Академический Документы
Профессиональный Документы
Культура Документы
Euromac: NC Code
Загружено:
Feby Philip AbrahamОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Euromac: NC Code
Загружено:
Feby Philip AbrahamАвторское право:
Доступные форматы
EUROMAC NC Code
Description of NC code for EUROMAC punch presses with TopPunch control software
EUROMAC
This is version 1.9.1, last updated 6 September 2011, of the EUROMAC NC code description. Copyright EUROMAC.
Table of Contents
1 2 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 An NC File Format . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.1 2.2 Dimension Units and Ranges . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Specifying Coordinates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 2.2.1 Incremental Programming of Coordinates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
NC Commands . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
3.1 NC Job Name . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 3.2 Sheet Metal Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 3.3 Material Specication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 3.4 Clamps Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 3.5 L-Gauge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 3.6 Loading Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 3.7 Setting of Coordinate Values . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 3.8 Move to a Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 3.9 Hit at a Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 3.10 Interpolations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 3.10.1 Linear Interpolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 3.10.2 Circular Interpolation CW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 3.10.3 Circular Interpolation CCW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 3.11 Clamps Repositioning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 3.12 Programme Stops . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 3.12.1 Programme Stop in the Ram Upper Dead Point . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 3.12.2 Programme Stop in a Tool Upper Stroke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 3.13 Work Chute . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 3.14 Dwell in a Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.14.1 Dwell before a Hit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.14.2 Dwell after a Hit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.14.3 Dwell in a Tool Lower Stroke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.14.4 Dwell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.15 Controlling Technology Conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.15.1 Axes Speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.15.2 Feed Rate in the Interpolation Mode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.15.3 Tool Upper Stroke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.15.4 Tool Lower Stroke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.15.5 Ram Speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.15.6 Ram Acceleration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.16 Tool Change . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.17 Tool Oset . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 3.18 Overriding Tool Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.19 Raising Punching Head . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.20 Rotating and Flipping a Sheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.20.1 Rotate Sheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 3.20.2 Flip Sheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 3.21 Extra Strip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 3.22 Marking Patterns and Proles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
ii 3.23 3.24 Message to an Operator . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 Job End and Unloading Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Application Notes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
4.1 4.2 Auto-Index Machines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Turret Machines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.2.1 MTX 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.3 Flex . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.4 Tapping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.5 Automatic Loading and Unloading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 15 16 16 16 17
An NC Code Example . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Concept Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Machine Parameters Index . . . . . . . . . . . . . . . . . . . . . 25 NC Commands Index . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Appendix A Appendix B Appendix C
Chapter 2: An NC File Format
1 Introduction
This document describes format of NC code for EUROMAC punch presses. The description is specic to the TopPunch R control software versions 1.5.x, 2.0.x, 2.1.x and 2.2..x.
2 An NC File Format
An NC code is an ASCII text le with the .nc or .cnc sux of its name. The le is organized in blocks or lines. Each line contains one NC command with its parameters. A line may optionally start with the semicolon character ;. The NC code is case insensitive. Arbitrary mixing of lower and upper cases is permitted. A line enclosed in parentheses () is read in but not executed. Comments may be put there. Three sections of commands can be identied in an NC code. The code starts with declarations like a job name, sheet metal dimensions, clamps positions and loading position. The largest portion of commands follows in the middle section where the actual punching job is programmed. The third section may conclude the code specifying what to do on unloading the sheet. Reading of an NC le stops when end of the le is reached or when the percent character % at a line beginning occurs. Any text like a setup sheet for a job may be output behind the % character.
2.1 Dimension Units and Ranges
Working units are not dened inside an NC code. That means that the code can be created in any units that a machine or, in fact, its control software TopPunch R supports. Currently TopPunch R understands decimal degrees for angular dimensions and seconds for time values. Longitudinal dimensions may be output in millimeters or inches. The actual unit used to read an NC is selected in general conguration in TopPunch R . The proper parameter to look for is called unit in TopPunch R versions 1.5.x and ncunit since version 2.0.0.
Dimension Type Longitudinal Angular Time
Supported Units mm, inch
Lowest Value -99,999.99 -360.0 0
Greatest Value 99,999.99 360.0 99.99
Table 2.1: Units and ranges of dimensions.
2.2 Specifying Coordinates
Many of the commands inside an NC code take parameters specifying axes position. The position is dened by values of X, Y and, in the case of an auto-index machine, C coordinates. Origin of the coordinate system is at the upper left sheet metal corner.
Chapter 2: An NC File Format
Figure 2.1: NC coordinate system.
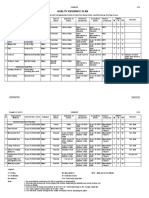
Figure 2.2: Machine coordinate system and loading position: 0machine zero point, PIN1 and PIN2loading pins; shtrefreference position of a metal sheet at loading position; xload loading position of the back gauge; xpin1 , xpin2 and ypinloading pins positions; xpinrep and ypinrep reposition hold down cylinders positions. A machine has its zero point dened as follows (see Figure 2.2). The zero X coordinate is at zero value of a back gauge scale. A clamp support face denes the Y coordinate of the zero point. The zero point comes at the centre of a ram when both X and Y machine coordinates
Chapter 2: An NC File Format
have zero values. In many cases the machine and NC coordinate systems are equal. They may dier when not loading at XPIN1. The NC coordinate system is shifted by the xload shtref value. Another example is a machine with automatic loading and unloading where right hand edge of a metal sheet is positioned at a loading pin. See Section 4.5 [Automatic Loading and Unloading], page 17, for transforming coordinates on such machines. A group of commands take arguments specifying position or trajectory in the NC coordinate system. Those commands are SET , CARICO , MOV , COLPO , START_PROFILE , LIN , CIL , CIR and END . General form of a position specication is Xx Yy Cc where x, y and c respectively are the coordinate values. Exceptions are the CARICO and END commands where the x and y values refer to a machine coordinate system. Several special positions of the X axis are precongured in TopPunch R and can be accessed through machine parameters. See Table 2.2, for list of possible parametric expressions of the X axis position. They are intended mainly for loading and unloading of material, i.e. the CARICO and END commands. However, they may be used in any command taking position arguments. XPIN1 XPIN2 XPIN External loading pin position as specied in the xpin1 machine parameter. Internal loading pin position as specied in the xpin2 machine parameter. Position of automaticaly selected loading pin. If the programmed sheet X dimension is less then value of the xint machine parameter internal loading pin position (xpin2 parameter) is chosen. Otherwise, the xpin1 parameter value is assumed. Position specied in the xload machine parameter. This is available in TopPunch R since version 2.0.0.
XLOAD
Table 2.2: Precongured X axis positions. Any of the X, Y and C component can be omitted in the position specication meaning it doesnt change. The C coordinate may be used for auto-index machines only. Interpolation commands dene position of the end point and trajectory travelled to reach it. Linear interpolation moves axes along a line from the current position to the line end point dened by the X and Y coordinates. Programming of circular path is accomplished by circular interpolation commands. The resulting trajectory is a circular arc or a full circle. It starts from the current position. Its end point is dened by the X and Y coordinates. Additional XC or I and YC or J coordinates specify the circle centre point. The XC and YC are the centre point coordinates in the NC coordinate system while the I and J are increments from the circle start point in X and Y axis, respectively. Only X and Y axes coordinates may be used in interpolation commands. Programming the C axis is not permitted there. To adjust an initial tool rotation use the MOV command with the C coordinate before an interpolation command. Then certain tools (which are dened in the machine control software TopPunch R ) automatically keep their angular position tangent to the travelled path.
