Вам также может понравиться
- Paediatric Doses of DrugsДокумент2 страницыPaediatric Doses of DrugsumapathisivanОценок пока нет
- Digital Elevation Models (DEM)Документ14 страницDigital Elevation Models (DEM)mike07Оценок пока нет
- Design Manual For Waste Stabilization Ponds in India BY MARA D.Документ135 страницDesign Manual For Waste Stabilization Ponds in India BY MARA D.cherogonyaОценок пока нет
- 2010 Water HammerДокумент26 страниц2010 Water Hammerbalas838541Оценок пока нет
- Oxy/Acetylene Welding and Cutting GuideДокумент13 страницOxy/Acetylene Welding and Cutting GuideYousuf MemonОценок пока нет
- Current Activities: Present Continuous TenseДокумент4 страницыCurrent Activities: Present Continuous TenseTegar Ditya PragamaОценок пока нет
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Engineering & Expertise Transient analysis prevents water hammerДокумент16 страницEngineering & Expertise Transient analysis prevents water hammerlimin zhangОценок пока нет
- PDF Water Distribution Manual DLДокумент96 страницPDF Water Distribution Manual DLTuck-Sing KhoОценок пока нет
- Pipe Sizing ASHRAEДокумент2 страницыPipe Sizing ASHRAESabir Mohamed Abdelhalim100% (2)
- Dimensional Analysis of Pipe Flow PDFДокумент34 страницыDimensional Analysis of Pipe Flow PDFuzair shakeelОценок пока нет
- Ion Gauge TheoryДокумент14 страницIon Gauge TheoryDan Ste MarieОценок пока нет
- StormCAD QuickStart Lessons: Creating a Schematic NetworkДокумент62 страницыStormCAD QuickStart Lessons: Creating a Schematic NetworkPedro JaraОценок пока нет
- NEUROPHYSIOLOGYДокумент224 страницыNEUROPHYSIOLOGYKheliwi100% (2)
- CT 5550 Pumping Stations and Transport PipelinesДокумент45 страницCT 5550 Pumping Stations and Transport PipelineshamanoelgenОценок пока нет
- Golden Parachute ExplanationДокумент3 страницыGolden Parachute ExplanationBogz BorjaОценок пока нет
- A Surge TankДокумент23 страницыA Surge TankihllhmОценок пока нет
- FPI FiberglassbookДокумент164 страницыFPI FiberglassbookA_ValsamisОценок пока нет
- Water Hammer in Pipes: Causes, Effects and Prevention MethodsДокумент12 страницWater Hammer in Pipes: Causes, Effects and Prevention MethodsLoga MadishОценок пока нет
- Causes of Water HammerДокумент6 страницCauses of Water HammeraqhammamОценок пока нет
- MTD-99 100Документ33 страницыMTD-99 100quoctrangbk02Оценок пока нет
- Pressure Loss Equations PDFДокумент18 страницPressure Loss Equations PDFcperez10000Оценок пока нет
- Principles of Mineral ProcessingДокумент1 страницаPrinciples of Mineral ProcessingMohamed HassanОценок пока нет
- Water Hammer With Column SeparationДокумент88 страницWater Hammer With Column SeparationVSMS8678Оценок пока нет
- Air Valves ValmaticДокумент28 страницAir Valves Valmaticnimm1962100% (1)
- ANOVA and Simple Comparative ExperimentДокумент44 страницыANOVA and Simple Comparative ExperimentsohorabatscribdОценок пока нет
- Hydraulic Services Design GuideДокумент216 страницHydraulic Services Design GuideSenthil SeliyanОценок пока нет
- Ion and Electron Sources SДокумент23 страницыIon and Electron Sources S42030237Оценок пока нет
- Water Hammer in Piping System-Part 2Документ9 страницWater Hammer in Piping System-Part 2Việt Đặng XuânОценок пока нет
- Surge CalculationsДокумент21 страницаSurge CalculationsHieuОценок пока нет
- Fluid Mechanics Tutorial 8C Pumped Piped Systems: Let's Start by Examining The Meaning of Specific Speed of PumpsДокумент17 страницFluid Mechanics Tutorial 8C Pumped Piped Systems: Let's Start by Examining The Meaning of Specific Speed of Pumps12Оценок пока нет
- Modelling and Transient Simulation of Water Flow in Pipelines Using Wanda Transient SoftwareДокумент10 страницModelling and Transient Simulation of Water Flow in Pipelines Using Wanda Transient SoftwareEng Bagaragaza RomualdОценок пока нет
- Water Hammer History ReviewДокумент37 страницWater Hammer History Reviewanoop102Оценок пока нет
