Вам также может понравиться
- Braze Training ManualДокумент26 страницBraze Training Manualritch99Оценок пока нет
- LOST FOAM FOUNDRY STAGE I SAND AND PATTERN MOLDINGДокумент28 страницLOST FOAM FOUNDRY STAGE I SAND AND PATTERN MOLDINGDeepak Khanna100% (1)
- How To Polish MetalДокумент9 страницHow To Polish Metaldecio ventura rodrigues miraОценок пока нет
- Casting: Die Casting GuideДокумент50 страницCasting: Die Casting GuidePankajОценок пока нет
- Foundry Tools Guide for Sand MouldingДокумент5 страницFoundry Tools Guide for Sand MouldingChristian VicenteОценок пока нет
- Metallic Materials Casting and Sintering ProcessesДокумент23 страницыMetallic Materials Casting and Sintering ProcessesgayeОценок пока нет
- NATIONAL Brake Disc Catalogue Jul2011Документ214 страницNATIONAL Brake Disc Catalogue Jul2011virziОценок пока нет
- Reverse Electroplating of SilverДокумент2 страницыReverse Electroplating of SilverMohammad Umer AsgherОценок пока нет
- Index of Gold Technology journal articles 1990-2002Документ7 страницIndex of Gold Technology journal articles 1990-2002mv_jewellers0% (1)
- Primary and Secondary Manufacturing ProcessesДокумент53 страницыPrimary and Secondary Manufacturing ProcessesSenthilKumar SubramanianОценок пока нет
- Metalcastingprocess 110925103638 Phpapp02 PDFДокумент51 страницаMetalcastingprocess 110925103638 Phpapp02 PDFramesh tОценок пока нет
- Investment CastingДокумент17 страницInvestment CastingSyedSherAliОценок пока нет
- EnvisionTEC Lost Wax Casting GuideДокумент7 страницEnvisionTEC Lost Wax Casting GuidedbpeОценок пока нет
- Rainwater Goods 18-09-2008Документ22 страницыRainwater Goods 18-09-2008Sha Mas ShaОценок пока нет
- The Development of The Surface Finish StandardДокумент7 страницThe Development of The Surface Finish StandardSunilОценок пока нет
- Mould MaintenanceДокумент8 страницMould Maintenance631052Оценок пока нет
- True Centrifugal CastingДокумент6 страницTrue Centrifugal Castingmuhammadasrafazmi0% (1)
- FCAW or Flux Cored Arc W..Документ5 страницFCAW or Flux Cored Arc W..smartcad60Оценок пока нет
- Hot Dip GalvanisingДокумент15 страницHot Dip Galvanisingzelda1022Оценок пока нет
- GL DrilTec Catalogue Last VersionДокумент32 страницыGL DrilTec Catalogue Last Versiontoxicity23Оценок пока нет
- TestingPreciousMetalsFirstPrinting PDFДокумент114 страницTestingPreciousMetalsFirstPrinting PDFB Hunter TOОценок пока нет
- Found AryДокумент401 страницаFound AryVraj PatelОценок пока нет
- Mould HPDC Alloys PDFДокумент4 страницыMould HPDC Alloys PDFMohd Nazri SalimОценок пока нет
- Casting Lost Wax ProcessДокумент13 страницCasting Lost Wax ProcessNaveen S YadavОценок пока нет
- Pneumatic Air Graver From BoltДокумент69 страницPneumatic Air Graver From BoltRuger B.Оценок пока нет
- Mercedes Training ReportДокумент63 страницыMercedes Training ReportMr MorganОценок пока нет
- Hawa Engineers Valves Product CatalogueДокумент88 страницHawa Engineers Valves Product CatalogueMusef ShaikhОценок пока нет
- Soldering Equipment: How To Solder - Soldering TutorialДокумент7 страницSoldering Equipment: How To Solder - Soldering TutorialAnonymous f6goFflg3TОценок пока нет
- 7461 enДокумент102 страницы7461 enrezaОценок пока нет
- Sears Belt Sander L0711118Документ24 страницыSears Belt Sander L0711118WildratОценок пока нет
- Nickel Electroplating: Power SupplyДокумент6 страницNickel Electroplating: Power Supplyyonathan fausaОценок пока нет
