Вам также может понравиться
- 9-Development of Sources of Water For Rural ResidencesДокумент4 страницы9-Development of Sources of Water For Rural ResidencesEugene MicarandayoОценок пока нет
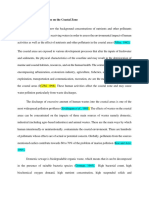
- Impact of Human Activities On The Coastal ZoneДокумент6 страницImpact of Human Activities On The Coastal ZoneEugene MicarandayoОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Chapter 1 - PlumbingДокумент10 страницChapter 1 - PlumbingEugene MicarandayoОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 003a - Refresher SPDIДокумент201 страница003a - Refresher SPDIEugene MicarandayoОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Chapter 1 Edited by Sir BongДокумент10 страницChapter 1 Edited by Sir BongEugene MicarandayoОценок пока нет
- 1 VentsДокумент4 страницы1 VentsEugene MicarandayoОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 5 DrainsДокумент2 страницы5 DrainsEugene MicarandayoОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 8-Water Supply and Distribution SystemДокумент5 страниц8-Water Supply and Distribution SystemEugene MicarandayoОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- 7 - Water Waste Treatment and Disposal For Building PremisesДокумент4 страницы7 - Water Waste Treatment and Disposal For Building PremisesEugene MicarandayoОценок пока нет
- 1 VentsДокумент4 страницы1 VentsEugene MicarandayoОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Plumbing Fixtures Terms and StandardsДокумент2 страницыPlumbing Fixtures Terms and StandardsEugene MicarandayoОценок пока нет
- Smac InxДокумент70 страницSmac Inxnaser712Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- 4 TrapsДокумент2 страницы4 TrapsEugene MicarandayoОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- 2-Drainage PipingДокумент3 страницы2-Drainage PipingEugene MicarandayoОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Master Plumber Exam Coverage (Philippines)Документ4 страницыMaster Plumber Exam Coverage (Philippines)Eugene Micarandayo100% (3)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Duct SizingДокумент13 страницDuct SizingEugene MicarandayoОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- (Ebook) The World of Free Energy PDFДокумент8 страниц(Ebook) The World of Free Energy PDFwroueawe100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- II. Overview of Human Resource Management Topic: Importance of Human ResourceДокумент2 страницыII. Overview of Human Resource Management Topic: Importance of Human ResourceEugene MicarandayoОценок пока нет
- Thawing Machine: Real Steel CompanyДокумент22 страницыThawing Machine: Real Steel CompanyEugene MicarandayoОценок пока нет
- 92 PreДокумент10 страниц92 PreEugene MicarandayoОценок пока нет
- Ziby FactorДокумент1 страницаZiby FactorEugene MicarandayoОценок пока нет
- Sick LeaveДокумент1 страницаSick LeaveEugene MicarandayoОценок пока нет
- Progress 11-6-18Документ2 страницыProgress 11-6-18Eugene MicarandayoОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 92 PreДокумент10 страниц92 PreEugene MicarandayoОценок пока нет
- Case AnalysisДокумент26 страницCase AnalysisEugene Micarandayo0% (2)
- Iii - Marketing PlanДокумент11 страницIii - Marketing PlanEugene MicarandayoОценок пока нет
- Planning (Engineering Management)Документ2 страницыPlanning (Engineering Management)Eugene MicarandayoОценок пока нет
- ES-92 Business ProposalДокумент14 страницES-92 Business ProposalEugene MicarandayoОценок пока нет
- Case AnalysisДокумент26 страницCase AnalysisEugene Micarandayo0% (2)
- Feeds and Feeding in BuffaloДокумент13 страницFeeds and Feeding in BuffaloEugene MicarandayoОценок пока нет
- multirab ura signaling issuesДокумент1 страницаmultirab ura signaling issuessha0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Tu 1-5Документ8 страницTu 1-5Made easy classes0% (2)
- FADesignManual v2 14 SP PDFДокумент88 страницFADesignManual v2 14 SP PDFpandu lambangОценок пока нет
- Hot Bolting FPSO BrazilДокумент1 страницаHot Bolting FPSO BrazilKhan Arshi100% (1)
- A Rope of Mass 0.65 KG Is Stretched Between Two Supports 30 M Apart. If The Tension in The Rope Is 120 N, How Long Will It Take A Pulse To Travel From One Support To The Other?Документ6 страницA Rope of Mass 0.65 KG Is Stretched Between Two Supports 30 M Apart. If The Tension in The Rope Is 120 N, How Long Will It Take A Pulse To Travel From One Support To The Other?peyying12Оценок пока нет
