Академический Документы
Профессиональный Документы
Культура Документы
EMI Marocetude - Com M14 Initiation Gestion Maintenance-GE-EMI
Загружено:
2ste3Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
EMI Marocetude - Com M14 Initiation Gestion Maintenance-GE-EMI
Загружено:
2ste3Авторское право:
Доступные форматы
OFPPT
ROYAUME DU MAROC
MODULE N:14
INITIATION A LA GESTION DE LA
MAINTENANCE
SECTEUR : GENIE ELECTRIQUE
SPECIALITE : EMI
NIVEAU : TECHNICIEN
ANNEE 2006
Office de la Formation Professionnelle et de la Promotion du Travail
DIRECTION RECHERCHE ET INGENIERIE DE FORMATION
RESUME THEORIQUE
&
GUIDE DE TRAVAUX PRATIQUES
P0RTAIL BE LA F0RNATI0N PR0FESSI0NNELLE A0 NAR0C
Tlchaigei tous les mouules ue toutes les filieies ue l'0FPPT sui le site uui la
foimation piofessionnelle au Naioc : """#$%&'()*+,)#('$
Poui cela visitei notie site www.maiocetuue.com et choisissez la iubiique :
N0B0LES ISTA
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
1
Document labor par :
Nom et prnom EFP DR
PANTAZICA
LUCRETIA
CDC- Electrotechnique DRIF
Rvision linguistique
-
-
-
Validation
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
2
MODULE 14 : INITIATION DE LA GESTION DE LA MAINTENANCE
Code : Dure : 30 h
Thorie 11 h
Pratique 17 h
OBJECTIF OPRATIONNEL
COMPORTEMENT ATTENDU
Pour dmontrer sa comptence le stagiaire doit
appliquer des notions de gestion de la maintenance
selon les conditions, les critres et les prcisions qui suivent.
CONDITIONS DEVALUATION
A partir :
- de directives ;
- de devis simplifis ;
- danalyse de cas simplifis.
A laide :
- de catalogues des manufacturiers ;
- de logiciels de gestion de maintenance;
- de normes.
CRITRES GNRAUX DE PERFORMANCE
Respect des directives.
Respect des normes en vigueur.
En conformit avec les modles de prsentation tablis.
Qualit des travaux remis.
( suivre)
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
3
OBJECTIF OPRATIONNEL
PRCISIONS SUR LE
COMPORTEMENT ATTENDU
A Distinguer les mthodes de la gestion de
maintenance.
B. Appliquer une mthode de gestion de
maintenance dun atelier ou dun
laboratoire.
C. Appliquer des mthodes de gestion de
maintenance informatise.
CRITRES PARTICULIERS
DE PERFORMANCE
- Dfinition correcte des types dorganisation.
- Analyse correcte des types de maintenance.
- Dfinition judicieuse du rle des
intervenants.
- laboration juste dun plan de maintenance.
- Organisation adquate dun systme de
classification.
- Choix judicieux des donnes.
- Traitement correct des donnes
informatises.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
4
Prsentation du Module
Le responsable de maintenance pilotera et coordonnera une fonction qui se rpartit sur
plusieurs services situs lintrieur comme lextrieur de lentreprise.
Ce module prsente donc, le primtre des activits et les acteurs de cette fonction
maintenance, explique comment dfinir une politique de maintenance, les tableaux de bord
ncessaires son pilotage, les concepts et outils pour mener bien ces missions, atteindre ces
objectifs dans le contexte socio-conomique actuel et alimenter en temps rel ces tableaux de bord,
sur la GMAO (Gestion de Maintenance Assiste par Ordinateur), lautodiagnostic...
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
5
Module 14 : INITIATION A LA GESTION DE
LA MAINTENANCE
RESUME THEORIQUE
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
6
TABLE DES MATIRES
Chapitre I- Introduction dans la problmatique de la gestion de maintenance
1 Gnralits
2 Les domaines daction et de responsabilit de la maintenance
3 Les six tches de la maintenance
4. Les types d'organisation du dpartement de maintenance
5 Les fonctions du dpartement de maintenance
6. Mthodes de maintenance
7. Les niveaux de la maintenance
Chapitre II. La maintenance productive totale (T.P.M.)
1. Les objectifs de la T.P.M.
2. Les 5 S de la T.P.M.
3. Automaintenance
Chapitre III. Mthodes de la gestion de maintenance
1. AMDEC
2. Diagramme de Ishikawa (Le diagramme causes - effet)
3. Mthode ABC (Loi de Pareto)
4. Arbre de dfaillance
5. Mthode PERT
6. Cartes de contrle
Chapitre IV. Rles des interventions
1. Mthodologie de diagnostique
2. Organigramme de dpannage
3. Tableau causes - effet
4. Organigramme de dpannage dun bras manipulateur
5. Dpannage dun systme automatis
Chapitre V. Les pratiques industrielles
1. Suivi et mise jours des dossiers
2. La gestion des stocks
3. Bon de travail
4. Le systme de gestion de la maintenance informatise
Chapitre VI. Scurit
1. Lexique
2. Procdures de consignation
3. Interventions du domaine BT (Basse Tension)
4. Conclusions
Travaux Pratique
ANNEXE 1 Bon de commande
ANNEXE 2 Bon de travail
ANNEXE 3 Dossier quipement
Evaluation de fin de module
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
7
Chapitre I
. Introduction dans la problmatique de la gestion de
maintenance
1. Gnralits
La maintenance cest un dcouvert relativement rcent. Cette activit existe depuis long,
long temps mais elle na pas t conceptualise. Certes est que le dveloppement de la socit
humaine, accompagne dune grande rvolution technique a t soutenue par le progresse de cette
type dactivit.
Jusquen 1950, la fonction entretien tait considre comme un mal ncessaire. Elle ne
grait pas son budget qui tait pris en charge par lexploitant. Ce dernier pouvait ainsi juger de
lefficacit du service entretien des manires suivantes Quand il ny avait pas de panne, lentretien
ne se justifiant pas, son cot devenait exorbitant .
En revanche, les dfaillances de loutil de production taient perues comme la rsultante de
lincomptence du service entretien, voire de la fatalit.
A partir de 1950, la mcanique saffine. Llectronique fait son apparition suivie de
linformatique. Le mcanicien dentretien fait place au technicien dentretien, qui se voit confier
une nouvelle mission Il faut augmenter la productivit et pour cela amliorer la fiabilit , mme
sil sagit l dune gestion court terme qui ne tient pas compte de la mort prmature dun
quipement. Cette notion est dautant plus nglige cette poque que le phnomne inflationniste
effaait les erreurs dinvestissement, notamment celles o la maintenabilit et la fiabilit navaient
pas t suffisamment prises en compte.
Dans le Grand dictionnaire universel du XIX
me
sicle de Pierre Larousse, Paris, 1873
(13, 1873) on trouve les explications :
MAINTENIR conservation, dfense, protection,
ENTRETIEN soin qon prend maintenir une chose en tat ; dpense quon y consacre
REPARATION action de remise en marche
En ce qui concerne les mmes termes dans Enciclopaedia Britannica (10, 1998) on trouve les
explications :
MAINTENANCE to hold in a existing state.
REPAIR to restore to the good condition
ENTERTAIN to maintain in a good condition.
Maintenant les activits de maintenance se traduisent par des interventions sur des
quipements pluritechnologiques. Ses interventions supposent des connaissances techniques
et scientifiques relatives tant aux systmes, produits, processus, matriels et logiciels mis en
uvre qu leur fonctionnement et aux principes qui rgissent leurs interactions.
Comptences du technicien de maintenance
Le technicien de maintenance doit tre capable de :
assurer les oprations de maintenance prventive (conditionnelle et systmatique) ;
dceler une anomalie sur le produit, la production, le procd, le systme de production ou
lun de ses composants ;
formuler un diagnostique et remettre en tat lquipement (maintenance corrective) ;
intervenir pour maintenir une production ;
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
8
assurer la logistique de maintenance ;
participer et assurer la gestion de la maintenance ;
participer linstallation des quipements ;
participer lvolution conomique, technologique et lgislative des installations.
Rpartition des activits de maintenance
2. Les domaines daction et de responsabilit de la maintenance
Les quatre responsabilits fondamentales de la maintenance sont :
La conservation du potentiel productive ;
Lexploitation de linfrastructure technique ;
La dfense de lenvironnement ;
La scurit du travail.
2.1 La conservation du potentiel productive
Pour assurer la conservation du potentiel productive de lentreprise, les responsabilits de la
maintenance sont concrtises dans des actions destines pour :
diagnostiquer ltat technique des outillages et installations ;
remdier les disfonctionnements constats ;
rparer et poser en fonctionne les quipements en cas davarie ;
raliser des activits dinstallation, damnagement, et de prvoir des nouvelles mthodes de
maintenance pour lexploitation optimale de nouveaux quipements.
Ces activits pures techniques seront raliser en utilisant des stratgies et politiques spcifiques de
la maintenance.
2.2 Lexploitation de linfrastructure technique
Linfrastructure technique reprsente lensemble de rseaux de canalisation, de magasinage
et de distribution des utilits ncessaire pour les activits spcifiques de lentreprise (installations
lectrique, thermique, deau, dair comprim, de gaz ).
Le dpartement de maintenance doit :
diagnostiquer ltat gnral de fonctionnement des rseaux des utilits ;
excuter des activits spcifiques dentretien et de rparations ;
projeter et installer des novelles rseaux dutilits ;
contrler la qualit et la quantit du fluide transport ;
rduire les consommations et les pertes dans le transport et la distribution des utilits.
2.3 La dfense de lenvironnement
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
9
Par sa nature, le dpartement de la maintenance doit raliser seulement les activits qui sont
en accorde avec la dfense de lenvironnement. Pour a toutes les activits doivent :
diagnostiquer ltat technique des outillages et installations en ce qui concerne lmanation
de gaz polluants ;
prvenir lcoulement des fluides ;
contrler le niveau de pollution et le garder dans les limites lgales ;
entretenir et exploiter les installations de recyclage, de rcupration, de filtrage.des fluides
rsiduels.
2.4 La scurit du travail
Mme si la scurit du travail est adresse aux ouvriers impliqus dans la gestion et
lexploitation des divers types des quipements, le dpartement de maintenance a des implications
majeures pour assurer la protection du personnel par des activits spcifiques qui assure :
Le bon fonctionnement des dispositifs dalarmes de tous les installations et les
quipements ;
La maintenance des quipements pour pouvoir prvenir lapparition des accidents ;
Llaboration des normes internes de scurit du travail en concordance avec les
modifications intervenues dans la structure de base des outillages aprs les rparations ou les
modernisations ;
La conception des tudes en ce qui concerne lexploitation de nouveaux types des outillages
et llaboration des normes spcifiques ;
Le dveloppement des mthodes dintervention rapides et en pleine scurit du personnel et
des moyennes fixes.
3. Les six tches de la maintenance
La structure interne de la fonction maintenance dpend de plusieurs critres :
effectifs des entreprises
nombre des quipements
technicit des quipements
rgime de travail : 2x8,3x8, saisonnier .
Situation gographique : proximit
Quelle que soit la structure interne de la fonction maintenance on trouve toujours deux
activits principales :
une activit intellectuelle de rflexion, danalyse, dtude .
une activit daction, dintervention, de ralisation pouvant tre co-traites.
Ces deux activits doivent assurer les six tches de la maintenance :
Prparation mthodes,
Ordonnancement - lancement,
Magasinage achat,
Excution,
Analyses,
Gestion humaine et budgtaire.
Dans les entreprises de taille importante, ces tches sont confies des services
ou des personnes au sein dun organisme tabli. En revanche, dans les PMI-PME, le
responsable maintenance doit souvent en assurer la majorit lui seul. Il nempche quil
ne peut y avoir de maintenance sans, au minimum, ces six points.
3.1 Prparation mthode
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
10
La premire mission de ce service est de grer lhistorique des interventions,
quelles quen soient leurs natures, cest--dire, recueillir les comptes rendus
dinterventions, compiler les donnes pour fournir des ratios permettant lanalyse.
La seconde mission est de prparer les interventions en tablissant des fiches dtailles, dans
le cas dopration priodique, en tudiant le droulement et lorganisation technique dun chantier
ponctuel.
3.2 Ordonnancement Lancement.
Cette tche pourrait aussi sappeler planification. Elle consiste organiser dans le
temps des interventions de la maintenance. Ce service travaille bien sr en troite
collaboration avec la fonction planification de lexploitant.
Dans le cas de trs gros chantiers faisant appel des moyens extrieurs, cest ce service qui
dterminera les priodes dinterventions et leur chronologie.
3.3 Magasinage Achat
Le magasinage - sa mission est dassurer la disponibilit et le rapprovisionnement
des pices ncessaires la maintenance des quipements.
La gestion des pices de rechange est trs spcifique, et elle diffre en de nombreux points
dun stock de production.
Les consommations sont variables et souvent imprvisibles.
Dans le cas de pices de scurit, des valeurs importantes de stock peuvent tre
immobilises pendant toute la dure de la vie de lquipement.
Il y a autant de types de gestion que de types de pice (consommables, pices spcifiques,
pices de scurit, changes standard).
Les achats possdent des spcificits qui les handicapent lors de leurs ngociations.