- Forging Shop Workshop Technology by Waqas Ali TunioДокумент11 страницForging Shop Workshop Technology by Waqas Ali TunioDilip GaikwadОценок пока нет
- KMT Stellite Alloys Brochure FINALДокумент15 страницKMT Stellite Alloys Brochure FINALIkhsan LyОценок пока нет
- WOR - 9610 Investment Casting - World Gold Council PDF DownloadДокумент113 страницWOR - 9610 Investment Casting - World Gold Council PDF DownloadPcs MedellinОценок пока нет
- Pattern & Core Box Design StandardsДокумент12 страницPattern & Core Box Design StandardsaniruddhahОценок пока нет
- Satin Cast 20 / Kerrcast 2000 Directions For Use: Kerr Casting InvestmentsДокумент4 страницыSatin Cast 20 / Kerrcast 2000 Directions For Use: Kerr Casting InvestmentsMisho GotanovОценок пока нет
- Caution: Hemically Lackening RassДокумент21 страницаCaution: Hemically Lackening RassHarry Herdiana AgustianОценок пока нет
- Ch-21 Sand CastingДокумент156 страницCh-21 Sand CastingDivya SoniОценок пока нет
- Waste Oil Furnace For Melting MetalДокумент9 страницWaste Oil Furnace For Melting Metaledhykoes100% (1)
- General Notes On ElectroplatingДокумент2 страницыGeneral Notes On ElectroplatingKalina Browne0% (1)
- CastingДокумент19 страницCastingjoyhjones100% (7)
- The Pocket FoundryДокумент6 страницThe Pocket FoundryNatalie WyattОценок пока нет
- Cheap Welding For PunksДокумент13 страницCheap Welding For PunksLa HartmanОценок пока нет
- Cast Iron PropertiesДокумент8 страницCast Iron PropertiesGerardo JM Palacios100% (1)
- Soldering 101 - Oxidation, Flux and Fire Scale PreventionДокумент12 страницSoldering 101 - Oxidation, Flux and Fire Scale PreventionEdu2k7Оценок пока нет
- Investment Casting ProcessesДокумент10 страницInvestment Casting ProcessesPragyan Kumar PradhanОценок пока нет
- Heat Shrink Sleeves Install Manual 2005Документ3 страницыHeat Shrink Sleeves Install Manual 2005Engr Arfan Ali DhamrahoОценок пока нет
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFДокумент87 страницArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaОценок пока нет
- Galvanizing and powder coating steel guideДокумент4 страницыGalvanizing and powder coating steel guideSaurabh SinghОценок пока нет
- Casting DefectsДокумент38 страницCasting DefectsAhmad Raza TararОценок пока нет
- Multiple Use Mold Casting ProcessesДокумент16 страницMultiple Use Mold Casting ProcessesAMIRHUSAIN MOMINОценок пока нет
- PVD Coatings PDFДокумент18 страницPVD Coatings PDFetamil87Оценок пока нет
- Quick Start Guide To Flex Shaft Wood CarvingДокумент16 страницQuick Start Guide To Flex Shaft Wood CarvingInna Y Francisco MonroyОценок пока нет
- Sand Molding Processes: Thanuj Kumar MДокумент47 страницSand Molding Processes: Thanuj Kumar MVDОценок пока нет
- Fabrication ProcessДокумент6 страницFabrication ProcessSounak ChakrabortyОценок пока нет
- How To Weld Aluminium For DummyДокумент9 страницHow To Weld Aluminium For DummyIsmail Mohd FadhlanОценок пока нет
- Cost Factors for Cast ComponentsДокумент7 страницCost Factors for Cast ComponentsManivannanMudhaliarОценок пока нет
- M&M AssignmentДокумент5 страницM&M AssignmentNo-fuel CharmyОценок пока нет
- Sand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessДокумент45 страницSand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessSUNDRAMNAGAОценок пока нет
- Sand Casting Process Explained in 40 CharactersДокумент45 страницSand Casting Process Explained in 40 CharactersjmmshahОценок пока нет
- WDi Catalog 2012Документ24 страницыWDi Catalog 2012Khai HuynhОценок пока нет
