Вам также может понравиться
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОт EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОценок пока нет
- CC30 Manual (Mangueras)Документ12 страницCC30 Manual (Mangueras)eduardoagueroОценок пока нет
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОт EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОценок пока нет
- BT20 Setting ToolДокумент12 страницBT20 Setting Toolanthony silvaОценок пока нет
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОт EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОценок пока нет
- FIS113eng Hi Temp BellowsДокумент8 страницFIS113eng Hi Temp Bellowsmahesh_eilОценок пока нет
- Prompting Science and Engineering Students in Practical TrigonometryОт EverandPrompting Science and Engineering Students in Practical TrigonometryОценок пока нет
- K Series Throttle Body Install GuideДокумент11 страницK Series Throttle Body Install GuideHybrid Racing100% (1)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsОт EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsРейтинг: 5 из 5 звезд5/5 (2)
- Mecanizado Asiento Camisa de Cilindro PDFДокумент10 страницMecanizado Asiento Camisa de Cilindro PDFhamilton mirandaОценок пока нет
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreОт EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreРейтинг: 4.5 из 5 звезд4.5/5 (11)
- Installation and Maintenance Instructions Figure C67 Fabri-Valve Bi-Directional Knife Gate ValveДокумент6 страницInstallation and Maintenance Instructions Figure C67 Fabri-Valve Bi-Directional Knife Gate Valveعبدالرحمن عمرОценок пока нет
- D.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualОт EverandD.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualОценок пока нет
- Omnicrimp 21 ManualДокумент16 страницOmnicrimp 21 ManualYipper ShnipperОценок пока нет
- Catalog HRC Jaw CouplingsДокумент8 страницCatalog HRC Jaw CouplingsMadan Yadav100% (1)
- Racorduri Furtune JCBДокумент42 страницыRacorduri Furtune JCBCryy7350% (2)
- Greddy Turbo Kit 2003 RX 8 Installation ManualДокумент17 страницGreddy Turbo Kit 2003 RX 8 Installation Manualgo0n100% (3)
- Grid Coupling Installation InstructionsДокумент2 страницыGrid Coupling Installation Instructionsakashwsl92Оценок пока нет
- GT ManualДокумент10 страницGT Manualsoldatbr4183Оценок пока нет
- Multiplex Minimag Model RC Airplane Manual M13209Документ18 страницMultiplex Minimag Model RC Airplane Manual M13209Anett ÁrvaiОценок пока нет
- MEGA Operating InstructionsДокумент14 страницMEGA Operating InstructionsSumit SinghaОценок пока нет
- 19d Impeller SpacingДокумент9 страниц19d Impeller Spacingbtgottlieb100% (1)
- Rapping Motor ManualДокумент4 страницыRapping Motor ManualRajarshiОценок пока нет
- FF Primary InstructionsДокумент12 страницFF Primary InstructionsKevin VillagranОценок пока нет
- Acoplamiento Sure-Flex Couplings PDFДокумент4 страницыAcoplamiento Sure-Flex Couplings PDFFederico Pérez de LeónОценок пока нет
- Casing Packer Setting Tool (SLB)Документ12 страницCasing Packer Setting Tool (SLB)Alexander KlmОценок пока нет
- Safety & Operating Manual: Power Crimp 707 CrimperДокумент20 страницSafety & Operating Manual: Power Crimp 707 CrimpervankarpОценок пока нет
- VDO Gauge InstallationДокумент4 страницыVDO Gauge Installationurule2kОценок пока нет
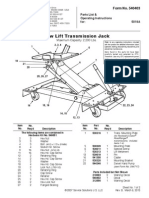
- Manual OTC Jack TransmisionДокумент3 страницыManual OTC Jack Transmisionlucass1Оценок пока нет
- Manual Pexto 137 Foot ShearДокумент10 страницManual Pexto 137 Foot Shearrubens072Оценок пока нет
- Piston Instrc4032Документ2 страницыPiston Instrc4032RickracerОценок пока нет