2.2.1 Incremental Programming of Coordinates
In addition to the absolute denition of coordinates described above TopPunch R version 2.2 introduces an option to specify coordinates incrementally from the previous position. The respective coordinate increments are dened by DX, DY, DC, DXC and DYC. A programmed value is added to the current axes position yielding its new position. Note that using DXC and DYC or I and J has the same eect. MOV X100 Y200 COLPO DX50 DY-100 C45
Chapter 3: NC Commands
COLPO X100 DY50 DC45 In the above example a machine rst positions X and Y axes to 100, 200 and then makes two hits. The rst hit will be at X150, Y100 with index at 45 and the second goes at X100, Y150 and C90. Mixing of absolute and incremental specication of coordinates is allowed in any NC block dening position in the NC coordinate system.
3 NC Commands
3.1 NC Job Name
NAME string An optional command typically found at the rst line of an NC le. In the string argument it denes the job name. In TopPunch R versions 1.5.x length of the string is limited to 32 characters. No such limit exists in version 2.0.0 and above. The command is supposed to appear only once at the biggining of an NC code before the CARICO command. An NC block example: NAME NC job
3.2 Sheet Metal Dimensions
DIM x y t The command denes a sheet metal dimensions: length (x ), width (y ) and thickness (t). Omitting the optional third value causes TopPunch R to ask for the material thickness. The command is supposed to appear only once at the biggining of an NC code before the CARICO command. An NC block example: DIM 2000 1250 1.5
3.3 Material Specication
MATERIAL string Specify a sheet metal material in the string argument of the command. Its value is supposed identical to an identier in material list on machine. The command is supposed to appear only once at the biggining of an NC code before the CARICO command. The command is supported in TopPunch R since version 2.0.0. An NC block example: MATERIAL steel
3.4 Clamps Position
PINZE CLAMPS Xc1 Yc2 Xc1 Yc2
PINZE c1 c2 c3 ... cn CLAMPS c1 c2 c3 ... cn The command declares initial clamps positions. Two forms are possible. The rst one denes the left clamp position at the X parameter and the right clamp position at the Y parameter.
Chapter 3: NC Commands
Up to n clamps congured on a machine can be dened in the second form. The positions are stated from the leftmost clamp (c1 ) to the rightmost clamp (cn). This form is supported in TopPunch R since version 2.0.0. A clamp position is dened as a distance of its left side from NC coordinate system origin. The clamp left side indicates its position on a scale as it slides on a back gauge. On machines with automatic clamps the command may execute, if necessary, the clamps position reading and setting procedure. In any case the declared values are showed later in the loading position info message. The command is supposed to appear only once at the biggining of an NC code before the CARICO command. An NC block example: PINZE 325 950
3.5 L-Gauge
LGAUGE Xlgx Ylgy XClgox YClgoy LGAUGE Xlgx Ylgy Ilgox Jlgoy The command declares dimensions of an L-gauge and starts the L-gauge mode.
Figure 3.1: L-gauge dimensions. A machine works in a special mode with the L-gauge clamped in clamps instead of a metal sheet. Axes move in slow speed and stop at each hit coordinates. An operator has to push the sheet manually into the L-gauge. Depressing a foot pedal punches a hole and then moves to the next hit position. Safety barrier, if installed, is disabled to allow the operator to enter working area. See Table 3.1, for dimensions of the EUROMAC standard L-gauge. The dimensions correspond to machine parameters in TopPunch R . The lgclamp1 and lgclamp2 are clamp positions when loading at PIN1. lgx lgy lgox lgoy lgclamp1 lgclamp2 905 200 70 90 305 777
Table 3.1: Standard L-gauge dimensions in millimeters.
Chapter 3: NC Commands
The command is supposed to appear only once at the biggining of an NC code before the CARICO command. The command is supported in TopPunch R since version 2.0.0. An NC block example: LGAUGE X905 Y200 I70 J90
3.6 Loading Position
CARICO LOAD Xx Yy Cc ags Xx Yy Cc ags
The command moves axes to the specied position for loading material. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. Note that in this case the x and y values refer to the machine coordinate system rather then to the NC coordinate system. Depending on a machine model, some more actions may be executed like positioning turret station or reseting auto-index axes. Then a message for an operator appears on a screen telling clamps positions, tool and material to load. Depressing a foot pedal opens the clamps and raises the proper reference pin. Optional ags argument species whether a material shall be loaded manually or automatically. Possible values are MAN and AUTO for manual and automatic loading, respectively. If ommited, machine parameter autoload makes the decission. This extension is supported in TopPunch since version 2.1.1. At least DIM , PINZE and TOOL instructions shall appear in an NC code before the CARICO . An NC block example: CARICO XPIN Y300
3.7 Setting of Coordinate Values
SET Xx Yy Cc This command doesnt move axes. Its purpose is assigning coordinates with values which might be used by successive instructions. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. An NC block example: SET X-123.45 Y321
3.8 Move to a Position
MOV MOVE Xx Yy Cc Xx Yy Cc
Move axes to the specied Xx Yy Cc . Trajectory of the movement is not dened. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. An NC block example: MOVE Y100 C-45
Chapter 3: NC Commands
3.9 Hit at a Position
COLPO Xx Yy Cc HIT Xx Yy Cc The command moves axes and executes one hit after reaching the Xx Yy Cc . Trajectory of the movement is not dened. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. An NC block example: COLPO X666 Y0 C30
3.10 Interpolations
Interpolation commands continuously move axes along a dened trajectory. This is needed by special operations like grooving, marking or beading. The interpolation path starts at the current position and continues to the end point dened by the command. Speed of the continuous move of the X and Y axes, the feed rate, is dened at a tool properties. However, since the TopPunch R version 2.2.0 it is possible to override it with the FEEDRATE command in an NC code. A group of subsequent interpolation commands composes a contour. Each contour may be optionally enclosed within the START_PROFILE and END_PROFILE commands.
3.10.1 Linear Interpolation
LINE Xx Yy The command moves X and Y axes along a linear path starting at the current position to the specied end point. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. An NC block example: LINE X783.123 Y326.2
3.10.2 Circular Interpolation CW
CIR Xx Yy XCxc YCyc CIR Xx Yy Idxc Jdyc RCIR Xx Yy XCxc YCyc RCIR Xx Yy Idxc Jdyc The command generates a circular path in the clockwise direction. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. An NC block example: RCIR X300 Y200 I-36 J36
3.10.3 Circular Interpolation CCW
CIL Xx Yy XCxc YCyc CIL Xx Yy Idxc Jdyc LCIR Xx Yy XCxc YCyc LCIR Xx Yy Idxc Jdyc This circular interpolation command moves axes in the counter-clockwise direction. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. An NC block example: CIL X560 Y480 XC560 YC520
Chapter 3: NC Commands
3.11 Clamps Repositioning
RIPOSIZIONA REPOSITION Xx Yy Xx Yy
The clamps reposition command performs the following procedure. At the current position a machine xes material with hold down cylinders. Than, clamps are opened and the Y axis moves to the back by the y value. Now the X axis moves by the x distance. Here the Y axis moves back to the front. Finally, clamps are closed at the new position and hold downs release the material. Recommended values of the Y axis back moves are 2 mm in case of the rst reposition in a job and 1 mm for any following one. An NC block example: RIPOSIZIONA X-300 Y1
3.12 Programme Stops
Programme stop commands interrupt an automatic working cycle and stop machine axes at the current position. A safety barrier (if installed) is deactivated allowing an operator to remove a ready part or a scrap from the machine working area. This is indicated in a message displayed on a programming console screen. The machine continues working after pressing the start cycle button.