Exaltation empirique des consommations
La consommation par rfrence est faible alors que le nombre de rfrences est lev.
Il y a souvent obligation de passer par des intermdiaires grossistes.
3.4 Excution.
Les personnels dexcution couvrent de nombreuses spcialits techniques, comme :
Mcanicien,
Electrotechnicien,
lectronicien,
Automaticien,
Hydraulicien,
La liste est loin dtre exhaustive et la cohabitation de tous ces mtiers pose par fois de problmes.
Dans les petites structures, la mission de ces personnels est bien sr dexcuter toutes les oprations
de maintenance curative, prventive ou damlioration sur les matriels dont ils ont la charge.
3.5 Analyses.
Les analyses peuvent dpendre de plusieurs services en fonction des diffrents types
danalyses.
Lanalyse technique ou des temps passs revient plutt aux mthodes qui vont rechercher
les types de pannes prdominantes sur un quipement ou la rpartition des temps par
machine.
Lanalyse financire est faite par le ou les responsables du service qui pourront suivre ainsi
le respect de leur budget par secteur ou par machine.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
11
3.6 Gestion humaine et budgtaire.
Ces deux types de gestion sont confis lencadrement (chef de service,
responsable de secteur, chef dquipe), et ne diffrent gure de celles de leurs
homologues des autres services.
La finalit de lorganisation structurelle de la maintenance consiste assurer, au moindre cot, le
degr de maintenance conduisant lefficacit optimale des installations.
4. Les types d'organisation du dpartement de maintenance
Lorganisation des services de maintenance volue sous leffet des contraintes
conomiques, de linformatisation, de la TPM qui amne un dcloisonnement, de la fiabilit, des
outils de diagnostic de plus en plus incorpors aux machines, des amliorations des offres de la
sous-traitance, etc.
Il existe plusieurs types dorganisations de maintenance mais, pour tre efficaces, elles doivent
reposer sur un tat desprit dcrit ci-aprs dans lapproche systmique ou corporative.
4.1 Approche systmique ou approche corporative
Lapproche systmique considre le fonctionnement de lentreprise travers les flux
dinformation, de matires ou de volumes financiers qui la font fonctionner, au lieu de considrer
les diffrents services.
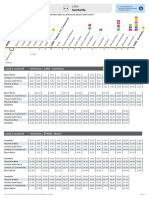
La figure ci-dessous reprsente deux flux dinformation relatifs la maintenance dans une
entreprise. Le bon droulement dune intervention ou dune commande ncessite lintervention de
plusieurs services dont les priorits relles ne sont pas ncessairement ressenties de la mme
manire. Ces transferts entre services prsentent des risques majeurs de dysfonctionnements qui
psent sur les temps de maintenance, donc sur les performances de lensemble de lunit de
production.
Cet aspect na pas chapp bon nombre dentreprises et cela se retrouve dans les organisations de
maintenance industrielle.
Les principaux critres qui ont influ sur les organisations sont :
la TPM ( Total Productive Maintenance ou Topomaintenance) qui, en faisant collaborer
oprateurs et techniciens, dmontre la ncessit du dcloisonnement ;
laccroissement des outils de diagnostic incorpors aux machines, qui ncessitent une plus
grande expertise technique sur les lieux mmes de production ;
lamlioration de loffre de sous-traitance, souvent plus comptitive et plus performante que
les ressources internes ;
la volont de se recentrer sur les mtiers et comptences cls.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
12
Flux dinformations en maintenance
4.2. Organisation des travaux
La fonction maintenance est prsente de diffrentes manires dans les entreprises. Les
principaux modles organisationnels et leurs caractristiques essentielles sont prsents ci-dessous.
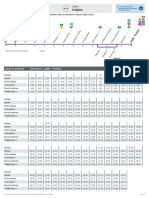
4.2.1 Lorganisation centralise
Cest lorganisation traditionnelle de la maintenance (figure ci-dessous), distincte de la
production et qui regroupe tous les services techniques. Elle est incontournable quand la main-
doeuvre de production ne peut faire de lautomaintenance, en prsence dune haute technicit des
quipements, de fortes contraintes de scurit ou de rglementations diverses, etc.
Elle comprend un service Mthodes charg de lordonnancement des travaux, de leur
prparation, des quipes techniques dintervention, des magasiniers...
Organisation centralise
Avantages : matrise de la fonction et matrise technique, optimisation des efforts.
Inconvnients : on lui reproche parfois dtre cloisonne et loigne des proccupations de la
production. Mais son efficacit est lie la qualit des communications entre les deux services et
lorganisation.
4.2.2 Lorganisation rpartie ou dcentralise
Une partie de la maintenance dite maintenance rapproche ou de plate-forme est intgre aux
quipes de production, dexploitation (figure ci-dessous) ; ces techniciens de plate-forme effectuent
des diagnostics, dcident quelles comptences faire appel, grent les commandes, surveillent les
travaux de remise en tat, participent aux amliorations...
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
13
Organisation rpartie
Avantages : meilleure prvention et bonne matrise du processus de dgradation, possibilits
renforces dactions sur les procds dexploitation, diminution des cloisonnements et forte
collaboration, diminution des microdfaillances, facilit des actions qualit la source des
dysfonctionnements, meilleure sensibilisation aux cots en tant plus proche de la production.
Inconvnients : la matrise technique est partage entre maintenance et production. Il y a des
risques de redondances avec la maintenance centrale do la ncessit dune forte coordination, de
procdures strictes dappel la sous-traitance pour viter lappel abusif des spcialits coteuses
surqualifies.
4.2.3 Lorganisation mixte
La fonction maintenance de plate-forme est troitement intgre la conduite de processus.
Les processus de dgradation sont de mieux en mieux matriss grce aux systmes de surveillance
intgrs ds la conception des installations.
En dehors dappel des comptences trs pointues souvent externes , lEGM gre, dans ce
cas, une maintenance courante par rapport celle de plate-forme et assure toute la partie
logistique (figure ci-dessous).
Organisation mixte
Avantages : bonne rpartition des comptences, matrise des processus de vieillissement,
prservation du savoir et matrise technique.
Inconvnients : ncessit dun bon niveau technique des oprateurs de production qui doivent
interprter et prendre en compte les informations des systmes de diagnostic. Il y a l une
redfinition importante du rle de la maintenance.
Ces schmas donnent les grandes tendances de lorganisation de la maintenance directement lie
lappareil de production.
4.2.4 Maintenance sous-traite
Certaines entreprises ont opt pour le choix de la sous-traitance totale (figure ci-dessous) avec
des obligations de rsultats. Lentreprise prestataire ou entreprise gnrale de maintenance (EGM)
peut elle-mme sous-traiter certaines activits ncessitant des comptences pointues et,
ventuellement, prendre en charge les stocks de pices de rechange.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
14
Maintenance sous-traite
Avantages : des gains importants peuvent tre obtenus par une diminution du nombre dinterfaces
et dintervenants de corps de mtiers diffrents. LEGM arrivant sur un site pose un regard neuf, ne
subit pas lentrave des habitudes et des inerties et peut entreprendre plus facilement une nouvelle
politique de maintenance.
Elle doit apporter de solides comptences organisationnelles ; ses comptences techniques
sont compltes par celles dautres sous-traitants spcialiss.
Elle a la responsabilit de dtecter le dysfonctionnement, de dclencher la maintenance
prventive et de faire appel aux spcialistes.
Inconvnients : risque de perte de la matrise technique, de mobilit du personnel en fonction de la
nature de contrat et de la politique de ressources humaines pratique par lEGM.
4.3 Organisations logistiques
Pour rparer, il faut des pices dtaches en temps et en heure au juste prix, sachant que les
pices de rechange reprsentent environ 40 % du montant des interventions. Les objectifs de la
logistique stocks (approvisionnement et achats) sont parfois contradictoires :
dtenir les pices de rechange ncessaires pour rpondre aux pannes et aux besoins
imprvus ;
avoir un stock dun montant le plus faible possible ;
ne pas avoir de ruptures pour les pices stockes en permanence ;
obtenir les prix dachat le plus bas possible pour les quantits les plus faibles possible ;
avoir une organisation efficace avec des structures minimales.
Les principes de gestion dun magasin de maintenance sont diffrents de ceux dun entrept de
distribution ou mme dun magasin de matires premires. Les valeurs en stock sont parfois
importantes
10 20 MF sont courants. La mise en place dune bonne gestion de stock en parallle avec
une GPAO ou intgre celle-ci peut permettre une diminution non ngligeable de cette
valeur de stock.
Tout comme lorganisation des travaux de maintenance, la logistique subit des mutations, en
gnral sous leffet des compressions de personnel et des critres de rentabilit. Certaines PME
nont plus de magasiniers pour le stock de maintenance et la fonction est alors accomplie par des
techniciens, bien entendu surqualifis. Sil nest pas possible dobtenir une bonne matrise des
magasins de pices de rechange, il vaut mieux alors envisager progressivement ou de manire
radicale de la sous-traiter.
La dcision de stocker un article est conscutive la rponse positive une ou plusieurs de ces
trois questions.
Cet article est-il utilis dans une unit diffrente de celle dachat (achat en bote et utilisation
unitaire) ?
Son absence pourrait-elle avoir des rpercussions importantes pour lentreprise ?
Son dlai (fiable) dapprovisionnement est-il plus long que le temps de rmission ?
Nota : le temps de rmission est le temps entre le moment de la demande et celui o la rparation
est stoppe faute darticle + le temps dattente acceptable de lquipement en panne.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
15
Si la rponse est de stocker, il faut sinterroger sur le meilleur emplacement :
dans lentreprise : en magasin, achet ou en dpt fournisseur ;
disposition chez un fournisseur.
Diffrentes organisations sont possibles, chacune avec diffrentes possibilits dvolution. Ces
magasins sont grs par lentreprise mais peuvent galement tre de la responsabilit de lEGM.
4.3.1 Magasin central et magasins secondaires
Un magasin approvisionne les autres en regroupant les demandes dachat (DA) et les rceptions des
commandes (figure ci-dessous). Lutilisation dune GMAO permet de grer les prts darticles.
Organisation centralise
Exemple : pices de rechange entreposes dans les salles blanches pour rduire les dlais de
passage dans les sas avec changement de vtements.
Avantages : meilleures conditions de ngociation avec les fournisseurs, du fait du regroupement
des commandes, matrise de la codification et de la cration des nouvelles pices, ce qui vite les
doubles crations darticles (doublons).
Inconvnients : risque dallongement des dlais de rapprovisionnement, augmentation des stocks
pour pallier cet tat de fait, ncessit davoir de bonnes comptences en gestion des stocks,
infrastructure lourde et procdures assez complexes qui ne peut convenir quaux grandes
installations ou aux sites trs loigns de leurs fournisseurs.
4.3.2 Magasins indpendants
Chaque magasin est gr indpendamment et passe ses propres commandes de rappro -
visionnement auprs des fournisseurs, chacun de son ct ou par lintermdiaire dun service
Achats commun (figure ci-dessous).
Organisation rpartie
Avantages : plus grande flexibilit des rapprovisionnements et rduction des dlais par rapport
lorganisation prcdente. Les procdures sont galement plus lgres.
Inconvnients : problmes de coordination lors de la cration et de la codification des nouvelles
pices, gros risques de doublons, risques derreurs de livraison entre magasins, moins de
possibilits de ngociations groupes entre magasins.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
16
4.3.3 Magasin interne et stock virtuel
Le fournisseur a des stocks dans un magasin consign ; ce sont des stocks qui lui appartiennent et
sont situs lintrieur de lentreprise ou chez le fournisseur. Ce dernier effectue priodiquement le
rassortiment et facture tout ce qui a t consomm.
Dautres articles ne sont pas tenus en stock rserv lentreprise mais sont consultables en
permanence chez le fournisseur (CD-Rom ou Internet) qui garantit leur livraison dans un dlai court
(figure ci-dessous).
Magasins et stocks virtuels
Le dveloppement des messageries rapides et de la qualit des services des fournisseurs permet de
disposer de catalogues de dizaines de milliers de pices disponibles ds le lendemain.
Lensemble de ces articles qui comprend galement les pices en prt ou en dpt constitue un
stock virtuel.
Ce type dorganisation se dveloppe considrablement, notammentdans les PMI.
Certaines GMAO comme MP2 Enterprise (distribu par Datastream) permettent dj de consulter et
de commander par Internet le stock chez les fournisseurs. Ce type de service moins lourd et plus
souple que les systmes EDI actuels stendra trs rapidement en France ds que les rticences
propres Internet seront dissipes.
La prparation des travaux seffectue souvent selon la figure ci-dessous.
Diffrents stocks vus par un prparateur de travaux
Lutilisation de ces articles, si elle est rptitive, est enregistre dans des listes dinstructions (ou
gammes de maintenance). Les GMAO permettent dautomatiser les rservations ou les commandes
de ces articles lors du lancement des travaux.
4.4 Position des achats
La fonction achats/approvisionnement est souvent scinde en deux : la maintenance value
ses besoins en rapprovisionnement sou commandes de produits nouveaux, transmet ses besoins
un service Achats qui peut tre externe (le service Achats de lentreprise) ou intgr au service de
maintenance. Cest parfois le magasinier qui cumule les deux fonctions dans les PMI.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
17
Les relations de la maintenance avec les services Achats peuvent donner lieu des
dissensions si elles ne reposent pas sur des procdures et un ensemble de bonnes pratiques. En effet,
les motivations des acheteurs sont dacheter au moindre cot, au meilleur service rendu et une
qualit acceptable. Seulement, il se trouve que le premier critre est plus facile valuer et plus
immdiatement perceptible donc valorisant pour lacheteur.
