Вам также может понравиться
- Ces Questions Sorted by WordsДокумент619 страницCes Questions Sorted by WordsAdnana Cadar100% (2)
- Shop Manual 12V140E-3Документ468 страницShop Manual 12V140E-3josecall91% (11)
- DX140LC - Shop Manual PDFДокумент776 страницDX140LC - Shop Manual PDFvutrung2311316375% (4)
- Pressure Drop and Flooding in A Packed ColumnДокумент7 страницPressure Drop and Flooding in A Packed ColumnEdu Cordon50% (2)
- LECTURE - 4: ChloromethaneДокумент4 страницыLECTURE - 4: Chloromethaneمحمود محمدОценок пока нет
- A Comprehensive Program For Calculation of Flame Radiation LevelsДокумент6 страницA Comprehensive Program For Calculation of Flame Radiation LevelsStefano BelliniОценок пока нет
- Designing a Horizontal Reflux DrumДокумент15 страницDesigning a Horizontal Reflux DrumArfel Marie FuentesОценок пока нет
- Distillation ExperimentДокумент6 страницDistillation ExperimentJureen Flores BelicarioОценок пока нет
- Plate Hydraulic Design ExampleДокумент53 страницыPlate Hydraulic Design ExampleChristopher RileyОценок пока нет
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesОт EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesОценок пока нет
- EIL Underground StoragesДокумент12 страницEIL Underground StoragesanandelectricalsОценок пока нет
- Design of An Absorption Tower For The Separation of Acrylonitrile in - IndustryДокумент9 страницDesign of An Absorption Tower For The Separation of Acrylonitrile in - IndustryLouell Nikki HipulanОценок пока нет
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationОт EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationОценок пока нет
- Distillation ColumnДокумент32 страницыDistillation ColumnTatiana RosarioОценок пока нет
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationДокумент11 страницInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIIОценок пока нет
- Comparison of Several Packings For CO2 Chemical Absorption in A Packed ColumnДокумент7 страницComparison of Several Packings For CO2 Chemical Absorption in A Packed ColumnianphilanderОценок пока нет
- SEO-Optimized Title for Distillation Column DocumentДокумент7 страницSEO-Optimized Title for Distillation Column DocumentTouhidBinAnwarОценок пока нет
- Packed column pressure drop and flooding experimentДокумент4 страницыPacked column pressure drop and flooding experimentSantosh ReddyОценок пока нет
- Distillation Column Design 2014Документ4 страницыDistillation Column Design 2014John PortlandОценок пока нет
- Equipment Design of A Packed Column For The Absorption of Aroma Laden Vapor by Cooled Coffee ExtractДокумент17 страницEquipment Design of A Packed Column For The Absorption of Aroma Laden Vapor by Cooled Coffee ExtractToffee Paddayuman100% (1)
- Gas Absorption LabДокумент8 страницGas Absorption Labsolehah misni100% (1)
- CHE 121 Utilities in Chemical Process IndustriesДокумент73 страницыCHE 121 Utilities in Chemical Process IndustriesAmir AzimОценок пока нет
- Mass Transfer Lecture 3-1Документ20 страницMass Transfer Lecture 3-1EDWIN SIMBARASHE MASUNUNGUREОценок пока нет
- Tutorial TRK SolutionsДокумент16 страницTutorial TRK SolutionsPanca WardhaniОценок пока нет
- Nptel ReboilerДокумент8 страницNptel ReboilerGurubasavaraju T MОценок пока нет
- Performance Analysis of Shell and Tube Heat ExchangersДокумент5 страницPerformance Analysis of Shell and Tube Heat ExchangersMichał KisielewskiОценок пока нет
- Guidelines For Ethylene Quench Tower Rev 17Документ17 страницGuidelines For Ethylene Quench Tower Rev 17totongop0% (1)
- STR 3 2018 Sulcol Program Ang PDFДокумент4 страницыSTR 3 2018 Sulcol Program Ang PDFsakthivelg15357Оценок пока нет
- Shell and Tube Heat Exchanger DesignДокумент3 страницыShell and Tube Heat Exchanger Design1AdityaPathania1Оценок пока нет
- Project Report 2 - Final - Design 1 AliffДокумент142 страницыProject Report 2 - Final - Design 1 AliffAdi PutraОценок пока нет