3.12.1 Programme Stop in the Ram Upper Dead Point
STOP Stops a machine and raises its ram to the upper reference position.
3.12.2 Programme Stop in a Tool Upper Stroke
STOP1 Stops a machine leaving a ram in the current position. Typically it means in a tool upper stroke. The command is supported in TopPunch R since version 2.0.0.
3.13 Work Chute
WORK_CHUTE CHUTE TRAP_DOOR TRAP BOTOLA Some EUROMAC presses are optionally equipped with a work chute allowing unloading some ready parts or scrap without stopping a machine. The command executes the whole work chute cycle which consists of opening the work chute, detecting a part at the end of the chute and than closing the chute. Use the command just after the last hit which cuts o a part. The command is supported in TopPunch R since version 2.2.0.
Chapter 3: NC Commands
3.14 Dwell in a Position
A set of PAUSE* commands is used to stop a machine for a certain time. The commands are globally valid. That means the dwell applies for each hit until overridden by another call to the appropriate PAUSE* command. If only dwell in the current position is required use the DWELL command. The t argument of the command is the time to dwell specied as a oating point value in seconds. The value of 0.0 s cancels the appropriate dwell. Any combinations of the commands are permitted.
3.14.1 Dwell before a Hit
PAUSE t A machine positions axes and waits a specied time with a ram in a tool upper stroke. Then a hit is executed.
3.14.2 Dwell after a Hit
PAUSE1 t A machine makes a hit and dwells in the hit position with a ram in a tool upper stroke.
3.14.3 Dwell in a Tool Lower Stroke
PAUSE2 t The command causes ram to stop at its lower dead point during a hit and to dwell at that point for t seconds. Only punch presses with the Flex hydraulic system support the lower stroke dwell. The command is supported in TopPunch R since version 2.1.0.
3.14.4 Dwell
DWELL t Waits for t seconds in the current position. Unlike the PAUSE commands the DWELL is valid locally only at the place where it appears in an NC. The command is supported in TopPunch R since version 2.2.0.
3.15 Controlling Technology Conditions
A set of new commands was introduced in TopPunch R version 2.2.0 enabling more control over technology conditions. Now it is possible to programme parameters such as tool strokes, ram or axes speeds for any single hit. Some parameters are associated with a tool which is currently in use. It is an operators responsibility to assign correct values to them. A programmer may override them in an NC code. With an exception of the SPEED_XY the overridden value takes eect until modied by another call to the appropriate command or until the next tool change which always resets all the parameters. Note that all the commands may be used in punching mode only, i.e. for presetting conditions of the COLPO command. The FEEDRATE is the only one intended to work in the interpolation mode.
3.15.1 Axes Speed
SPEED_XY speed The command controls positioning speed of X and Y axes when moving with the MOV and COLPO commands. It has no eect in the interpolation mode. A value of the speed argument
Chapter 3: NC Commands
10
is in percents of the highest traversal speeds of the X and Y axes. It ranges from 1.0 to 100.0. That means the speed can be reduced up to one percent of its maximum. Speed settings persist after nishing a job. For this reason it is recommended to restore the full speed by calling SPEED_XY 100 just before the END command. The speed can be modied also interactively by an operator during running a programme.
3.15.2 Feed Rate in the Interpolation Mode
FEEDRATE feed Controls feed rate of the X and Y axes in the interpolation mode. The argument feed is specied in mm/min. A value less than or equal to zero resets the feed rate to a value dened at the current tool.
3.15.3 Tool Upper Stroke
TOOL_UP z A tool upper stroke value over a sheet surface. The sheet thickness is added automatically. Other compensations may apply, too. Specifying a value of the z argument outside a range acceptable by a machine resets the tool upper stroke to a value dened in punch list.
3.15.4 Tool Lower Stroke
TOOL_DOWN z Overrides a tool lower stroke. The zero value is considered on surface of a single punching tool die. Negative values mean penetration of the tool inside the die. When z is given a positive value the punch stops over the die by that value. Specifying a value of the z argument outside a range acceptable by a machine resets the tool lower stroke to a value dened in punch list.
3.15.5 Ram Speed
RAM_V v The command controls speed of ram when punching. The value is given in percents of the highest speed dened in the vram or vrami machine parameters and ranges from 0 to 100. The zero value restores the tool dened speed.
3.15.6 Ram Acceleration
RAM_A a Reduces a ram acceleration to a percents of a value of the aram or arami machine parameters. Zero value restores the acceleration dened at the current tool.
3.16 Tool Change
TOOL code shape dimensions angle name TOGLI_TOOL code shape dimensions angle name Both manual and automatic tool changes are programmed by this command. It takes several arguments declaring the required tool. Each tool is identied by its unique code. It is an arbitrary integer number ranging from 1 up to 2,147,483,647. Codes in the range of 90009999 are reserved for special working cycles of tools with shapes declared as SPECIAL or FORMING. See Table 3.2, for those cycles supported in TopPunch R since version 2.0.0.
Chapter 3: NC Commands
11
9000 9002 9003 9005 9020 9021
Tapping cycle with lubrication. Bending cycle on ZX/MTX machines. Tapping cycle without lubrication (Mate EasyTapTM ). Special cycle intended for forming tools on ZX/MTX machines. A stroke is done at low speed in low pressure with an optional dwell time in the lower stroke. Bending cycle on FLEX machines with overtravels with ram at the preset upper stroke. Bending cycle on FLEX machines with overtravels with ram at its upper limit position.
Table 3.2: Special working cycles. In case the programmed tool is a multitool certain rules are recommended for the tool code. In general the code can be expressed as TTCCSS. It is composed of three groups of two digits dening the multitool type, code and station (see Table 3.3). TT CC SS Multitool type. Multitool code. Multitool station.
Table 3.3: Multitool code: TTCCSS. According to a tool shape one to three dimensions are required. See Table 3.4, for supported tool shapes and their dimension parameters. All but round, grooving and marking tools need the angle specied at tool change. It is the angle at which the tool is inserted in a machine. Its value is dened in the NC coordinate system similar to the C coordinate.
Tool Round Square Rectangle Obround Single D Double D Rounded Corner Radius Tool Triangle Special Shape Forming Tool Grooving (Sheet Marker)1 Marking Tool1 Beading (Roller Ball)1 Table 3.4: Tool shapes.
shape T, TONDO, ROUND Q, QADRO, SQUARE R, RETTANGOLO, RECTANGLE A, ASOLA, OBROUND SD, SINGLED, SINGLE_D DD, DOUBLED, DOUBLE_D CR, ROUNDED_C, ROUNDED_CORNER RC, RADIUS TT, TRIANGLE S, SPECIALE, SPECIAL FM, FORMING MK, MARKER, SHEET_MARKER RB, MARKING RL, ROLLERBALL, ROLLER_BALL
dimensions x x xy xy xy xy xyr xyr xyr xy xy x x x
The optional name argument is important for deciding whether single tool or multitool is programmed. The string SINGLE with any number of leading and/or trailing underscores means
1
The tool works in an interpolation mode.