- 5.3 Design of Waste Heat Boiler: (13) : DataДокумент7 страниц5.3 Design of Waste Heat Boiler: (13) : Datamoni beeОценок пока нет
- Introduction to Gas Turbines Power GenerationДокумент22 страницыIntroduction to Gas Turbines Power GenerationRaja Desingu100% (1)
- Evaluating Centrifugal Pump Performance by Varying Blade NumberДокумент6 страницEvaluating Centrifugal Pump Performance by Varying Blade NumberHazim HazimОценок пока нет
- Equations of StateДокумент33 страницыEquations of StateDevika BharathanОценок пока нет
- Hammer Quick Lessons PDFДокумент19 страницHammer Quick Lessons PDFsebasfarsaОценок пока нет
- Dynamic Testing of CheckvalveДокумент10 страницDynamic Testing of Checkvalveamirthraj74Оценок пока нет
- Water Hammer: The Magnitude of The PulseДокумент2 страницыWater Hammer: The Magnitude of The PulseKhaled SolimanОценок пока нет
- Water Hammer - Wikipedia, The Free EncyclopediaДокумент8 страницWater Hammer - Wikipedia, The Free Encyclopediarohan kumarОценок пока нет
- Water hammer in pumped sewer mainsДокумент45 страницWater hammer in pumped sewer mainsManikandanОценок пока нет
- Surge CalculationsДокумент21 страницаSurge CalculationsSri DharОценок пока нет
- Engineering & Expertise Transient Analysis: Water HammerДокумент16 страницEngineering & Expertise Transient Analysis: Water HammerArmando Emilio PoujolОценок пока нет
- Discharge Relations For Hydraulic Structures and Head Losses From Different ComponentsДокумент160 страницDischarge Relations For Hydraulic Structures and Head Losses From Different ComponentsEdgar Chuquipiondo VargasОценок пока нет
- Daftar Lazim Obat Dewasa Dan Anak, Bayi: AntibiotikДокумент8 страницDaftar Lazim Obat Dewasa Dan Anak, Bayi: AntibiotikkunkunОценок пока нет
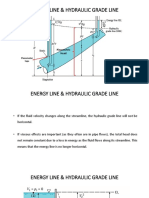
- Energy Line & Hydraulic Grade Line: Piezometric HeadДокумент19 страницEnergy Line & Hydraulic Grade Line: Piezometric HeadMaryam Arif100% (1)
- NIH Public Access: Introduction To Peptide SynthesisДокумент17 страницNIH Public Access: Introduction To Peptide SynthesisStella AguirreОценок пока нет
- Aft Fathom Submersible PumpДокумент7 страницAft Fathom Submersible Pumpmrullah1984Оценок пока нет
- License Matlab r2010bДокумент8 страницLicense Matlab r2010bSampath KumarОценок пока нет
- Surge Tank Thoma and Svee CriteriaДокумент79 страницSurge Tank Thoma and Svee CriteriaManikandanОценок пока нет
- Pipe Flow CalculationsДокумент12 страницPipe Flow CalculationsUmair KhanОценок пока нет
- Turbine Blade Cooling Methods Compared Using FEA and FDMДокумент22 страницыTurbine Blade Cooling Methods Compared Using FEA and FDMclaudiomctОценок пока нет
- OrificeДокумент10 страницOrificeRicha GhoshОценок пока нет
- Egyptian Plumbing Code Part 4 (Laundry, Kitchens and Medical Gases) PDFДокумент148 страницEgyptian Plumbing Code Part 4 (Laundry, Kitchens and Medical Gases) PDFAlroukn MechanicalОценок пока нет
- Hydraulics Lesson 1Документ11 страницHydraulics Lesson 1Özge ÖzelОценок пока нет
- USACE - Water Hammer and Mass Oscillation (WHAMO) Ver. 3.0 - UserДокумент256 страницUSACE - Water Hammer and Mass Oscillation (WHAMO) Ver. 3.0 - UserAdrian FrantescuОценок пока нет
- NU - Lecture 12 (WATER HAMMER)Документ1 страницаNU - Lecture 12 (WATER HAMMER)Mr. Mark B.100% (1)
- Open Channel Head Loss FormulasДокумент51 страницаOpen Channel Head Loss FormulasKolos Char YiuОценок пока нет
- Lecture 8 Water Supply Network LectureДокумент15 страницLecture 8 Water Supply Network Lectureapi-247600939Оценок пока нет
- Flow Through OrificesДокумент9 страницFlow Through OrificesShida Shidot100% (1)
- Lab Report - Energy Losses in Pipe: 1 SummaryДокумент10 страницLab Report - Energy Losses in Pipe: 1 SummaryYoung HowОценок пока нет
- WaterNetGenManual 2011 10 13Документ19 страницWaterNetGenManual 2011 10 13MwabutwaОценок пока нет
- Reverse WaterhammerДокумент10 страницReverse WaterhammerjygomezОценок пока нет