- Gas Absorption: Determining Drag and Flooding FlowsДокумент5 страницGas Absorption: Determining Drag and Flooding FlowsDean Joyce AlborotoОценок пока нет
- Packed Tower Internals PDFДокумент32 страницыPacked Tower Internals PDFmehul10941Оценок пока нет
- Bubble Cap Plate For Distillation ColumnДокумент26 страницBubble Cap Plate For Distillation Columnsanjukec100% (2)
- PID Standard PitfallsДокумент9 страницPID Standard PitfallskrazylionОценок пока нет
- Reboilers - Kettle Versus Thermosiphon DesignsДокумент3 страницыReboilers - Kettle Versus Thermosiphon Designschem_iaf100% (1)
- Properly Employ Overhead Condensers For Vacuum ColumnsДокумент8 страницProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannОценок пока нет
- King Abdulaziz University Mechanical Engineering Heat Exchanger DesignДокумент65 страницKing Abdulaziz University Mechanical Engineering Heat Exchanger DesignMuhammad HaidiОценок пока нет
- Process Description and ASPEN Computer Modelling oДокумент32 страницыProcess Description and ASPEN Computer Modelling omehul10941Оценок пока нет
- ChERD PaperДокумент15 страницChERD PaperSuleman AhmadОценок пока нет
- Multipass Tray DesignДокумент12 страницMultipass Tray DesignAyoun Ul HaqueОценок пока нет
- Natural Gas Dehydratation Process SimulationДокумент5 страницNatural Gas Dehydratation Process SimulationAndrea TellanОценок пока нет
- IMTPДокумент16 страницIMTPDHAVALESH AMОценок пока нет
- Optimizing A Large Vessel Separator DesignДокумент9 страницOptimizing A Large Vessel Separator DesignmctimlimОценок пока нет
- ERT 313 DISTILLATIONДокумент45 страницERT 313 DISTILLATIONsuzie annОценок пока нет
- DWC Column SimulationДокумент14 страницDWC Column SimulationFatih FıratОценок пока нет
- 6.1 Agitation Power Number and Scale Up 2020Документ26 страниц6.1 Agitation Power Number and Scale Up 2020Neybil100% (1)
- Plate Column Distillation EfficiencyДокумент7 страницPlate Column Distillation EfficiencyVijay PrasadОценок пока нет
- CE 3003 Advanced Process Design - Individual Project: Executive SummaryДокумент88 страницCE 3003 Advanced Process Design - Individual Project: Executive SummaryLee Junming100% (1)
- Process Designing Breather Valves API StandardsДокумент15 страницProcess Designing Breather Valves API StandardsGuglielmoОценок пока нет
- PackedColumn PDFДокумент189 страницPackedColumn PDFamadan64Оценок пока нет
- Absorption ColumnsДокумент55 страницAbsorption ColumnsHuzefa CalcuttawalaОценок пока нет
- Ulman Part 10Документ1 000 страницUlman Part 10Yana RahmadaniОценок пока нет
- Internals For Packed ColumnsДокумент20 страницInternals For Packed Columnskingcobra008Оценок пока нет
- Packed Distillation Column ExperimentДокумент20 страницPacked Distillation Column ExperimentChan Chun ChenОценок пока нет
- Stripping Notes PDFДокумент28 страницStripping Notes PDFnimi khalidОценок пока нет
- Flow Patterns and Power Consumption of MixersДокумент26 страницFlow Patterns and Power Consumption of MixersNawal DaBomb100% (1)
- Distillation Column ModelingДокумент8 страницDistillation Column ModelingMohamed GuenouneОценок пока нет
- Melt CrystallizationДокумент10 страницMelt Crystallizationarsh19706636Оценок пока нет
- Boling Point CurvesДокумент28 страницBoling Point CurvesMuhammad MohtashimОценок пока нет
- Schoepentoeter SEPARADORДокумент4 страницыSchoepentoeter SEPARADOREsau EstebanОценок пока нет
- Masstransfer 141117024829 Conversion Gate02 PDFДокумент15 страницMasstransfer 141117024829 Conversion Gate02 PDFSrđan TufegdžićОценок пока нет
- Ch5 AbsorptionДокумент56 страницCh5 AbsorptionGebrekiros ArayaОценок пока нет
- Kellum ThesisДокумент94 страницыKellum Thesisramsrivatsan1992Оценок пока нет
- Motivating TipsДокумент16 страницMotivating Tipsmyth_777Оценок пока нет
- 6 - Figures and Tables Mass TransferДокумент23 страницы6 - Figures and Tables Mass Transferramsrivatsan1992Оценок пока нет
- IbuprofenДокумент11 страницIbuprofenramsrivatsan1992Оценок пока нет