Il convient par consquent dajouter la classification technologique des articles en stock
(lectricit, pneumatique...) une classification de gestion :
articles consommables (papier, fournitures de bureau, produits dentretien...) ;
articles standards (pices de rechange courantes, visserie commune, lubrifiants...) ;
articles stratgiques (pices de rechange ou articles dont labsence au moment capital aurait
des rpercussions importantes au-del dun certain temps dit temps de rmission).
La politique dapprovisionnement de ces articles rpondra galement aux critres noncs au
paragraphe 4.3. Cette classification est dfinie dans chaque fiche darticle.
Le service Achats sera en charge des articles consommables et des pices de rechange selon des
critres classiques de calcul des besoins. Il achtera les articles stratgiques en prenant lavis des
services de maintenance.
Lutilisation de GMAO intgrant maintenance, stocks et achats de maintenance permet
linstauration du flux tendu sur la base des prvisions de travaux avec les pices de rechange et le
matriel ncessaires.
Les achats en flux tendu ncessitent une stratgie dachat bien tablie.
1. Identification des besoins et des lments de dclenchement : description par le service
Mthodes de la maintenance de lensemble du matriel, des travaux de maintenance,
planification de ces travaux et cration automatique des rservations/commandes. Cela
suppose que ces articles ne sont pas utiliss en dehors de ces travaux.
2. Cration de listes de besoin homognes (par nature dachat) avec estimation des besoins
annuels.
3. Envoi dappels doffres aux fournisseurs avec ces listes.
4. Cration dune grille de comparaison des rponses reues.
5. Ngociations article par article.
6. valuation du niveau de service offert : temps de rponse aux sollicitations diverses, qualit
des produits, dlais, livraisons, fiabilit des transports, conditions de rglement proposes...
7. Slection dun premier fournisseur avec la liste globalement la moins chre, slection dun
second fournisseur dappoint.
8. Formalisation dun accord ou contrat de commande du march...
9. Dlgation des passations de commandes dans le cadre de ce march.
Cette stratgie entranera la rduction du nombre de fournisseurs, des commandes passes en
catastrophe et une rduction denviron 10 % du montant annuel des achats, tout en accroissant le
niveau de qualit et de service.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
18
5. Les fonctions du dpartement de maintenance
Le rle principal du Dpartement de maintenance est la satisfaction des trois entits
de lentreprise pour un but bien prdfini. Ces trois entits sont la Direction, la Production et la
Maintenance.
Donc les fonctions qui peuvent tre assumes par le dpartement de maintenance (ou
dentretien) sont :
Danalyser des problmes pouvant survenir lors dinstallations neuves (expert-conseil),
De prparer une mthodologie approprie pour traiter chaque type de travaux de
maintenance
A effectuer (prparer loutillage, les ressources et dresser des instructions de maintenance),
De planifier lchancier et le droulement des travaux tout en concertant la disponibilit
des ressources (humaines et matrielles),
De grer les ressources matrielles (gestion des stocks),
De rparer, de maintenir et dinspecter les quipements,
De participer des groupes damlioration de la qualit (G.A.Q.) au niveau du contrle et de
lajustage.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
19
5.1 Donc, en tant quexpert conseil, le service de maintenance peut conseiller la direction
de lentreprise sur :
le choix des quipements,
les erreurs viter,
les caractristiques les plus souhaitables pour le fonctionnement voulu,
les moyens dadapter cet quipement ou cette installation ceux dj en place.
5.2 Le rle de prparateur de la mthodologie du service de lentretien - le service
dentretien doit pouvoir fournir une mthodologie permettant dappliquer correctement
les oprations de maintenance.
5.3 laide de documents techniques, de manuels de service de manufacturiers, de
catalogues de fabricants, de codes de normalisation de donnes techniques, les spcialistes
laborent des manuels dentretien adapts lentreprise et les classent pour en faciliter
laccs aux utilisateurs. Chaque manuel dentretien porte donc un numro unique et
contient les procdures dcrivant de faon prcise lentretien effectuer.
5.4 Un autre rle du service dentretien est aussi de planifier lchancier et le
droulement des travaux tout en concertant la disponibilit des ressources (humaines et
matrielles). Le service de lentretien doit :
prvoir des priodes darrt ;
procde priodiquement au reconditionnement des quipements, des installations ou des
amnagements.
Il doit donc coordonner les activits lies ces priodes de reconditionnement et pouvoir
rpondre tout de mme des entretiens durgence.
5.5 Pour la gestion des stocks associe la rparation des quipements, des installations ou
des amnagements le service de lentretien doit :
avoir suffisamment de pices de rechange pour rpondre des urgences ou des entretiens
planifis,
dcider du meilleur moment pour acheter une pice de rechange (afin de ne pas encombrer
inutilement le magasin) tout en sassurant de la disponibilit de loutillage requis pour les
entretiens effectuer,
grer efficacement les espaces prvus pour le stockage,
classer et rpertorier linventaire. Souvent, le service de lentretien tient jour sa propre
comptabilit interne afin de ne pas alourdir ladministration gnrale de lentreprise.
5.6 Pour rparer, maintenir et inspecter les quipements, les installations et les
amnagements de lentreprise. Il doit disposer:
deffectifs pour assurer un fonctionnement adquat des quipements,
des installations et des amnagements de lusine,
dune certaines expertise de techniciens et douvriers.
Le service de lentretien doit donc sassurer de grer, deffectuer et denregistrer les
rparations qui ont t effectues pour des rfrences futures. Cet aspect implique :
la gestion du personnel spcialis y travaillant,
la gestion de loutillage et de lquipement de rparation en plus dateliers de rparation.
Aussi, le service de lentretien doit parfois donner certains travaux dentretien en sous-
traitance lorsque la charge de travail ou lexpertise ne permettent plus doffrir un bon
rendement.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
20
5.7 Finalement, le service de lentretien est appel participer des groupes damlioration
de la qualit (G.A.Q.) qui ont pour but damliorer le fonctionnement des quipements ou
des installations en diminuant les pannes et en augmentant la productivit.
6. Mthodes de maintenance
La maintenance est un ensemble des activits destines maintenir, rtablir un bien dans
un tat ou dans des conditions donnes de sret de fonctionnement, pour accomplir une fonctionne
requise et elle doit tre considre comme une fonction de production part entire. Pour produire,
il faut satisfaire quatre impratifs :
approvisionner en matires ;
transformer celle-ci en produits finis ;
assurer la qualit ;
maintenir loutil de production en tat de marche.
6.1 Maintenance corrective
Ensemble des activits ralises aprs la dfaillance dun bien, ou la dgradation de sa
fonction, pour lui permettre daccomplir une fonction requise, au moins provisoirement.
Note: La maintenance corrective comprend en particulier:
o La localisation de la dfaillance et son diagnostic,
o La remise en tat avec ou sans modification,
o Le contrle de bon fonctionnement.
a) La maintenance palliative
Activits de maintenance corrective destines permettre un bien daccomplir
provisoirement tout ou la partie dune fonction requise. Appele couramment dpannage, la
maintenance palliative est principalement constitue dactions caractre provisoire qui devront
tre suivies dactions curatives.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
21
b) Maintenance curative
Activit de maintenance corrective ayant pour objet de rtablir un bien dans un tat ou de lui
permettre daccomplir une fonction requise.
Conclusion :
La maintenance corrective est la maintenance effectue aprs dfaillance. Suivant la nature
des interventions, on distingue deux types de remise en tat de fonctionnement :
La rparation : remise en tat de fonctionnement conforme aux conditionnes donnes.
Le dpannage : remise en tat provisoire qui sera obligatoirement suivi dune rparation.
6.2 Maintenance prventive
Maintenance ayant pour objet de rduire la probabilit de dfaillance ou de dgradation dun
bien ou dun service rendu. Les activits correspondantes sont dclenches selon un chancier
tabli partir dun nombre prdtermin dunits dusage (maintenance systmatique) et / ou de
critres prdtermins significatifs de ltat de dgradation du bien ou du service (maintenance
conditionnelle).
a) Maintenance prventive systmatique
Les remplacements des pices et des fluides ont lieu quelque soit leur tat de dgradation, et
de faon priodique.
Ce style de maintenance consiste changer un quipement ou une pice avant
quun bris entranant de cots encore plus levs ne survienne
Ce style de maintenance est surtout appliqu aux quipements de grande valeur
Lavantage de ce type de maintenance est quil permet de bien contrler les cots
associs lentretien et de maintenir ltat des quipements afin dviter des bris
fatals.
b) Maintenance prventive conditionnelle
Les remplacements ou les remises en tat des pices, les remplacements ou les appoints en
fluides ont lieu aprs une analyse de leur tat de dgradation.
Une dcision volontaire est alors deffectuer les remplacements ou les remises en tat
ncessaires.
c) Maintenance prvisionnelle
Maintenance prventive subordonne lanalyse de lvolution de paramtres significatifs
de la dgradation du bien, permettant de retarder et de planifier les interventions. Elle est parfois
improprement appele maintenance prdictive.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
22
7. Les niveaux de la maintenance
7.1 Premier niveau.
Rglages simples prvus par le constructeur au moyen dorganes
accessibles sans aucun dmontage ou ouverture de lquipement, ou change
dlments consommables accessibles en toute scurit, tels que voyants, ou
certains fusibles, etc
Note: ce type dintervention peut tre effectu par lexploitant du bien, sur place, sans outillage ou
laide des instructions dutilisation. Le stock de pices consommables ncessaires est trs faible.
7.2 Deuxime niveau
Dpannages par change standard des lments prvus cet effet et
oprations mineures de maintenance prventive, telles que graissage ou contrle
de bon fonctionnement. Commentaires : ce type dintervention peut tre effectu
par un technicien habilit de qualification moyenne, sur place, avec loutillage
portable dfini par les instructions de maintenance, et laide de ces mmes
instructions. On peut se procurer les pices de rechange transportables
ncessaires sans dlai et proximit immdiates du lieu dexploitation.
Note : Un technicien est habilit, lorsquil a reu une formation lui permettant de travailler en
scurit sur une machine prsentant certains risques potentiels, et est dsign pour lexcution des
travaux qui lui sont confis compte tenu de ses connaissances et ses aptitudes.
7.3 Troisime niveau
Identification et diagnostic des pannes, rparations par change de
composants ou dlments fonctionnels, rparations mcaniques mineures, et
toutes oprations courantes de maintenance prventive telles que rglage gnral
ou ralignement des appareils de mesure.
Note : Ce type dintervention peut tre effectu par un technicien spcialis, sur place ou dans le
local de maintenance, laide de loutillage prvu dans le local de maintenance.
7.4 Quatrime niveau
Tous les travaux importants de maintenance corrective ou prventive lexception de la
rnovation et de la reconstruction. Ce niveau comprend aussi le rglage des appareils de
mesure utiliss pour la maintenance et ventuellement la vrification des talons de travail
par les organismes spcialiss.
7.5 Cinquime niveau
Rnovation, reconstruction ou excution des rparations importantes
confies un atelier central ou une unit extrieure.
Note: Par dfinition, ce type de travaux est donc effectu par le constructeur ou par le
reconstructeur, avec les moyens dfinis par ce dernier.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
23
Questions rcapitulatives
1. Dfinir ce quest la maintenance.
2. Expliquer ce quest la prvention ?
3. numrer les 6 principales fonctions dun service dentretien.
4. Quelle fonction permet de sassurer que des pices de rechange seront disponibles
temps?
5. numrez, parmi ces lments, celui qui est prpondrant dans llaboration dune
mthodologie particulire un quipement ?
Bulletin ou document technique
Code de normalisation (btiment, lectricit, etc.)
Catalogue de pices
Manuel de service du manufacturier
Dessin technique
Croquis et schma de fonctionnement
Plaque signaltique de lquipement
6. numrer les trois modles dorganisation connus (pour un service dentretien).
7. Quel modle correspond le mieux une petite entreprise ?
8. Dans quel type dorganisation les employs dentretien travaillent-ils de faon plus
individuelle ?
9. numrer les deux styles de maintenance pouvant tre pratiqus par un service
dentretien ?
10. Quel type de maintenance est le moins coteux ?
11. partir de la liste ci-dessous, associez chaque quipement ou installation avec le
type dentretien le plus appropri (curatif ou prventif), inscrivez C ou P.
un convoyeur de transport acheminant la matire premire une usine ;
un systme de dpressurisation en cas de surpression;
une valve dadmission pour le systme de refroidissement du racteur nuclaire;
un chariot lvateur 1971 utilis dans la cour extrieure de lusine;
un compresseur alimentant la section demballage et expdition de lusine en air comprim;
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
24
Chapitre II
Total productive maintenance ou TPM
(Maintenance productive avec la participation de tout le personnel)
Gnralits
Lapparition de TPM est lie au management japonaise prcisment au JAPAN
INSTITUT OF PLANT MAINTENANCE cre en 1969 par Japan Management.
