo SMAW OK 74.55 OK 76.18 ou OK 76.16 OK 76.28 ou OK 76.26 OK 76.35 OK 76.96 OK 76.98 GTAW OK Tigrod 13.09 OK Tigrod 13.16 GMAW OK AristoRod 13.09 OK Autrod 13.16 FCAW OK Tubrod 81A1 OK Tubrod 81B2 SAW OK Flux 10.62 + OK Autrod 12.24 OK Flux 10.62 ou 10.63 + OK Autrod 13.10SC OK Flux 10.62ou 10.63 + OK Autrod 13.20SC OK Flus 10.62 + OK Autrod 13.33 OK Flux 10.93 + OK Autrod 13.35
2,25%Cr-1%Mo 5%Cr-0,5%Mo 9%Cr-1%Mo 9%Cr-1%MoVNb
OK Tigrod 13.17 OK Tigrod 13.32 OK Tigrod 13.37 OK Tigrod 13.38
OK Autrod 13.17 OK AristoRod 13.22 OK Autrod 13.37 -
OK Tubrod 91B3 Dual Shield B9
Figura 6: Aspecto macrogrfico de uma trinca pelo hidrognio [16]
Por se tratar de aos ligados, utilizados em estruturas de alta responsabilidade que operam em condies severas, a integridade da solda de fundamental importncia, sendo que pequenas descontinuidades resultantes da operao inadequada de soldagem, como falta de fuso, falta de penetrao, mordeduras, incluso de escria, porosidade e sobreposio podem levar a falhas estruturais catastrficas. Desta maneira, a seleo do processo de soldagem deve levar em considerao a habilidade e qualificao do soldador. Ensaios no destrutivos da junta soldada tambm so requeridos.
ABRIL
13
2010
61
Segmentao
Defeitos crticos
Fissurao a frio A fissurao a frio, tambm conhecida como trinca por hidrognio, est relacionada a quatro fatores principais: microestrutura frgil, elevado nvel de tenses residuais, temperatura favorvel e presena de hidrognio [16]. Esse tipo de defeito pode ocorrer tanto no metal de solda quanto na ZTA, sendo mais comum nesta ltima (Figura 6). Como os aos CrMo so materiais com elevado teor de elementos de liga e, consequentemente, alto carbono equivalente e temperabilidade, eles so altamente susceptveis a trinca por hidrognio quando se tem grandes espessuras, o que comum devido aplicao desses materiais. Obviamente, quanto mais ligado o ao CrMo, maior ser sua susceptibilidade de formao de trincas por hidrognio. Desta maneira, diversas recomendaes devem ser seguidas na seleo dos consumveis e durante a soldagem. So elas: Seleo de consumveis com baixo teor de hidrognio difusvel (Hdif): em geral, as normas limitam o teor de Hdif em no mximo 4mL/100g de metal depositado para os processos SMAW, GMAW, FCAW e GTAW e 8mL/100g de metal depositado para o processo SAW. Execuo dos procedimentos de armazenagem e ressecagem dos consumveis de acordo com a indicao do fabricante. Eliminao de defeitos de soldagem, como incluses, falta de penetrao, falta de fuso e mordeduras, j que esses podem atuar como concentradores de tenso e pontos de iniciao das trincas. Execuo de limpeza adequada da junta, evitando leos, graxas e carepas. Realizao de pr-aquecimento e controle da temperatura de interpasse fundamental para reduzir a taxa de resfriamento da junta e, por consequncia, diminuir a formao de fases frgeis. Ambas as temperaturas so determi-
nadas em funo da composio do material. Realizao de ps-aquecimento muitas vezes necessria para permitir que o hidrognio difunda atravs do metal e evolua em sua superfcie. Realizao de TTPS, reduzindo assim as tenses residuais da junta. Trinca ao reaquecimento O trinca ao reaquecimento, tambm conhecida como trinca de alvio de tenses, pode ocorrer quando os aos so submetidos a tratamento trmico de alvio de tenses entre temperaturas de 450 e 700C ou durante servio em temperaturas entre 300 e 500C [16]. Esse tipo de trinca ocorre na ZTA na regio de crescimento de gro e tem caracterstica intergranular, assim como apresentado na Figura 7. A sensibilidade trinca de alvio de tenses aumenta com a presena de elementos como C, Cu, Cr, Mo, B, V, Nb e Ti [16]. Isso faz com que os aos CrMo, principalmente aqueles ligados ao V, sejam susceptveis a esse tipo de defeito, que est relacionado fragilizao ao revenido e pode ser atribudo segregao de impurezas como P, Sn, Sb e S nos contornos de gro [17]. Desta maneira, a seleo de materiais com baixo nvel de impurezas aconselhvel para reduzir a tendncia de formao de trincas de alvio de tenses, principalmente em aos CrMo
Figura 7: Morfologia intergranular de uma trinca ao reaquecimento [17]
62
ABRIL
13
2010
Segmentao
Linha de fuso
Metal de Solda
Metal de Base
Distncia, mm
Figura 8: Variao de dureza ao longo da junta soldada de um ao 9Cr-1Mo modificado [20]
Tabela V: Recomendaes de procedimento de soldagem de alguns aos CrMo Tipo C - 0,5%Mo 1,25%Cr-0,5%Mo 2,25%Cr-1%Mo 5%Cr-0,5%Mo 9%Cr-1%Mo 9%Cr-1%MoVNb Temperatura de Pr-aquecimento (C) 100 200 - 250 250 250 250 250 Temperatura de Interpasse (C) 100 - 250 200 - 300 250 - 300 250 - 300 250 - 300 250 - 300
ZTA. A trinca tipo III localizada no regio de granulao grosseira da ZTA, enquanto a trinca tipo IV est disposta na ZTA prxima ao metal base. A regio intercrtica regio que est entre Ac3 e Ac1 e a regio de granulao fina da ZTA regio logo acima de Ac3 so conhecidas como os locais onde ocorrem as trincas tipo IV [18]. A trinca tipo IV vem sendo reportada nos aos CrMo que operam em temperaturas superiores a 565C [19] e vem limitando a temperatura de emprego desses materiais, j que a junta soldada apresenta resistncia inferior do metal de base e metal de solda quando analisados separadamente [18]. Esse tipo de fratura vem sendo associada a formao de uma regio de baixa dureza ZTA (Figura 8) em conjunto com a precipitao de compostos nessa regio.
Dureza, HV
Ps-Aquecimento (C) 200(a) 300(c) 300(d) 300(d) 300(e) 300(e)
TTPS (C) 580 630C(b) 640 700C 670 720C 730 760C 750C 750C
(a) Para espessura superior a 25mm. (b) Para espessura superior a 13mm. (c) Para espessura superior a 20mm.(d) Para espessura superior a 12mm. (e) Para espessura superior a 6mm.
ligados ao V. Outros fatores importantes para minimizar a possibilidade de ocorrncia desse defeito usar baixo aporte de calor, eliminar concentradores de tenso, como mordeduras, incluses e falta de fuso. Trinca tipo IV As trincas em uma junta soldada podem ser classificadas de acordo com a regio onde ocorrem. Uma trinca tipo I inicia-se e termina no metal de solda; j a trinca tipo II inicia-se no metal de solda e propaga-se para
Procedimento de soldagem O procedimento de soldagem dos aos CrMo geralmente envolve o controle do pr-aquecimento, temperatura de interpasse, aporte de calor, sequncia de passes adequada, ps-aquecimento e tratamento trmico ps-soldagem. Alm disso, devido aplicao desses materiais, comum a utilizao de chapas espessas intensificando a necessidade de um procedimento de soldagem bem elaborado. Em funo do discutido acima, a Tabela V apresenta algumas recomendaes de procedimentos de soldagem. As correlaes entre o tipo do material e as especificaes segundo as normas ASTM e EN foram apresentadas na Tabela I.
ABRIL
13
2010
63
Segmentao
Referncias Bibliogrficas [1] Bhadeshia H.K.D.H. and Weijei Liu; Creep-Resistant Steel, Case Study; Graduate Institute of Ferrous Technology, POSTECH. [2] J. A. Francis, W. Mazur and H. K. D. H. Bhadeshia. Type IV cracking in ferritic power plant steels. Materials Science and Technology 2006 VOL 22 n 12 1387. [3] Ingo von Hagen and Walter Bendick, CREEP RESISTANT FERRITIC STEELS FOR POWER PLANTS, Mannesmann Forschungsinstitut GmbH, Germany. [4] Toshifumi KOJIMA.Kenji HAYASHI and Yasuyuki KAJITA1. HAZ Softening and Creep Rupture Strength of High Cr Ferritic Steel Weldments. ISIJ International, Vol. 35 (1 995). n 10, pp. 1284-1290. [5] P J Ennis1 and A CzyrskaFilemonowicz, Jlich. Recent Advances in Creep Resistant Steels for Power Plant Applications. OMMI. Vol 1, n1, April 2002. [6] H. Cerjak: Proc. Int. Conf. on Achievements and perspectives in producing welded construction for urban environments, 56th IIW Annual Assembly, Bucharest, Romania, July 2003, ASR, 1524. [7] Metals handbook, Elevated temperature properties of ferritic steels, 10th edn, Vol. 1, 617652; 1990, Materials Park, OH, ASM International. [8] ASTM A387/A387M-99. Standard Specification for Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum. [9] Toshifumi KOJIMA.Kenji HAYASHI and Yasuyuki KAJITA1. HAZ Softening and Creep Rupture Strength of High Cr Ferritic Steel Weldments. ISIJ International, Vol. 35 (1 995). n 10, pp. 1284-1290. [10] TWI webpage, What is temper embrittlement, and how can it be controlled?. Endereo eletrnico: http:// w w w. t w i . c o . u k / c o n t e n t / f a q j m n 0 0 3 . html [11] Bruscato, R. M., Temper Embrittlement and Creep Embrittlement of 2,25%Cr1Mo shielded arc weld deposits, Welding Journal 49 (4), 1973, pp. 148-156.