Chapter 3: NC Commands
12
a call to a single tool. In addition, since the version 2.2.0 of TopPunch R , SINGLE_B or SINGLE_D may be used to explicitly require a B station or a D station, respectively, in a 12-station turret. Otherwise, TopPunch R considers the tool being inside a multitool. The argument may be used to give the multitool a name. TopPunch R uses the following procedure to search for a tool in its databases: 1. TopPunch R rst looks at the end of TOOL line in an NC to resolve single tool or multitool call. 2. A single tool is searched in punch list by its shape and dimensions. It may happen that more tools are found. The one with the programmed tool code, if exists in the punch list, is prefered. 3. In case of multitool the tool code is decoded and checked against multitool list. If the decoded multitool station exists and contains the programmed tool (shape, dimensions and angle are checked) TopPunch is happy and uses this tool. Otherwise the search continues with the next step. 4. Multitool list is searched for a multitool station containing the programmed tool. The tool shape, dimensions and angle are checked. First occurrence of the tool is used. Note that in this case the multitool and/or multitool station used in TopPunch R may be dierent from the one intended during o-line programming. 5. In case of MTX machine the turret is also checked for presence of the required tool. 6. An error is reported if any of the above steps fail. Moreover, the TOOL command resets technology conditions such as tool strokes, ram speed and acceleration and axes feed rate to values associated with the tool. See Section 3.15 [Controlling Technology Conditions], page 9 and Section 3.18 [Overriding Tool Parameters], page 13, for information on programming their overriding. The rst occurrence of the TOOL is expected at the beginning of an NC code before the CARICO command. However, it is not executed. It merely declares a tool to be loaded at the CARICO . An NC block example: TOOL 3 TONDO 20 SINGLE TOOL 60103 RE 20 3 0 6MT01
3.17 Tool Oset
OFFSET Xx Yy The command declares osets of a multitool station. It is related to the tool change and should appear just after the TOOL command. The command doesnt inuence processing of a job on a machine. Its only purpose is declaring tool osets for correct drawing of hits on screen. If a multitool station is detected from a tool code at the TOOL command the osets are calculated automatically. In this case, the OFFSET may be omitted. If it is not it is overridden by the calculated values. The oset X and Y values are in the multitool coordinate system. An NC block example: OFFSET X17.75 Y30.75
Chapter 3: NC Commands
13
3.18 Overriding Tool Parameters
TOOL_PARAM param1=val1 param2=val2 ... paramn=valn A set of additional parameters besides dimensions and strokes is associated with each tool in a punch list of a machine tool. Those parameters aect punching conditions and special functions of the machine. One way of their controlling was described in the Section 3.15 [Controlling Technology Conditions], page 9. The command TOOL_PARAM allows specifying the overridden parameters on one line in an NC code. See Table 3.5, for list of currently supported tool parameters. Parameters not specied in the command are not touched. Omitting a value at a parameter resets it to a value found in punch list on a machine. All parameter values are always of integer type. nlube aram vram pause2 sex Number of hits between tool lubrication oil injections. Ram acceleration in percents of its highest value multiplied by 1000. Similar to the command RAM_A. Ram speed in percents of its highest value multiplied by 1000. Similar to the command RAM_V. Dwell in the tool lower stroke. Similar to the command PAUSE2 but the dwell time specied in ms. Scrap exhausting. A positive value enables exhausting of scrap. Zero or a negative value turns it o. Table 3.5: Tool parameters. The command is supported in TopPunch R since version 2.2.0. An NC block example: TOOL_PARAM pause2=200 vram= aram=80000
3.19 Raising Punching Head
HEAD_UP HEADUP The command raises the ram to its upper dead point. Returning back to an upper stroke position is handled automatically when necessary. Usually the next hit will do that. The command is supported in TopPunch R since version 2.2.0.
3.20 Rotating and Flipping a Sheet
The following two commands allow virtual doubling of working area size in the Y axis direction. A machine goes to the loading position and enables opening clamps and raising a reference pin by depressing a foot pedal. A message appears on screen telling an operator to rotate or ip a metal sheet. After reloading the sheet at the required orientation the operator may continue working by pressing the start cycle button. Safety barrier (if installed) is disabled for the necessary time to allow entering the working area. The commands redene the NC origin point. Rotation or ipping the metal sheet causes another corner is the upper left one. This corner becomes the programming origin for further commands.
Chapter 3: NC Commands
14
3.20.1 Rotate Sheet
RUOTA ROTATE The command requests rotating a metal sheet by 180 . The sheet reference edge changes after rotating. From this reason it is important to declare the accurate X measure of the material in the DIM command.
3.20.2 Flip Sheet
RIBALTA FLIP This command instructs an operator to ip a metal sheet upside down. Further processing of an NC code relies on accurate specifying the Y dimension in the DIM command.
3.21 Extra Strip
STRIP Xx Yy The command is valid in L-gauge mode only, i.e. after the LGAUGE command. It controls inserting or removing extra strips added to the L-gauge. The extra strip is a piece of material inserted between the L-gauge and a sheet metal. It protects the L-gauge when punching close to an edge of the sheet. The two arguments x and y mean size of the extra strip to add along the vertical and horizontal sides of the L-gauge. The value of 0 means removing the appropriate strip. On reaching the STRIP command a machine stops and launches a message to an operator asking inserting or removing the extra strip. The command is supported in TopPunch R since version 2.0.0. An NC block example: STRIP X50 Y0
3.22 Marking Patterns and Proles
The following commands mark the start or the end of a working cycle. None of them is mandatory to use. However, the START_PROFILE and the END_PROFILE are recommended to mark interpolation mode working cycles. LAVORAZIONE WCYCLE Marks the start of a new punching pattern. RODITURA Marks the start of a nibbling cycle. ENDRODI The command marks the end of a nibbling cycle. START_PROFILE END_PROFILE Ends an interpolation mode prole. Xx Yy Cc Moves to the specied position Xx Yy Cc and starts an interpolation mode prole.
Chapter 4: Application Notes
15
3.23 Message to an Operator
MSG string The command allows passing a text message to an operator. A machine stops and the string displays on a screen. The operator has to press the start cycle button to proceed. The command is supported in TopPunch R since version 2.0.0. An NC block example: MSG How are you?
3.24 Job End and Unloading Position
END ags END Xx Yy Cc ags The END command should appear only once in an NC code at its very end. Using its simpler variant without arguments moves axes to the loading position. Alternatively, an unloading position may be specied in the Xx Yy Cc argument. A machine moves to that position and issues a message for an operator to remove a sheet. Then the machine goes to the loading position. See Section 2.2 [Specifying Coordinates], page 1, for details on specifying coordinates. Note that in this case the x and y values refer to the machine coordinate system rather then to the NC coordinate system. Optional ags argument species whether a material shall be unloaded manually or automatically. Possible values are MAN and AUTO for manual and automatic unloading, respectively. If ommited, machine parameter autounload makes the decission. This extension is supported in TopPunch since version 2.1.1. Both versions of the command increment the ready sheets counter. The END may be omitted which causes moving to the loading position but the ready sheet is not counted.
4 Application Notes
4.1 Auto-Index Machines
On auto-index machines a tool angle at the TOOL command has to be added to the C coordinate to get the real hit angle. To avoid any confusions it is recommended to declare any tool at zero degrees.
4.2 Turret Machines
A model line of EUROMAC turret punch presses is called MTX. Several modications of the turret exist with ve or six tool stations. Two or three of them can be indexable. Each station can hold a single tool up to size D or any supported multitool. If loaded into an index station all tools within a multitool may rotate. An NC code doesnt dene in which turret station a tool is loaded. However, number of tools declared in one NC le cannot exceed the turret capacity. MTX machines dont support manual tool changes within one NC programme. It is a machine operators responsibility to load the turret with tooling and declare the conguration in the TopPunch R control software. The only obvious requirement is that tools rotating in the NC code must be loaded in an (arbitrary) index station of the turret.
