Вам также может понравиться
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Piston Ring FunctionДокумент1 страницаPiston Ring Functioneng_ebrahim_2000Оценок пока нет
- An-Najah National UniversityДокумент1 страницаAn-Najah National UniversityHassan KhaledОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 7.load EstimationДокумент35 страниц7.load EstimationkrmcharigdcОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ادارة الضغوط الحياتية PDFДокумент217 страницادارة الضغوط الحياتية PDFeng_ebrahim_2000Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- موسوعة اسماء حكام مصر منذ الفراعنة حتى الان PDFДокумент27 страницموسوعة اسماء حكام مصر منذ الفراعنة حتى الان PDFdrwaheedhegazyОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Piston Packing Seal LabelДокумент1 страницаPiston Packing Seal Labeleng_ebrahim_2000Оценок пока нет
- Types: Piston Rings Cylinder Liners/finned Cylinders AssemblyДокумент3 страницыTypes: Piston Rings Cylinder Liners/finned Cylinders Assemblyeng_ebrahim_20000% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Valve Guide TypesДокумент1 страницаValve Guide Typeseng_ebrahim_2000100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Valve Seat Ring TypesДокумент1 страницаValve Seat Ring Typeseng_ebrahim_2000Оценок пока нет
- Maintenance Manual 95XFДокумент188 страницMaintenance Manual 95XFeng_ebrahim_2000Оценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Important Notes PDFДокумент2 страницыImportant Notes PDFeng_ebrahim_2000Оценок пока нет
- Bearing Packing Seal LabelДокумент1 страницаBearing Packing Seal Labeleng_ebrahim_2000Оценок пока нет
- Rear AxlesДокумент228 страницRear Axleseng_ebrahim_2000100% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
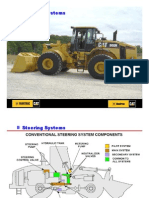
- Steering SystemДокумент236 страницSteering Systemeng_ebrahim_2000100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- General Information PDFДокумент74 страницыGeneral Information PDFeng_ebrahim_2000Оценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Special ToolsДокумент230 страницSpecial Toolseng_ebrahim_2000Оценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- PDF C 3 DocumentДокумент17 страницPDF C 3 Documenteng_ebrahim_2000100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- General Information PDFДокумент74 страницыGeneral Information PDFeng_ebrahim_2000Оценок пока нет
- Braking SystemДокумент204 страницыBraking Systemeng_ebrahim_2000Оценок пока нет
- Davie Diagnostics Manual PDFДокумент280 страницDavie Diagnostics Manual PDFpetrica_velvet100% (3)
- Fuel, Intake and Exhaust SystemsДокумент242 страницыFuel, Intake and Exhaust Systemseng_ebrahim_2000100% (4)
- (OTO-HUI - COM) BW100 120 125 135 138 AC AD Elec DiagramsДокумент11 страниц(OTO-HUI - COM) BW100 120 125 135 138 AC AD Elec DiagramsAhmed NagyОценок пока нет
- (Oto-Hui - Com) Doosan Hydraulic BasicДокумент76 страниц(Oto-Hui - Com) Doosan Hydraulic Basiceng_ebrahim_2000100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Serv1855 (345D) - TXTДокумент202 страницыServ1855 (345D) - TXTeng_ebrahim_2000100% (3)
- 2659 SldeДокумент44 страницы2659 Sldeeng_ebrahim_2000100% (1)
- Fuel Injection PresentationДокумент51 страницаFuel Injection Presentationemiraty_girl100% (1)
- Brake System Guide: How it WorksДокумент14 страницBrake System Guide: How it Workseng_ebrahim_2000100% (2)
- SERV2633 - Monitor & Implement - Text - 992GДокумент103 страницыSERV2633 - Monitor & Implement - Text - 992Geng_ebrahim_2000100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- PDF C DocumentДокумент24 страницыPDF C Documenteng_ebrahim_2000Оценок пока нет
- Offshore Ladders for Escape to Sea GuideДокумент7 страницOffshore Ladders for Escape to Sea GuidemrudhulrajОценок пока нет
- MercerisationДокумент18 страницMercerisationVarun Mehrotra0% (1)
- Bangladesh Factory Safety CrisisДокумент4 страницыBangladesh Factory Safety CrisisSaumya UpadhyayОценок пока нет
- Industrial Sewing Machine Clutch Motor SpecsДокумент15 страницIndustrial Sewing Machine Clutch Motor SpecsArja'un TeaОценок пока нет
- Principles of Counting and Theories of ProbabilityДокумент18 страницPrinciples of Counting and Theories of Probabilitydivine venturaОценок пока нет
- New Lyocell Fibers for Absorbent NonwovensДокумент3 страницыNew Lyocell Fibers for Absorbent Nonwovensimran24Оценок пока нет
- Harry Potter - Poster DeconstructionДокумент6 страницHarry Potter - Poster Deconstructiontina1238Оценок пока нет