[12] Petrobras N1704 Rev C REQUISITOS ADICIONAIS PARA VASO DE PRESSO EM SERVIO COM HIDROGNIO. [13] Ishiguo, T; Murakami, Y; Ohnishi, K and Watanabe, J. 2,25%Cr-1%Mo pressure vessel steels with improved creep rupture strength. Proceedings of the symposium on applications of 2,25%Cr-1%Mo steel for thick-wall pressure vessels, ASTM STP 755, 1980, pp. 129-147. [14] Sugiyama, T; Hatori, N; Yamamoto, S; Yoshino, F and Kiuchi, A. Temper embrittlement of Cr-Mo weld metals. IIW Doc. XII-E-6-81, IIW, 1981. [15] M B Kermani, J C Gonzales, C Linne, M Dougan and R Cochrane DEVELOPMENT OF LOW CARBON Cr-Mo STEELS WITH EXCEPTIONAL CORROSION RESISTANCE FOR OILFIELD APPLICATIONS. Corrosion 2001. Paper N 01065. [16] Modenesi, P.J. Apostila: Soldabilidade dos Aos Transformveis, 2004. [17] S P Ghiya , D V Bhatt, R V Rao. Stress Relief Cracking in Advanced Steel Material- Overview. Proceedings of the World Congress on Engineering 2009, Vol. II, 2009. [18] S.K. Albert,, M. Matsui, T. Watanabe, H. Hongo, K. Kubo, M. Tabuchi. Variation in the Type IV cracking behaviour of a high Cr steel weld with post weld heat treatment. International Journal of Pressure Vessels and Piping, 80 (2003) 405413. [19] Middleton CJ, Brear JM, Munson R, Viswanathan R. An assessment of the risk of Type IV cracking in welds to header, pipework and turbine components constructed from the advanced ferritic 9% and 12% chromium steels. In: Viswanathan R, Bakker WT, Parker JD, editors. Proceedings of Third Conference on Advances in Materials Technology for Fossil Power Plants, London: The Institute of Metals; 2001. p. 6978. [20] Dr. K. Laha, Type IV Cracking in Modified 9Cr-1Mo Steel Weld Joint. Science. Indira Gandhi Centre for Atomic Research.
64
ABRIL
13
2010
Proteo do soldador
Seleo de Equipamentos de Proteo Individual Parte 2 Proteo Respiratria
Os perigos dos fumos gerados nos processos de soldagem e corte
Antonio Plais Gerente de Produto EPI ESAB Brasil
s trabalhadores que desenvolvem atividades industriais em ambientes agressivos, como minerao, cimento, silagem e metalurgia, esto expostos a riscos diversos, sendo os de contaminao por via respiratria um dos mais difceis de serem controlados. A gerao de poeiras, fumos e gases inerente a diversos processos industriais
e tem sido objeto de estudos diversos em todo o mundo. Ao longo dos ltimos anos, diversas restries foram estabelecidas pelos rgos de fiscalizao e controle, incluindo o banimento de diversos materiais e substncias como, por exemplo, o asbesto (amianto), devido aos efeitos malficos que causam sade humana, tanto dos trabalhadores como, eventualmente, dos usurios dos pro-
ABRIL
13
2010
65
Proteo do soldador
dutos que contm estas substncias. No caso dos processos de soldagem e corte, a gerao de fumos e gases resultado das reaes fsico-qumicas que ocorrem na poa de fuso. As altas temperaturas produzidas pelo arco eltrico ou pela chama oxiacetilnica (acima dos 2.000C) proporcionam a fuso do metal base e do metal de adio (quando usado), mas ocasionam tambm a vaporizao de elementos presentes na chapa sendo soldada ou cortada (elementos de liga, tintas, leos, graxas, ferrugem etc.) e no consumvel de soldagem (elementos de liga, revestimento de eletrodos e arames, fluxos, gases de proteo etc.). Esta gerao de fumos e gases inerente ao processo, e muito esforo tem sido dispendido pelos fornecedores de chapas de consumveis de soldagem para reduzir ao mximo o contedo de elementos prejudiciais sade presentes nos materiais empregados. Os fumos e gases provenientes dos processos de soldagem e corte apresentam composies diversas, determinadas pelo metal que est sendo trabalhado, pelo processo de soldagem e pelo tipo de consumvel empregado. Em geral, podemos afirmar que a soldagem com eletrodos revestidos produz maior quantidade de fumos e gases, em razo da queima do revestimento, seguido pela soldagem com arames tubulares, pela soldagem MIG/MAG e, finalmente, pela soldagem TIG, que gera um volume bastante reduzido de fumos e gases. Se a gerao dos fumos de soldagem e corte depende dos materiais e processos empregados, a sua concentrao
no ambiente em que o trabalho se realiza depende das condies de ventilao deste local. A soldagem ou corte em ambientes abertos, com circulao natural de ar, proporciona uma dissipao dos fumos de forma muito mais rpida que a soldagem em ambientes fechados, como galpes, ou mesmo dentro de peas ou locais enclausurados, que impedem a dissipao dos fumos gerados. Esta concentrao de elementos presentes no ar do ambiente medida em partes por milho (PPM) ou miligramas por metro cbico (mg/m3), e a informao mais importante para a correta seleo dos equipamentos de proteo respiratria. O controle da exposio dos trabalhadores aos fumos e gases feito por meio da medio dos nveis de contaminao e sua comparao com os nveis mximos prescritos pela legislao, referidos como Limite de Exposio Mdia Ponderada no Tempo (TLV/TWA). Nas situaes em que o nvel de contaminantes no ar exceda os limites prescritos so necessrias medidas de engenharia visando a reduzir a contaminao a limites aceitveis (normalmente atravs de ventilao, exausto ou aspirao forada) e/ou o fornecimento de Equipamentos de Proteo Individual (EPIs) que atuem como uma barreira para a aspirao destes contaminantes (normalmente so usadas mscaras descartveis ou respiradores motorizados). Alguns componentes presentes nos fumos e gases de soldagem e corte e seus efeitos sobre a sade so apresentados na Tabela I.
Tabela I Material Ao doce Ao mangans Monel Alumnio Ao inoxidvel Contaminante Total das partculas Fluoretos Mangans Cobre Nquel Alumnio Oznio Cromo TLV/TWA 5.0 mg/m 2.5 mg/m 1.0 mg/m 0.2 mg/m 0.05 mg/m 5.0 mg/m 0.1 ppm Valor teto 0.5 mg/m Efeitos sobre a sade Possvel alterao nos pulmes, detectados por raio X, Irritao, incapacidade ssea progressiva. Moleza, debilidade nas pernas, transtornos emocionais. Irritao, nusea, cncer pulmonar. Possveis alteraes pulmonares, irritao, reduo da capacidade respiratria lcera cutnea, irritao nasal, cncer
66
ABRIL
13
2010
Proteo do soldador
A Seleo de Equipamentos de Proteo Respiratria (EPR)
Os equipamentos de proteo respiratria (EPR) so classificados de acordo com os Fatores de Proteo Atribudos (FPA), que representam o grau de proteo oferecido por cada tipo de equipamento, conforme mostrado na Tabela II (extrada da Instruo Normativa 1, de 11/04/1994). Para a correta seleo do EPR, devemos dividir a concentrao de cada contaminante no ambiente em que o trabalho ser realizado (de preferncia na rea de respirao do trabalhador) e dividir o valor encontrado pelo seu TLV. O maior nmero encontrado indicar o menor FPA necessrio para efetivamente proporcionar proteo adequada para o trabalhador nestas condies. Como exemplo, podemos usar os dados apresentados nestas duas tabelas para fazer a seleo do EPR apropriado em duas situaes
hipotticas similares, mas que diferem no nvel de contaminantes presentes no ambiente. Situao 1 soldagem de ao inoxidvel, ao ar livre, com eletrodo revestido: Limite de exposio (TLV) do Cromo: 0,5mg/m Medio de ndice de Cromo no ambiente: 2mg/m Fator de Proteo calculado: 2/0,5 = 4 EPR apropriado: pea semifacial filtrante (mscara descartvel) - FPA=10 Situao 2 soldagem de ao inoxidvel, em ambiente fechado, com eletrodo revestido: Limite de exposio (TLV) do Cromo: 0,5mg/m Medio de ndice de Cromo no ambiente: 8mg/m Fator de Proteo calculado: 8/0,5 = 16 EPR apropriado: respiradores com aduo de ar motorizado ou de linha de ar comprimido FPA = 25
Tabela II
Tipo de coberturas das vias respiratrias Tipo de respirador
Com vedao facial Pea semifacial(b) A - Puricador de Ar - No motorizado - Motorizado B - De aduo de ar B1 - Linha de ar comprimido - De demanda sem presso positiva - De demanda com presso positiva - De uxo contnuo B2 - Mscara autnoma (circuito aberto ou fechado) - De demanda sem presso positiva (c) - De demanda com presso positiva Pea fcil inteira 100 1000(d) Sem vedao facial Capuz e capacete -------1000 Outros
10 50
-------25
10 50 50
100 1000 1000
---------1000
-----------25
10 ------
100 (e)
----------
a) O Fator de Proteo Atribudo (FPA) no aplicvel para respiradores de fuga. b) Inclui a pea quarto facial, a pea semifacial filtrante e as peas semifaciais de elastmeros. c) A mscara autnoma de demanda no deve ser usada para situaes de emergncia, como de incndios. d) Os Fatores de Proteo apresentados so de respiradores com filtros P3 ou sorbentes (cartuchos qumicos pequenos ou grandes). Com filtros classe P2, deve-se usar Fator de Proteo Atribudo 100, devido s limitaes do filtro. e) Embora esses respiradores de presso positiva sejam considerados os que proporcionam maior nvel de proteo, alguns estudos que simulam as condies de trabalho concluram que nem todos os usurios alcanaram o Fator de Proteo 10.000. Com base nesses dados, embora limitados, no se pode adotar um Fator de Proteo definitivo para esse tipo de respirador. Para planejamento de situaes de emergncia, em que as concentraes dos contaminantes possam ser estimadas, deve-se usar um Fator de Proteo Atribudo no maior que 10.000.