Chapter 4: Application Notes
16
4.2.1 MTX 12
The 12-station turret of MTX machines houses three index D stations, three x D stations and six B stations. The B stations enable to lift a die when a forming tool is in use. This feature is done automatically in control and is not programmable in NC code. All the B stations are oset by 70 mm when under a ram. This has to be taken into account in an NC code so that the 70 mm are added to each Y coordinate for any B station. So, to make a hole at 100 mm in the X axis and 0 mm in the Y axis the following has to be output in an NC code. COLPO X100 Y70 The 12 station turret is supported in TopPunch R since version 2.2.0.
4.3 Flex
The EUROMAC Flex electro-hydraulic system consists of a servo motor driven cam which controls hydraulic valves. This solution allows very precise and exible control of a ram position, speed and acceleration. Flex machines support the PAUSE2 command which stops a ram at its lower stroke for a specied time. If the ram working stroke doesnt exceed the cam travel (which is 11 mm) its speed and acceleration are programmable. Moreover, since TopPunch R 2.2.0 the commands RAM_V and RAM_A may be used to override a tool preset values of the ram speed and acceleration in punching mode.
4.4 Tapping
TopPunch R uses a special macro cycle for tapping operations. That means a tapping tool must be declared as the SPECIAL shape and a unique code is dedicated to the tool. See Table 3.2, for the special macro cycles. Special shapes take two dimension parameters which in the case of the tapping tool mean diameter of a tap and a thread pitch. The tool requires rotation. Thus, it must be assigned to an index tool station. In an NC code the COLPO is used to make a thread. For a tapping tool the C coordinate is interpreted dierently from punching tools. In this case it means length of the thread or more precisely working travel of the tool. The full taping cycle is as follows. Machine moves the X and Y axes to a position specied at the COLPO command. Here the tapping tool descends to its upper stroke value. Now, the upper c index axis starts rotating in right hand direction making revolutions, where c is a value at p the C coordinate and p is the thread pitch. At this point the index reverses its rotation making identical number of revolutions in the left hand direction. Finally, a ram moves to its upper dead point. TOOL 9003 SPECIAL 4 1 COLPO X100 Y200 C5 The above example will produce a thread of length 5 at position X100, Y200 with a tap M41. It is operators responsibility to set up proper parameters of the tapping tool in punch list in TopPunch R . The parameters mainly include a thread pitch and revolution rate. The special macro cycle requirement implies that tapping tools are supported in TopPunch R since version 2.0.0.
Chapter 4: Application Notes
17
4.5 Automatic Loading and Unloading
Programming EUROMAC machines with an automatic loading/unloading unit is almost identical to machines without the unit. The only dierences are regarding to loading, unloading and clamps positions.
Figure 4.1: Loading material. The machines have three loading pins used to dene a sheet metal reference position. See Figure 4.1, for location of the pins on the machine. In NC code (in the CARICO command) the pins are referred to as PIN1, PIN2 or, in case of automatic pin selection, PIN. See Table 4.1, for assignment of the loading pins. Both automatically and manually large material shell be loaded at the PIN1 and small material at the PIN2. Large material is considered when its X dimension is greater than the xint machine parameter.
Loading Automatic Manual
PIN1 1 1
PIN2 2A 2M
Table 4.1: Loading pins. With the exception of manually loading at PIN1, material loads at its right hand edge. But the programming origin (NC zero) point still remains at the upper left corner of the sheet. Thus
Chapter 4: Application Notes
18
with changing the sheet X dimension the NC zero point moves on a machine table. Figure 4.1 shows automatic loading at PIN2. See Figure 4.2, for more detailed explanation of dimensions and machine parameters used for loading sheet using its right edge as reference. The equations XM = XN C + xld xref and XN C = XM xld + xref transform the NC coordinate XN C to distance from a ram centre XM and vice versa. The XM is actually the XN C transformed to the machine coordinate system. The xld is position of back gauge and xref is distance of the sheet reference edge at loading position.
Figure 4.2: Loading material automatically at PIN1. To produce correct NC code any position coordinates and clamp position shall be checked against the transformed values of working area and clamp position limits and not against the machine parameters values. The following paragraphs explain how to calculate the transformations for various cases of loading positions.
Loading PIN1 AUTO PIN2 AUTO PIN1 MAN PIN2 MAN
xld xpin1 +xumax +2ou+pinoset xpin2 + xumax + 2ou xpin1 xpinman + xumax + 2ou
xref xpin1 + sx xpin2 + sx xpin1 xpinman + sx
xld xref xumax +2ou + pinoset sx xumax + 2ou sx 0 xumax + 2ou sx
Table 4.2: xld and xref . sxX dimension of a metal sheet; machine parameters: xpin1 position of loading pin 1; xpin2 position of loading pin 2A; xpinmanposition of loading pin 2M; xumax maximum clamp position; ouhalf X dimension of a clamp. Assuming the above and knowing the minimal (xumin) and maximal (xumax ) positions of clamps on a back gauge we can transform those positions to NC coordinates. See Table 4.3, for results. Clamp positions in the PINZE command are expected within those ranges.
Chapter 4: Application Notes
19
Loading PIN1 AUTO PIN2 AUTO PIN1 MAN PIN2 MAN
Minimal Clamp Position (cmin) sx + xumin xumax 2ou pinoset sx + xumin xumax 2ou xumin sx + xumin xumax 2ou
Maximal Clamp Position (cmax) sx 2ou pinoset sx 2ou xumax sx 2ou
Table 4.3: Limit clamp positions in NC coordinates. The X coordinate range is dened by the machine parameters xmin and xmax . See Table 4.4, for its values transformed to the NC coordinate system.
Loading PIN1 AUTO PIN2 AUTO PIN1 MAN PIN2 MAN
Lowest X coordinate xmin xumax 2ou pinoset + sx xmin xumax 2ou + sx xmin xmin xumax 2ou + sx
Highest X coordinate xmax xumax 2oupinoset+sx xmax xumax 2ou + sx xmax xmax xumax 2ou + sx
Table 4.4: X axis limits in NC coordinates. On automatic unloading the sheet metal must be positioned so that it ts inside unloading area of a machine. See Figure 4.3. Here the unloading area is limited by the ua0 and ua1 dimensions. Thus the unloading distance of the right edge u must t within the range of < ua0, ua1 sx >. Currently, no machine parameters dene the range. The recommended values are ua0 = 600 mm and ua1 = 3600 mm. Considering the above the X unloading coordinate has to t within the range of < xld + ua0, xld + ua1 sx >. See Table 4.2, for calculation of xld. This is true if and only if clamps are at their original position, i.e. there was no reposition at all or the clamps are back at their original position after all repositions in a job. To compensate for repositions just add to the range the dierence between nal and original distances of a clamp to a sheet edge. Note that it may be necessary to include an extra clamps reposition before unloading when the X coordinate value exceeds its working range. Certain Y coordinates are required for both automatic loading and automatic unloading positions. There values can be obtained from machine parameters. See Table 4.5. yload1 yload2 yv Y coordinate when loading at PIN1. Y coordinate when loading at PIN2. Y coordinate for unloading. Table 4.5: Y axis automatic loading and unloading position parameters. Note that there is a limit of material size which a loader can accept. The machine parameter shtymax declares the largest material dimension in the Y axis. It applies for both the automatic and manual loading and unloading. Sheet rotation and ipping, i.e. the RUOTA and RIBALTA commands, are not allowed when loading automatically. Automatic loading and unloading is supported in TopPunch R since version 2.1.0.