- 7 - Lubrification and RepairsДокумент5 страниц7 - Lubrification and RepairsGabriel vieiraОценок пока нет
- Greenlee Dobladora de TubosДокумент16 страницGreenlee Dobladora de TuboswilfredoОценок пока нет
- Bandimex Tools Adapters PDFДокумент8 страницBandimex Tools Adapters PDFalbertodsaОценок пока нет
- Mini Lathe Dismantling and Reassembly Guide PDFДокумент18 страницMini Lathe Dismantling and Reassembly Guide PDFkennkki100% (4)
- Procedure For Removing Main Bearing of MAN B&W MC-C EngineДокумент16 страницProcedure For Removing Main Bearing of MAN B&W MC-C EngineSuhas KassaОценок пока нет
- Caja Reductora de EngranajeДокумент32 страницыCaja Reductora de EngranajeJesùs AmèsquitaОценок пока нет
- Skidmore Instructions Model MS ManualsДокумент15 страницSkidmore Instructions Model MS ManualsbwbrockОценок пока нет
- Fireball Ignition PDFДокумент14 страницFireball Ignition PDFLucian LeonteОценок пока нет
- Banks SidewinderДокумент20 страницBanks Sidewinderpino2234Оценок пока нет
- YQK Series Hydraulic Crimping ToolДокумент4 страницыYQK Series Hydraulic Crimping Toolbaolifeng100% (1)
- Dellorto Carb Install Instructions For 13bДокумент7 страницDellorto Carb Install Instructions For 13bBrent Z. BaileyОценок пока нет
- Braden Bga06 Manual de PartesДокумент24 страницыBraden Bga06 Manual de PartesMauricio Ariel H. OrellanaОценок пока нет
- Rear SealДокумент9 страницRear SealHammad Uddin JamilyОценок пока нет
- Hegner Manual PDFДокумент19 страницHegner Manual PDFOsairManassan0% (3)
- XSH - 0 - 2 Iss3 Type 1801 External Seahorse' Pantograph WiperДокумент12 страницXSH - 0 - 2 Iss3 Type 1801 External Seahorse' Pantograph WipertylerdurdaneОценок пока нет
- PDFДокумент10 страницPDFPaul HuaraychiriОценок пока нет
- Valve Lash G3408Документ9 страницValve Lash G3408Djebali MouradОценок пока нет
- 0620000008Документ6 страниц0620000008mahsaОценок пока нет
- SkyJacker Dodge D501MK Install ManualДокумент8 страницSkyJacker Dodge D501MK Install ManuallilfrogerОценок пока нет
- Repair Manual MP 1Документ11 страницRepair Manual MP 1Tiffany DacinoОценок пока нет
- Reed DMPVC Drilling Machine Operating Instructions: Feed NutДокумент2 страницыReed DMPVC Drilling Machine Operating Instructions: Feed NutSalman ShaharОценок пока нет
- Remove & Install Connecting Rod BearingsДокумент4 страницыRemove & Install Connecting Rod BearingsRichard ChuaОценок пока нет
- GT7638Документ8 страницGT7638LorenzoОценок пока нет
- 25F-PRCServ PDFДокумент38 страниц25F-PRCServ PDFsindelu60Оценок пока нет
- 1.9l 4-Cylinder Turbo DieselДокумент26 страниц1.9l 4-Cylinder Turbo Dieselfloresf5100% (1)
- Kf22Qt Sec4 FRDДокумент21 страницаKf22Qt Sec4 FRDMauro PerezОценок пока нет
- N AssemblyInstructs GuidesДокумент28 страницN AssemblyInstructs GuidesAlejandro ZanellaОценок пока нет
- 99-00 FM2 Two Cat Turbo KitДокумент27 страниц99-00 FM2 Two Cat Turbo KitDavid CahillОценок пока нет
- Serie 60 Informacion AdicionalДокумент51 страницаSerie 60 Informacion AdicionalMauricio Campos QuirosОценок пока нет
- Mangueras Aceptadas MshaДокумент5 страницMangueras Aceptadas MshaEsteban Sándiga GrandaОценок пока нет
- Mangueras Aceptadas MshaДокумент5 страницMangueras Aceptadas MshaEsteban Sándiga GrandaОценок пока нет
- Mangueras Aceptadas MshaДокумент5 страницMangueras Aceptadas MshaEsteban Sándiga GrandaОценок пока нет
- Pressure Relief Valve Engineering HandbookДокумент93 страницыPressure Relief Valve Engineering Handbookakrouti92% (12)
- Ti - e - Protegol 32-97 Jan 08Документ3 страницыTi - e - Protegol 32-97 Jan 08A MahmoodОценок пока нет
- CH03 HKM Law Investigation and EthicsДокумент32 страницыCH03 HKM Law Investigation and Ethicsmilkikoo shiferaОценок пока нет