ABRIL
13
2010
67
Proteo do soldador
Alm dos Fatores de Pproteo intrnsecos de cada tipo de EPR, outros devem ser considerados para a correta seleo destes equipamentos: A natureza do trabalho a ser realizado e o tempo de exposio ao contaminante Trabalhos que exijam movimentao brusca, grandes esforos ou grandes deslocamentos podem limitar as opes de EPR adequados. O tempo de exposio do trabalhador ao ambiente contaminado deve tambm ser levado em considerao. A facilidade de adaptao do trabalhador ao EPR Mscaras semifaciais filtrantes (descartveis ou no) ou faciais inteiras funcionam por presso negativa, ou seja, o ar sugado do ambiente atravs do filtro pela respirao do usurio. Isso pode causar uma sensao de sufocamento e desconforto no usurio, reduzindo a sua produtividade. Respiradores com aduo de ar, por outro lado, trabalham com presso positiva, e proporcionam uma sensao de conforto muito maior, custa de algum incmodo causado pelo uso do aparelho. A qualidade da vedao do EPR face do trabalhador O formato do rosto, cicatrizes, barba, uso de culos, posicionamento correto da mscara so fatores que afetam a qualidade da vedao da mscara face do usurio. Principalmente nas mscaras que operam por presso negativa, este um dos pontos mais crticos para a correta proteo do usurio, pois a ocorrncia de folgas entre a mscara e a face do usurio permite a entrada do ar contaminado e invalida completamente o uso do EPR. Investimento e custo de operao A necessidade de uso constante de EPR representa um custo considervel para as empresas, que naturalmente procuram solues que possam minimizar esta despesa. No entanto, esta busca pela reduo de custo deve ser sempre balizada pelo nvel de proteo requerido pela aplicao, sob o risco de a empresa ser responsabilizada pelas autoridades por descumprimento das normas de segurana do trabalho. Assim sendo, o uso de mscaras mais caras com melhor desempenho ou de aparelhos mecanizados mais sofisticados justifica-se em funo dos custos muito superiores que podem advir de uma autuao da fiscalizao.
Classes dos elementos filtrantes
Existem trs classes de elementos filtrantes adequados para a filtragem de partculas slidas ou lquidas (ou ambas) do ar contaminado. Eles so classificados de acordo com a NBR 13697:1996, como segue: Classe P1: indicados para remoo de partculas slidas em suspenso, como ps e poeiras, geradas mecanicamente.* Classe P2: indicados para remoo de partculas slidas (subclasse L) ou slidas e lquidas (subclasse SL), geradas mecanicamente ou termicamente, como fumos de soldagem. Classe P3: indicados para todos os tipos de particulados, incluindo materiais altamente txicos, como berlio, mangans e outros metais pesados.
Tabela III
Guia para a seleo de respiradores para soldagem/corte (*) Solda em ao doce Metais galvanizados Ao inoxidvel Alumnio TIG/MIG Metais pintados em reas ventiladas Desmanches de estrutura em ao pintada
Classe P2 x x
Classe P3 x x x x
x x
x x
(*) Note que filtros P1 no so adequados para aplicaes de soldagem e corte. Os elementos filtrantes podem, ainda, conter ou ser combinados com filtros de carvo ativado, destinados a eliminar odores desagradveis do ar ambiente.
Gerenciamento do uso de EPR
A seleo e o gerenciamento do uso de EPR devem ser conduzidos por profissional habilitado, com conhecimentos especficos e capaz de identificar os elementos contaminantes presentes no ambiente de trabalho e de adequar o uso do EPR s condies especficas do trabalho e do usurio. O Ministrio do Trabalho e Emprego, atravs do Fundacentro, publicou um manual com recomendaes para a seleo e o uso de equipamentos de proteo respiratria (disponvel para download no site do Fundacentro). Este trabalho recomenda, entre outras aes:
68
ABRIL
13
2010
Proteo do soldador
OrigoTech + OrigoAir
Definio de uma pessoa responsvel pela administrao do Programa de Proteo Respiratria na empresa. Definio de procedimentos operacionais escritos quanto ao processo de seleo e uso de EPR. Avaliao das limitaes fisiolgicas ao uso de EPR e sua adaptao s condies reais de trabalho. Seleo de EPR de acordo com a natureza do trabalho desenvolvido, dos riscos a que o trabalhador est exposto e das caractersticas tcnicas do equipamento. Treinamento dos usurios visando a garantir o correto uso dos EPR adequados a cada situao de trabalho e funo na empresa. Realizao de ensaios de vedao, visando a garantir o correto funcionamento dos EPR para cada usurio em particular. Gerenciamento da reposio, limpeza e manuteno (quando for o caso) dos EPR. Fiscalizao do uso correto dos EPR por todos os trabalhadores expostos a riscos de natureza respiratria.
capacidade (tipos P2, P2 com remoo de odores e P3), complementados por um prfiltro destinado reteno de partculas maiores e a aumentar a vida til do filtro principal. A traqueia de conexo com a mscara de proteo feita em material de alta resistncia, e pode ser usada em conjunto com a capa de proteo em tecido resistente aos respingos de solda. A touca incorporada mscara feita em tecido resistente aos respingos de solda e proporciona tima vedao e conforto para o usurio. ESAB OrigoAir+ESAB OrigoTech ESAB OrigoAir um respirador de aduo de ar motorizado de alta performance e baixo custo, para ser usado em conjunto com as mscaras ESAB OrigoTech. Esta combinao possibilita uma soluo extremamente econmica para a proteo do soldador, garantindo conforto e segurana por mais de 8 horas de operao contnua. O corpo em ABS injetado super-resistente e o filtro de alta capacidade com troca facilitada formam um conjunto leve e confortvel, que apresenta pouca interferncia na movimentao do soldador. Fornecida completa, com filtro tipo P2, traqueia e capa de proteo resistente aos respingos de solda. A touca incorporada mscara feita em tecido resistente aos respingos de solda e proporciona tima vedao e conforto para o usurio. ESAB Air+Protetor Facial ESAB O conjunto composto pelos respiradores ESAB Air e Protetor Facial ESAB com capuz indicado para aplicaes em que o trabalhador esteja exposto a ambiente contaminado com excesso de ps e poeiras. Proporciona extremo conforto ao usurio, sem a sensao de fadiga normalmente associada ao uso de mscaras descartveis, e com a mais completa garantia de proteo efetiva contra os elementos contaminantes presentes no ambiente. O protetor facial com capuz incorporado resistente e confortvel, proporcionando ampla viso e proteo total para a face, podendo ser usado com pelculas de proteo descartveis para proteo contra riscos e arranhes. especialmente indicado para aplicao em trabalhos em minerao, siderrgicas, metalrgicas, pedreiras, silagem, agricultura e manipulao de ps em geral.