- Medieval ArmourДокумент386 страницMedieval ArmourMatias Joaquin Gamboa Vera100% (1)
- Underwater Cutting and Welding Equipment - 89250054 - AbДокумент38 страницUnderwater Cutting and Welding Equipment - 89250054 - AbAhmed Adel100% (1)
- TLC Ocean Ave - ReviceДокумент1 страницаTLC Ocean Ave - Revicelaurajawor0Оценок пока нет
- Culture, Arts and Sports - STD 1Документ106 страницCulture, Arts and Sports - STD 1joshua100% (1)
- 2nd Quarter Exam TLE 9Документ2 страницы2nd Quarter Exam TLE 9barrioscrissa23Оценок пока нет
- One OnesДокумент2 страницыOne Onesclaudia magaly villamizar gallardo100% (1)
- Istory Evisited: Julian Nott Reprises His Flight Over The Plains of NazcaДокумент4 страницыIstory Evisited: Julian Nott Reprises His Flight Over The Plains of NazcacostpopОценок пока нет
- The Kings of Nowhere - CG DrewsДокумент238 страницThe Kings of Nowhere - CG DrewsfakeusernameniggaОценок пока нет
- Newest VendorsДокумент19 страницNewest VendorsRony JamesОценок пока нет
- Q and A of Canterville PDFДокумент7 страницQ and A of Canterville PDFDeepak Saxena100% (1)
- Plant FibreДокумент5 страницPlant FibreNur Hafizah MukhtarОценок пока нет
- Theodora Kroeber-Ishi in Two Worlds. A Biography of The Last Wild Indian in North America-University of California Press (1961)Документ132 страницыTheodora Kroeber-Ishi in Two Worlds. A Biography of The Last Wild Indian in North America-University of California Press (1961)BMarques23100% (2)
- Assignment: Name of Assignment: About Knitting MachineДокумент11 страницAssignment: Name of Assignment: About Knitting MachineMoklesur RahmanОценок пока нет
- Manual Del Operador MILWAUKEEДокумент13 страницManual Del Operador MILWAUKEEING. ZUNIBEОценок пока нет
- Coulisse Journal 4 PDFДокумент52 страницыCoulisse Journal 4 PDFDenis MenaceОценок пока нет
- Turtle Coaster Knitting PatternДокумент4 страницыTurtle Coaster Knitting PatternCindy SОценок пока нет
- Esterel Pattern - March 2021Документ9 страницEsterel Pattern - March 2021lacyberghostОценок пока нет
- A2 Final TestДокумент5 страницA2 Final TestMiljana100% (2)
- Do Not Open This Booklet Until Told To Do So: Question Booklet Series: - Question Booklet No.Документ7 страницDo Not Open This Booklet Until Told To Do So: Question Booklet Series: - Question Booklet No.Yash AgarwalОценок пока нет
- Arc Flash IEI Reduction 3000DB0810R608 PDFДокумент8 страницArc Flash IEI Reduction 3000DB0810R608 PDFShahrizal ErlanggaОценок пока нет
- LOVE LETTERS TO THE DEAD by Ava Dellaira, Letters 1-4Документ13 страницLOVE LETTERS TO THE DEAD by Ava Dellaira, Letters 1-4Macmillan Kids74% (27)
- The Ch'unhyang Story - Virtuous Maiden Faces ExecutionДокумент4 страницыThe Ch'unhyang Story - Virtuous Maiden Faces ExecutionRigorMortizОценок пока нет
- Drawing the Cultural Communities of Mindanao: Badjao, Samal, Bilaan, Yakan, Mansaka, Tiruray, Tausug, and T'boliДокумент34 страницыDrawing the Cultural Communities of Mindanao: Badjao, Samal, Bilaan, Yakan, Mansaka, Tiruray, Tausug, and T'boliMargie SimoganОценок пока нет
- Martha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeОт EverandMartha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeОценок пока нет
- Crochet Impkins: Over a million possible combinations! Yes, really!От EverandCrochet Impkins: Over a million possible combinations! Yes, really!Рейтинг: 4.5 из 5 звезд4.5/5 (9)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastОт EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastРейтинг: 5 из 5 звезд5/5 (1)
- The Martha Manual: How to Do (Almost) EverythingОт EverandThe Martha Manual: How to Do (Almost) EverythingРейтинг: 4 из 5 звезд4/5 (11)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiОт Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiРейтинг: 5 из 5 звезд5/5 (2)
- Crafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsОт EverandCrafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsРейтинг: 1.5 из 5 звезд1.5/5 (3)
- The Basics of Corset Building: A Handbook for BeginnersОт EverandThe Basics of Corset Building: A Handbook for BeginnersРейтинг: 4.5 из 5 звезд4.5/5 (17)
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionОт EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionРейтинг: 4.5 из 5 звезд4.5/5 (23)
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesОт EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesРейтинг: 2 из 5 звезд2/5 (12)