Chapter 4: Application Notes
20
Figure 4.3: Unloading material.
Chapter 5: An NC Code Example
21
5 An NC Code Example
Figure 5.1: An example job. Following is an example NC code for an EUROMAC punch press. Note that it contains some commands that are not supported by all models. See comments in parentheses for explanation of the code. (Name of the job) NAME nc-example (Sheet dimensions: X Y thickness) DIM 1000.0 700.0 1.00000 (Sheet material) MATERIAL steel (Clamps position) PINZE 395.00000 615.00000 (Initial tool declaration:) (round of 12 inside multitool XMTE10 code 6 station 9) TOOL 280609 T 12.00 XMTE10-06 OFFSET X28.90833 Y-26.02918 (Loading position: select loading pin automatically) CARICO XPIN Y341.00000 LAVORAZIONE (Move to X271.09 Y90) MOV X271.09167 Y90.00000 (Hit at X271.09 Y23.97)
Chapter 5: An NC Code Example
22
COLPO X271.09167 Y23.97082 COLPO X71.09167 Y23.97082 MOV X71.09167 Y90.00000 MOV X560.00000 Y479.00000 (Clamps reposition) RIPOSIZIONA X407.61900 Y0.00000 LAVORAZIONE COLPO X471.09167 Y23.97082 LAVORAZIONE COLPO X671.09167 Y23.97082 LAVORAZIONE COLPO X871.09167 Y23.97082 (Set required position: the actual movement is executed in the next command) SET X732.24670 Y269.25038 C0.000 (Tool change: round 22 inside multitool XMTE6 code 1 station 6) TOOL 600106 T 22.00 6MT01 OFFSET X17.75330 Y-30.74962 (Dwell before a hit for 0.25 s) PAUSE 0.25 COLPO X732.24670 Y269.25038 C0.000 SET X811.52088 Y263.58605 C0.000 TOOL 600103 Q 15.00 0.000 6MT01 OFFSET X-17.75330 Y30.74962 (Reset the dwell before a hit) PAUSE 0.00 LAVORAZIONE COLPO X811.52088 Y263.58605 C45.000 COLPO X767.75328 Y230.74962 C0.000 COLPO X713.58605 Y238.47912 C315.000 COLPO X680.74962 Y282.24673 C270.000 COLPO X688.47912 Y336.41395 C225.000 COLPO X732.24672 Y369.25038 C180.000 COLPO X786.41396 Y361.52087 C135.000 COLPO X819.25038 Y317.75330 C90.000 SET X420.00000 Y570.00000 (Tool change: special shape single tool 10x16 at 0 degrees) (loaded in a B station of the 12-station turret) TOOL 3119 S 10.00 16.00 0.000 _SINGLE_B_ OFFSET X0.00000 Y-0.00000 LAVORAZIONE (Override tool parameters: ram speed at 60%, ram acceleration at 80%,) (dwell in the lover stroke for 200 ms) TOOL_PARAM vram=60000 aram=80000 pause2=200 COLPO X420.00000 Y570.00000 COLPO X260.00000 Y570.00000 SET X280.00000 Y580.00000 C0.000 (Tool change: MATE RollerBall and the like; requires the interpolation mode) TOOL 6972 RL 40.00 0.000 _SINGLE_D_ OFFSET X0.00000 Y-0.00000 (The interpolation mode feedrate: 3000 mm/min) FEEDRATE 3000.00 TOOL_PARAM vram=40000
Chapter 5: An NC Code Example
23
(Move to an initial position and start profile in the interpolation mode) START_PROFILE X280.00000 Y580.00000 C180.000 (Linear interpolation to the end point X260 Y580) LINE X260.00000 Y580.00000 (Circular interpolation to the left to the end point X220 Y540) (The arc centre point is at X220 Y500) CIL X220.00000 Y540.00000 I0.00000 J-40.00000 LINE X220.00000 Y460.00000 CIL X260.00000 Y420.00000 I40.00000 J0.00000 LINE X430.00000 Y420.00000 CIL X470.00000 Y460.00001 I0.00000 J40.00000 LINE X470.00000 Y540.00000 CIL X430.00000 Y580.00000 I-40.00000 J0.00000 LINE X260.00000 Y580.00000 CIL X232.73445 Y569.26756 I0.00000 J-40.00000 (Finish interpolation mode) END_PROFILE SET X197.50000 Y575.00000 C0.000 (Tool change: rectangle 60x5 at 0 degrees) TOOL 365 R 60.00 5.00 0.000 _SINGLE_D_ OFFSET X0.00000 Y-0.00000 LAVORAZIONE (Limit X and Y axes travel speed to 70%) SPEED_XY 70.00 (Override the tool upper stroke) TOOL_UP 8.00 COLPO X197.50000 Y575.00000 C90.000 COLPO X197.50000 Y525.00000 C90.000 COLPO X197.50000 Y475.00000 C90.000 COLPO X197.50000 Y425.00000 C90.000 LAVORAZIONE COLPO X225.00000 Y397.50000 C0.000 COLPO X273.00000 Y397.50000 C0.000 COLPO X321.00000 Y397.50000 C0.000 COLPO X369.00000 Y397.50000 C0.000 COLPO X417.00000 Y397.50000 C0.000 COLPO X465.00000 Y397.50000 C0.000 LAVORAZIONE COLPO X492.50000 Y425.00000 C90.000 COLPO X492.50000 Y475.00000 C90.000 COLPO X492.50000 Y525.00000 C90.000 COLPO X492.50000 Y575.00000 C90.000 LAVORAZIONE COLPO X465.00000 Y602.50000 C0.000 COLPO X417.00000 Y602.50000 C0.000 COLPO X369.00000 Y602.50000 C0.000 COLPO X321.00000 Y602.50000 C0.000 COLPO X273.00000 Y602.50000 C0.000 COLPO X225.00000 Y602.50000 C0.000 (Stop a machine: remove ready part) STOP MOV X657.38100 Y341.00000 C0.000
Chapter 5: An NC Code Example
24
(Restore travel speed to 100%) SPEED_XY 100.00 (Reset the tool upper stroke to a value found in punch list) TOOL_UP -100.00 END
Appendix B: Machine Parameters Index
25
Appendix A Concept Index
C
circular interpolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 clamps reposition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 coordinate system . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1, 3
N
NC command . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
T
tapping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11, technology conditions . . . . . . . . . . . . . . . . . . . . . . . . . . 9, tool code . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . tool shape . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 12 10 11
F
feed rate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7, 10 Flex . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ii, 16
I
incremental programming . . . . . . . . . . . . . . . . . . . . . . . . . 3 interpolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3, 7
U
unit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
W L
L-gauge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 L-gauge mode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 linear interpolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 working area . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Z
zero point . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Appendix B Machine Parameters Index
A
aram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 arami . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 autoload . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 autounload . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
U
unit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
V
vram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 vrami . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
L
lgclamp1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . lgclamp2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . lgoffx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . lgoffy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . lgx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . lgy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 5 5 5 5 5
X
xint . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 xload . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 xmax . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 xmin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 xpin1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2, 3, 18 xpin2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2, 3, 18 xpinman . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 xpinrep . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 xumax . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18, 19 xumin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18, 19
N
ncunit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
O
offu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18, 19
Y
yload1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 yload2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 ypin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 ypinrep . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 yv . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
P
pinoffset . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18, 19