Linha de Respiradores Motorizados ESAB
A ESAB oferece mundialmente o que h de mais avanado em matria de respiradores de aduo de ar motorizados, para uso em conjunto com as mscaras para proteo de soldagem ESAB NewTech e OrigoTech, bem como para uso com protetores faciais em ambientes com contaminao por ps e poeiras em suspenso. ESAB Air+ESAB NewTech Disponvel em dois modelos, ESAB Air 160 e ESAB Air 200, usado em combinao com as mscaras ESAB NewTech. Seu corpo em ABS injetado, praticamente inquebrvel, leve, confortvel e anatmico, proporciona mais de oito horas de operao contnua, alimentado por bateria recarregvel de alto desempenho, sem efeito memria. O modelo Air 160 fornece 160 litros de ar por minuto (valores tpicos), com controle de fluxo visual. O modelo Air 200 fornece 200 litros de ar por minuto, com controle eletrnico do nvel de carga da bateria e de entupimento do filtro. Os dois modelos possuem cinto ajustvel com almofada de conforto e utilizam filtros de alta
ABRIL
13
2010
69
Correio Tcnico
Caracterizao de juntas de tubos inoxidveis supermartensticos soldados com consumveis Superduplex 2509
Ronaldo Cardoso Junior Consultor Tcnico ESAB Brasil Agnaldo Vasconcelos Silva e Ricardo Rodrigues Silva V&M do Brasil Paulo J. Modenese Universidade Federal de Minas Gerais Departamento de Engenharia Metalrgica e de Materiais
o cenrio mundial do mercado de leo e gs, existe, atualmente, uma tendncia de explorao de reservas que, no passado, no ofereciam retorno devido s condies adversas de explorao. Dentre as principais dificuldades encontradas, pode ser citada a presena de contaminantes como o gs carbnico (CO2) e gs sulfdrico (H2S). Alm desta, destacam-se tambm altas temperatura e presses, profundidade dos poos, incluindo camadas de sal, e a distncia que se encontram da costa. Os aos inoxidveis martensticos, comumente chamados na indstria de leo e gs de 13Cr, so usados h algum tempo como tubos de produo (tubing), onde existe principalmente uma concentrao alta de CO2 [1]. Entretanto, esses aos martensticos convencionais no apresentam boa soldabilidade e so, portanto, limitados a aplicaes line pipe em que a soldagem no necessria. Para garantir uma melhor performance, novas geraes de aos martensticos foram desenvolvidas, dentre as quais se encontra o ao inoxidvel supermartenstico (SuperMartensitic Stainless Steel SMSS). Este novo modelo de liga garante uma melhoria nas propriedades mecnicas e resistncia corroso quando comparado aos aos inoxidveis martensticos convencionais, alm de apresentar melhor soldabilidade. Outro fator de suma importncia o custo
desses materiais. Os aos inoxidveis supermartensticos so uma alternativa de menor custo quando comparados aos aos inoxidveis duplex [2-7]. Como consequncia dessas caractersticas, esses tm sido muito procurados pelas industrias petrolferas no mercado nacional e internacional como uma alternativa para aplicao em linhas de conduo em que a soldagem extremamente importante. Os aos inoxidveis supermartensticos so caracterizados com base no sistema Fe-Cr-Ni-Mo, possuindo baixos teores de C, N, P e S. Classificam-se em trs classes: baixo teor de Cr, Ni e Mo (11%Cr, 2,5%Ni, 0,1%Mo); mdio teor de Ni e Mo (12%Cr, 4,5%Ni e 1,5%Mo); alto teor de Ni e Mo (12%Cr, 6,5%Ni e 2,5%Mo) [8]. Nota-se que modificaes na composio qumica desses materiais foram realizadas de forma a melhorar a perfomance da liga no que diz respeito a soldabilidade, resistncia a corroso e propriedades mecnicas. O conceito bsico para melhorar a resistncia corroso generalizada e localizada aumentar o teor de cromo efetivo na matriz, reduzindo o teor de carbono. A adio de cromo pode favorecer a formao de ferrita delta e somente uma faixa relativamente restrita de composio garante uma microestrutura completamente martenstica, como mostrado na Figura 1. A adio de nquel estabiliza a austenita e no permite a presena de ferrita delta, embora em excesso leve presena de austenita
70
ABRIL
13
2010
Correio Tcnico
Figura 1: Evoluo da microestrutura em funo da composio na liga supermartenstica (baixo C-Fe-Cr-Ni-Mo) [1]
temperatura ambiente, porque a temperatura final de transformao (Mf) passa a ser abaixo da temperatura ambiente. Apesar de o molibdnio ser um elemento estabilizador da ferrita, abaixar a temperatura de incio de
Composio qumica (%)
corroso em ambientes contendo CO2 e H2S, alm de serem mecnicamente compatveis com o ao em questo. Os aos inoxidveis duplex, apesar de atenderem do ponto de vista de resistncia corroso, possuem propriedades mecnicas inferiores ao metal base [1]. Desta maneira, consumveis superduplex so usados, de forma a atender aos requesitos citados. Alm disso, arames tubulares de composio similar aos aos inoxidveis supermartensticos foram desenvolvidos com sucesso [9]. O presente trabalho ir apresentar um estudo da soldabilidade do ao inoxidvel supermartenstico em relao ao procedimento de soldagem (GTAW + FCAW), propriedades mecnicas, microestrutura e superfcie de fratura. Consumveis superduplex sero usados. Aspectos de corroso no sero avaliados no presente trabalho.
Materiais e Mtodos
A liga utilizada como metal base foi um ao inoxidvel martenstico, definido comercialmente como super 13Cr, cuja composio nominal 13% de Cr, 6% de Ni, 3% de Mo e C < 0,015%. Os tubos sem costura foram laminados na V&M do Brasil com 139,7 mm de dimetro externo e 10,54 mm de espessura de parede (139,7 x 10,54 mm). Aps laminao, a liga foi submetida a tratamento trmico de tmpera e revenimento e, em sequncia, foram retiradas as amostras para testes de soldagem e ensaios de laboratrio. A composio qumica do metal base apresentada na Tabela I. Foram preparados cinco pares de amostras para os testes de soldagem, sendo trs com chanfro em V (Figura 2a) e dois com chanfro em meio V (Figura 2b). Os detalhes da preparao so apresentados na Figura 2. A soldagem do passe de raiz e do segundo passe foi realizada utilizando-se o processo GTAW, e os demais passes foram soldados atravs do processo FCAW. O passe de raiz foi soldado de forma manual, enquanto os demais passes foram mecanizados, de maneira que toda a soldagem fosse realizada na posio plana. Para isso, foi utilizada uma mesa posicionadora que girava o tubo a uma velocidade constante,
Material Metal Base
C 0,012
Cr 12,09
Ni 5,89
Mo 1,83
Tabela I: Composio qumica do metal base
formao de martensita (Mi) e tornar a faixa de existncia da martensita mais estreita, a sua adio importante para aumentar a resistncia corroso generalizada e sob tenso (SSC). Com a diminuio do teor de carbono, uma melhora na soldabilidade do
Figura 2: Detalhe da preparao dos chanfros. a) Chanfro em meio V, 10,54mm, 30, r 1 a 2mm e a 5 mm; b) Chanfro em V, 10,54mm, 30, r 1 a 2mm e a 5 mm
ao esperada. Alm disso, uma melhor resistncia corroso e uma melhor tenacidade podem ser conseguidas na junta soldada com essas alteraes do ao convencional para o ao super-martenstico, porque o aumento da dureza na ZTA restringido [1]. Para atender s necessidades da aplicao em line pipe, os consumveis de soldagem devem possuir elevada resistncia
ABRIL
13
2010
71
Correio Tcnico
enquanto a tocha de soldagem permanecia parada, conforme apresentado na Figura 3. Toda a soldagem foi realizada com uma fonte multi-processo sinrgica ESAB AristoPower 460, em conjunto com um controlador AristoPedant U8. Esse dispositivo permite a aquisio dos dados de soldagem, como corrente mdia, tenso mdia e tempo de arco aberto. Para o processo TIG, foram utilizadas varetas de ao inoxidvel superduplex de classificao EN ISO 14343 W 25 9 4 NL e nome comercial ESAB OK Tigrod 2509, e como gs de proteo foi usado argnio puro. J para o processo FCAW, foi utilizado o arame tubular flux cored ESAB OK Tubrod 14.28, que deposita um metal de composio similar a um AISI 2509. Como gs de proteo, foi usada uma mistura de 75% Ar e 25% CO2. A Tabela II apresenta a composio qumica tpica dos consumveis citados.
zona termicamente afetada (linha de fuso + 2mm - ZTA) e no metal de base, totalizando 24 testes. Para os demais testes, as juntas com chanfro em V foram utilizadas. O ensaio de microdureza foi realizado com carga de 1kgf e tempo de impresso de 5s. As medies foram feitas a cada 1mm a partir do centro do cordo de solda em direo ao metal de base, sendo possvel determinar o perfil de dureza Vickers da junta. As propriedades mecnicas da junta foram determinadas a partir de ensaios de trao em corpos de prova de seo retangular. Os testes foram realizados em triplicata. A anlise metalogrfica foi feita em todas as regies da junta, a fim de se avaliar os microconstituintes presentes e as possveis influncias nas propriedades mecnicas.