- What Is RheologyДокумент6 страницWhat Is RheologyMahmoud NasrОценок пока нет
- Lid Driven CavityДокумент24 страницыLid Driven CavityShashank MishraОценок пока нет
- Flow Through Small Orifices Lab ReportДокумент10 страницFlow Through Small Orifices Lab ReportYasser AlshantiОценок пока нет
- Suction Specific SpeedДокумент6 страницSuction Specific SpeedSeohyun PaikОценок пока нет
- Water Hammer and Fatigue Corrosion - II - A Water Hammer and Fatigue AnalysisДокумент17 страницWater Hammer and Fatigue Corrosion - II - A Water Hammer and Fatigue Analysiskhathu-92Оценок пока нет
- Modeling FRP and Plastic Piping-R11Документ15 страницModeling FRP and Plastic Piping-R11balas838541Оценок пока нет
- Waterhammer Part 1Документ4 страницыWaterhammer Part 1Begin Bahrum SianturiОценок пока нет
- 6 Korean Language PDFДокумент8 страниц6 Korean Language PDFgpdharanОценок пока нет
- AbdominalsДокумент13 страницAbdominalsBeniamin CociorvanОценок пока нет
- 6 Korean Language PDFДокумент8 страниц6 Korean Language PDFgpdharanОценок пока нет
- Himani Bansal Jayant Negi Ritesh Kumar Uday PratapДокумент7 страницHimani Bansal Jayant Negi Ritesh Kumar Uday PratapJayant NegiОценок пока нет
- Hotel FireДокумент94 страницыHotel FireCoara OvidiuОценок пока нет
- Chapter 14Документ11 страницChapter 14Marco LuigiОценок пока нет
- Types of Insulation Used On Rotating Machines, Their Insulation Life, and Deterioration CausesДокумент14 страницTypes of Insulation Used On Rotating Machines, Their Insulation Life, and Deterioration CausessantoshkumarОценок пока нет
- Microplastic Communities in Different Environments Differenc - 2021 - Water R PDFДокумент11 страницMicroplastic Communities in Different Environments Differenc - 2021 - Water R PDFSunita ChayalОценок пока нет
- MiniProject Stage 3 - Process Dynamic & ControlДокумент8 страницMiniProject Stage 3 - Process Dynamic & ControlFarihah Eyfa100% (2)
- Coating Procedure - Shuqaiq Desalination PJT - Rev.2Документ19 страницCoating Procedure - Shuqaiq Desalination PJT - Rev.2ABAID ULLAHОценок пока нет
- ASME B31.3 Process Piping Code GuideДокумент7 страницASME B31.3 Process Piping Code Guideshreyash bhadirkeОценок пока нет
- Juventas New Catalogue PDFДокумент6 страницJuventas New Catalogue PDFboona mОценок пока нет
- Mowilith LDM1865 PSДокумент2 страницыMowilith LDM1865 PSDen KazuОценок пока нет
- Designs CatalogДокумент77 страницDesigns CatalogGen MendozaОценок пока нет
- DIPPR Physical Properties DatabaseДокумент8 страницDIPPR Physical Properties DatabaseOmar AlmonteОценок пока нет
- Kolorsafe Liquid Acid Neutralizer - SDS - NA - 012115 - FINALДокумент8 страницKolorsafe Liquid Acid Neutralizer - SDS - NA - 012115 - FINALJUAN FELIPE ORTIZ PARRAОценок пока нет
- 06 Worksheet 2Документ4 страницы06 Worksheet 2Kinaston SkyОценок пока нет
- Class 8 Science Chapter 1 Revision NotesДокумент2 страницыClass 8 Science Chapter 1 Revision NotesShwetabh Aman SinhaОценок пока нет
- What Are Sensors?Документ5 страницWhat Are Sensors?Osama Abdulrahman AlnemerОценок пока нет
- International Abbreviations For Polymers and Polymer ProcessingДокумент226 страницInternational Abbreviations For Polymers and Polymer ProcessingTrevor J. HutleyОценок пока нет
- SHS Physical Science Q1 SLM - 3Документ25 страницSHS Physical Science Q1 SLM - 3Adalee ColleenОценок пока нет
- CH HP OverviewДокумент44 страницыCH HP Overviewprabhanshu241991Оценок пока нет
- COA CrosscarmДокумент1 страницаCOA CrosscarmSouheila MniОценок пока нет
- Thread: Threads RequirementДокумент17 страницThread: Threads RequirementVarun GuptaОценок пока нет
- Micropitting Can Lead To Macro ProblemsДокумент2 страницыMicropitting Can Lead To Macro ProblemsAnonymous alQXB11EgQОценок пока нет
- INTRODUCTION To FINOLEX Finolex Group Was EstablishedДокумент24 страницыINTRODUCTION To FINOLEX Finolex Group Was EstablishedpraveennakkinaОценок пока нет