- Pairwise testing: A powerful technique for reducing test casesДокумент26 страницPairwise testing: A powerful technique for reducing test casesvineeta1234Оценок пока нет
- Core 3Документ2 страницыCore 3RidhiОценок пока нет
- Shiela S. Portillo Ang Specification 09112021Документ9 страницShiela S. Portillo Ang Specification 09112021JR De LeonОценок пока нет
- Dissolved OxygenДокумент2 страницыDissolved OxygenAnonymous atBeojaОценок пока нет
- HCIE-R&S Huawei Certified Internetwork Expert-Routing and Switching Training Lab Guide PDFДокумент228 страницHCIE-R&S Huawei Certified Internetwork Expert-Routing and Switching Training Lab Guide PDFliviuemanuelОценок пока нет
- FTS ScaleoEUserManualEN 10 1082177Документ2 044 страницыFTS ScaleoEUserManualEN 10 1082177JОценок пока нет
- PI Digital Panel Indicator - B0Документ7 страницPI Digital Panel Indicator - B0dtoxidОценок пока нет
- Construction Companies in IndiaДокумент11 страницConstruction Companies in Indiashobhit.goel33% (3)
- Stoichiometry - Determination of Percent by Mass of NaHCO3 in Alka Seltzer TabletsДокумент6 страницStoichiometry - Determination of Percent by Mass of NaHCO3 in Alka Seltzer Tabletsgabbal009Оценок пока нет
- EPMA Introduction To Powder MetallurgyДокумент36 страницEPMA Introduction To Powder MetallurgyPranjal SinghОценок пока нет
- Extrusion-Spheronization Process Variables and CharacterizationДокумент57 страницExtrusion-Spheronization Process Variables and CharacterizationKhanh Le0% (1)
- Cs15 Gas Tank Cleaning Degassing 1997Документ12 страницCs15 Gas Tank Cleaning Degassing 1997kirandevi1981100% (2)
- DTH Equipment - Product - Catalogue - tcm45-3560033 PDFДокумент48 страницDTH Equipment - Product - Catalogue - tcm45-3560033 PDFJALFAROROОценок пока нет
- Cryx Necro Energy NecrotiteДокумент2 страницыCryx Necro Energy NecrotitecameronhyndmanОценок пока нет
- Fisher Poistioner CatalogueДокумент12 страницFisher Poistioner CatalogueUsama IqbalОценок пока нет
- CRCM Manual 2 9 16Документ33 страницыCRCM Manual 2 9 16Kamagara Roland AndrewОценок пока нет
- Transmission ErrorДокумент7 страницTransmission ErrorTapas JenaОценок пока нет
- Boiler MaintenanceДокумент144 страницыBoiler Maintenanceaziz100% (2)
- Appendix 400.4 - Traffic Count TemplateДокумент7 страницAppendix 400.4 - Traffic Count TemplateOgunranti RasaqОценок пока нет
- Cutting A GemДокумент18 страницCutting A Gemmobsivac100% (1)
- c600 17lookinsideДокумент6 страницc600 17lookinsideИван МинчевОценок пока нет
- Premium Swab Rigs Since 1925Документ8 страницPremium Swab Rigs Since 1925fabricio3fabricio-1Оценок пока нет
- Physicaltestingofrubberrogerbrown2006 Book 150514103634 Lva1 App6892Документ389 страницPhysicaltestingofrubberrogerbrown2006 Book 150514103634 Lva1 App6892AbdelhamidHarratОценок пока нет
- Introduction To Manufacturing Engineering: Lecturer: Ass - Prof.Dr. Nguyen Tien DuongДокумент14 страницIntroduction To Manufacturing Engineering: Lecturer: Ass - Prof.Dr. Nguyen Tien DuongTOAN Du100% (1)
- Structural Analysis of Beams Using Moment Distribution MethodДокумент15 страницStructural Analysis of Beams Using Moment Distribution MethodneetuОценок пока нет
- Crochet Impkins: Over a million possible combinations! Yes, really!От EverandCrochet Impkins: Over a million possible combinations! Yes, really!Рейтинг: 4.5 из 5 звезд4.5/5 (9)
- Playful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsОт EverandPlayful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- The Martha Manual: How to Do (Almost) EverythingОт EverandThe Martha Manual: How to Do (Almost) EverythingРейтинг: 4 из 5 звезд4/5 (11)
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionОт EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionРейтинг: 4.5 из 5 звезд4.5/5 (23)
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesОт EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesРейтинг: 2 из 5 звезд2/5 (12)
- Knit a Box of Socks: 24 sock knitting patterns for your dream box of socksОт EverandKnit a Box of Socks: 24 sock knitting patterns for your dream box of socksОценок пока нет
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiОт Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiРейтинг: 5 из 5 звезд5/5 (2)
- Too Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreОт EverandToo Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreРейтинг: 5 из 5 звезд5/5 (2)