- 04 HSE Inspection ChecklistДокумент2 страницы04 HSE Inspection ChecklistAjay Hazarika100% (2)
- Corporation Law Syllabus With Assignment of CasesДокумент4 страницыCorporation Law Syllabus With Assignment of CasesMarilou AgustinОценок пока нет
- Analysis of Methodologies For The Evaluation of Power Outage Costs PDFДокумент5 страницAnalysis of Methodologies For The Evaluation of Power Outage Costs PDFHachimenum AmadiОценок пока нет
- Cima E1 2019 Notes Managing Finance in A Digital WorldДокумент91 страницаCima E1 2019 Notes Managing Finance in A Digital Worldumarfarooque869Оценок пока нет
- BedZED - Beddington Zero Energy Development SuttonДокумент36 страницBedZED - Beddington Zero Energy Development SuttonMaria Laura AlonsoОценок пока нет
- Cbi LNG Storage US Rev8 LoresДокумент4 страницыCbi LNG Storage US Rev8 LoresVilas AndhaleОценок пока нет
- Gendex 9200 enДокумент204 страницыGendex 9200 enArturo Jimenez Terrero80% (5)
- IS301 P1 Theory June 2021 P1 TheoryДокумент20 страницIS301 P1 Theory June 2021 P1 Theory50902849Оценок пока нет
- Optimizing The Office.: Transforming Business ProcessesДокумент10 страницOptimizing The Office.: Transforming Business ProcessesNOSHEEN MEHFOOZОценок пока нет
- LivePerson Chat ReportsДокумент23 страницыLivePerson Chat ReportsEdenEtfОценок пока нет
- 100 Free Fonts PDFДокумент61 страница100 Free Fonts PDFzackiОценок пока нет
- STB9NK60Z, STP9NK60Z, STP9NK60ZFPДокумент19 страницSTB9NK60Z, STP9NK60Z, STP9NK60ZFPyokonakagimaОценок пока нет
- BEVERAGE SERVICE INDUSTRY Lesson 1Документ18 страницBEVERAGE SERVICE INDUSTRY Lesson 1milyn maramagОценок пока нет
- A Cost Estimation Approach For IoT Projects PDFДокумент9 страницA Cost Estimation Approach For IoT Projects PDFGuru VelmathiОценок пока нет
- Fault Tree AnalysisДокумент23 страницыFault Tree Analysiskenoly123Оценок пока нет
- Belgian Overseas Chartering and Shipping NДокумент2 страницыBelgian Overseas Chartering and Shipping NMXKatОценок пока нет
- P12. & P.13 Faculty List With Designation, Qualification, Joining Date, Publication, Citation, R&D, Interaction DetailsДокумент11 страницP12. & P.13 Faculty List With Designation, Qualification, Joining Date, Publication, Citation, R&D, Interaction DetailsNeelamani SamalОценок пока нет
- Ergonomics and Facilities Planning For The Hospitality IndustryДокумент5 страницErgonomics and Facilities Planning For The Hospitality IndustryJulie Fe de AlcaОценок пока нет
- 2023 - Kadam - Review On Nanoparticles - SocioeconomicalДокумент9 страниц2023 - Kadam - Review On Nanoparticles - Socioeconomicaldba1992Оценок пока нет
- Violence Against NursesДокумент22 страницыViolence Against NursesQuality Assurance Officer Total Quality ManagementОценок пока нет
- HD785-7 Fault Codes SEN05900-01-3Документ16 страницHD785-7 Fault Codes SEN05900-01-3ISRAEL GONZALESОценок пока нет
- Raghad Kamel's ResumeДокумент7 страницRaghad Kamel's ResumeMostafa Mohamed GamalОценок пока нет
- RFP For Corporate Engagement Platform PDFДокумент28 страницRFP For Corporate Engagement Platform PDFAnupriya Roy ChoudharyОценок пока нет
- Company of Heroes Opposing Fronts Manual PCДокумент12 страницCompany of Heroes Opposing Fronts Manual PCMads JensenОценок пока нет
- ImpulZ DocumentationДокумент9 страницImpulZ DocumentationexportcompОценок пока нет
- Debugging With The PL/SQL Debugger: PhilippДокумент51 страницаDebugging With The PL/SQL Debugger: PhilippBenjytox BenjytoxОценок пока нет
- Internet Phone Services Simplified (VoIP)Документ176 страницInternet Phone Services Simplified (VoIP)sumanth83137Оценок пока нет