Вам также может понравиться
- National Subsidies SOE Investment: Exploration, Published in 2014Документ13 страницNational Subsidies SOE Investment: Exploration, Published in 2014totongopОценок пока нет
- Annex 1 - Figure A BДокумент2 страницыAnnex 1 - Figure A BtotongopОценок пока нет
- Gas Condensate Reservoir AnalysisДокумент2 страницыGas Condensate Reservoir AnalysistotongopОценок пока нет
- 2012 08 ReformateДокумент4 страницы2012 08 ReformatetotongopОценок пока нет
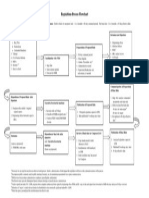
- RG FlowchartДокумент1 страницаRG FlowcharttotongopОценок пока нет
- Nstar Project ManagerДокумент1 страницаNstar Project ManagertotongopОценок пока нет
- Sample Invoice Schedule FormatsДокумент6 страницSample Invoice Schedule FormatstotongopОценок пока нет
- Dresser-Rand's First Small-Scale LNG Unit Successfully Produces LNGДокумент2 страницыDresser-Rand's First Small-Scale LNG Unit Successfully Produces LNGtotongopОценок пока нет
- WEOClimate MVD HlaunchremarksДокумент3 страницыWEOClimate MVD HlaunchremarkstotongopОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Swelling of Rubber MsomДокумент32 страницыSwelling of Rubber MsomUmmu UmairahОценок пока нет
- Chemical Reaction. Fuel Ignites. ... Available Fuel Temperatures Reach Their Peak, Resulting in Heat DamageДокумент8 страницChemical Reaction. Fuel Ignites. ... Available Fuel Temperatures Reach Their Peak, Resulting in Heat DamageKehinde Olaoluwa100% (1)
- Mahatma Gandhi Mission'S Jawaharlal Nehru Engineering CollegeДокумент61 страницаMahatma Gandhi Mission'S Jawaharlal Nehru Engineering CollegeRathodNarenderОценок пока нет
- Catalogo Comfortstar Piso TechoДокумент3 страницыCatalogo Comfortstar Piso TechoSolucionesenfrio saОценок пока нет
- Fluid Mechanics - Lecture 03Документ17 страницFluid Mechanics - Lecture 03Danny SubramaniamОценок пока нет
- HW6Документ3 страницыHW6Serkan GecimОценок пока нет
- Unit 10 - Week 7: Solution Thermodynamics: Assignment 7Документ4 страницыUnit 10 - Week 7: Solution Thermodynamics: Assignment 7Ashish SinghОценок пока нет
- Surface Tension: SynopsisДокумент3 страницыSurface Tension: SynopsisWillSmithОценок пока нет
- ME 211 Plate Exercises 2Документ3 страницыME 211 Plate Exercises 2Francis Jhon EDEROSASОценок пока нет
- Seb 1242-Soil Mechanics II SuppДокумент2 страницыSeb 1242-Soil Mechanics II Suppcharler kinyuajОценок пока нет
- The Nature of Matter: Chemistry Grade 9 Topic 1 Teachers: Noor & SadeenДокумент64 страницыThe Nature of Matter: Chemistry Grade 9 Topic 1 Teachers: Noor & SadeenAli QudahОценок пока нет
- Hibbeler, Mechanics of Materials-Bending 2Документ68 страницHibbeler, Mechanics of Materials-Bending 2poom2007Оценок пока нет
- Solid Mechanics ME 212 - Week 13Документ9 страницSolid Mechanics ME 212 - Week 13Mihir Kumar MechОценок пока нет
- Simulation of Crack Propagation in A Centrifugal Pump CasingДокумент18 страницSimulation of Crack Propagation in A Centrifugal Pump Casingmesa142Оценок пока нет
- Radiant Floor Heating: Gary Hayden, P.E. Ashrae Distinguished LecturerДокумент42 страницыRadiant Floor Heating: Gary Hayden, P.E. Ashrae Distinguished LecturerMohamed OsmanОценок пока нет
- Heat Transfer Inquiry LabДокумент5 страницHeat Transfer Inquiry LabAnisОценок пока нет
- Epi, LeopoldoДокумент4 страницыEpi, Leopoldoyeng botzОценок пока нет
- Applied Thermodynamics and Engineering - T. D. Eastop and A. McconkeyДокумент119 страницApplied Thermodynamics and Engineering - T. D. Eastop and A. Mcconkeyeeon200750% (6)
- Selecting & Sizing - Delta Cooling Towers, IncДокумент11 страницSelecting & Sizing - Delta Cooling Towers, Incrajiv kumarОценок пока нет
- Sulaimani Polytechnic University: Oil & Energy EngineeringДокумент9 страницSulaimani Polytechnic University: Oil & Energy EngineeringLawand RaufОценок пока нет
- Cone CalculationДокумент22 страницыCone CalculationGaneshalingam Ramprasanna1Оценок пока нет
- Phase Change Worksheet PDFДокумент4 страницыPhase Change Worksheet PDFsquishy squigyОценок пока нет
- Mechanical InterviewДокумент2 страницыMechanical InterviewRaj VermaОценок пока нет
- F10077 Ssa PCS DTS 10007 M - 0Документ13 страницF10077 Ssa PCS DTS 10007 M - 0Ayoub MagroudОценок пока нет
- PHYICSДокумент116 страницPHYICSDebayan BiswasОценок пока нет
- Boxup Clamp DesignДокумент5 страницBoxup Clamp DesignGohar ZamanОценок пока нет
- 1450RPM PDFДокумент111 страниц1450RPM PDFFulton Xavier ZambranoОценок пока нет
- Design of Mat Foundation Mat Foundation Design (ACI 318-11) - MetricДокумент20 страницDesign of Mat Foundation Mat Foundation Design (ACI 318-11) - MetricFirdaus AdnanОценок пока нет
- Van Floppy Lesson02 Practice Problemsas v2 Tedl DWCДокумент1 страницаVan Floppy Lesson02 Practice Problemsas v2 Tedl DWCjohn harold lopez cabuquitОценок пока нет
- CFD Lab1-Exercise Note PDFДокумент10 страницCFD Lab1-Exercise Note PDFSaad Al HelyОценок пока нет