Limpacte sur lindustrie japonaise se manifeste par lattribution dun prix, chaque anne,
nomm P.M. (Productive Maintenance) aux entreprises qui ont appliqus avec les meilleurs
rsultats les doctrines de la Maintenance Productive.
En 1983, le prsident du J.I.P.M , Seichi Nakajima, formalisa les principes et mthodes de la
T.P.M. dans un livre qui devint une rfrence (NAKAJIMA S., La maintenance productive
totale, Afnor Eyrolles, 1986). Il a considre que TPM signifie :
Avoir un rendement maximal pour tous les installations et tous les outillages ;
Etablir un systme global de M.P. pendante toute la dure de vie des moyennes fixes ;
Impliquer la comptence dans les activits de maintenance de tous les dpartements partir
de la conception jusqu lexploitation et pour tous les managers de ces dpartements ;
Augmenter lautonomie daction des employeurs.
Une autre dfinition, donne par Yves Pimor tablie que TPM demande de trouver les
causes pour les quels une entreprise ne produit pas sa capacit nominale et de les
remdier.
La dfinition la plus complte donne 8 points fondamentaux dun systme TPM :
liminer systmatique les pertes ;
maintenance autonome ;
maintenance productive ;
instruction technique et oprationnelle ;
conception et gestion pour les produits et les quipements ;
la qualit des produits ;
la performance du dpartement ;
la gestion de la scurit.
Les entreprises qui ont tout d'abord t touches par la dmarche T.P.M. sont
essentiellement les grandes entreprises utilisant un mode de fabrication en processus
continu.
Les secteurs les plus intresss au dpart par la T.P.M. furent la sidrurgie et la
construction automobile o la gestion de la production se fait en continu. Les rsultats
de l'application de la T.P.M. dans des entreprises de renom comme Sollac ou Citron
avec le plan Mercure contriburent diffuser le concept au del de ces secteurs industriels
2. Les objectives de la TPM
L'objectif de la T.P.M. est d'obtenir le rendement maximal des quipements
sur tout leur cycle de vie et ceci en diminuant les cots.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
25
Cette recherche de la performance repose sur une participation de tous les services et
de tout le personnel l'effort commun. Il s'agit notamment de transfrer certaines
tches de maintenance tels que les rglages, le nettoyage et l'inspection des machines au
personnel affect ces machines. Ce transfert s'appelle l'automaintenance. Le personnel de
maintenance se verra dcharger de certaines tches et pourra donc se consacrer la
maintenance prventive. Il faudra notamment former une partie du personnel ses nouvelles
tches. Nous reviendrons sur ces notions un peu plus loin.
Donc les objectives sont :
Assurer la qualit des produits obtenus en surveillant que les outillages et les installations
travaillent aux paramtres opimes ;
Diminuer les cotes de la production, en assurant une fiabilit maximale pour les moyennes
fixes et un rponse rapide pour enlever les perturbations de fonctionnement du systme de
production ;
Respecter les termes des livraisons en assurant les disponibilits ncessaires pour les
moyennes fixes ;
Assurer la scurit du travail en supprimant les causes qui peuvent dterminer des dfauts
qui pourront menacer la sant des ouvriers ;
La dfense de lenvironnement par la cration des conditions optime du droulement de
lactivit de production sans manations nocives.
L'enjeu conomique : la productivit
Les enjeux de la T.P.M. sont doubles. La recherche de la performance des quipements
apporte un gain de productivit pour l'organisation et la gestion de ceux-ci mais apporte aussi
beaucoup au niveau du personnel.
La T.P.M. permet d'amliorer la performance des quipements en passant par une
augmentation de la disponibilit et un rallongement de la dure de vie des installations. Il est
cependant ncessaire de suivre les performances des quipements afin de contrler la bonne
application de la dmarche.
Ce gain de productivit s'accompagnera d'un gain d'argent. En effet, les dlais et la non-
productivit cotent chers. En les diminuant voire en les supprimant, l'entreprise fait donc
une conomie apprciable.
La dmarche T.P.M. prvoit de plus de rorganiser le service Maintenance afin de le
rendre plus efficace et d'optimiser ses interventions. La russite de la TPM se base en partie
sur une collaboration efficace entre tous les services impliqus.
L'enjeu humain
La bonne russite du plan T.P.M. passe par une bonne implication et une bonne
participation du personnel. Le personnel, comme l'entreprise gagne adopter la TPM.
A travers la TPM, les oprateurs voient leur travail enrichi par un transfert de tches de
maintenance. Ce transfert ne peut s'effectuer sans une lvation du niveau de leurs
comptences. De plus, le personnel participe la dfinition des objectifs et l'amlioration
du plan TPM au sein de groupes de travail
La TPM cherche impliquer et responsabiliser le personnel. Il s'agit vraiment d'un
enrichissement et d'une reconnaissance du travail de chacun. Elle repond aux aspirations de
tous
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
26
2. Les 5 S de la TPM
La propret des machines et laspect ordonn de lentreprise sont quelques parmi les rsultats
les plus spectaculaires de la TPM. Dfinis par Nakajima les 5 S reprsentent les principes de
base pour obtenir une maintenance russite. Dorigine japonaise, lappellation de cette mthode
sappuie sur la premire lettre de chacune des 5 oprations accomplir :
Seiri, Seiton, Seiso, Seiketsu et Shitsuke.
Seule est complique la prononciation de ces cinq mots japonais, qui ont t traduits chez nous par :
Dbarras, Rangement, Nettoyage, Ordre et Rigueur.
Les 5S sont dpourvus de jargon technique et sadressent tout le monde et non seulement une
poigne dexperts.
SEIRI arranger, liminer les choses inutiles ;
Est la solution pour liminer les micro arrtes pendant le temps du travail en vitant de
chercher les outils pour nimporte quelle intervention qui peut arriver, ou dtre entourer de
toutes sorte des chose pas ncessaire tous le temps. Donc la premire S demande :
Loptimisation de larrangement des outils, dispositifs et matriels dentretient pour tre
facilement observer et rapidement et sans effort accessibles ;
La ralisation dune conformit entre le type du matriel utilis et le type doutillage
desservit pour la diminution du temps de dpannage ;
Amlioration du niveau dinstruction des oprateurs en ce qui concerne la mthode de
maintenance qui doit tre appliqu ;
Llimination des objets dclasss, des rebuts, des pices de rechange avec des dfauts ou
dj remplacs et lemplacement optime des outillages ou des places de travail dans latelier.
SEITON ordre, mthodique ;
Impose ordre dans le droulement les divers activits de production ou de maintenance. Ce
S implique :
Le droulement des activits de maintenance et de production en conformit avec une
logique, stratgie, bien tablie, pour un rendement maximum des outillages ;
Une discipline technologique dans lexcution des tous oprations spcifiques ;
Le respect des mthodes du travail et leurs modernisation.
SEISSO inspection, contrle ;
Reprsente le contrle, linspection priodique, de ltat de fonctionnement de chaque
outillage ou installation.
Lapplication de la maintenance prventive pour tablir un programme dinspection,
dentretien et de rparation de toutes les moyennes fixes de latelier ;
Le contrle que ce programme est respect.
SEIKETSU propret ;
Exprime les avantages techniques de maintenir la propret des machines et des outillages de
lentreprise. Ce S est concrtis par :
La facilite de dtecter lcoulement des fluides ;
La facilit du contrle de ltat des vices et de vrifier les niveaux ;
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
27
La dtection des fissures et des surcharges des divers composants qui peuvent conduire
lapparition des dfauts ;
Llimination des dfauts causs par la salet ou par le contacte avec lcoulement des
fluides ;
La diminution du risque dincendie ;
Llimination du risque de la pollution ;
SHITHSUKE discipline, ducation morale, respect pour les autres.
Ce S est un exemple dun principe de la culture japonaise transpos dans le management
moderne des ressources humaines.
Exemple dapplication :
Objective : tester le degr de dveloppement pour les 5 S , dans une entreprise, pour
tablir le niveau de compatibilit avec les rigueurs imposs par les principes de la TPM.
On a utilis un questionnaire qui teste les points clef de ces 5 S . Les personnes
questionnes font partie des tous les dpartements de lentreprise, des tous les
spcialisations, et les qualifications.
Une tude statistique, base sur les moyennes, permettent aux utilisateurs lidentification de
niveau gnral de dveloppement du les 5 S en acceptant que 75% du pointage
maximum corresponde au niveau minimum admit par TPM.
Un exemple de rsultat :
SEIRI 67,01% (larrangement des outils, dispositifs et pices de rechange : 60%, la
prsence des objets inutiles : 61,5%, dviations, obstacles, etc : 63,3%, llimination des
pices de mauvaise qualit : 70,6%, laccs aux outillages : 79,3%).
SEITON 76,49% (le niveau des procs technologique de la maintenance :66%,
lemplacement des outils et des instrumentations dintervention : 69%, le aspect du
processus de production : 91,8%, le bon emplacement du moyenne du protection et
PSI :86%, lemplacement optimale des outillages : 80,6%).
SEISSO 60,30% (manque de lhistorique de fonctionnement des outillages : 46,9%, le
programme de vrification des joues des outillages na pas t respect : 48,7%, contrle
pour vrifier le processus technologique de fabrication : 73,9%, laffichage des paramtres
de fonctionnement des outillages : 68,7%).
SEIKETSU 70,95% (la propret des SDV-s : 58,4%, et du moyennes du transports :
60,9%, la propret des moyennes de protection du travail : 75,7%, de la zone du travail :
75,4%, et des chemins daccs : 72,4%).
SHITHSUKE- 86,96% (respect vers les chefs : 91,8%, et vers les ouvriers : 91,8% respect
pour le travail prest : 90,6% et pour le programme du travail : 89,6%).
La reprsentation des rsultats :
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
28
En bref :
Les 5S produisent des rsultats spectaculaires et incontestables, rsultats qui se manifestent
en termes dhabitudes de travail plus adaptes ; damlioration de la scurit de la productivit et de
qualit de vie, parce que les gens travaillent dans de meilleures conditions.
La mthode des 5S se rvle lusage remarquablement efficace, parce quelle transforme
physiquement lenvironnement du poste de travail et parce quelle agit profondment sur ltat
desprit du personnel tous niveaux hirarchiques confondus.
Comme toute mthode de management, elle ncessite une implication forte de la hirarchie et une
tape dinformation et de formation de lensemble de lencadrement.
4. Auto maintenance
Lauto maintenance suppose apprendre tous les oprateurs de production de garder en
bon tat les outillages et les installations de lentreprise en les vrifiant quotidiennement, faisant
rgulirement le graissage, en remplaant des certains pices, en mesurant correctement les
paramtres de fonctionnement, en faisant des petits rparations, etc
Tous ces choses supposent le transfre des certains taches de la maintenance vers les oprateurs
de production (ouvriers) donc, le dpartement, est dgrve de raliser des activits rptitives, de
routine est se concentre vers les actions les plus importants, essentiels.
Lauto maintenance est applique le plus souvent aux entreprises bien automatises. En cas
de dfaut de fonctionnement, louvrier doit tre capable dtablir un diagnostique et mme
dintervenir. Pendant la rparation louvrier doit assister et participer pour remdier le dfaut,
donc il appartient lquipe de lintervention.
Donc, lauto maintenance reprsente limplication des ouvriers dans les activits de
maintenance des installations et des outillages utiliss dans le processus de production.
Lauto maintenance a comme objectives :
Lapplication dun plan efficient de maintenance prventive ;
La surveillance de fonctionnement des outillages et des installations, la cration et
lutilisation dune base historique en ce qui concerne les indicateurs techniques et
conomiques spcifiques ;
Ladaptation des moyennes de production aux conditionnes techniques et denvironnement
dans lesquels sont utilises ;
Lutilisation des spcialistes en maintenance seulement dans les oprations les plus
difficiles.
Donc lauto maintenance prsente une triple importance :
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
29
De prvenir les drglages qui peuvent conduire laugmentation des cots de la
maintenance ;
Dviter les dplacements inutiles pour les techniciens du dpartement de maintenance pour
les interventions pas difficiles ;
Dassurer un ensemble des taches de la maintenance prventive simple au niveau des
utilisateurs des moyennes de productions.
Les difficults dimplmentation de lauto maintenance
Laugmentation de la responsabilit du manager de la production ;
La diminution de la responsabilit du manager de la maintenance ;
Le chargement des oprateurs de production (ouvriers, techniciens) avec des nouvelles
taches en ce qui concerne la maintenance ;
La diminution de limportance du dpartement de la maintenance.
5. Conclusions :
TPM est le plus novateur concept du management de la production parce que il entrane vers
la performance tous les fonctions de lentreprise. La Maintenance productive , lauto
maintenance et 5 S sont des principes qui peuvent assurer, chaque un, le succs mais
impliquent des sacrifices, donc les ressources humaines doivent tre bien motivs.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
30
Chapitre III
Mthodes de la Gestion de Maintenance
I. AMDEC - Analyse des Modes de Dfaillance, de leurs Effets et
de leur Criticit
1. Principe de base
L'AMDEC est une technique d'analyse exhaustive et rigoureuse de travail en groupe, trs
efficace par la mise en commun de l'exprience et de la comptence de chaque participant du
groupe de travail. Cette mthode fait ressortir les actions correctives mettre en place.
Analyse exhaustive :
On part des lments pour dterminer les triplets Cause-Mode-Effet.
