Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Comparative Tracking Index of Electrical Insulating MaterialsДокумент6 страницComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinОценок пока нет
- How To Measure MTFДокумент64 страницыHow To Measure MTFamtcorporationОценок пока нет
- SemДокумент31 страницаSemkaushik4208Оценок пока нет
- Comparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelДокумент12 страницComparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelWaqqas ChaudhryОценок пока нет
- PBLauncherДокумент50 страницPBLauncherborreveroОценок пока нет
- Valve Body PDFДокумент9 страницValve Body PDFTimur TOT100% (2)
- Tube Well Design Project SolutionДокумент5 страницTube Well Design Project SolutionEng Ahmed abdilahi IsmailОценок пока нет
- Optimizing Technique-Grenade Explosion MethodДокумент18 страницOptimizing Technique-Grenade Explosion MethodUday Wankar100% (1)
- Production of Isopropyl Palmitate-Experimental StudiesДокумент12 страницProduction of Isopropyl Palmitate-Experimental Studiesikaw_3Оценок пока нет
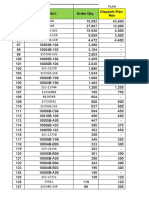
- Order Qty Vs Dispatch Plan - 04 11 20Документ13 страницOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPОценок пока нет
- EMOC 208 Installation of VITT For N2 Cylinder FillingДокумент12 страницEMOC 208 Installation of VITT For N2 Cylinder Fillingtejcd1234Оценок пока нет
- SIM BoxingДокумент2 страницыSIM Boxingkrishnakant_75Оценок пока нет
- Oil & Gas Asset Integrity IssuesДокумент15 страницOil & Gas Asset Integrity Issuesyogolain100% (2)
- Shifting Meterials: Ground Floor ReceptionДокумент3 страницыShifting Meterials: Ground Floor Receptionvishwas pandithОценок пока нет
- Cache MemoryДокумент20 страницCache MemoryKeshav Bharadwaj RОценок пока нет
- Fluid Mechanics Seventh Edition by Frank M. WhiteДокумент1 страницаFluid Mechanics Seventh Edition by Frank M. WhiteDarKaiserОценок пока нет
- MILL Series GB-1007 01Документ20 страницMILL Series GB-1007 01Ady IonutОценок пока нет
- G270han01 V0Документ26 страницG270han01 V0NemkoОценок пока нет
- UMTS AircomДокумент20 страницUMTS AircomDũng PhạmОценок пока нет
- Woodworking Plans - Wheelbarrow PlanterДокумент3 страницыWoodworking Plans - Wheelbarrow PlanterMirel HotescuОценок пока нет
- PNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners TypeДокумент28 страницPNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners Typec_lucian2004Оценок пока нет
- Kubernetes CommandsДокумент36 страницKubernetes CommandsOvigz Hero100% (2)
- BIOS 203: Free Energy Methods Tom MarklandДокумент23 страницыBIOS 203: Free Energy Methods Tom MarklandNemanja ĐokovićОценок пока нет
- Triaxial Test Systems enДокумент10 страницTriaxial Test Systems enDetjan JuniorОценок пока нет
- Estimate SR 14-15 02 KHANDEKARДокумент5 страницEstimate SR 14-15 02 KHANDEKARAkshay SavvasheriОценок пока нет
- MJ4502 High-Power PNP Silicon TransistorДокумент4 страницыMJ4502 High-Power PNP Silicon Transistorjoao victorОценок пока нет
- Mega PostДокумент5 страницMega PostandreyfgОценок пока нет
- ED ProcessДокумент9 страницED ProcesskhanasifalamОценок пока нет
- 20 Site SummaryДокумент2 страницы20 Site SummaryMuzammil WepukuluОценок пока нет
- Fiber Optic Trainer/ Fiber & OSP TechnicianДокумент7 страницFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706Оценок пока нет