Appendix C: NC Commands Index
26
Appendix C: NC Commands Index
27
Appendix C NC Commands Index
%
%. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 MOVE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 MSG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
B
BOTOLA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
N
NAME . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
C
CARICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3, 4 CARICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5, 6 CARICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12, 17 CHUTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 CIL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 CIL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 CIR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 CIR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 CLAMPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 COLPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 COLPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 COLPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9, 16
O
OFFSET . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
P
PAUSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 PAUSE1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 PAUSE2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9, 13, 16 PINZE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 PINZE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 PINZE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
R
RAM_A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10, 16 RAM_A. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 RAM_V . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10, 16 RAM_V. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 RCIR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 REPOSITION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 RIBALTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 RIBALTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 RIPOSIZIONA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 RODITURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 ROTATE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 RUOTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 RUOTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
D
DIM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 DIM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6, 14 DWELL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
E
END . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3, 10, 15 END_PROFILE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7, 14 ENDRODI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
F
FEEDRATE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 FEEDRATE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9, 10 FLIP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
S
SET . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 SET . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 SPEED_XY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9, 10 START_PROFILE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 START_PROFILE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7, 14 STOP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 STOP1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 STRIP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
H
HEAD_UP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 HEADUP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 HIT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
L
LAVORAZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 LCIR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 LGAUGE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5, 14 LIN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 LINE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 LOAD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
T
TOGLI_TOOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 TOOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 TOOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10, 12, 15 TOOL_DOWN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 TOOL_PARAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 TOOL_UP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 TRAP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 TRAP_DOOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
M
MATERIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . MOV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . MOV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . MOV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 3 6 9
W
WCYCLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 WORK_CHUTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Вам также может понравиться
- Operator Manual TOP PUNCH 2006 ENG Vers A PDFДокумент41 страницаOperator Manual TOP PUNCH 2006 ENG Vers A PDFkokyawzaw67% (3)
- Diagnostic ManualДокумент26 страницDiagnostic ManualXavier Hernandez100% (3)
- Operation & Programming Manual: P - S e R I e S P - 1 2 1 2 P - 1 2 2 5Документ111 страницOperation & Programming Manual: P - S e R I e S P - 1 2 1 2 P - 1 2 2 5M Serv67% (3)
- Modeva/Dnc880S: User GuideДокумент81 страницаModeva/Dnc880S: User GuideVojkan Milenovic100% (1)
- CNC Kad User ManualДокумент50 страницCNC Kad User Manualแผน กุลอัก100% (2)
- 11505-HF MT (130-220 Ton) Operators Manual X40882e (Sep-03)Документ220 страниц11505-HF MT (130-220 Ton) Operators Manual X40882e (Sep-03)Ion Plesa50% (2)
- Essay 1 Weight and BalanceДокумент4 страницыEssay 1 Weight and BalanceHamdan Merchant83% (6)
- DELEMДокумент150 страницDELEMzeynell7050% (4)
- Asme Y14.8 IndexДокумент3 страницыAsme Y14.8 IndexSreekanth20% (5)
- DNN 85 PDFДокумент262 страницыDNN 85 PDFTetra Bagus SuryonoОценок пока нет
- Machine Manual MTX-ZX-BX ENG - Vers CДокумент52 страницыMachine Manual MTX-ZX-BX ENG - Vers CNenad Pavlović100% (1)
- Press BrakesДокумент19 страницPress Brakeszivkovic brankoОценок пока нет
- Wire EDM PDFДокумент74 страницыWire EDM PDFCarlos21075100% (1)
- SolidCAM 2016 5 Axis Basic Training Vol 1 PDFДокумент33 страницыSolidCAM 2016 5 Axis Basic Training Vol 1 PDFThanh Nguyen50% (2)
- Cnckad 9Документ1 страницаCnckad 9Thong ChanОценок пока нет
- Metalix CncKad Introduction EngДокумент75 страницMetalix CncKad Introduction EngtoanОценок пока нет
- Laser Trumpf 21-A0-54-CP02 - User Level TrucontrolДокумент3 страницыLaser Trumpf 21-A0-54-CP02 - User Level TrucontrolAbilio LopesОценок пока нет
- Trumpf TruLaser PDFДокумент18 страницTrumpf TruLaser PDFJuanSebastiánTorresMartínezОценок пока нет
- Byspeed 3015 BA V010 enДокумент524 страницыByspeed 3015 BA V010 enΈλσαΟγκρένιОценок пока нет
- Ipg1 MeДокумент56 страницIpg1 MeKopi143Оценок пока нет
- Operator'S Manual: Roller SolutionsДокумент14 страницOperator'S Manual: Roller SolutionsnatshipОценок пока нет
- Tru LaserДокумент40 страницTru LaserWilfredo A MolinaОценок пока нет
- Introduction CNC PlasmaДокумент2 страницыIntroduction CNC PlasmaHaziq PazliОценок пока нет
- 1098-Programming Manual Pulsar - Altair PDFДокумент136 страниц1098-Programming Manual Pulsar - Altair PDFFredi MürkОценок пока нет
- 26 Punch Press ToolingДокумент10 страниц26 Punch Press ToolingAntoine LaurentОценок пока нет
- High Speed Machining (HSM) : Seminar OnДокумент26 страницHigh Speed Machining (HSM) : Seminar OnAnonymous LFgO4WbID100% (2)
- 6 - Durma Laser User InterfaceДокумент30 страниц6 - Durma Laser User Interfacesciuc0% (1)
- InstruccionesДокумент2 страницыInstruccionesHéctorValleОценок пока нет
- BCL MUser Manual Bodor Laser PDFДокумент38 страницBCL MUser Manual Bodor Laser PDFJose LozanoОценок пока нет