Rigoureuse :
On verra plus loin que les causes sont hirarchises et un graphe permet de ne pas oublier
les moins videntes. C'est une diffrence entre l'AMDEC et la mthode MBF.
Travail en groupe :
Il y aura mise en commun lors des runions et capitalisation des rsultats.
Exprience et comptence :
Diffrence entre groupe de travail AMDEC et cercle de qualit : ce ne sont pas des
volontaires mais des connaisseurs qui font partie du groupe.
Actions correctives :
Le systme a ou aura des dfaillances, l'AMDEC mettra en place des actions correctives
pour les corriger.
2. Droulement de la mthode
Pour raliser une AMDEC, il faut bien connatre le fonctionnement du systme qui est analys ou
avoir les moyens de se procurer l'information auprs de ceux qui la dtiennent.
Pour cela, la mthode AMDEC est divise en 5 tapes :
Initialisation
Analyse fonctionnelle
Analyse des dfaillances
Cotation des dfaillances
Actions correctives menes
Etape 1 : Initialisation
Principe de base de la mthode AMDEC
Lors de la premire phase d'initialisation, il faudra d'abord valider le besoin : Pourquoi fait-on cette
tude ?
Dlimitation de l'tude
Puis il faudra dlimiter cette tude : suivant que l'on soit en conception ou en oprationnel, deux
oprations n'auront pas la mme valeur.
C'est une description prcise du produit, de la phase du projet et des possibilits de remise en cause
par l'analyse.
Tient-on compte des stocks amont, aval, des sous traitants ?
Composition du groupe de travail
L'AMDEC fait appel l'exprience, pour rassembler toutes les informations que dtiennent
les uns et les autres, mais aussi pour faire voluer les conclusions que chacun en tire et
viter que tous restent sur leurs a priori.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
31
On a trs souvent intrt faire cette analyse en groupe de travail.
Les mthodes de travail en groupe doivent tre connues et pratiques afin d'assurer une
efficacit optimale en groupe. C'est un critre de russite essentiel
Acteurs de la mthode :
Le demandeur : Cest la personne ou le service qui prend l'initiative de dclencher
l'tude. Il choisit l'tude.
Le dcideur : C'est la personne responsable dans l'entreprise, du sujet tudi, qui en
dernier recours, et dfaut de consensus, exerce le choix dfinitif. Il est responsable et
dcideur des cots, de la qualit et des dlais.
Ces deux premires personnes n'ont gnralement aucune comptence technique pointue.
L'animateur : C'est le garant de la mthodologie, l'organisateur de la vie du groupe.
Il prcise l'ordre du jour des runions, conduit les runions, assure le secrtariat, assure le
suivi de l'tude.
Trs souvent, c'est un intervenant extrieur, ou du moins extrieur au service de faon
pouvoir jouer les candides.
Le groupe de travail : 2 5 personnes, responsables et comptentes, ayant la
connaissance du systme tudier et pouvant apporter les informations ncessaires
l'analyse (on ne peut bien parler que de ce que l'on connat bien).
Selon l'tude ce sera :
o des hommes de maintenance
o des hommes du service qualit
o des hommes de la production
o le bureau d'tude
o des experts du domaine tudi.
AU TOTAL : 5 8 personnes.
Planification des runions
Il est difficile de runir 5 8 personnes d'un certain niveau (souvent peu disponibles).
Pour cela, il faut planifier de la phase "initialisation" jusqu' la phase "actions menes" en
respectant une frquence d'une demi-journe tous les 15 jours en gnral.
Fin Etape 1 : La fiche de synthse
Exemple de fiche de synthse de l'tude AMDEC
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
32
Cette fiche accompagne l'tude tout au long de sa dure. On y retrouve toute la phase
d'initialisation plus le suivi de l'tude.
BUT : Formaliser sur un document les points cls de l'tude AMDEC en rpondant aux
questions : qui, quoi, o, quand, comment, pourquoi ?
Elle est remplir par l'animateur lors d'un entretien avec le demandeur et complte avec le
dcideur.
Etape 2 : Analyse fonctionnelle
Pour analyser les dfaillances d'un systme, il est ncessaire auparavant de bien identifier
quoi doit servir ce systme : c'est dire de bien identifier toutes les fonctions que ce systme
doit remplir durant sa vie de fonctionnement et de stockage.
A partir de l'analyse fonctionnelle, on pourra mener deux tudes d'aspects diffrents :
o aspect conomique : l'analyse de la valeur
o aspect technique : l'AMDEC
Cela nous permettra d'aboutir une synthse nous donnant une solution fiable sur le plan
technique ainsi que sur le plan conomique ; lanalyse fonctionnelle est strictement
ncessaire pour construire avec rigueur.
Analyse fonctionnelle externe
La rosace des fonctions est aussi appele "mthode de la pieuvre".
Principe de construction :
1. Objet tudier
2. Milieux extrieurs en contact avec le sujet (contact physique, mcanique,...)
3. Identifier quel(s) milieu(x) extrieur(s) le sujet rend service. Et Identifier sur quel(s)
milieu(x) extrieur(s) le sujet agit.
o Fonction principale : FP = groupe verbal + ME1+ ME2
o Fonction contrainte : FC = groupe verbal + ME4
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
33
4. Identifier tous les critres de valeur associs chaque FC et chaque FP, le cahier des
charges fonctionnel doit contenir les :
o FP
o FC
o Critres de valeur
Analyse fonctionnelle interne
On dtaille les diffrents lments qui vont tre analyss dans l'AMDEC ainsi que leur
participation dans la ou les fonctions principales.
Pour cela, on dfinit les limites du systme tudi (traits verts foncs), on schmatise chaque
composant ou sous-ensemble par un bloc.
On reprsente les flux principaux (Transferts d'nergie au sein de l'quipement - trait
orange) et les flux boucls (Consommation d'nergie lors de l'assemblage de l'quipement -
Cheminement d'une fonction de conception qui existe pour les besoins de la conception
choisie - trait bleu).
Vous pouvez obtenir plus de dtail sur l'analyse fonctionnelle en consultant le module
Analyse Fonctionnelle
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
34
Exemple du surligneur
Rosace des fonctions du surligneur
1 sujet tudi : le feutre.
4 milieux extrieurs :
o La main
o Le support
o L'environnement
o La rglementation
A qui le feutre rend-il service ? La main.
Sur quoi agit-il ? Le support.
Fonctions du surligneur
Ce qui nous donnera les fonctions suivantes :
o Fonction principale : Mettre en valeur des lments, inscrits sur un support, en
utilisant la main.
o Fonctions contraintes : Rsister l'environnement ; respecter la rglementation.
Bloc diagramme du surligneur
Chaque lment reprsente un lment du feutre.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
35
Le flux principal (Mettre en valeur...) chemine de l'extrieur (la main) travers les corps
(tube, mche) pour aboutir l'extrieur (support).
Les flux boucls sont les cheminements de fonction conception (maintenir le capuchon sur
le tube quand le feutre est en service - Alimenter la mche en encre quand le feutre est en
service).
Dcoupage fonctionnel AMDEC moyen de production
Dcomposition fonctionnelle et organique : AMDEC moyen de production
Rosace des fonctions trs parlante => on n'a jamais russi informatiser correctement cette
mthode.
Pour cela on fait une dcomposition fonctionnelle et organique du systme ; selon la famille
d'AMDEC, on utilise deux types de dcomposition :
o AMDEC Moyen de production
o AMDEC Processus
Dans l'exemple suivant, il s'agit d'une AMDEC Moyen de production 4 niveaux de
dcomposition (maximum qu'un technicien puisse comprendre).
Pour faire cette dcomposition, une analyse fonctionnelle de type APTE pralable est
ncessaire.
Dcoupage fonctionnel AMDEC processus
Dcomposition fonctionnelle et organique : AMDEC processus
Le diagramme de processus est l'outil schmatique qui permet de simplifier le processus par
sa dcomposition en oprations simples.
Le support technique de rfrence est la gamme de montage ; Le processus est dcoup en :
o procd
o enchanement des oprations
o organisation
o manutention
o circuit de retouche
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
36
Le dcoupage doit rester visible en permanence par tous les membres du groupe.
Environnement d'une AMDEC processus
On pourra alors se demander quel peut tre l'influence de l'environnement sur une AMDEC
Processus :
lors de l'opration
o moyen (de production pour raliser
l'opration)
o homme
o gamme
o temps (de ralisation)
o ambiance (humide)
o maintenance
entre 2 oprations
o stock (gestion)
o moyen de manutention
o homme
o temps (entre 2 oprations)
o ambiance (intrieur chauff,
l'extrieur)
o conditionnement (palette, ...)
Dcoupage fonctionnel AMDEC processus
Dcomposition fonctionnelle et organique : AMDEC processus
Le diagramme de processus est l'outil schmatique qui permet de simplifier le processus par
sa dcomposition en oprations simples.
Le support technique de rfrence est la gamme de montage ; Le processus est dcoup en :
o procd
o enchanement des oprations
o organisation
o manutention
o circuit de retouche
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
37
Le dcoupage doit rester visible en permanence par tous les membres du groupe.
Environnement d'une AMDEC processus
On pourra alors se demander quel peut tre l'influence de l'environnement sur une AMDEC
Processus :
lors de l'opration
o moyen (de production pour raliser
l'opration)
o homme
o gamme
o temps (de ralisation)
o ambiance (humide)
o maintenance
entre 2 oprations
o stock (gestion)
o moyen de manutention
o homme
o temps (entre 2 oprations)
o ambiance (intrieur chauff,
l'extrieur)
o conditionnement (palette, ...)
Diagramme de processus : Exemple de dcoupage de barres mtalliques
Dans l'exemple suivant (document XL CONSULTANT), chaque pav reprsente une
opration (un nom + un code) ; on tudie le processus et non les lments intervenant lors de
celui-ci (Produit, Lessive).
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
38
Fin Etape 2 : Le dossier
Un des objectifs final des 2 premires tapes de l'AMDEC sera d'aboutir un dossier complet sur le
systme tudi.
Feuille de synthse de l'tat actuel de l'tude AMDEC
Ce que l'on connat sur les fonctions tudier
Ce que l'on connat sur l'environnement du systme
Les objectifs de qualit et de fiabilit (conception), le TRS par ex., (en production)
L'analyse fonctionnelle
Historiques (lien GMAO-AMDEC)
Plan de maintenance prventive (lien avec la notion de MBF)
Conditionnement du produit (marketing).
tape 3 : Analyse des dfaillances
La dmarche AMDEC
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
39
A partir de l'analyse fonctionnelle, la dmarche consiste en une recherche :
(On considrera seulement les dfaillances des lments, au niveau des feuilles et non des noeuds
de l'arborescence)
des modes de dfaillance (par ex.: perte de fonction, dgradation d'une fonction, pas de
fonction, fonction intempestive)
des effets, au niveau suprieur, pouvant tre complts par une recherche
des causes (choix pouvant tre guid par la gravit des consquences)
de la criticit. Il s'agit d'une cotation et non d'une quantification des dfaillances
Vocabulaire
Mode de dfaillance : manire dont la dfaillance apparat
Cause de dfaillance : vnement initiateur
Effet de la dfaillance : consquence sur l'utilisateur
Mode de dtection : comment on met en vidence le mode de dfaillance
Les niveaux d'analyse
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
40
Il n'existe pas de niveau standard de dcomposition du matriel, il est ds lors ncessaire de
prciser le niveau de dtail auquel on descend dans l'arborescence matrielle pour procder
l'analyse
Les notions de cause- mode- effet sont contrastes.
Elles peuvent facilement tre confondues. Pour viter cela, il faut se donner un nombre
maximal de niveaux et surtout ne prendre qu'un niveau unique de rfrence.
Cause-Mode-Effet ne veulent rien dire si on ne dfinit pas un systme.
Dans l'exemple n sera le niveau de rfrence; en changeant de rfrence, on s'aperoit que
l'vnement explosion du moteur passe d'effet mode puis cause de dfaillance.
Mode de dfaillance
Le mode de dfaillance est :
Relatif une fonction
Il s'exprime par la manire dont un systme vient ne plus remplir sa fonction.
Il s'exprime en termes physiques :
o Rupture
o Desserrage
o Coincement
o Court circuit
Modes gnriques de dfaillance
Il existe 5 modes gnriques de dfaillance :
o perte de la fonction
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
41
o fonctionnement intempestif
o refus de s'arrter
o refus de dmarrer
o fonctionnement dgrad
Quelques exemples de modes de dfaillance prcis
Quelques exemples de modes de dfaillance dans trois domaines diffrents
( Electonique - Hydraulique - Mcanique)
Cause de la dfaillance
La cause de la dfaillance :
Est une anomalie initiale susceptible de conduire au MODE DE DEFAILLANCE
Elle s'exprime en terme d'cart par rapport la norme
o Sous dimensionnement
o Absence de joint d'crou
o manque de lubrifiant
Elle se rpartit dans les domaines suivants (par exemple) :
o Les hommes
o Le milieu
o La documentation
o L'organisation
o La technique
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
42
Diagramme Causes-Effets
Le diagramme Cause-Effets, c'est l'image des causes identifies d'un dysfonctionnement
potentiel pouvant survenir sur un systme.
Ce diagramme se veut le plus exhaustif possible en reprsentant toutes les causes qui
peuvent avoir une influence sur la sret de fonctionnement.