Resultados e Discusso
Os resultados dos ensaios de impacto em todas as regies da junta esto represenFigura 3: Montagem utilizada para mecanizao da soldagem
Material OK Tigrod 2509 OK Tubrod 14.28
Composio Qumica (%) C <0,02 0,03 Cr 25,00 25,20 Ni 9,80 9,20 Mo 4,00 3,90 Mn 0,40 0,90 Si 0,40 0,60 W < 1,00 Cu <0,03 N 0,25
A Tabela III apresenta os parmetros de soldagem utilizados em cada passe. Notase que, para as juntas em V, foram necessrios seis passes de solda (dois passes TIG e 4 passes FCAW), enquanto para as juntas em meio V foram necessrios apenas cinco passes, devido ao menor volume do chanfro. Pode-se observar que tais parmetros atendem aos requisitos da norma DNV OS F101 [10], em que o aporte trmico deve estar entre 0,5 e 2,8 kJ/mm. A velocidade de soldagem foi considerada constante, independente da variao do dimetro existente do passe mais interno para o passe de acabamento. A distncia da pea ao bico de contato foi mantida constante em 18mm para soldagem FCAW. Para avaliao da tenacidade por meio do ensaio Charpy, as juntas com chanfro em meio V foram utilizadas. Os ensaios foram realizados em triplicata a 0C e -40C, na zona fundida (ZF), na linha de fuso (LF), na
tados na Figura 4. Para as duas temperaturas avaliadas (0C e -40C), observa-se um aumento da energia absorvida da zona fundida para o metal de base, sendo que todos os valores esto acima do que e especificado pela DNV-OS-F101, que exige que a energia absorvida de cada ponto individual deve ser maior que 45J e a mdia deve ser
Tabela II. Composio qumica tpica dos consumveis utilizados. Valores de catlogo
Tabela III. Parmetros de soldagem
Passe 1 (Raiz) 2 3 4 5 6(b)
Processo GTAW GTAW FCAW FCAW FCAW FCAW
Corrente (A) 132 8 195 3 200 2 205 5 204 5 210 9
Tenso (V) 11,7 0,8 13,3 0,5 29,9 0,2 29,7 0,2 29,8 0,1 29,8 0,1
Velocidade (cm.min-1) N.A. (a) 13 36 36 36 36
Aporte Trmico (kJ.mm-1)
N.A. (a) 1,20 0,06 1,00 0,01 1,02 0,02 1,01 0,02 1,04 0,04
(a) No se aplica. A soldagem do passe de raiz foi feita manualmente com diversos cordes de solda, no sendo determinada a velocidade de soldagem. (b) Aplicvel apenas s juntas com chanfro em V.
72
ABRIL
13
2010
Correio Tcnico
maior que 60J a 0C. Nos aos inoxidveis supermartensticos ligados ao Ti, os precipitados Ti(C,N) agem como sorvedouros dos tomos de C e N, impedindo a sua presena em soluo slida na austenita e, desta
Figura 4: Resultado dos ensaios charpy para as diversas regies da junta
a)
b)
Figura 5: Superfcie de fratura do corpo de prova de impacto ensaiado a 40C. a) Representa a ZF; b) Representa a ZTA Dureza HV da junta soldada (Super 13 Cr)
BM
BM
Distncia do centro da Zona Fundida (mm)
Externo Interno
Figura 6: Perfil de dureza no lado interno e externo do cordo de solda
forma, reduzindo o endurecimento aps a transformao martenstica, alm de manter uma estrutura fina. Estes efeitos seriam os principais responsveis pela manuteno de uma boa tenacidade [1]. A Figura 5 representa a superfcie de fratura observada nos corpos de prova de impacto retirados nas ZF e ZTA e ensaiados a -40C. Em ambas as regies, observa-se a presena de microcavidades (dimples) caractersticas de fratura dctil. Com os altos valores de impactos obtidos, mesmo em temperaturas baixas e uma superfcie de fratura dctil, pertinente dizer que o material apresenta uma boa capacidade de absoro de energia. O perfil de dureza obtido ao longo de toda a junta soldada (MB, ZTA e ZF) mostrado na Figura 6. A regio termicamente afetada apresentou maiores valores para dureza em comparao com o metal base e a zona fundida. Resultado similar foi constatado tambm por Kondo et al. [1]. Estas duas regies apresentaram valores de dureza abaixo de 300 HV, ou seja, em acordo com a especificao da DNV-OS-F101 [10]. Na ZTA, a dureza atinge um valor mximo de 340 HV. O aumento observado em relao ao metal base pode ser atribudo formao de microconstituintes de elevada dureza, formados a partir de regies aquecidas acima de Ac1 e resfriadas rapidamente. Entre 700 e 1.200C, aproximadamente, o material entra no campo monofsico austentico, transformando-se em martensita no revenida no resfriamento. A presena de uma maior quantidade de carbono em soluo slida pode tambm ter contribudo para a maior dureza da ZTA. razovel pensar que, na regio da ZTA, logo aps a linha de fuso, seja formada uma regio de dureza maior devido maior presena de carbono em soluo, porque nesta faixa de temperatura uma quantidade relevante dos precipitados pode ter se dissolvido. Nveis de carbono abaixo de 0,015% (o que atendido pelo metal base usado) so favorveis resistncia corroso na ZTA, sem a necessidade de tratamento trmico aps a soldagem [1]. Valores de dureza acima de 350 HV no so considerados ideais para se obter uma adequada resistncia corroso sob tenso [11].
Dureza HV (externo)
Dureza HV (ixterno)
ABRIL
13
2010
73
Correio Tcnico
Amostra 1 2 3 Especicao DNV-OS-F101
Limite de Escoamento (MPa) 704 734 736 > 550
Limite de Resistncia (MPa) 891 917 917 > 700
Alongamento (%) 23 23 21 > 20
Limite de Escoamento/ Limite de Resistncia 0,79 0,80 0,80 < 0,92
Nos ensaios de trao, as fraturas ocorreram sempre no metal base com valores dentro do esperado para esse material (classe X80), como mostrado na Tabela IV. A superfcie de fratura de um dos corpos de prova de trao est representada na Figura 7. Observa-se a presena de uma fratura completamente dctil similar j observada nos corpos de prova de ensaio charpy. O metal de base, como mostrado na Figura 8, apresenta uma matriz formada por martensita revenida e uma grande quantidade de carbonitretos de titnio. Estes precipitados so formados em altas temperaturas, em grande parte antes e durante a solidificao, e apresentam um tamanho grosseiro sem grande capacidade de aumentar a resistncia mecnica do material. A Figura 9a apresenta a macrografia da junta soldada, enquanto a Figura 9b revela a microestrutura da zona fundida. Neste caso, a solidificao ocorre somente com a formao de ferrita. A austenita formada na matriz de ferrita j completamente solidificada, nucleando nos contornos de gro da ferrita, em diferentes formas, predominantemente na forma de placas. Esta estrutura tpica de uma zona fundida de ao inoxidvel superduplex. Com relao s fases presentes no metal de solda, observa-se a presena da austenita alotriomorfa, que o primeiro constituinte a se formar durante o resfriamento aps a solidificao nos contornos de gro da ferrita. formada ainda em altas temperaturas. Outro constituinte presente a austenita de Widmnstatten. Esta se forma em temperaturas inferiores ao anterior e se constitui de placas paralelas que nucleiam nos contornos de gro da ferrita delta ou da austenita alotriomorfa pr-existente e crescem ao longo de planos bem definidos da matriz. A figura apresenta tambm a pre-
sena da austenita intergranular. Se a ferrita tiver um tamanho de gro muito maior que a austenita que est sendo formada nos seus contornos e houver stios para nucleao intergranular, gros de austenita podem ser formados no interior da ferrita. A Figura 10 apresenta a transio entre o 2 passe (processo GTAW) e o 3 passe (FCAW), Figura 10a, e a transio entre o 5 e 6 passe pelo processo FCAW (Figura 10b). Pode ser observada uma maior quan-
Tabela IV: Propriedades mecnicas da junta soldada
Figura 7: Superfcie de fratura do corpo de prova de trao
Precipitados de Ti Ti (CN)
Figura 8: Microestrutura do metal base. a) 200x b) 500x (microscopia tica) c) 3000x d) composio qumica do precipitado (microscopia eletrnica de varredura e EDS)
74
ABRIL
13
2010
Correio Tcnico
tidade de austenita nos primeiros cordes de solda. Nas soldagens multipasse, isso pode ser explicado pelo aquecimento e reaquecimento devido deposio de cordes subsequentes. Em contrapartida, importante salientar que, nesta regio, h maior susceptibilidade de formao de fases intermetlicas que podem causar fragilizao [12]. Nos aos supermartensticos, a ZTA tende a apresentar uma elevada complexidade, mesmo em soldagem com passe nico. A mesma pode apresentar vrias regies com diferentes constituintes, que podem influenciar nas propriedades da junta soldada. A Figura 11 apresenta uma micrografia da ZTA formada em elevadas temperaturas durante
o ltimo passe. A regio de granulao grosseira (GGZTA), localizada junto linha de fuso, corresponde normalmente a pores do metal base aquecidas acima da temperatura de crescimento de gro, tendo uma microestrutura caracterizada pelo seu elevado tamanho de gro. Por apresentar claramente o tamanho de gro maior que as demais regies, possvel que o material tenha se ferritizado completamente no aquecimento. Essa formao de gros grosseiros ocorre acima de 1.400C, regio de obteno da ferrita. Normalmente, a regio mais problemtica da ZTA, apresentando perda de tenacidade e local propcio para a formao de trincas. A regio de granulao fina (GFZTA) situa-se um pouco mais afastada
Intragranular
Widmnstatten Alotriomorfa Figura 9: a) Macrografia da regio soldada; b) Microestrutura da Zona fundida (ltimo passe FCAW 200x) 3 passe FCAW 6 passe FCAW
3 passe TIG
5 passe FCAW
Figura 10: a) interface entre 2 (GTAW) e 3 passe (FCAW); b) interface entre 5 e 6 passe (FCAW)
GFZTA GFZTA GGZTA ZF GGZTA
Figura 11: Microestrutura da ZTA a)100x b) 200x
ABRIL
13
2010
75
Correio Tcnico
da linha de fuso. Esta caracterizada por uma estrutura de granulao fina que pode conter uma estrutura bifsica com a presena de ferrita e austenita, sendo formada em temperaturas entre 1.200C e 1.400C, e normalmente no uma regio muito problemtica [13]. Na soldagem multipasses, a estrutura da ZTA torna-se ainda mais complexa devido influncia, sobre um dado passe, dos ciclos trmicos devidos aos passes posteriores. As partes das diferentes regies da ZTA de um passe que so alteradas por passes seguintes podem ser consideradas como sub-regies. Essa complexidade no ser discutida no presente trabalho.