- Minimum Wellhead Requirements PDFДокумент134 страницыMinimum Wellhead Requirements PDFKHALEDFEKAIRОценок пока нет
- Part Logic1Документ2 страницыPart Logic1Ratnakar PatilОценок пока нет
- GVДокумент1 страницаGVRatnakar PatilОценок пока нет
- Catalog Ge Oil and GasДокумент146 страницCatalog Ge Oil and GasLászló Lós50% (2)
- TC1625 Catalog Pgs30-40Документ11 страницTC1625 Catalog Pgs30-40Vanessa Rocha100% (1)
- Common Valve Casting Materials MetallurgyДокумент4 страницыCommon Valve Casting Materials MetallurgyRatnakar PatilОценок пока нет
- Wellhead Dual Tubing Hanger RequirementsДокумент1 страницаWellhead Dual Tubing Hanger RequirementsRatnakar PatilОценок пока нет
- Weir Oil Gas BrochureДокумент33 страницыWeir Oil Gas BrochureRatnakar Patil100% (1)
- 3 s2.0 B9780128499061000126 MainДокумент1 страница3 s2.0 B9780128499061000126 MainEsОценок пока нет
- Parveen Well Head PDFДокумент25 страницParveen Well Head PDFRatnakar PatilОценок пока нет
- Screen Shot 2018 07 25 at 11.45.46 AMДокумент1 страницаScreen Shot 2018 07 25 at 11.45.46 AMRatnakar PatilОценок пока нет
- Xmas Tree P 54Документ136 страницXmas Tree P 54malakОценок пока нет
- ViN Trunn Mounted BVДокумент8 страницViN Trunn Mounted BVRatnakar PatilОценок пока нет
- Standard Handbook of Petroleum and Natural Gas EngineeringДокумент2 страницыStandard Handbook of Petroleum and Natural Gas EngineeringRatnakar PatilОценок пока нет
- Sentry Wellhead Catalog PDFДокумент129 страницSentry Wellhead Catalog PDFMuhammad TahirОценок пока нет
- ViN Trunn Mounted BVДокумент8 страницViN Trunn Mounted BVRatnakar PatilОценок пока нет
- Wellhead Products Catalog vFEB2015 PDFДокумент20 страницWellhead Products Catalog vFEB2015 PDFRatnakar PatilОценок пока нет
- General BrochureДокумент12 страницGeneral BrochureRatnakar PatilОценок пока нет
- Wellhead Catalogue Xmas Tree Valves RДокумент55 страницWellhead Catalogue Xmas Tree Valves Rtongsabai100% (1)
- Contributors - 2016 - Standard Handbook of Petroleum and Natural Gas EngineeringДокумент3 страницыContributors - 2016 - Standard Handbook of Petroleum and Natural Gas EngineeringRatnakar PatilОценок пока нет
- 3 s2.0 B9780128499061000126 MainДокумент1 страница3 s2.0 B9780128499061000126 MainEsОценок пока нет
- Standard Handbook of Petroleum and Natural Gas EngineeringДокумент2 страницыStandard Handbook of Petroleum and Natural Gas EngineeringRatnakar PatilОценок пока нет
- Control Valve Eng. TipsДокумент3 страницыControl Valve Eng. TipsRatnakar PatilОценок пока нет
- Ball Joint DesignДокумент8 страницBall Joint DesignRatnakar PatilОценок пока нет
- Profile TDДокумент6 страницProfile TDRatnakar PatilОценок пока нет
- Company Profile en TORNOSДокумент14 страницCompany Profile en TORNOSRatnakar PatilОценок пока нет
- DISc CalДокумент2 страницыDISc CalRatnakar PatilОценок пока нет
- Universal Company Profile StainlessДокумент7 страницUniversal Company Profile StainlessRatnakar PatilОценок пока нет
- Enquiry Form DataДокумент3 страницыEnquiry Form DataRatnakar PatilОценок пока нет
- 001 001Документ68 страниц001 001zuheib63Оценок пока нет
- What Is Aluminum SulfateДокумент3 страницыWhat Is Aluminum SulfateTricia BolañoОценок пока нет
- F3 Chapter 4 Reactivity of MetalsДокумент11 страницF3 Chapter 4 Reactivity of MetalsJue Hazea GoldshopОценок пока нет
- Materials and Mechanical Properties in Additive ManufacturingДокумент36 страницMaterials and Mechanical Properties in Additive ManufacturingHalyna HafiychukОценок пока нет