5 grandes familles ont t identifies :
o l'organisation
o la documentation
o la technique
o les hommes
o le milieu et l'environnement
Les 5 grandes familles ou 5 facteurs primaires sont renseigns par des facteurs secondaires
et parfois tertiaires;
Les diffrents facteurs doivent tre hirarchiss.
L'intrt de ce diagramme est son caractre exhaustif. Il peut aussi bien s'appliquer des
systmes existants (valuation) qu' des systmes en cours d'laboration (validation).
On pourra adjoindre au diagramme prcdent des facteurs secondaires et tertiaires qui
complteront les facteurs primaires :
Par exemple, pour le milieu et l'environnement (facteur primaire), on pourra ajouter
l'environnement climatique (facteur secondaire) puis complter par le vent et le verglas
(facteurs tertiaires) ; pour la technique (facteur primaire), le systme d'aide (facteur
secondaire) puis l'informatique embarque (facteur tertiaire).
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
43
Exemples de causes
Quelques exemples de causes de dfaillance dans trois domaine diffrents ( Electonique -
Hydraulique - Mcanique)
Effet de la dfaillance
L'effet de la dfaillance :
Concrtise la consquence,
est relatif un mode de dfaillance,
dpend du type d'AMDEC ralis :
o mcontentement
o scurit des oprateurs
o arrt du flux de production
Exemple d'effet
Quelques exemples d'effet d'importance croissante pour quatre critres diffrents
(Scurit - Fiabilit - Disponibilit - Maintenabilit)
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
44
Fin Etape3 : La grille AMDEC
Un outil
La grille AMDEC : un outil
On est dans un groupe et il faut faire parler les participants ; un des moyens est la grille
AMDEC :
On notera la diffrentiation cause mode effet, par les couleurs, qui sera conserves tout au
long de cette prsentation.
La grille AMDEC typique comprend 7 colonnes :
o nom de l'lment
o fonction
o mode de dfaillance
o effets
o causes
o cotation de la criticit
o dtection
La hirarchisation prcdente des causes permettra de remplir plus justement cette grille qui
regroupera tous les lments concernant les dfaillances d'un systme.
La chane fondamentale
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
45
En gnral, on remplit la grille dans l'ordre : Cause, Mode, Effet.
La dtection intervient ds que la cause a t mise en vidence, elle permettra d'viter les
effets.
Les effets du mode ainsi que la non dtection seront ressentis directement par l'utilisateur.
La cotation de la dtection, frquence, gravit permettra une hirarchisation des diffrentes
dfaillances.
Exemple grille Moyen de production
Exemple de 2 grilles AMDEC Moyen de production utilises dans l'industrie automobile
Exemple de grille rempli
L'tude AMDEC est faite pour cette sirne :
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
46
tape 4 : Cotation de la criticit
La criticit :
est value partir de la frquence de la dfaillance et de sa gravit ;
dtermine le choix des actions correctives ;
fixe la priorit entre les actions entreprendre ;
est un critre pour le suivi de la fiabilit prvisionnelle de l'quipement ;
La cotation de la criticit permet une hirarchisation des diffrentes dfaillances.
Exemple de matrice de scurit
La criticit peut tre value en utilisant une matrice (trs usite aux USA) :
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
47
La matrice met en vidence la zone critique (en vert sur le dessin) et la zone non critique (en
jaune sur le dessin) ; le dfaut de cette matrice est qu'elle ne tient pas compte de la notion de
dtection.
Cotation de la criticit
Cotation classique de la criticit
C'est une autre faon d'approcher la criticit. La formule tablie pour tenir compte de la dtection,
ou du moins de la non dtection est la suivante:
Il existe un intrt de parler de non dtection (N) et non pas de dtection (D) ; car comme pour Fet
G, la criticit est d'autant plus faible que la non-dtection est faible.
Exemple de cotation des indices
Cotation de la gravit
Exemple de cotation de la gravit
Gravit chez le client aval ou le client final
Ici on a 4 niveaux mais ce n'est pas limitatif. Il faut cependant viter de choisir un nombre
impair car cela entrane une non dcision (oui-non).
Ici le critre est l'arrt de la production.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
48
Cotation de la Gravit Produit
Ici 10 niveaux de cotation restent raisonnables car il s'agit d'une AMDEC Produit avec des donnes
nombreuses.
On fait le lien gravit-perception client.
Cotation de la frquence
Exemple de cotation de la frquence
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
49
Cotation de la Frquence Produit
Ici 10 niveaux de cotation car il s'agit d'une AMDEC Produit
Il en est de mme avec l'AMDEC Processus, 10 niveaux ne sont pas rare.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
50
Cotation de la non-dtection
Exemple de cotation de la Non-dtection
Cotation de la Non-dtection Produit
Probabilit que l'utilisateur-client soit atteint par une dfaillance.
Histogramme
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
51
La hirarchisation de la criticit peut tre formalise sous forme d'un histogramme.
Le seuil de criticit est dtermin par le groupe de travail.
Ce seuil est la limite au del de laquelle des actions correctives et prventives doivent tre
menes.
On pourra aussi tablir une liste des points critiques.
tape 5 : Actions menes
Objectifs
Aprs la mise en vidence des risques de dfaillances critiques, il est impratif que des
actions correctives ou prventives soient entreprises.
Une diminution de la criticit pourra tre obtenue en jouant sur un (ou plusieurs) terme(s) du
produit G*F*D.
Les diffrents types de maintenance
Maintenance corrective
En phase de fabrication, et plus particulirement en phase d'exploitation, les actions menes
sont correctives et sont lourdes mettre en oeuvre.
Maintenance corrective :
o Diminution du MTTR
o Meilleure gestion des pices de rechange
o Dveloppement d'un systme d'aide au diagnostic
Maintenance prventive
Tant que l'on se trouve en phase d'tude et de dveloppement, les actions menes sont
prventives, pour diminuer les risques inacceptables analyss.
Maintenance prventive :
o Optimisation des oprations de maintenance prventive.
o Mise en oeuvre de nouvelles oprations.
Maintenance amliorative
o Augmentation de la Sret de Fonctionnement.
o Augmentation du MTBF
o Amlioration de la scurit des oprateurs.
o Amlioration de l'environnement.
Exemple complet de la batterie
L'tude AMDEC est faite pour cet ensemble batterie-cosse :
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
52
Analyse fonctionnelle externe
4 milieux Extrieurs:
Batterie
Fil
Environnement
Maintenabilit
1 FP : Transmettre le courant de la borne au fil
2FC : Rsister l'environnement et autoriser la maintenabilit.
Analyse fonctionnelle interne
o en vert : flux boucl mcanique (Fb) :
Fb = Maintenir l'ensemble cosse sur la borne
o en jaune : flux principal lectrique (Fp) :
Fp = Transmettre la courant de la borne au fil
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
53
Critres de valeur
L'ensemble des critres de valeur d'une fonction est l'ensemble des caractristiques "justes
ncessaires" pour que la fonction soit bien ralise dans l'objectif de fiabilit recherch.
Le tableau des critres tient compte de Fp mais aussi de Fb.
On retrouve dans le tableau :
o la fonction concerne
o son milieu d'origine
o son milieu destinataire
Par exemple, pour Fb (maintenir l'ensemble cosse sur la borne) il faut maintenir :
o la tension de serrage
o le positionnement
o la rsistance la traction
Le problme peut venir de :
o la cosse : sa gomtrie
o la batterie : sa gomtrie ; les vibrations
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
54
Grille AMDEC de la batterie
Dans cette grille, on peut noter 3 modes de dfaillance.
Elle permet de connatre le service responsable de la dfaillance.
Il existe trs peu de moyen de dtection.
Rsum La mthode AMDEC
La mthode comporte 5 tapes principales :
1. Initialisation : aprs une tude de besoin, le systme tudier est choisi, un
dossier rassembl et le groupe comptent est constitu.
2. Analyse fonctionnelle : une arborescence topo fonctionnelle 4 niveaux est
construit (moyen de production, fonctions, sous-systmes, lments maintenables).
3. Analyse des dfaillances : on obtient alors une liste des dfaillances, de leurs
causes et de leurs effets que lon runit sur une grille AMDEC adapte.
4. Cotation de la criticit : aprs avoir valid des grilles de criticit (Frquence,
Gravit et ventuellement mode de dtection), le groupe value la criticit de chaque
dfaillance et hirarchise ces dfaillances. Un histogramme de la criticit des
dfaillances est construit et permet de dterminer les dfaillances critiques.
5. Actions menes : des actions correctives et de maintenance sont menes pour
diminuer la criticit des dfaillances les plus critiques ; une nouvelle cotation est
ralise.
Questions rcapitulatives :
1 : Parmi les tapes suivantes, laquelle nappartient pas une analyse AMDEC ?
Haut du formulaire
A. Initialisation
B. Analyse de la valeur
C. Mise en place dactions correctives
D. Analyse des dfaillances
E. Cration des grilles ou matrices de criticit
Bas du formulaire
2: Quels est le terme qui ne peut tre un mot cl de la mthode AMDEC ?
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
55
Haut du formulaire
A. Mise en place du TRS
B. Actions correctives
C. Travail en groupe
D. Analyse rigoureuse
E. Mthode inductive
3 : Parmi les lments suivants quel est celui qui n'est pas utile dans les colonnes de la grille
AMDEC ?
Haut du formulaire
A. Causes
B. Actions de maintenance prventive
C. Frquence
D. Symptmes
E. Adresses des fournisseurs
4 : Parmi les lments suivants quel est celui qui ne doit pas obligatoirement figurer comme
colonne dune AMDEC ?
Haut du formulaire
A. Actions de maintenance prventive
B. Mode de dfaillance
C. Causes
D. Effets
5 : Parmi les affirmations suivantes concernant les acteurs de la mthode AMDEC, laquelle est
fausse ?
Haut du formulaire
A. L'animateur est le garant de la mthodologie. Il conduit les runions et assure le suivi de
l'tude.
B. Le groupe de travail est constitu des personnes ayant une bonne connaissance du systme
tudier, choisies dans diffrents services.
C. Le demandeur est la personne qui prend l'initiative de dclencher l'tude.
D. Le dcideur est le responsable de l'entreprise qui exerce le choix dfinitif. Il doit donc
possder une bonne connaissance technique
Bas du formulaire
6 : Qui remplit la fiche de synthse ?
Haut du formulaire
A. Le groupe de travail
B. L'animateur
C. Le demandeur
D. Le dcideur
7 : L'analyse fonctionnelle permet ...
Haut du formulaire
A. ...d'amliorer le rendement en phase de conception.
B. ... d'amliorer la fiabilit d'un produit.
C. ... de donner une rponse technique au cahier des charges fonctionnel.
D. ... de chiffrer le cot des fonctions.
8 : L'analyse de la valeur permet de ...
Haut du formulaire
A. ... d'identifier les modes de dfaillance.
B. ... d'amliorer la fiabilit d'un produit.
C. ... de dfinir le milieu environnant du produit.
D. ... d'valuer la qualit conomique d'un produit.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
56
9 : L'AMDEC permet ...
Haut du formulaire
A. .. d'amliorer la qualit technique d'un produit.
B. ... d'identifier les buts et objectifs du produit.
C. ... d'amliorer le rendement en phase de conception.
D. ... d'valuer la qualit technique d'un produit.
10 : Quel type d'AMDEC s'appuie sur une dcomposition topo fonctionnelle arborescente ?
Haut du formulaire
A. AMDEC processus
B. AMDEC moyen de production
11 : Quel lment ne fait jamais partie du dossier obtenu en fin d'tape 2 ?
Haut du formulaire
A. Plan de maintenance prventive
B. Historiques
C. Analyse fonctionnelle
D. Histogramme de cotation de la criticit
E. Objectifs de qualit et de fiabilit
Bas du formulaire
12 : Le mode de dtection est la constatation de l'effet de la dfaillance.
Haut du formulaire
A. Faux
B. Vrai
13 : Le mode de dfaillance est la manire dont la dfaillance apparat.
Haut du formulaire
A. Faux
B. Vrai
14 : Quel lment ne constitue pas un mode de dfaillance ?
Haut du formulaire
A. Grincement
B. Rupture
C. Desserrage
D. Coincement
E. clatement
F. Court-circuit
Bas du formulaire
15 : Quel est en gnral l'lment dont la cotation est la moins importante pour la hirarchisation
des dfaillances ?
Haut du formulaire
A. Dtection
B. Frquence
C. Gravit
16 : Quelles sont les deux dimensions de base de la criticit ?
Haut du formulaire
A. Dtection et frquence
B. Frquence et scurit
C. Dtection et scurit
D. Maintenabilit et gravit
E. Gravit et dtection
F. Gravit et scurit
G. Maintenabilit et scurit
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
57
H. Frquence et gravit
17 : Les constructeurs automobiles donnent une troisime dimension la criticit. Laquelle
Haut du formulaire
A. Dtection
B. Maintenabilit
C. Scurit
D. Frquence
E. Gravit
18 : Quand fixe-t-on le seuil de criticit ?
Haut du formulaire
A. Avant de dmarrer l'tude.
B. Une fois la criticit des dfaillances value.
Bas du formulaire
19 : Sur quel facteur de la criticit les actions de prvention agissent-elles ?
