Вам также может понравиться
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationОт EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationОценок пока нет
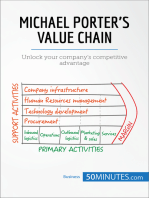
- Michael Porter's Value Chain: Unlock your company's competitive advantageОт EverandMichael Porter's Value Chain: Unlock your company's competitive advantageРейтинг: 4 из 5 звезд4/5 (1)
- Managerial Implications of Target Costing: CR Vol. 15, No. 1,2005Документ9 страницManagerial Implications of Target Costing: CR Vol. 15, No. 1,2005محمد زرواطيОценок пока нет
- Ciadmin, Journal Manager, 2638-10549-1-CEДокумент12 страницCiadmin, Journal Manager, 2638-10549-1-CENada AlhenyОценок пока нет
- Target Costing ExampleДокумент11 страницTarget Costing ExampleRajesh KumarОценок пока нет
- Grinding Vs ShavingДокумент9 страницGrinding Vs ShavingAmanTiwaryОценок пока нет
- Target Costing: Review of Empirical Studies in The Automotive SectorДокумент10 страницTarget Costing: Review of Empirical Studies in The Automotive SectorMehdi RostamiОценок пока нет
- Standard Costing Vs Normal Costing in ManufacturingДокумент19 страницStandard Costing Vs Normal Costing in ManufacturingkrisОценок пока нет
- Production Costs and Cost Management Practices of Turkish Manufacturing Companies (Ici 500) : A Descriptive StudyДокумент16 страницProduction Costs and Cost Management Practices of Turkish Manufacturing Companies (Ici 500) : A Descriptive StudygodsonzachariahОценок пока нет
- The Impact of Lean Implementation On Operational Performance - A Study of Composite Manufacturing Companies in MalaysiaДокумент16 страницThe Impact of Lean Implementation On Operational Performance - A Study of Composite Manufacturing Companies in MalaysiaJim Juan OsmanОценок пока нет
- Target Costing DissertationДокумент7 страницTarget Costing DissertationInstantPaperWriterCanada100% (1)
- Articulo 1 (Ingles)Документ13 страницArticulo 1 (Ingles)angellyОценок пока нет
- Introduction Operational ManagementДокумент16 страницIntroduction Operational Managementpalak32Оценок пока нет
- Abernathy and Wayne - Limits of The Learning CurveДокумент24 страницыAbernathy and Wayne - Limits of The Learning CurvexxxsmkxxxОценок пока нет
- CH 02Документ13 страницCH 02leisurelarry999Оценок пока нет
- Advanced Manufacturing Technology Projects JustificationДокумент27 страницAdvanced Manufacturing Technology Projects JustificationSuhailTomarОценок пока нет
- Institute of Management Studies: Outsourcing and ProcurementДокумент20 страницInstitute of Management Studies: Outsourcing and ProcurementMahath MohanОценок пока нет
- The Utilization of Target Costing in The Telecom IndustryДокумент6 страницThe Utilization of Target Costing in The Telecom IndustryThe IjbmtОценок пока нет
- Chapter - 3 Overview of The Costing TechniquesДокумент109 страницChapter - 3 Overview of The Costing TechniquesIsh vermaОценок пока нет
- Neely ServitationДокумент16 страницNeely ServitationRoberto PanizzoloОценок пока нет
- Evaluation of The Target Costing Model in The Textile and Apparel IndustryДокумент5 страницEvaluation of The Target Costing Model in The Textile and Apparel IndustryTI Journals PublishingОценок пока нет
- Komatsu Case AnalysisДокумент10 страницKomatsu Case AnalysisShayani Barman80% (5)
- Strategy Development by SMEs For Competitiveness A ReviewДокумент23 страницыStrategy Development by SMEs For Competitiveness A ReviewBruno JelečaninОценок пока нет
- Introduction of Advanced Manufacturing Technology: A Literature ReviewДокумент19 страницIntroduction of Advanced Manufacturing Technology: A Literature ReviewMayankLovanshiОценок пока нет
- Lean Supply: The Design and Cost Reduction Dimensions: Ronan McivorДокумент16 страницLean Supply: The Design and Cost Reduction Dimensions: Ronan McivorrajeevandhariaОценок пока нет
- Scholtz 2016 AIChE - Journal PDFДокумент12 страницScholtz 2016 AIChE - Journal PDFYaqoob AliОценок пока нет
- TQM ReportДокумент3 страницыTQM ReportTom OwtramОценок пока нет
- PHD Thesis On Corporate StrategyДокумент4 страницыPHD Thesis On Corporate Strategyafktgmqaouoixx100% (3)
