Вам также может понравиться
- Training Manual Consepts of Steam Turbine MaintenanceДокумент102 страницыTraining Manual Consepts of Steam Turbine Maintenancemen100% (2)
- Crystallography and Mineralogy NotesДокумент220 страницCrystallography and Mineralogy NotesSyed Aquib ShamshadОценок пока нет
- 08 - Waukesha Bearing PDFДокумент77 страниц08 - Waukesha Bearing PDFKaung Htet ChoОценок пока нет
- Turbine FundamentalsДокумент102 страницыTurbine FundamentalsBalkishan Dyavanapelly90% (10)
- Steam Turbine Rotor CrackДокумент11 страницSteam Turbine Rotor Crackpoloko7100% (1)
- Sustainable Materialsand Systemsfor Water DesalinationДокумент259 страницSustainable Materialsand Systemsfor Water Desalinationعبد الصمد بوالعيشОценок пока нет
- Advanced Alignment Alberta ModuleДокумент31 страницаAdvanced Alignment Alberta ModuleRick Conrad100% (3)
- Pump RotordynamicsДокумент26 страницPump RotordynamicsHalil İbrahim Küplü100% (1)
- Oil Whirl in Floating Ring SealsДокумент11 страницOil Whirl in Floating Ring SealsMuhammad Irfan AnwarОценок пока нет
- PNSC0021Документ12 страницPNSC0021romerobernaОценок пока нет
- Clearance and PreloadДокумент12 страницClearance and PreloadcuccuaciaОценок пока нет
- Fitting InstructionДокумент6 страницFitting InstructionAan Sarkasi AmdОценок пока нет
- Dynamic of Bow RotorДокумент20 страницDynamic of Bow Rotormh1999Оценок пока нет
- Transient Thermal VibrationДокумент18 страницTransient Thermal VibrationJarot PrakosoОценок пока нет
- Fits and TolerancesДокумент2 страницыFits and TolerancesMiki0% (1)
- Catalog FPJ Kinsburry PDFДокумент10 страницCatalog FPJ Kinsburry PDFkalam2k2Оценок пока нет
- Student Exploration: Collision Theory: NCVPS Chemistry Fall 2014Документ7 страницStudent Exploration: Collision Theory: NCVPS Chemistry Fall 2014erwin golovashkin0% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОт EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОценок пока нет
- Ludeca Smartalign BrochureДокумент8 страницLudeca Smartalign BrochureNestor LopezОценок пока нет
- Gear Assembly Maintenance Techniques TurbogearsДокумент12 страницGear Assembly Maintenance Techniques Turbogearshumayun121Оценок пока нет
- Bearing Instal at Ion and Maintenance GuideДокумент130 страницBearing Instal at Ion and Maintenance GuideTeodoru Horia Adrian75% (4)
- Limits Fits and TolerancesДокумент62 страницыLimits Fits and TolerancesVikrant SinghОценок пока нет
- Perrys Chemical Engineering Handbook 6th EditionДокумент2 страницыPerrys Chemical Engineering Handbook 6th Editionnabil20% (10)
- Dupont Vespel Cr-6100: Application and Installation Guide For Centrifugal Pump Stationary Wear PartsДокумент12 страницDupont Vespel Cr-6100: Application and Installation Guide For Centrifugal Pump Stationary Wear PartsFernando Tapia GibsonОценок пока нет
- Journal BearingsДокумент4 страницыJournal Bearingssvenkateswaran86100% (1)
- Ultrasonic Testing MethodsДокумент10 страницUltrasonic Testing Methodselrajil67% (3)
- Vertical Bearings: Av, LV & V SeriesДокумент7 страницVertical Bearings: Av, LV & V SeriesSridhar TholasingamОценок пока нет
- Gear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsДокумент14 страницGear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsShilton SoaresОценок пока нет
- Bearing ClearenceДокумент2 страницыBearing ClearenceLeona McGrathОценок пока нет
- BORSIG Valve PresentationДокумент18 страницBORSIG Valve PresentationMachineryengОценок пока нет
- Root Cause On Seal Failure RefineryДокумент8 страницRoot Cause On Seal Failure RefineryVaibhav SinghОценок пока нет
- Elliott Single Stage CompressorsДокумент8 страницElliott Single Stage CompressorsEdson França RodriguesОценок пока нет
- Advantages and Disadvantages of Hydraulic SystemsДокумент3 страницыAdvantages and Disadvantages of Hydraulic SystemsTina MilovanovićОценок пока нет
- Turbine FundamentalsДокумент102 страницыTurbine FundamentalsAkshayОценок пока нет
- Electrical System COMMISSIONING PDFДокумент18 страницElectrical System COMMISSIONING PDFelrajilОценок пока нет