Haut du formulaire
A. Frquence
B. Gravit
C. Maintenabilit
D. Scurit
E. Dtection
20 : Quant aux actions de protection, sur quel facteur de la criticit agissent-elles ?
Haut du formulaire
A. Maintenanbilit
B. Scurit
C. Gravit
D. Frquence
E. Dtection
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
58
II. Diagramme dIshikawa
LE DIAGRAMME DE CAUSES A EFFET
Le diagramme dIshikawa est un outil qui permet didentifier les causes possibles dun
effet constat et donc de dterminer les moyens pour y remdier.
Le diagramme d'Ishikawa est galement appel le diagramme causes-effet, le diagramme en
arte de poisson ou la mthode des 5M.
L'utilisation du diagramme d'Ishikawa prsente les avantages suivants:
Il permet de classer les causes lies au problme pos.
Il permet de faire participer chaque membre de l'quipe l'analyse.
Il permet de limiter l'oubli des causes par le travail de groupe.
Il permet de fournir des lments pour l'tude de ou des solutions.
La construction du diagramme d'Ishikawa est base sur un travail de groupe. Il est labor en
plusieurs tapes :
1. Dcrivez clairement le problme.
2. Par un Brainstorming, dterminez les principales catgories de causes. Souvent on utilise un
ensemble de catgories que l'on nomme les 5M : Main d'uvre, Mthodes, Machines,
Matriaux, Milieu.
3. Tracez le squelette du diagramme d'Ishikawa et y inscrivez les catgories.
4. Pour chaque catgorie inscrivez les causes suggres par les membres du groupe en posant
chaque fois la question : pourquoi cette cause produit-elle cet effet ?
5. Classez, si c'est possible, les causes suggres en des sous-catgories.
6. Dterminez les causes premires qu'il est possible d'liminer.
7. Agissez sur la ou les causes pour corriger le dfaut en donnant des solutions et en mettant en
place des actions correctives.
Prsentation
Il faut dans un premier temps dfinir clairement leffet sur lequel on souhaite directement
agir.
Il est trs important de parvenir au consensus sur la dfinition et les caractristiques de la
question traite.
Pour cela il faut :
Lister laide de la mthode de brainstorming par exemple, toutes les causes susceptibles de
concerner le problme considr.
Il faut bien approfondir et explorer toutes les dimensions dune situation donne
Classer par famille toutes les causes dun problme dtermin (3 5 familles est un choix
raisonnable)
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
59
Il est important de bien visualiser, de faon claire, cette relation ordonne de causes effet.
Construction du diagramme
Le diagramme dIshakawa se construit en cinq tapes :
1) Placer une flche horizontalement, pointe vers le problme identifi ou le but recherch.
2) Regrouper les causes potentielles en familles, appeles communment les cinq M :
Matire, M1 : Recense les causes ayant pour origine les supports techniques et les produits
utiliss.
Main duvre, M2 : Problme de comptence, dorganisation, de management.
Matriel, M3 : Causes relatives aux Machines, aux quipements et moyens concerns.
Mthode, M4 : Procdures ou modes opratoires utiliss.
Milieu, M5 : Environnement physique : lumire, bruit, poussire, localisation, signaltique etc...
3) Tracer les flches secondaires correspondant au nombre de familles de causes potentielles
identifies, et les raccorder la flche principale. Chaque flche secondaire identifie une des
familles de causes potentielles.
4) Inscrire sur des mini flches, les causes rattaches chacune des familles. Il faut veiller ce que
toutes les causes potentielles apparaissent.
5) Rechercher parmi les causes potentielles exposes, les causes relles du problme identifi. Ce
sera notamment la cause la plus probable quil restera vrifier dans la ralit et corriger.
Conclusions : La mthode 5 M est un outil d'analyse de causes probables.
Exemple complet :
Pour tudier un effet, par exemple des rayures constates sur des faces avant dappareils, dans le
processus de fabrication :
On commence par dfinir les grandes catgories de causes puis on descend de proche en proche
jusqu'aux dtails :
o La Main doeuvre peut-elle tre la cause de rayures ?
Oui, car elle est peut manipuler maladroitement et cogner les pices, porter
des bijoux arrtes vives, etc.. Chacune de ces sous-causes sera une
branchette sajoutant la branche main doeuvre.
o Le milieu peut-il tre cause de rayures ?
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
60
Oui, lclairage est insuffisant pour dtecter les dfauts en amont, le poste de
travail est sale, il reste des copeaux, loutillage est susceptible de toucher la
pice
o La matire peut-elle tre la cause de rayures ?
Oui, elle est trop tendre, sensible
o La/les mthode(s) peu(ven)t-elle(s) tre cause(s) de rayures ?
Oui, la pice nest pas encore froide lorsquon la manipule, lvacuation des
dbris, copeaux nest pas prvue
o Les machines peuvent-elles tre causes de rayures ?
Oui, le dgagement doutil est trop juste lorsque lon retire la pice, il y a
projection de matire
o Le management peut-il tre cause de rayures ?
? Probablement pas
o Les moyens financiers peuvent-ils tre causes de rayures ?
? Probablement pas
Lorsqu'un diagramme est bien renseign, il faut aller vrifier sur le site que les causes cites
engendrent rellement l'effet.
Il faut alors :
o Rflchir avec l'objet en question sur le site
o Rpter 5 fois " Pourquoi ? " (mthode TOYOTA) = chercher causes des causes
o Visiter 100 fois le lieu du crime (mthode de la police)
Lorsque les vraies causes sont identifies, que les influences relatives de chaque cause (poids) sont
connues, il faut attaquer par priorit les causes aux influences prpondrantes.
On examine ensuite les effets des modifications, et l'on affiche le "poisson" ractualis.
Lorsque l'on peut considrer que toutes les relations de causes effet sont dcrites et illustres de
faon approprie, le diagramme est complet.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
61
Exemple Quelles sont les causes possibles l'apparition de poussires ?
III. Mthode ABC
Loi de Pareto
Un conomiste italien, Vilfredo Pareto, en tudiant la rpartition des impts constata que
20% des contribuables payaient 80% de la recette de ces impts. Dautres rpartitions analogues
ont pu tre constates, ce qui a permis den tirer la loi des 20 80 ou loi de Pareto. Cette loi peut
sappliquer beaucoup de problmes, cest un outil efficace pour le choix et laide de la dcision.
Exemple de rpartitions appliques la maintenance
20% des systmes reprsentent 80% des pannes.
20% des interventions reprsentent 80% des cots de maintenance.
20% des composants reprsentent 80% de la valeur des stocks
Mise en application de la loi
Lexploitation de cette loi permet de dterminer les lments les plus pnalisants afin den
diminuer leurs effets :
diminuer les cots de maintenance ;
amliorer la fiabilit des systmes ;
justifier la mise en place dune politique de maintenance.
1. Fonction
Suggrer objectivement un choix, c'est--dire classer par ordre dimportance des lments
(produits, machines, pices,) partir dune base de connaissance dune priode antrieure
(historique des pannes par exemple). Les rsultats se prsentent sous la forme dune courbe appele
courbe ABC dont lexploitation permet de dtecter les lments les plus significatifs du problme
rsoudre et de prendre les dcisions permettant sa rsolution.
2. Prsentation
La mthode ABC, issue de la loi de Pareto, est simple appliquer et la courbe facile tracer
pour autant que lon suive la mthodologie. Lallure de la courbe permet de dfinir trois zones
appeles respectivement zones A, B, et C do le nom de la mthode (voir courbe page suivante).
2.1 Dterminer le cadre de ltude
Le service de maintenance dsire connatre par exemple :
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
62
les quipements qui ncessitent le plus dinterventions ;
le type de pice possder en stock
En rsum, il sagit de dfinir le problme tudier.
2.2 Dterminer les critres reprsentatifs
A partir du problme rsoudre, dterminer le critre le plus significatif qui peut tre :
les cots de maintenance ;
la dure des interventions
2.3 Dterminer la priode la plus reprsentative
Il sagit de limiter la dure de la priode qui va servir de base ltude. Il est important de
minimiser les phnomnes saisonniers.
2.4 Prparation de la courbe
En fonction de la priode retenue, il sagit dextraire de la documentation les lments
ncessaires tels que le nombre dheures dintervention pour chaque quipement, les cots de
maintenance Tous ses renseignements doivent tre reprsents dans un tableau.
quipement Nombre dheures
dintervention
Cots de maintenance
A 400 4000
B 720 3600
C 50 1500
D 1200 9600
2.5 tablir le tableau de classement
Choisir le critre de classement, par exemple les cots de maintenance si lon recherche une
diminution des cots.
Classer par ordre dcroissant les quipements en fonction des cots et calculer les valeurs
cumules.
quipement Cot de maintenance Cot de maintenance
cumul
D 9600 9600
A 4000 13600
B 3600 17200
C 1500 18700
3. Traage de la courbe
3.1 Dterminer les chelles
Le tableau de classement ayant t tabli, tous les lments sont runis pour tracer la courbe,
sur des axes de coordonnes rectangulaires.
En abscisse on porte les lments faisant lobjet de ltude (quipements, pices,).
En ordonne on porte les valeurs cumules du critre retenu (cots, heures, pannes,).
Il est indispensable que le trac de la courbe soit inscrit dans un carr pour lexploitation de celle-ci.
On choisit les chelles de telle faon que lordonne et labscisse reprsente chacune au total un
segment de longueur gale ou voisine.
En outre, on peut doubler labscisse et lordonne dune seconde chelle faisant apparatre les
pourcentages qui permettront linterprtation de la courbe sous la forme de pourcentage (exemple :
18% des lments tudis reprsentent 75% des cots).
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
63
3.2 Construction de la courbe
Il suffit alors de pointer pour chaque lment la valeur cumule correspondante.
3.3 Dterminer les zones ABC
Il sagit de dlimiter sur la courbe obtenue des zones partir de lallure de la courbe. En
gnral la courbe possde deux cassures, ce qui permet de dfinir trois zones :
La partie droite de la courbe OM dtermine la zone appele A.
La partie courbe MN dtermine la zone appele B.
La partie assimile une droite NP dtermine la zone appele C.
Si la droite prsente trois cassures, on dtermine quatre zones A, B, C et D. Seule lallure de la
courbe doit permettre de dterminer les zones.
Plus la courbe est crase, moins elle est significative ; la limite, une diagonale signifie que,
par rapport au critre choisi, tous les lments tudis on ma mme importance et quil ny a pas
lieu de prendre de mesures particulires.
3.4 Interprtation de la courbe
Ltude porte dans un premire temps sue les lments constituant la zone A en priorit. Si
les dcisions et modifications apportes aux lments de la zone A ne donnent pas satisfaction, on
continuera ltude sur les premires lments de la zone B jusqu satisfaction. Les lments
appartenant la zone C peuvent tre ngligs car ils ont peut dinfluence sur le critre tudi.
4. Diagramme en btons
Ce type de diagramme peut tre utilis pour effectuer un classement partir dun critre
(exemple : origine des pannes suivant la technologie) et de dterminer le critre qui servira pour
ltude du problme rsoudre laide de mthode ABC.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
64
5. Mthode ABC applique une cintreuse
FICHIER HISTORIQUE
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
65
ANALYSE DE FICHIER HISTORIQUE
Le tableau ci-dessus met en vidence le poids relatif des interventions de mcanique aussi bien sur
le plan de nombre dinterventions, que sur leur dure ou leur cot.
On peut donc panser que pour diminuer les cots de maintenance, on doit faire porter leffort dans
cette technologie.
A partir de la mthode ABC on dtermine lordre de priorits dtude et on dfinit les actions
mettre en uvre dans le domaine mcanique pour diminuer les cots de la maintenance.
TAZBLEAU DE CLASSEMENT DES PANNES DORIGINE MECANIQUE
Le critre retenue est le cot total en euros de chaque intervention.
Le classement est tabli par ordre des valeurs dcroissantes des cots.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
66
TRACE DE LA COURBE
ANALYSE DE LA COURBE
1. Zone A : intervention n 18.
Dans cette zone, une seule intervention, soit 7,7% des actions de maintenance, reprsente 59,9% des
cots. Cest dans cette zone quil faut agir en priorit. Il est ncessaire de lassocier avec les
premiers lments de la zone B pour largir ltude et mettre en place une stratgie.
2. Zone B : intervention n
os
10, 11, 15, 25 et 4.
Dans cette zone, cinq interventions, soit 38,5% des actions de maintenance, reprsentent 35% des
cots. En analysant le fichier historique on remarque que les interventions 18, 10, 11, et 15
concernent le mme sous-ensemble : la tte de cintrage. Il semble que la cause de ces pannes soit
lie une erreur de conception. Une tude de la tte de cintrage peut tre envisage afin dviter le
remplacement aussi frquent des pices 8 et 15 (arbres), 12, 14 et 16 (bagues) et dviter
lapparition prmature du jeu.
3. Zone C : interventions n
os
12, 5, 13, 3, 16, 2 et 9
Dans cette zone, sept interventions, soit 54% des actions de maintenance, reprsentent 5% des
cots. Linvestissement financire ncessaire pour apporter une amlioration dans cette zone, ne
serait sans doute pas rentable. Une maintenance corrective, dans cette zone, semble tre mieux
adapte.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
67
Conclusion sur diagramme de Pareto
Le diagramme de Pareto est un moyen simple pour classer les phnomnes par ordre dimportance.