Concluses
Os resultados deste trabalho permitem apresentar as seguintes concluses com relao soldagem de tubos de ao inoxidvel supermartenstico: Para as condies de soldagem utilizadas (metal de adio superduplex, soldagem GTAW na raiz e FCAW no enchimento, energia de soldagem prxima de 1,0 kJ/ mm), as juntas apresentaram propriedades de trao, impacto e dureza. Todas de acordo com as especificaes da DNV-OSF101 OFFSHORE STANDARD. Para todas as condies de ensaio mecnico utilizadas, a fratura ocorreu sempre no metal base de forma dctil, com a formao de microcavidades. A microestrutura da ZF apresentou uma matriz de ferrita com austenita em diferentes morfologias: Widmanstatten; alotriomorfa e intragranular. Nos primeiros passes, observa-se uma menor quantidade de ferrita devido ao reaquecimento pelos passes subsequentes. A microestrutura da ZTA formada em alta temperatura apresenta uma regio de granulao grosseira (GGZTA) e uma regio de granulao fina (GFZTA).
Referncias Bibliogrficas
[1] KONDO, K., OGAWA, K., AMAYA, H., UEDA, M., OHTANI, H. Development of weldable Super 13Cr Martensitic Stainless Steel for flowline. International offshore and Polar Engineering Conference. 2002.
[2] P.S. JACKMAN, H. EVERSON, Corrosion 95, Paper n. 95. NACE International, Houston, USA, 1995. [3] H. VAN DER WINDEN, P. TOUSSAINT, L. COUDREUSE. Proceedings of the Supermartensitic Stainless Steels 2002, The Belgian Welding Institute, Brussels, Belgium, 34 October 2002. [4] J. Enerhaug and P. E. Kvaale, 1996, Qualification of welded super 13%Cr martensitic stainless steels for sour service applications. Proc. Materialdagen, 13 November 1996, Stavanger, Norway. [5] A.W. Marshall and J.C.M. Farrar, 1998,Welding of ferritic and martensitic 13%Cr steels. IIW Doc. IX-H 452-99. [6] J.C.M. Farrar and A.W. Marshall, 1998, Supermartensitic stainless steels overview and weldability. IIW Doc.IX-H 42398. [7] L. M. Smith and M. Celant, Martensitic stainless flowlines Do they pay?, Proc. Supermartensitic StainlessSteels99, May 1999, Brussels, Belgium, pp. 66-73. [8] RODRIGUES, C.A.D., DI LORENZO, P.L., SOKOLOWSKI, A., BARBOSA, B.C.A., ROLLO, C.J.M.D.A. Desenvolvimento do ao supermartenstico microlgado ao titnio. 60 congresso anual da ABM. 2005. [9] Karlsson et al.; Development of matching composition supermartensitic stainless steel welding consumables. Svetsaren, p.3-7, 1999. [10] DNV-OS-F101 OFFSHORE STANDARD. SUBMARINE PIPE LINE SYSTEMS. OCTOBER 2007. [11] SRINIVASAN,P,B., SHARKAWY, S, W., DIETZEL,W. Hydrogen assisted stresscracking behavior of electron beam welded supermartensitic stainless stell weldments. Material Sciense and Engineering. A 385 (2004) 6-12. [12] NUNES, E.B., MOTTA, M.F., ABREU, H.F.G., MIRANDA, H.C., FARIAS, J.P., JUNIOR, F.N.A. Influncia dos parmetros de soldagem na microestrutura e na microdureza na deposio de ao inoxidvel duplex. 64 Congresso Anual da ABM. 2009. [13] MODENESI, P.J., MARQUES,P.V., SANTOS,D.S., Introduo Metalurgia da soldagem. Universidade Federal de Minas Gerais. 2006.
76
ABRIL
13
2010
Preto e amarelo
ESAB Esporte Clube
oc j ouviu falar no ESAB Esporte Clube? Alm de ser cone em produtos de solda, a empresa tambm lembrada pelo seu desempenho no futebol na dcada de 1970: a equipe formada por colaboradores chegou a conquistar bons resultados e deixa saudades. Despretensiosamente, colaboradores reuniam-se para jogar uma bolinha nas horas vagas. Um dia, resolveram pedir apoio a Leif Gronstedt, ex-diretor da empresa, no patrocnio dos uniformes. Apaixonado pelo esporte, o diretor resolveu ir alm e comeou a investir na equipe: comprou o que foi pedido, comeou a arcar com as despesas de transporte para os locais de jogos, contratou um treinador e alugou uma casa que funcionava como concentrao. O investimento rendeu excelentes resultados: em toda a sua trajetria, o time chegou a disputar torneios importantes. Foi bicampeo da Copa Itatiaia e chegou
a participar da primeira diviso do Campeonato Mineiro durante trs anos seguidos, disputando contra Cruzeiro e Atltico. Minas Gerais acabou ficando pequeno e o ESAB Esporte Clube participou de competies com renomados clubes de outros Estados, como o Fluminense e o Vitria. Alm dos colaboradores, o time passou a receber jogadores que no eram da ESAB, como Evaldo e Natal, do Cruzeiro. Tambm exportou bons de bola, que seguiram a carreira como jogadores em pases como Estados Unidos e Japo. Com o crescimento do time, houve uma maior demanda da dedicao do tempo de dirigentes e colaboradores. Por isso, todos decidiram por encerrar a atividade. Mas todos consideram que tudo valeu muito: foram oito anos de dedicao e conquistas tanto do ESAB Esporte Clube quanto da empresa, que tambm consolidou seu nome no mercado por meio do futebol e tornou suas atividades ainda mais conhecidas.
ABRIL
13
2010
77
Preto e amarelo
78
ABRIL
13
2010
Crnica
Os Mestres do Metal
Srgio Tlio Caldas*
medida em que o velho txi avanava pelas pistas estreitas, serpenteando as montanhas andinas, Eugenio de La Serna se entusiasmava com a paisagem tomada por picos nevados e vales to profundos quanto distantes. Professor de Histria, Eugenio dirige seu txi como alternativa para complementar o salrio ganho nas salas de aula de uma universidade de Cuzco, no Peru. O professor-taxista um apaixonado pela cultura inca. Diante das grandiosas runas que se espalham pelo Vale Sagrado dos Incas, como o stio arqueolgico de Ollantaytambo (onde um forte em escombros recorda as derrotas sangrentas sofridas pelos espanhis diante dos guerreiros incas), Eugenio narra passagens histricas com tanta eloquncia que tenho a ntida impresso de estar diante de um sobrevivente inca. Se os incas pareciam poderosos aos olhos dos povos sulamericanos que os rodeavam, foi justamente porque eram considerados os mestres dos metais. Eugenio carrega nas mos uma cpia j surrada e traduzida para o espanhol de Les Incas, um estudo sobre os incas escrito pelo francs Henri Favre, um especialista em culturas latinoamericanas. Ouvindo as descries emocionadas do professor, caminhando pelas ancestrais terras incas e dando umas pinceladas no texto
do pesquisador francs, aprendo um bocado. Na imensido do Imprio Inca que durante seu apogeu, por volta de 1430, ocupou o sul da Colmbia, Equador, Peru, Bolvia, Chile e o norte da Argentina o uso do ferro era ignorado. No entanto, sua gente manejava com habilidade o ouro e a prata, alm do cobre, sabiamente ligado ao estanho para se obter o bronze. O povo inca tambm j fazia uso da platina, que a Europa s conheceria muito mais tarde, l pelo incio do sculo XVIII. Objetos confeccionados com esses metais, que se espalhavam desde os Andes para outros territrios do subcontinente, comprovavam o poderio inca. A regio andina tornara-se o centro metalrgico mais importante da Amrica pr-colombiana, e o Peru, o polo principal de toda a produo. Tamanha habilidade para lidar com os metais tem suas explicaes histricas, explica Eugenio, diante de antigas pea de metais do rico acervo do Museu Inca, em Cuzco. Povos que antecederam os incas, como os de Chavn e os Mochica, sabiam garimpar ouro no leito de rios, fundir metais em fornos a lenha para fazer os mais diversos objetos. Tambm sabiam elaborar ligas e soldagens. As ligas mais comuns eram preparadas base de ouro e de cobre; ouro e prata; cobre e prata; cobre e estanho; ou de cobre, ouro e prata fundidos em partes variveis. O professortaxista me conta que era hbito comum os incas incrustarem com pedras preciosas ou semipreciosas seus artefatos de metal. Apesar do progresso conquistado, a indstria metalrgica nos Andes sempre esteve orientada mais para fins ornamentais do que utilitrios. Os ferreiros incas dedicavam-se quase que exclusivamente a produzir placas ornamentais para cobrir as paredes de templos e palcios. A servio dos soberanos, tambm criavam peitorais, braceletes, colares e brincos, que serviam para diferenciar o status de quem os usava. Ao chegarem Amrica, os invasores europeus no titubearam em fundir em lingotes todo esse tesouro. Os espanhis no se contentaram em conquistar Cuzco. Eles derreteram a capital inca. * Autor dos textos do livro O Ofcio do Fogo.