- Manual RapID NF Plus System5Документ25 страницManual RapID NF Plus System5Eduardo Josue Tuesta MoyohuaraОценок пока нет
- DHB5A MS Range PDFДокумент32 страницыDHB5A MS Range PDFAshutosh PandeyОценок пока нет
- Api 510 Q&aДокумент13 страницApi 510 Q&aShaikh Aftab100% (2)
- SealsДокумент118 страницSealsBalachandar Sathananthan0% (1)
- Straight Differential Expansion - DMXДокумент4 страницыStraight Differential Expansion - DMXJurun_BidanshiОценок пока нет
- Steam BlowingДокумент25 страницSteam Blowingelrajil0% (1)
- Bearing FitsДокумент9 страницBearing Fitstaekwangkim4907Оценок пока нет
- Catalog KingcoleДокумент33 страницыCatalog Kingcoleg_casalinuovo19812344Оценок пока нет
- Fluid Coupling: T.M.JoardarДокумент43 страницыFluid Coupling: T.M.JoardarKuntal Satpathi50% (2)
- Alignment Technique - The Steam TurbineДокумент2 страницыAlignment Technique - The Steam TurbineRajeswar KulanjiОценок пока нет
- Xinhua Digital Electro-Hydraulic Control System DEH-V For Steam TurbinesДокумент36 страницXinhua Digital Electro-Hydraulic Control System DEH-V For Steam TurbineselrajilОценок пока нет
- Turbine AlignmentДокумент1 страницаTurbine AlignmentGuru Raja Ragavendran NagarajanОценок пока нет
- Vertical Shaft Laser AlignmentДокумент0 страницVertical Shaft Laser AlignmentDelfinshОценок пока нет
- Full Isolation of M-State ElementsДокумент2 страницыFull Isolation of M-State ElementsWigwammanОценок пока нет
- Tilting Pad TroubleshootingДокумент7 страницTilting Pad Troubleshootinghamedia83Оценок пока нет
- 2-Critical Speed of ShaftДокумент5 страниц2-Critical Speed of ShaftRidani Faulika Amma100% (3)
- Case Study On Bearing FailureДокумент33 страницыCase Study On Bearing FailureAyush JAin100% (1)
- Measurement of Bearing Clearance - Turbomachinery MagazineДокумент3 страницыMeasurement of Bearing Clearance - Turbomachinery MagazineNath BoyapatiОценок пока нет
- Flowserve Pump Gas SealsДокумент37 страницFlowserve Pump Gas Sealsmujeebmehar50% (2)
- Fisher 8580 Rotary Valve PDFДокумент24 страницыFisher 8580 Rotary Valve PDFARMANDOОценок пока нет
- MC HighPressureStageCasingPump E10026Документ6 страницMC HighPressureStageCasingPump E10026govindkaniОценок пока нет
- Compact Equalizing Tilting Pad Thrust Bearings-CE ...Документ14 страницCompact Equalizing Tilting Pad Thrust Bearings-CE ...Sirish Shrestha100% (1)
- Kingsbury BearingДокумент28 страницKingsbury Bearingkalam2k2100% (1)
- Rotor Bow CharacteristicsДокумент3 страницыRotor Bow CharacteristicschdiОценок пока нет
- Fluid CouplingДокумент2 страницыFluid CouplingChakravarthi Naga0% (1)
- 5000 KW Gearbox High Pinion Bearing Temperatures 1644227029Документ7 страниц5000 KW Gearbox High Pinion Bearing Temperatures 1644227029MC AОценок пока нет
- EagleBurgmann Metal PDFДокумент16 страницEagleBurgmann Metal PDFJohnGS007Оценок пока нет
- Sheet (2) Fits and TolerancesДокумент1 страницаSheet (2) Fits and TolerancesAjit Kumar0% (1)
- Thrust BearingДокумент5 страницThrust BearinghardaniОценок пока нет
- Ebara Horizontal Multistage PumpДокумент27 страницEbara Horizontal Multistage PumpYohanes KrisОценок пока нет
- OHH OHHL E00697 (Pump Zulzer)Документ6 страницOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojОценок пока нет
- Vertical Sleeve BearingsДокумент6 страницVertical Sleeve BearingsRakesh Nair A100% (1)
- Axial Thrust Dummy PistonДокумент12 страницAxial Thrust Dummy Pistondeevan rajОценок пока нет
- Ku Reprint Ps April2007Документ2 страницыKu Reprint Ps April2007keyur1109Оценок пока нет
- Limits and FitsДокумент17 страницLimits and FitsBrijesh VermaОценок пока нет
- Mechanical Seals According To StandardsДокумент6 страницMechanical Seals According To StandardsSunit MishraОценок пока нет
- Causes of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsДокумент6 страницCauses of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsIftekhar NizamОценок пока нет
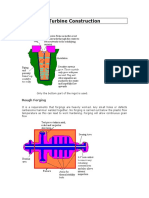
- Turbine ConstructionДокумент7 страницTurbine ConstructionPrasannaОценок пока нет
- Falk Coupling SGДокумент16 страницFalk Coupling SGJorge Ernesto PinzonОценок пока нет