Le diagramme de Pareto est un histogramme dont les plus grandes colonnes sont
conventionnellement gauche et vont dcroissant vers la droite. Une ligne de cumul indique
l'importance relative des colonnes.
La popularit des diagrammes de Pareto provient d'une part parce que de nombreux phnomnes
observs obissent la loi des 20/80, et que d'autre part si 20% des causes produisent 80% des
effets, il suffit de travailler sur ces 20% l pour influencer fortement le phnomne. En ce sens, le
diagramme de Pareto est un outil efficace de prise de dcision.
Dans un environnement industriel, les points d'amlioration potentiels sont quasi
innombrables.
On pourrait mme amliorer indfiniment, tout et n'importe quoi. Il ne faut cependant pas
perdre de vue que l'amlioration cote et par consquent il faut en contrepartie une cration
de valeur ajoute, ou une suppression de gaspillage.
Construction d'un diagramme de Pareto
A partir de donnes recueillies, on dfinit les catgories, puis :
1. Rpartir les donnes dans les catgories,
2. Les catgories sont classes dans lordre dcroissant,
3. Faire le total des donnes,
4. Calculer les pourcentages pour chaque catgorie : frquence / total
5. Calculer le pourcentage cumul
6. Dterminer une chelle adapte pour tracer le graphique,
7. Placer les colonnes (les barres) sur le graphique, en commenant par la plus grande gauche
8. Lorsque les barres y sont toutes, tracer la courbe des pourcentages cumuls
Exemple :
Dans un processus d'assemblage d'appareils, les retouches et rparations sont coteuses en
temps et argent. Une tude est mene pour dterminer les causes des dfauts et tenter de les
prvenir. Les investigations montrent que les dfauts d'aspect sont les causes les plus nombreuses
d'intervention et elles ncessitent un dmontage partiel de l'engin.
L'intrt du diagramme de Pareto est de montrer que dans un premier temps il est plus
"payant" d'attaquer les trois premires causes de dfauts, plutt que de chercher lucider les
causes qui n'apparaissent que trs rarement.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
68
Avec un diagramme de Pareto, on discrimine aisment les quelques points essentiels parmi les
nombreux divers.
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
69
IV. Arbre de dfaillance
Souvent mis en relation avec lA.M.D.E.C. (Analyse des Modes de Dfaillance, de leurs
Effets et de leur Criticit), il peut tre utiliser pour dterminer la branche fragile dune installation
(dans ce cas, on quantifie chaque composant par son taux de dfaillance estim) ou comme
document daide au diagnostique (dans ce cas il permet de visualiser les diffrents possibilits pour
que le systme soit dfaillant).
Symboles utiliss
Construction d'un arbre de dfaillance
La construction de larbre de dfaillance repose sur ltude des vnements entranants un
vnement redout. Les deux tapes suivantes sont ralises successivement en partant de lER et
en allant vers les vnements lmentaires.
1. => dans un premier temps dfinir l'vnement redout (lvnement intermdiaire, ou
lvnement lmentaire) analys en spcifiant prcisment ce quils reprsentent et dans
quel contexte il peut apparatre.
2. => puis dans un deuxime temps reprsenter graphiquement les relations de cause effet par
des portes logiques (ET, OU) qui permettent de spcifier le type de combinaison entre les
vnements intermdiaires qui conduisent lvnement analys.
Pour pouvoir appliquer cette mthode il est ncessaire de :
Vrifier que le systme a un fonctionnement cohrent.
Connatre la dcomposition fonctionnelle du systme.
Dfinir les limites du systme (le degr de finesse de notre tude dpend des objectifs).
Connatre la mission du systme et son environnement pour dterminer le ou les vnements
redouts qui est ncessaire dtudier.
Connatre les modes de dfaillance des composants cest par exemple en sappuyant sur une
analyse de type AMDEC que les branches de larbre pourront tre construites.
Rgles de construction
expliciter les faits et noter comment et quand ils se produisent
o pour lvnement redout
o pour les vnements intermdiaires
effectuer un classement des vnements :
o vnement lmentaire reprsentant la dfaillance dun composant
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
70
dfaillance premire
dfaillance de commande
o vnements intermdiaires provenant dune dfaillance de composant. Cest par
exemple un mode de dfaillance !
o vnements intermdiaires provenant du systme indpendamment du composant.
Cest par exemple une configuration particulire.
rechercher les causes immdiates de lapparition de chaque
o vnement intermdiaire afin dviter loubli dune branche
viter les connexions directes entre portes
o elles sont en gnrale dues une mauvaise comprhension du systme ou une
analyse trop superficielle.
supprimer les incohrences
o comme par exemple : un vnement qui est la fois cause et consquence dun autre
vnement.
Exemple de construction d'un arbre de dfaillance :
1. Lvnement redout :
"Le systme utilisateur est non aliment" que l'on nommera ER
cela se produit si : Dbit nul en aval de V1" ET "Dbit nul en aval de V2
Rsum de Thorie et Guide de travaux pratique M14_Initiation la gestion de la maintenance
OFPPT/DRIF/CDC ELECTROTECHNIQUE
71
L'arbre associ est :
L'arbre de dfaillance complet
1. Dfaillance premire :
Blocage de la vanne en position ferme (un vieillissement).
o vnement lmentaire "V1 bloque ferme"
Вам также может понравиться
- 117473800Документ7 страниц1174738002ste3Оценок пока нет
- Customer Access Request Form (FR)Документ2 страницыCustomer Access Request Form (FR)2ste3100% (1)
- Leamateriaux PDFДокумент26 страницLeamateriaux PDFLassouag ChafaaОценок пока нет
- CV SandrineBisson PDFДокумент6 страницCV SandrineBisson PDF2ste3Оценок пока нет
- Structures A Ossature BoisДокумент37 страницStructures A Ossature BoiskotonОценок пока нет
- 1436 7 PDFДокумент4 страницы1436 7 PDF2ste3Оценок пока нет
- Umurigirwa 1172Документ10 страницUmurigirwa 1172Rabiâ AbdeldjebarОценок пока нет
- Education Liste-Etknpudiants PCДокумент27 страницEducation Liste-Etknpudiants PC2ste3Оценок пока нет
- Place Des Canadiens Mairie Place Des Canadiens Mairie: Saint-Germain Colombelles Saint-Germain ColombellesДокумент7 страницPlace Des Canadiens Mairie Place Des Canadiens Mairie: Saint-Germain Colombelles Saint-Germain Colombelles2ste3Оценок пока нет
- Parc Charlotte Corday Parc Charlotte Corday: Blainville Mondeville Blainville MondevilleДокумент7 страницParc Charlotte Corday Parc Charlotte Corday: Blainville Mondeville Blainville Mondeville2ste3Оценок пока нет
- Leamateriaux PDFДокумент26 страницLeamateriaux PDFLassouag ChafaaОценок пока нет
- 1436 7 PDFДокумент4 страницы1436 7 PDF2ste3Оценок пока нет
- Baclesse Poincaré Baclesse Poincaré: Caen Caen Caen CaenДокумент7 страницBaclesse Poincaré Baclesse Poincaré: Caen Caen Caen Caen2ste3Оценок пока нет
- Centre Commercial Jean Vilar Centre Commercial Jean Vilar: Hérouville IFS Hérouville IFSДокумент7 страницCentre Commercial Jean Vilar Centre Commercial Jean Vilar: Hérouville IFS Hérouville IFS2ste3Оценок пока нет
- Lebisey Théâtre Lebisey Théâtre: Hérouville Caen Hérouville CaenДокумент7 страницLebisey Théâtre Lebisey Théâtre: Hérouville Caen Hérouville Caen2ste3Оценок пока нет
- Logiciel D'Application de La Reglementation Thermique 2012 Fiche D'ÉvaluationДокумент4 страницыLogiciel D'Application de La Reglementation Thermique 2012 Fiche D'Évaluation2ste3Оценок пока нет
- Aéroport Jean Vilar Aéroport Jean Vilar: Carpiquet IFS Carpiquet IFSДокумент7 страницAéroport Jean Vilar Aéroport Jean Vilar: Carpiquet IFS Carpiquet IFS2ste3Оценок пока нет
- Method eДокумент1 страницаMethod e2ste3Оценок пока нет
- Rapport Essai Permeabilite ISOLASUP PDFДокумент5 страницRapport Essai Permeabilite ISOLASUP PDF2ste3Оценок пока нет
- Beaulieu - Brazza Mémorial Beaulieu - Brazza Mémorial: Caen Caen Caen CaenДокумент9 страницBeaulieu - Brazza Mémorial Beaulieu - Brazza Mémorial: Caen Caen Caen Caen2ste3Оценок пока нет
- 3R Mesure Conductivit Thermique Mthode FIL CHAUDДокумент2 страницы3R Mesure Conductivit Thermique Mthode FIL CHAUDMohamed RegueОценок пока нет
- MA201 Corrige 07 08 PDFДокумент6 страницMA201 Corrige 07 08 PDF2ste3Оценок пока нет
- Introduction À La Méthode Des Éléments Finis - KERN MichelДокумент68 страницIntroduction À La Méthode Des Éléments Finis - KERN Michelanahimc100% (2)
- Guide Technique Transferts D'humidite PDFДокумент74 страницыGuide Technique Transferts D'humidite PDF2ste3100% (1)
- Guide Technique Transferts D'humiditeДокумент4 страницыGuide Technique Transferts D'humidite2ste3Оценок пока нет
- Versement DirectДокумент1 страницаVersement Direct2ste3Оценок пока нет
- TD m1 Edp PDFДокумент27 страницTD m1 Edp PDF2ste3Оценок пока нет
- Correction TD2 Exo4Документ6 страницCorrection TD2 Exo4Oumaïma El AbidiОценок пока нет
- Etude Agence Voyage AR ER LLMДокумент5 страницEtude Agence Voyage AR ER LLMAsmianeОценок пока нет
- L'internationalisation Pour PMEДокумент7 страницL'internationalisation Pour PMEAmine El BakkaliОценок пока нет
- Cours GRH 2Документ56 страницCours GRH 2Fettah AbbesОценок пока нет
- Brochure EPM 2007Документ8 страницBrochure EPM 2007MavrikОценок пока нет
- Grande EcoleДокумент26 страницGrande EcoleAnge Aristide DjedjeОценок пока нет
- Diagnostic de L'entrprise À Court TermeДокумент44 страницыDiagnostic de L'entrprise À Court TermeAnonymous 9kIXZjGSfNОценок пока нет
- L'UAG Recrute Un (E) Directeur (Trice) Des Ressources Humaines Et de Moyens (D.R.H.M.)Документ2 страницыL'UAG Recrute Un (E) Directeur (Trice) Des Ressources Humaines Et de Moyens (D.R.H.M.)Université des AntillesОценок пока нет
- Msa2 Audit Juridique Social PDFДокумент1 страницаMsa2 Audit Juridique Social PDFstudio lineОценок пока нет
- Rapport de Stage - LYDEC - Présentationn (Initiation) 1Документ8 страницRapport de Stage - LYDEC - Présentationn (Initiation) 1ABAASOUF100% (1)
- Catalogue Chateau Blanc 2013-BDДокумент33 страницыCatalogue Chateau Blanc 2013-BDPaco RoigОценок пока нет
- Rapport La PosteДокумент19 страницRapport La PosteBob BaoBabОценок пока нет
- Sage Paie Et RH Plaquette ProduitДокумент20 страницSage Paie Et RH Plaquette ProduitstrapolОценок пока нет
- L'entrepreneuriat Et L'envirennement D'entrepriseДокумент20 страницL'entrepreneuriat Et L'envirennement D'entrepriseMstr Belkac100% (3)
- Memoire 2015Документ90 страницMemoire 2015princesseОценок пока нет
- Si36scn Ex v1.0Документ41 страницаSi36scn Ex v1.0أبو أيوب تافيلالت100% (3)
- Gestion Des Ressources HumainesДокумент14 страницGestion Des Ressources Humainesmohamed amid33% (3)
- Liste Des Témoins Experts Potentiels de Katherine Jackson Pour Le Procès AEGДокумент28 страницListe Des Témoins Experts Potentiels de Katherine Jackson Pour Le Procès AEGJadzziaMJОценок пока нет
- Gestion Des CompétencesДокумент11 страницGestion Des Compétencesa.rharrabОценок пока нет
- Brochure de Formations de Certification en Français - Illinois State University - GSBO - Niamey - 2013Документ13 страницBrochure de Formations de Certification en Français - Illinois State University - GSBO - Niamey - 2013Mahamoud HamoudОценок пока нет
- Sem Formation Professionnelle Et Nouvelle TechnologieДокумент89 страницSem Formation Professionnelle Et Nouvelle TechnologieB.IОценок пока нет
- Management Des Ressources Humaines Du ProjetДокумент51 страницаManagement Des Ressources Humaines Du ProjetAchraf Boudaya100% (1)
- Cours Audit StratégiqueДокумент34 страницыCours Audit Stratégiquezb2003100% (2)
- FD X50-183 Ressources Humaines SMQДокумент27 страницFD X50-183 Ressources Humaines SMQettaghi100% (3)
- Le Management de L'environnementДокумент14 страницLe Management de L'environnementmust100% (3)