- FIBER LASER TechnologiesДокумент30 страницFIBER LASER Technologieschathuranga chandrasekaraОценок пока нет
- SSCNC Manual FanucДокумент171 страницаSSCNC Manual FanucKenny Jiménez RuizОценок пока нет
- Mach3 ManualДокумент37 страницMach3 ManualMilco PrisaganecОценок пока нет
- CNC ProgramiranjeДокумент333 страницыCNC ProgramiranjeSimon RisteskiОценок пока нет
- 97073-5-260 DRW 002 04 MatNoДокумент149 страниц97073-5-260 DRW 002 04 MatNoMostafa MetwallyОценок пока нет
- CW TutorialДокумент116 страницCW TutorialElias Mora BecerraОценок пока нет
- 05 01 Bytubework V01 enДокумент14 страниц05 01 Bytubework V01 enVojkan MilenovicОценок пока нет
- SolidCAM 2 5D MillingДокумент4 страницыSolidCAM 2 5D MillingDimitrije ToniОценок пока нет
- Cad CamДокумент53 страницыCad CamM HasanovicОценок пока нет
- Cam WorksДокумент288 страницCam WorksrodolfogcОценок пока нет
- BODOR User Manual of Fiber Metal Cutting MachineДокумент50 страницBODOR User Manual of Fiber Metal Cutting Machinesebastian carreño100% (2)
- CamWorks EDMДокумент50 страницCamWorks EDMiagomouОценок пока нет
- SolidCAM 2014 IMachining Training CourseДокумент222 страницыSolidCAM 2014 IMachining Training Coursesammy stiltner100% (1)
- Haas AlarmsДокумент46 страницHaas AlarmsKar GayeeОценок пока нет
- TopsWorks CadДокумент6 страницTopsWorks CadPeter DrummenОценок пока нет
- Preparation For The Fiber Laser Machine InstallationДокумент2 страницыPreparation For The Fiber Laser Machine InstallationLuis Fernando ValenciaОценок пока нет
- B 180S EnglischДокумент25 страницB 180S EnglischNguyen Quyet ThangОценок пока нет
- Cypcut Laser Controller User ManualДокумент88 страницCypcut Laser Controller User ManualDurga Prasad BoppanaОценок пока нет
- Delcam - PowerMILL 2017 Getting Started enДокумент88 страницDelcam - PowerMILL 2017 Getting Started endaocongdablОценок пока нет
- Library Bending TechnologyДокумент103 страницыLibrary Bending TechnologyTrilok Chand Gupta100% (1)
- 3DelightForMaya UserManualДокумент174 страницы3DelightForMaya UserManualrendermanuserОценок пока нет
- Momentus: Product ManualДокумент46 страницMomentus: Product ManualmastermindizОценок пока нет
- Update Info 2013.3-1Документ49 страницUpdate Info 2013.3-1pothirajkalyanОценок пока нет
- Pegasus Lift Manual 1st en r3 - 20121120 - 005559Документ37 страницPegasus Lift Manual 1st en r3 - 20121120 - 005559g665013Оценок пока нет
- Fuel/Air Ratio Control System VMS: ManualДокумент146 страницFuel/Air Ratio Control System VMS: Manual葉俊榮Оценок пока нет
- User TechДокумент65 страницUser Techberk ısılakОценок пока нет
- Q 4 XДокумент39 страницQ 4 XSebastian EspinozaОценок пока нет
- Rice Lake SCT 1100 Manual PDFДокумент88 страницRice Lake SCT 1100 Manual PDFRonel BatocabeОценок пока нет
- ROBOTIQ 2 Finger Instruction Manual 060716 PDFДокумент127 страницROBOTIQ 2 Finger Instruction Manual 060716 PDFAnisa RachmanОценок пока нет
- Seagate Momentus Thin Drive ManualДокумент46 страницSeagate Momentus Thin Drive ManualGeorges SudarskisОценок пока нет
- Survivor Sst3 Technical Manual: Direct Thermal Label PrinterДокумент50 страницSurvivor Sst3 Technical Manual: Direct Thermal Label PrinterJairo David Cardoza BrenesОценок пока нет
- Starting Charging Systems AI GuideДокумент54 страницыStarting Charging Systems AI GuideaminefriaaОценок пока нет
- Self PlagiarismДокумент5 страницSelf PlagiarismFeby Philip AbrahamОценок пока нет
- Useful Math Identities and EquationsДокумент3 страницыUseful Math Identities and EquationsFeby Philip AbrahamОценок пока нет
- COMBIN7 (LegacyElement)Документ7 страницCOMBIN7 (LegacyElement)Feby Philip AbrahamОценок пока нет
- Strain Gauge RossetteДокумент4 страницыStrain Gauge RossetteFeby Philip AbrahamОценок пока нет
- Ansys TipsДокумент77 страницAnsys TipsFeby Philip AbrahamОценок пока нет
- Brief History of RocketsДокумент5 страницBrief History of RocketsFeby Philip AbrahamОценок пока нет
- IVT DesignReqДокумент2 страницыIVT DesignReqFeby Philip AbrahamОценок пока нет
- 1.design of Camless EngineДокумент94 страницы1.design of Camless EngineMehul JoganiОценок пока нет
- Chapter 1: Coding Decoding: Important Note: It Is Good To Avoid Pre-Defined Coding Rule To Write A Coded MessageДокумент7 страницChapter 1: Coding Decoding: Important Note: It Is Good To Avoid Pre-Defined Coding Rule To Write A Coded MessageUmamОценок пока нет
- Ijarece Vol 8 Issue 8 141 144Документ4 страницыIjarece Vol 8 Issue 8 141 144Rnav rnavОценок пока нет
- Analiza Procesa Ocenjivanja Na Časovima Matematike - BaucalДокумент22 страницыAnaliza Procesa Ocenjivanja Na Časovima Matematike - BaucalНевенка ЈовановићОценок пока нет
- Multiple Choice Questions (The Answers Are Provided After The Last Question.)Документ6 страницMultiple Choice Questions (The Answers Are Provided After The Last Question.)VijendraОценок пока нет
- Development and Experimental Evaluation of Machine Learning Techniques For An Intelligent Hairy Scalp Detection SystemДокумент29 страницDevelopment and Experimental Evaluation of Machine Learning Techniques For An Intelligent Hairy Scalp Detection SystemBilly GeneОценок пока нет
- 23AE23 DS enДокумент4 страницы23AE23 DS enBhageerathi SahuОценок пока нет
- Nav 2000Документ4 страницыNav 2000Balaji TriplantОценок пока нет
- Italy CasestudyДокумент21 страницаItaly CasestudylozaОценок пока нет
- Arithmetic Unit: Dr. Sowmya BJДокумент146 страницArithmetic Unit: Dr. Sowmya BJtinni09112003Оценок пока нет
- Switching Circuits & Logic Design: Registers and CountersДокумент37 страницSwitching Circuits & Logic Design: Registers and Counters555-193614Оценок пока нет
- 8.2.2.2.1.1 Batch Operation ManagementДокумент10 страниц8.2.2.2.1.1 Batch Operation ManagementbernardОценок пока нет
- Newvhdl Syllabus (It&Cse)Документ2 страницыNewvhdl Syllabus (It&Cse)Mude Kishore NaikОценок пока нет
- Calculus 1: CONTINUITYДокумент56 страницCalculus 1: CONTINUITYMa Lorraine PerezОценок пока нет
- CH 12 Review Solutions PDFДокумент11 страницCH 12 Review Solutions PDFOyinkansola OsiboduОценок пока нет
- App NandДокумент30 страницApp NandRajesh MedampudiОценок пока нет
- Organic Chemistry - Some Basic Principles and Techniques-1Документ195 страницOrganic Chemistry - Some Basic Principles and Techniques-1aditya kumar Agarwal100% (1)
- RCC-DI-AC PipeДокумент10 страницRCC-DI-AC PipeNaveen NagisettiОценок пока нет
- HV Filter Carts 1Документ2 страницыHV Filter Carts 1paulpopОценок пока нет
- Sci - Short Circuit IsolatorДокумент2 страницыSci - Short Circuit IsolatorVictor MoraesОценок пока нет
- Signal Integrity Modeling and Measurement of TSV in 3D ICДокумент4 страницыSignal Integrity Modeling and Measurement of TSV in 3D IC張志榮Оценок пока нет
- The Power of Adventure in Your Hand: Product Catalog Volume 4 2019Документ20 страницThe Power of Adventure in Your Hand: Product Catalog Volume 4 2019Michael ShelbyОценок пока нет
- Apl 220014Документ2 страницыApl 220014Elprince MidoОценок пока нет
- Valence Bond Theory VBTДокумент32 страницыValence Bond Theory VBTAsif AhnafОценок пока нет
- 0606 Additional Mathematics: MARK SCHEME For The May/June 2015 SeriesДокумент9 страниц0606 Additional Mathematics: MARK SCHEME For The May/June 2015 Serieswai yanОценок пока нет
- Introducing Small Basic-1 PDFДокумент69 страницIntroducing Small Basic-1 PDFnilaОценок пока нет
- Examples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsДокумент44 страницыExamples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsNguyen Anh TuОценок пока нет
- An FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure CommunicationsДокумент5 страницAn FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure Communicationslaz_chikhi1574Оценок пока нет
- 3 Perform Industry CalculationsДокумент90 страниц3 Perform Industry CalculationsRobinson ConcordiaОценок пока нет
- ELEMAGДокумент1 страницаELEMAGJasper BantulaОценок пока нет