- Miracle of The Human BodyДокумент46 страницMiracle of The Human Bodyramsrivatsan1992Оценок пока нет
- The Science of Getting RichДокумент64 страницыThe Science of Getting RichKeith CareyОценок пока нет
- SSC CGL Reasoning (Blood Relations)Документ6 страницSSC CGL Reasoning (Blood Relations)prashantvlsiОценок пока нет
- Health TipsДокумент36 страницHealth TipsAmit PandeyОценок пока нет
- Good Human Relations PrinciplesДокумент1 страницаGood Human Relations Principlesramsrivatsan1992Оценок пока нет
- 5337-Valluvar Wisdom ThirukkuralДокумент75 страниц5337-Valluvar Wisdom Thirukkuralramsrivatsan1992Оценок пока нет
- 5373-Kural Vazhi VazhvuДокумент87 страниц5373-Kural Vazhi Vazhvuramsrivatsan1992Оценок пока нет
- Health TipsДокумент36 страницHealth TipsAmit PandeyОценок пока нет
- JGK-T ArielДокумент4 страницыJGK-T Arielrsilayen951Оценок пока нет
- Compressors Condition AnalysisДокумент50 страницCompressors Condition AnalysisBrobrt100% (1)
- Alimpolos, Christian R. BSMT LL - CanuposДокумент3 страницыAlimpolos, Christian R. BSMT LL - Canuposjona100% (1)
- InjectorДокумент15 страницInjectorjesus silvaОценок пока нет
- HOW TO CHANGE CAR OIL IN 5 STEPSДокумент6 страницHOW TO CHANGE CAR OIL IN 5 STEPSPhilip McdonaldОценок пока нет
- An Analysis of The Relationship Between Petroleum Prices and Inflation in NigeriaДокумент7 страницAn Analysis of The Relationship Between Petroleum Prices and Inflation in NigeriaChidinma Glory EjikeОценок пока нет
- John Deere Combine Belts - 7700Документ4 страницыJohn Deere Combine Belts - 7700Volodymyr KuruchОценок пока нет
- 140e-5 Series Sen00074-00Документ202 страницы140e-5 Series Sen00074-00eshopmanual TigaОценок пока нет
- EMS-2 Engine Monitoring System ManualДокумент20 страницEMS-2 Engine Monitoring System Manualcristian crespoОценок пока нет
- General - Brunei Darussalam Brunei DarussalamДокумент5 страницGeneral - Brunei Darussalam Brunei Darussalamwaleed yehiaОценок пока нет
- Nu-Calgon Product Bulletin: Emkarate RL LubricantsДокумент4 страницыNu-Calgon Product Bulletin: Emkarate RL Lubricantsusna1970Оценок пока нет
- TLL13X Fozmula Liquid Level Sensor Data 8-6-33R2Документ1 страницаTLL13X Fozmula Liquid Level Sensor Data 8-6-33R2moisesОценок пока нет
- Hydraulic Fracturing Fluid DisclosureДокумент17 страницHydraulic Fracturing Fluid Disclosurejangri1098Оценок пока нет
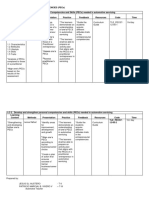
- Personal Entrepreneurial Competencies for Automotive ServicingДокумент18 страницPersonal Entrepreneurial Competencies for Automotive ServicingLouiel Marcellano VargasОценок пока нет
- Ansul Foam PourerДокумент2 страницыAnsul Foam PourerAnonymous rKzIfkK9Оценок пока нет
- WellHead PDFДокумент6 страницWellHead PDFsolomonicbdmОценок пока нет
- HttpsДокумент100 страницHttpswilkshireОценок пока нет
- The Viscosity of Air, Water, Natural Gas, Crude Oil and Its Associated Gases at Oil Field Temperatures and PressuresДокумент1 страницаThe Viscosity of Air, Water, Natural Gas, Crude Oil and Its Associated Gases at Oil Field Temperatures and PressuresPamelita PalaciosОценок пока нет
- Drilling Calculations PresentationДокумент119 страницDrilling Calculations PresentationJairo Cortes100% (2)
- Weber 320 BBQДокумент40 страницWeber 320 BBQlaliaga30Оценок пока нет
- Practitioner Guide 0512 Inspection, Maintenance & Testing of Equipment Installed at PetroleumДокумент88 страницPractitioner Guide 0512 Inspection, Maintenance & Testing of Equipment Installed at PetroleumsusanwebОценок пока нет
- Nitric AcidДокумент4 страницыNitric AcidAłéñà IqbàłОценок пока нет
- 4-Medical Gases Systems. The Fourth Lecture.Документ23 страницы4-Medical Gases Systems. The Fourth Lecture.Fireproof Sistemas ElectromecánicosОценок пока нет
- Introduction To DrillingДокумент25 страницIntroduction To Drillingrobin2806100% (1)
- Stress and Thermal Analysis of An LNG Marine Loading ArmДокумент2 страницыStress and Thermal Analysis of An LNG Marine Loading ArmGoldy RattanОценок пока нет