- Strategic Outsourcing Through Speci®Cations: Rajesh Nellore, Klas SoèderquistДокумент16 страницStrategic Outsourcing Through Speci®Cations: Rajesh Nellore, Klas SoèderquistTanuj BansalОценок пока нет
- Guide To Manufacturing Cost Estimation DriversДокумент24 страницыGuide To Manufacturing Cost Estimation DriversMazareanu GheorghitaОценок пока нет
- Literature ReviewДокумент9 страницLiterature ReviewPriyanka SinghОценок пока нет
- Total Cost of Ownership in The Services Sector A Case Study PDFДокумент12 страницTotal Cost of Ownership in The Services Sector A Case Study PDFfayyazhussainОценок пока нет
- Group AssignmentДокумент8 страницGroup AssignmenteogollaОценок пока нет
- Recent and Future Trends in Cost EstimationДокумент13 страницRecent and Future Trends in Cost EstimationArshika KumariОценок пока нет
- 2013 Business Studies NotesДокумент20 страниц2013 Business Studies NotesJim Sinclair-AndersonОценок пока нет
- Experience Curve PricingДокумент3 страницыExperience Curve PricingpoojaОценок пока нет
- TQM Operations ManagementДокумент12 страницTQM Operations ManagementMuhammad Sajid Saeed100% (2)
- Theory of Constraint by Okutmus Et AlДокумент12 страницTheory of Constraint by Okutmus Et AlAyudia Dwi PuspitasariОценок пока нет
- Integrated Manufacturing Systems: Emerald Article: Competitiveness Strategies and AMT Investment DecisionsДокумент9 страницIntegrated Manufacturing Systems: Emerald Article: Competitiveness Strategies and AMT Investment DecisionsI Putu Eka Arya Wedhana TemajaОценок пока нет
- Theories On Entry in International MarketsДокумент25 страницTheories On Entry in International Marketsabhilash831989100% (4)
- Cost of Poor MaintenanceДокумент11 страницCost of Poor MaintenanceSaulo CabreraОценок пока нет
- AutoДокумент8 страницAutoShwetank TОценок пока нет
- Omega: Marius Häntsch, Arnd HuchzermeierДокумент17 страницOmega: Marius Häntsch, Arnd HuchzermeierPilar RiveraОценок пока нет
- Operations InterfaceДокумент22 страницыOperations InterfaceMaria seidОценок пока нет
- Operations: Role of Operations ManagementДокумент14 страницOperations: Role of Operations ManagementtrollingpersonОценок пока нет
- Strategies For Influencing The Standardization Process - Examples From WithinДокумент12 страницStrategies For Influencing The Standardization Process - Examples From WithinahdhsweadwdsawdasОценок пока нет
- Application of Target Costing and Performance Analysis: Evidence From Indian Automobile IndustryДокумент27 страницApplication of Target Costing and Performance Analysis: Evidence From Indian Automobile IndustryDessy Permata SariОценок пока нет
- Strategic Information System: A Source of Competitive AdvantageДокумент12 страницStrategic Information System: A Source of Competitive Advantagesajid bhattiОценок пока нет
- Ch14 Global Production, Outsourcing, and LogisticsДокумент9 страницCh14 Global Production, Outsourcing, and LogisticsThế TùngОценок пока нет
- Industrial Case StudyДокумент5 страницIndustrial Case StudyAndres Felipe Upegui A.Оценок пока нет
- Cost-to-Serve Model (CTS) : CIPS Procurement TopicДокумент6 страницCost-to-Serve Model (CTS) : CIPS Procurement TopicRoshanОценок пока нет
- FinalNiknamfar PolandConference2017Документ12 страницFinalNiknamfar PolandConference2017Nur Al MahinОценок пока нет
- JM 15 0109Документ25 страницJM 15 0109Simon fishОценок пока нет
- Strategic Information System: A Source of Competitive AdvantageДокумент12 страницStrategic Information System: A Source of Competitive Advantagelavanya.channelingОценок пока нет
- Chapter No 1 Research MethodologyДокумент5 страницChapter No 1 Research MethodologyVaishnavi loyaОценок пока нет
- Lean ManufacturingДокумент11 страницLean ManufacturingraisehellОценок пока нет
- 2 Target PDFДокумент13 страниц2 Target PDFمحمد زرواطيОценок пока нет
- Final Year Thesis AirbusДокумент8 страницFinal Year Thesis Airbuschristinabergercolumbia100% (2)