- Thermo-Act: Automatic Fire Extinguishing SystemДокумент8 страницThermo-Act: Automatic Fire Extinguishing SystemelrajilОценок пока нет
- 210 MW PP List of Temporary Piping Material For Acid CleaningДокумент2 страницы210 MW PP List of Temporary Piping Material For Acid CleaningelrajilОценок пока нет
- Certificate of Compliance: Centrifugal Fire Pumps (Horizontal, End Suction Type)Документ1 страницаCertificate of Compliance: Centrifugal Fire Pumps (Horizontal, End Suction Type)elrajilОценок пока нет
- KKS+ +Function+and+Type PDFДокумент1 страницаKKS+ +Function+and+Type PDFelrajilОценок пока нет
- Pressure GuagesДокумент6 страницPressure GuageselrajilОценок пока нет
- M Mahfoz C.V 20 Nov StartupДокумент4 страницыM Mahfoz C.V 20 Nov StartupelrajilОценок пока нет
- Report 85 Pul Coal PDFДокумент59 страницReport 85 Pul Coal PDFelrajilОценок пока нет
- Critical Speedy AwДокумент72 страницыCritical Speedy AwelrajilОценок пока нет
- Critical Speed FormulaДокумент1 страницаCritical Speed FormulaelrajilОценок пока нет
- Improving Critical Speed Calculations Using Flexible Bearing Support FRF Compliance DataДокумент27 страницImproving Critical Speed Calculations Using Flexible Bearing Support FRF Compliance DataelrajilОценок пока нет
- Geometric UnsharpnessДокумент3 страницыGeometric UnsharpnesselrajilОценок пока нет
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingДокумент2 страницыHot-Dip Galvanizing Vs Continuous Sheet GalvanizingSreedhar Patnaik.M100% (1)
- NMR: Theory - Chemistry LibreTexts PDFДокумент32 767 страницNMR: Theory - Chemistry LibreTexts PDFCrist John PastorОценок пока нет
- Chapter 20 Exercise Short QuestionsДокумент2 страницыChapter 20 Exercise Short Questionssaifullah629Оценок пока нет
- LDH SLДокумент4 страницыLDH SLLUIS DANIEL VAZQUEZ RAMIREZОценок пока нет
- Conventional Manufacturing Process 20ME33: Class 05Документ5 страницConventional Manufacturing Process 20ME33: Class 05Vinayaka G PОценок пока нет
- Zero Door SealsДокумент120 страницZero Door SealsChen Yaohui VictorОценок пока нет
- An Improved Method For Large-Scale Processing of Woad (Isatis Tinctoria) For PossibleДокумент6 страницAn Improved Method For Large-Scale Processing of Woad (Isatis Tinctoria) For PossibleCoimbra Rojas100% (1)
- A6 (2023) RVW - Potential of Bamboo Leaf Ash As Supplementary Binder Materials... - s2.0-S235271022300726X-mainДокумент10 страницA6 (2023) RVW - Potential of Bamboo Leaf Ash As Supplementary Binder Materials... - s2.0-S235271022300726X-mainJully OliveiraОценок пока нет
- VSEPR ShortcutДокумент3 страницыVSEPR ShortcutSubhojyotiDasОценок пока нет
- SZ-7510-P-DI - Cat (REV 2)Документ5 страницSZ-7510-P-DI - Cat (REV 2)Richard BakerОценок пока нет
- Complexation Lect 1Документ32 страницыComplexation Lect 1Devious HunterОценок пока нет
- SK Duggal Construction Materials LectureДокумент19 страницSK Duggal Construction Materials LectureTaimoor SarfarazОценок пока нет
- HDPE made via Mitsui Process: Features ﺎﻫ ﯽﮔﮋﯾو Applications ﺎﻫدﺮﺑرﺎﮐ Additives ﯽﻧدوﺰﻓا داﻮﻣДокумент1 страницаHDPE made via Mitsui Process: Features ﺎﻫ ﯽﮔﮋﯾو Applications ﺎﻫدﺮﺑرﺎﮐ Additives ﯽﻧدوﺰﻓا داﻮﻣAnonymous pmSJvwKwwLОценок пока нет
- LectroPol 5Документ4 страницыLectroPol 5MatheusОценок пока нет
- Hdpe SK 6100Документ1 страницаHdpe SK 6100Le Minh TuanОценок пока нет
- Us 47524704r4r4rДокумент8 страницUs 47524704r4r4rResti Darojatin HalimaОценок пока нет
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Документ3 страницыMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsОценок пока нет
- Presentation On Nutmeg Oil For IPB NOV 2022Документ34 страницыPresentation On Nutmeg Oil For IPB NOV 2022KushDaiwikОценок пока нет
- Paracetamol e Ibuprofeno Como Contaminantes EmergentesДокумент27 страницParacetamol e Ibuprofeno Como Contaminantes EmergentesElmer VargasОценок пока нет
- 2-7-Totally Gel-Free Fiber Optical Cables Manufactured With PBTДокумент6 страниц2-7-Totally Gel-Free Fiber Optical Cables Manufactured With PBTDursunОценок пока нет