- Geological Exploration Flowchart and SumДокумент1 страницаGeological Exploration Flowchart and SumKareemAmenОценок пока нет
- SDYC 2011 Academic BookletДокумент124 страницыSDYC 2011 Academic BookletsuhangdageekОценок пока нет
- Soldering Brazing and Welding PDFДокумент2 страницыSoldering Brazing and Welding PDFPradeep SinghОценок пока нет
- GX5CrNi19-10 - 1Документ2 страницыGX5CrNi19-10 - 1Joe ClarkeОценок пока нет
- Marking Scheme Chemistry Perfect Score Module Form 4 Set 1Документ9 страницMarking Scheme Chemistry Perfect Score Module Form 4 Set 1dhuulhudaОценок пока нет
- Parts of The Periodic TableДокумент16 страницParts of The Periodic TablePedrosa NardОценок пока нет
- Vibratory Disc Mill RS 200Документ3 страницыVibratory Disc Mill RS 200MGRenJcОценок пока нет
- RT Annual Report 2015 PDFДокумент248 страницRT Annual Report 2015 PDFAamir SaeedОценок пока нет
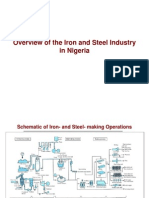
- Overview of The Iron and Steel Industry in NigeriaДокумент17 страницOverview of The Iron and Steel Industry in NigeriaPushkar SharmaОценок пока нет
- Topik 10 Rate of ReactionДокумент33 страницыTopik 10 Rate of ReactionJaaizah JaafarОценок пока нет
- Standard Electrode Potentials in Aqueous Solution at 25°C: TablesДокумент2 страницыStandard Electrode Potentials in Aqueous Solution at 25°C: TablesLouie G NavaltaОценок пока нет
- MP 2 9900 03 Aug 07Документ10 страницMP 2 9900 03 Aug 07Abhishek MishraОценок пока нет
- A Guide To The Elements PDFДокумент252 страницыA Guide To The Elements PDFNeal TrivediОценок пока нет
- Presentation On Heat TreatmentДокумент43 страницыPresentation On Heat Treatmentgosaye desalegnОценок пока нет
- Lecture 5. Chemical Reaction (Part 2)Документ38 страницLecture 5. Chemical Reaction (Part 2)Dione Gale NavalОценок пока нет
- Chemical reactions and equations assignmentДокумент5 страницChemical reactions and equations assignmentdarpan_axiomОценок пока нет
- Tecnica SДокумент41 страницаTecnica Sjuanchis650Оценок пока нет
- Cambridge IGCSE: Chemistry 0620/22Документ16 страницCambridge IGCSE: Chemistry 0620/22lila davinci100% (1)
- Copper Extraction From The 60s. Into The 21st CenturyДокумент25 страницCopper Extraction From The 60s. Into The 21st CenturyPatricia FuenzalidaОценок пока нет
- Database Smelter ESDM UpdateДокумент1 страницаDatabase Smelter ESDM Updatebudi1widiawanОценок пока нет
- Aglomerasi Bijih BesiДокумент44 страницыAglomerasi Bijih BesiAlfiansyah DarmawanОценок пока нет
- Aluminum Analysis ReportGlient: Here is a concise, SEO-optimized title for the document:TITLE IGAS Research Reports Aluminum Alloy Purity and PropertiesДокумент3 страницыAluminum Analysis ReportGlient: Here is a concise, SEO-optimized title for the document:TITLE IGAS Research Reports Aluminum Alloy Purity and PropertiessalmanОценок пока нет
- Hydrogen Helium Lithium Beryllium Boron Carbon Nitrogen Oxygen Fluorine Neon Sodium Magnesium Aluminium Silicon Phosphorus Sulfur Chlorine ArgonДокумент7 страницHydrogen Helium Lithium Beryllium Boron Carbon Nitrogen Oxygen Fluorine Neon Sodium Magnesium Aluminium Silicon Phosphorus Sulfur Chlorine ArgonFun with PriyansОценок пока нет
- 5070 s14 QP 42Документ16 страниц5070 s14 QP 42Fatima AliОценок пока нет
- Astm A193 - 2019 - ObsoletoДокумент13 страницAstm A193 - 2019 - ObsoletoRicardo Ricardo100% (1)
- Qualitative Organic Analysis PDFДокумент75 страницQualitative Organic Analysis PDFAbhi RamОценок пока нет