Вам также может понравиться
- Techsus Catalogo 2012Документ60 страницTechsus Catalogo 2012LEODECIO BELO DE OLIVEIRA80% (5)
- Cobreq Catalogo Linha Pesada 2019Документ58 страницCobreq Catalogo Linha Pesada 2019LEODECIO BELO DE OLIVEIRAОценок пока нет
- Manual - ManutençãoДокумент8 страницManual - ManutençãoCarlos Rangel WiezelОценок пока нет
- Central Dosadora Modular F-40 ManualДокумент30 страницCentral Dosadora Modular F-40 ManualIvo Gaspar de Sousa NetoОценок пока нет
- Irma Cestari DestaqueДокумент1 страницаIrma Cestari DestaqueVebras Auto Peças LTDAОценок пока нет
- Catalogo Fibroplast Do Brasil 2015 WebДокумент56 страницCatalogo Fibroplast Do Brasil 2015 WebFabio PauletiОценок пока нет
- UTP 6020 eletrodo revestido aço alto limiteДокумент1 страницаUTP 6020 eletrodo revestido aço alto limiteJPJFОценок пока нет
- Laudo Strada RCS4J49Документ7 страницLaudo Strada RCS4J49Magno MaxОценок пока нет
- Boletim WA320Документ40 страницBoletim WA320Armando FelixОценок пока нет
- PRR Linha AranhaДокумент2 страницыPRR Linha AranhaGilvan JuniorОценок пока нет
- Catalogo Web2014Документ158 страницCatalogo Web2014Gilney PinheiroОценок пока нет
- Lista para Estoque Inicial w20fДокумент4 страницыLista para Estoque Inicial w20fNardine TRATOR PEÇASОценок пока нет
- 42 52 06 0224-Válvulas-FEV-2018Документ54 страницы42 52 06 0224-Válvulas-FEV-2018Gidione Bispo Vieira100% (1)
- Molas-Parabolicas Marchetti 2015Документ45 страницMolas-Parabolicas Marchetti 2015NILSON100% (2)
- TEK BOND Catalogo Geral 2020 PDFДокумент36 страницTEK BOND Catalogo Geral 2020 PDFPats Peças Tornearia Silveira100% (1)
- Catálogo Lang 2015 peças indústria mecânicaДокумент58 страницCatálogo Lang 2015 peças indústria mecânicaueidsonrodrigues100% (1)
- Catalago Baterias Cral 2011-2012 PDFДокумент40 страницCatalago Baterias Cral 2011-2012 PDFLuís CarlosОценок пока нет
- Catalogo Mercedes Molas FamaДокумент24 страницыCatalogo Mercedes Molas FamaDiego Junio FerreiraОценок пока нет
- 09122011-185304 - JOST Manual Aparelho de Levantamento B200Документ15 страниц09122011-185304 - JOST Manual Aparelho de Levantamento B200EnginerdouglasОценок пока нет
- Tipos de Suspensão AutomotivaДокумент15 страницTipos de Suspensão AutomotivaFELIPE CARVALHO DE CASTROОценок пока нет
- Tabela de Pre Os Colectores de Distribui o OrkliДокумент32 страницыTabela de Pre Os Colectores de Distribui o OrklilusaptОценок пока нет
- 09122011-181542 - JOST Boletim de Aplicacao e Modelos JSK 37 CXДокумент3 страницы09122011-181542 - JOST Boletim de Aplicacao e Modelos JSK 37 CXLeandro B. CastellanosОценок пока нет
- Serra Tico-Tico Velocidade Variável: Tipo 1Документ1 страницаSerra Tico-Tico Velocidade Variável: Tipo 1Oficina Motta EletrodomesticosОценок пока нет
- Máquinas do Vidro: Catálogo CompletoДокумент108 страницMáquinas do Vidro: Catálogo CompletoAbner Souza Dos SantosОценок пока нет
- Termo-Interruptor do Radiador VALCLEIДокумент17 страницTermo-Interruptor do Radiador VALCLEIAlan RossiОценок пока нет
- Pioneira em Nitretação de válvulasДокумент21 страницаPioneira em Nitretação de válvulasReinaldo ScianoОценок пока нет
- Filtros Parker RACORДокумент12 страницFiltros Parker RACORVictor FernandesОценок пока нет
- Catalogo Cartech MDДокумент12 страницCatalogo Cartech MDGeorge Wilson Diniz TavaresОценок пока нет
- Wayser fabricante de autopeças para veículos pesados e comerciaisДокумент98 страницWayser fabricante de autopeças para veículos pesados e comerciaisRonaldoОценок пока нет
- Análise de vibração de equipamentos em usina de JundiaíДокумент40 страницAnálise de vibração de equipamentos em usina de JundiaíjulianocorreamodenaОценок пока нет
- Fispq Lub Ind CLDM PDFДокумент7 страницFispq Lub Ind CLDM PDFCAGERIGOОценок пока нет
- Catalogo Bombas de Agua 2020 CompactДокумент136 страницCatalogo Bombas de Agua 2020 CompactMarcio ChОценок пока нет
- Meritor Catálogo AmortecedoresДокумент1 страницаMeritor Catálogo AmortecedoresLEODECIO BELO DE OLIVEIRAОценок пока нет
- Perfect Catalogo Tensionadores 2011/2012Документ10 страницPerfect Catalogo Tensionadores 2011/2012LEODECIO BELO DE OLIVEIRAОценок пока нет
- Encoder Linear FagorДокумент60 страницEncoder Linear FagorGeison BarrosoОценок пока нет
- Catalogo BiribaДокумент65 страницCatalogo BiribaSAYALA0% (1)
- Elementos de máquinas: apostila de professor sobre eletromecânicaДокумент156 страницElementos de máquinas: apostila de professor sobre eletromecânicaRenan GonçalvesОценок пока нет
- AET 188485.22 - Resolução 1 - 21Документ3 страницыAET 188485.22 - Resolução 1 - 21Leonilia MonteiroОценок пока нет
- Timken-2014pdf PDFДокумент420 страницTimken-2014pdf PDFAdrian BoacaraОценок пока нет
- Manual AT5000 ConstelattionДокумент34 страницыManual AT5000 Constelattionfigueirix601Оценок пока нет
- Catálogo Linha Pesada Amortecedores SACHSДокумент36 страницCatálogo Linha Pesada Amortecedores SACHSVitor J. MartinsОценок пока нет
- Sobre o FerroxДокумент4 страницыSobre o FerroxViniciux CardosoОценок пока нет
- 1271252-Cat Logo CGD 2016Документ20 страниц1271252-Cat Logo CGD 2016Paulo De Tarso Feitosa0% (1)
- Porta Escovas para Motores de PartidaДокумент122 страницыPorta Escovas para Motores de PartidaedilsonОценок пока нет
- Catálogo de produtos de tecnologia eletrônica automotivaДокумент22 страницыCatálogo de produtos de tecnologia eletrônica automotivasergiodtmОценок пока нет
- Trabalho Oficina MecanicaДокумент8 страницTrabalho Oficina MecanicaGabrielle MagalhãesОценок пока нет
- Polias para veículos: catálogo Triade 2022Документ91 страницаPolias para veículos: catálogo Triade 2022Suplauto vendasОценок пока нет
- Catálogo CamprismaДокумент46 страницCatálogo CamprismaTopcar SuspensãoОценок пока нет
- Atacama Smart 2200Документ9 страницAtacama Smart 2200Joao LoboОценок пока нет
- Catalogo Roda ZMДокумент220 страницCatalogo Roda ZMhugoОценок пока нет
- 05 - Catalogo Volvo PDFДокумент2 страницы05 - Catalogo Volvo PDFAntonioSirleneRibeiro100% (1)
- Sachs Informativo 25 - MBB - OF-1418 - G60Документ2 страницыSachs Informativo 25 - MBB - OF-1418 - G60LEODECIO BELO DE OLIVEIRAОценок пока нет
- 00000142Документ323 страницы00000142Helder Martins100% (1)
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoОт EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoОценок пока нет
- Medidores de vazão baixaДокумент2 страницыMedidores de vazão baixaJoão Diego FeitosaОценок пока нет
- Exaustor - Ficha Tecnica e Curva mcq200Документ1 страницаExaustor - Ficha Tecnica e Curva mcq200João Diego FeitosaОценок пока нет
- Exaustor - Ficha Tecnica e Curva mcq190m2Документ1 страницаExaustor - Ficha Tecnica e Curva mcq190m2João Diego FeitosaОценок пока нет
- Caracterização de partículas em sistemas particulados e fluidodinâmicosДокумент39 страницCaracterização de partículas em sistemas particulados e fluidodinâmicosJoão Diego FeitosaОценок пока нет
- Roscas ConicasДокумент1 страницаRoscas ConicasPaulo Henrique NascimentoОценок пока нет
- ACO - 005 - CatalogoAcotubo - Mini - Barras Redonda TarugoДокумент14 страницACO - 005 - CatalogoAcotubo - Mini - Barras Redonda TarugoMarcosОценок пока нет