- Performance Measurement For World-Class Manufacturing - A Model For The Italian Automotive IndustryДокумент29 страницPerformance Measurement For World-Class Manufacturing - A Model For The Italian Automotive IndustryArturo GuevaraОценок пока нет
- The Management of Additive Manufacturing: Enhancing Business ValueОт EverandThe Management of Additive Manufacturing: Enhancing Business ValueОценок пока нет
- ARC 313 - Lecture 8Документ9 страницARC 313 - Lecture 8Almedin CuricОценок пока нет
- 7eleven Case Study: Assignment QuestionsДокумент3 страницы7eleven Case Study: Assignment QuestionsNithyapriya VeeraraghavanОценок пока нет
- Material Requirements Planning (MRP)Документ25 страницMaterial Requirements Planning (MRP)Jasneet BaidОценок пока нет
- Plucka 1450909082Документ83 страницыPlucka 1450909082AymeeenОценок пока нет
- Kotler MM 14e 12 Ippt GEДокумент26 страницKotler MM 14e 12 Ippt GESharanya RamasamyОценок пока нет
- CMBB Exam Analysis v1.1Документ23 страницыCMBB Exam Analysis v1.1ancella123Оценок пока нет
- Is A Construction Company Specializing in Custom PatiosДокумент8 страницIs A Construction Company Specializing in Custom Patioslaale dijaanОценок пока нет
- Cross Reference YumpuДокумент789 страницCross Reference Yumpujaviervb100% (3)
- Basic Cost Management ConceptsДокумент33 страницыBasic Cost Management ConceptsMarcela Nichol RaymundoОценок пока нет
- Mekelle University Ethiopian Institute of Technology-Mekelle Mechanical Engineering DepartmentДокумент3 страницыMekelle University Ethiopian Institute of Technology-Mekelle Mechanical Engineering Departmentgerea994047Оценок пока нет
- Guidelines Validation Qualification Systems-Utilities-Equipment QAS16-673Документ36 страницGuidelines Validation Qualification Systems-Utilities-Equipment QAS16-673kulbhushan singhОценок пока нет
- A191 Tutorial 5Документ7 страницA191 Tutorial 5syazwani matsaad100% (1)
- Cost Engineer's NotebookДокумент25 страницCost Engineer's NotebookSoeghy Alie75% (4)
- SAP CONTROLLING - PRODUCT COSTING PART-1 - SAP BlogsДокумент47 страницSAP CONTROLLING - PRODUCT COSTING PART-1 - SAP BlogssapppqmmanloОценок пока нет
- DrawingДокумент2 страницыDrawingabhijit bhattacherjeEОценок пока нет
- OeeДокумент6 страницOeesingh1984_09Оценок пока нет
- Activity Cost BehaviorДокумент3 страницыActivity Cost BehaviorMUTIA ADELIA MURKIОценок пока нет
- Managerial Accounting 14th Edition Warren Test Bank DownloadДокумент58 страницManagerial Accounting 14th Edition Warren Test Bank DownloadRose Speers100% (24)
- Absorption and Variable Costing: Mcgraw-Hill/IrwinДокумент48 страницAbsorption and Variable Costing: Mcgraw-Hill/IrwinFlorensia RestianОценок пока нет
- Merchandising Problem 3 ANSWERДокумент4 страницыMerchandising Problem 3 ANSWERBrian Gerome MercadoОценок пока нет
- Applying The Principles of Supplier Relationship Management To Human CapitalДокумент9 страницApplying The Principles of Supplier Relationship Management To Human CapitalValeriano KatayaОценок пока нет
- Test Bank Cost Accounting 6e by Raiborn and Kinney Chapter 2Документ29 страницTest Bank Cost Accounting 6e by Raiborn and Kinney Chapter 2PauОценок пока нет
- ISO 9001 2008 Standards and Certification ProcessДокумент2 страницыISO 9001 2008 Standards and Certification ProcessAliasОценок пока нет
- Supply ChainsДокумент30 страницSupply ChainsRodney Munsami100% (1)
- Vice President Manufacturing Operations in Chicago IL Resume Timothy KelleherДокумент2 страницыVice President Manufacturing Operations in Chicago IL Resume Timothy KelleherTimothyKelleherОценок пока нет
- Product Possibilities Curve Practice WorksheetДокумент4 страницыProduct Possibilities Curve Practice WorksheetWizza Mae L. Coralat67% (3)
- 3 Roles, 3 Ceremonies, 3 Artifacts, &: 3 Best PracticesДокумент52 страницы3 Roles, 3 Ceremonies, 3 Artifacts, &: 3 Best PracticesDr-body SalahОценок пока нет
- Electrical Discharge Machining - EDMДокумент8 страницElectrical Discharge Machining - EDMNuqmanKhan100% (1)
- Manufacturing Terms GlossaryДокумент9 страницManufacturing Terms GlossaryMagedОценок пока нет
- Supplier Selection Assignment FinalДокумент10 страницSupplier Selection Assignment FinalKhanh Linh Bui100% (1)