- Schneider Tabela Selecao 2019Документ112 страницSchneider Tabela Selecao 2019João Diego FeitosaОценок пока нет
- Combustão em Leito Fluidizado de Combustíveis Sólidos AlternativosДокумент52 страницыCombustão em Leito Fluidizado de Combustíveis Sólidos AlternativosJoão Diego FeitosaОценок пока нет
- Schneider Tabela Selecao 01-2019 Rev07 Web PDFДокумент96 страницSchneider Tabela Selecao 01-2019 Rev07 Web PDFJéssica Alves0% (1)
- COMBUSTÍVEISДокумент6 страницCOMBUSTÍVEISJoão Diego FeitosaОценок пока нет
- Avaliação de caldeiras híbridas a biomassaДокумент11 страницAvaliação de caldeiras híbridas a biomassaJoão Diego FeitosaОценок пока нет
- Fluidização LodoДокумент22 страницыFluidização LodoJoão Diego FeitosaОценок пока нет
- 13 - Transporte de SólidosДокумент26 страниц13 - Transporte de SólidosMiguelLorenzzoOliveiraОценок пока нет
- Catalogo Barras e Perfis PDFДокумент8 страницCatalogo Barras e Perfis PDFmatheus3mОценок пока нет
- Parafusos Inox em GeralДокумент53 страницыParafusos Inox em GeraladencoОценок пока нет
- Atributos Físicos Do Solo - Adubado Com Lodo de Esgoto e Silicato de Cálcio e MagnésioДокумент8 страницAtributos Físicos Do Solo - Adubado Com Lodo de Esgoto e Silicato de Cálcio e MagnésioJoão Diego FeitosaОценок пока нет
- Catalogo Oring 001 05 BRДокумент32 страницыCatalogo Oring 001 05 BRMARCO.S.X7952Оценок пока нет
- Fundamentos de FluidizaçãoДокумент26 страницFundamentos de FluidizaçãoJoão Diego FeitosaОценок пока нет
- Combust ÃoДокумент10 страницCombust Ão69x4Оценок пока нет
- Raciocínio Lógico e MatemáticaДокумент8 страницRaciocínio Lógico e MatemáticaAna Paula DomeneguetteОценок пока нет
- 13 - Transporte de SólidosДокумент26 страниц13 - Transporte de SólidosMiguelLorenzzoOliveiraОценок пока нет
- Tese - MODELAGEM FLUIDODINÂMICA DO BAGAÇO DE CANA-DE-AÇÚCAR PROJETO DE GASEIFICADOR DE LEITO FLUIDIZADO BORBULHANTEДокумент181 страницаTese - MODELAGEM FLUIDODINÂMICA DO BAGAÇO DE CANA-DE-AÇÚCAR PROJETO DE GASEIFICADOR DE LEITO FLUIDIZADO BORBULHANTEJoão Diego FeitosaОценок пока нет
- Determining the equilibrium moisture content of sewage sludge through thermal dryingДокумент163 страницыDetermining the equilibrium moisture content of sewage sludge through thermal dryingJoão Diego FeitosaОценок пока нет
- WEG Motores de Inducao Alimentados Por Inversores de Frequencia PWM 50029351 Artigo Tecnico Portugues BR PDFДокумент36 страницWEG Motores de Inducao Alimentados Por Inversores de Frequencia PWM 50029351 Artigo Tecnico Portugues BR PDFWalter AguiarОценок пока нет
- Lodo de EsgotoДокумент39 страницLodo de EsgotoJoão Diego FeitosaОценок пока нет
- WEG Motores de Inducao Alimentados Por Inversores de Frequencia PWM 50029351 Artigo Tecnico Portugues BR PDFДокумент36 страницWEG Motores de Inducao Alimentados Por Inversores de Frequencia PWM 50029351 Artigo Tecnico Portugues BR PDFWalter AguiarОценок пока нет
- Combustão da biomassaДокумент41 страницаCombustão da biomassaHugo SimõesОценок пока нет
- Problema e ProblemáticaДокумент14 страницProblema e ProblemáticaLuiziane Silva100% (2)
- D&D - Caixa Preta - Livro de Aventuras - Biblioteca Élfica PDFДокумент113 страницD&D - Caixa Preta - Livro de Aventuras - Biblioteca Élfica PDFraphaelОценок пока нет
- 00 Livro Redacao Cientifica PDFДокумент44 страницы00 Livro Redacao Cientifica PDFAna Rodrigues BeserraОценок пока нет
- Dicionario DadosДокумент8 страницDicionario Dadosrbertsilver04Оценок пока нет
- Autoparts Catalogo Linha Leve 2020Документ20 страницAutoparts Catalogo Linha Leve 2020LEODECIO BELO DE OLIVEIRAОценок пока нет
- Ensino de associação Som-Comida em rato virtualДокумент4 страницыEnsino de associação Som-Comida em rato virtualHellen JordanОценок пока нет
- Catalogo HJ VariedadesДокумент66 страницCatalogo HJ VariedadesobarataosuperОценок пока нет
- Relatorio 1 - Inorganica IIДокумент1 страницаRelatorio 1 - Inorganica IIElizael De Jesus GonçalvesОценок пока нет
- 25 ideias marketing insufláveisДокумент11 страниц25 ideias marketing insufláveisBiznicheОценок пока нет
- Sobe o PerdãoДокумент30 страницSobe o PerdãoAp.Ocenildo cariocaОценок пока нет
- Exercicios Com Numeros ComplexosДокумент3 страницыExercicios Com Numeros Complexosnelson de oliveiraОценок пока нет
- Fispq HLP68Документ9 страницFispq HLP68heberheromОценок пока нет
- Erro Avaliação EscolarДокумент11 страницErro Avaliação EscolarEvandro Scarpati100% (1)
- Estudando - Empreendedorismo - Prime CursosДокумент6 страницEstudando - Empreendedorismo - Prime CursosramalhoОценок пока нет
- Revestimento epóxi anticorrosivo de alto sólidosДокумент2 страницыRevestimento epóxi anticorrosivo de alto sólidosHelton JhonisОценок пока нет
- Qual A Possível Relação Entre A Decadência Da Função Paterna Na Infância Com O Desrespeito Do Indivíduo Às Leis de Trânsito Quando Adulto?Документ33 страницыQual A Possível Relação Entre A Decadência Da Função Paterna Na Infância Com O Desrespeito Do Indivíduo Às Leis de Trânsito Quando Adulto?RosianeОценок пока нет
- Esquema Eletrico Gol Geração 4Документ7 страницEsquema Eletrico Gol Geração 4LUCAS ALVESОценок пока нет
- A Palavra FilosofiaДокумент2 страницыA Palavra FilosofiaRoberio OliveiraОценок пока нет
- 7 Dicas para Afiliacao Comecando Do ZeroДокумент23 страницы7 Dicas para Afiliacao Comecando Do ZeroDANTE 30Оценок пока нет
- O Processo de Crescimento em Gestalt-TerapiaДокумент120 страницO Processo de Crescimento em Gestalt-TerapiaStephanie CristinaОценок пока нет
- Nobreak SMS Sinus Triad 1200VAДокумент6 страницNobreak SMS Sinus Triad 1200VAFabio CesarОценок пока нет
- Caustificação ResumoДокумент4 страницыCaustificação ResumoPedro BorgesОценок пока нет
- Ultra Accelerated PortuguesДокумент3 страницыUltra Accelerated PortuguesDiceDemon100% (1)
- Concurso Receita Federal 2014Документ131 страницаConcurso Receita Federal 2014Pedro Henrique Vieira da RosaОценок пока нет
- Formação Internacional em CoachingДокумент160 страницFormação Internacional em CoachingIzaque Moulaz100% (3)
- Matemática - Lista de exercícios sobre números inteirosДокумент1 страницаMatemática - Lista de exercícios sobre números inteirosDasgoodОценок пока нет
- NBR 8216 1983 - Irrigac+úo e Drenagem PDFДокумент17 страницNBR 8216 1983 - Irrigac+úo e Drenagem PDFCelsoNovaesОценок пока нет
- Padrao de CoresДокумент3 страницыPadrao de CoresÉrick Bastos EmerichОценок пока нет
- Caderno de Questões Objetivas do Concurso Público para Auxiliar de Saúde BucalДокумент12 страницCaderno de Questões Objetivas do Concurso Público para Auxiliar de Saúde BucalRosi SilvaОценок пока нет
- Cadeias de referência e seus tiposДокумент2 страницыCadeias de referência e seus tiposAnonymous lSaukRMaОценок пока нет
- Fibonacci e ondas Elliott: padrões previsíveisДокумент16 страницFibonacci e ondas Elliott: padrões previsíveisJorge JuniorОценок пока нет
- O Guia Das Armas e Itens Mágicos de 3DДокумент9 страницO Guia Das Armas e Itens Mágicos de 3DPedro JonesОценок пока нет
- Coeficiente de VariaçãoДокумент10 страницCoeficiente de VariaçãoMARCELIA LOPES AZEVEDOОценок пока нет