Вам также может понравиться
- Application of Thermogravimetric Analysis For The Proximate Analysis of Livestock Wastes, Martin, 2010Документ14 страницApplication of Thermogravimetric Analysis For The Proximate Analysis of Livestock Wastes, Martin, 2010MAG370Оценок пока нет
- Investigation Into The Applicability of Bond Work Index and Hardgrove Grindability Index Tests For Several Biomasses Compared To Coal - Williams, Et. Al, 2015Документ10 страницInvestigation Into The Applicability of Bond Work Index and Hardgrove Grindability Index Tests For Several Biomasses Compared To Coal - Williams, Et. Al, 2015MAG370Оценок пока нет
- Hawaii Biomass Resources For Distributed Energy ApplicationsДокумент75 страницHawaii Biomass Resources For Distributed Energy ApplicationsMAG370Оценок пока нет
- Comparison of Different Models of Cyclone Prediction Performance ForДокумент12 страницComparison of Different Models of Cyclone Prediction Performance ForMAG370Оценок пока нет
- Torrefaction Ang Gasifications of Biomass - Eriksson - Tesis PDFДокумент75 страницTorrefaction Ang Gasifications of Biomass - Eriksson - Tesis PDFMAG370Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- EMT2-hw4 - SolДокумент6 страницEMT2-hw4 - SolSuper SpecialОценок пока нет
- AC TO AC Write UpsДокумент7 страницAC TO AC Write UpsTin PelingonОценок пока нет
- EnergySRP Forms MatchingДокумент2 страницыEnergySRP Forms Matchingeiad-mahmoudОценок пока нет
- Ama Drainer & Ama Porter: Vertical Monobloc Dewatering PumpsДокумент2 страницыAma Drainer & Ama Porter: Vertical Monobloc Dewatering Pumpssmita reddyОценок пока нет
- Volkswagen 2.0L TDI Common Rail Engine Service TrainingДокумент90 страницVolkswagen 2.0L TDI Common Rail Engine Service TrainingАлла Харютина100% (1)
- High Voltage Products Reliable Products - EN PDFДокумент102 страницыHigh Voltage Products Reliable Products - EN PDFSiva ReddyОценок пока нет
- Medium Power Substation Instruction ManualДокумент24 страницыMedium Power Substation Instruction ManualOmar GraterolОценок пока нет
- Inspection GalleryДокумент4 страницыInspection GalleryrajmohapatraОценок пока нет
- Q 1000Документ24 страницыQ 1000Fredy Vázquez VelázquezОценок пока нет
- Ed Current DynamometerДокумент3 страницыEd Current DynamometerOM MUNGELWARОценок пока нет
- SAES-R-004 Sanitary SewersДокумент27 страницSAES-R-004 Sanitary SewersWaqar AhmedОценок пока нет
- DVC6200Документ4 страницыDVC6200Jesus BolivarОценок пока нет
- Types of Supports For Vessels - Chemical Engineering WorldДокумент10 страницTypes of Supports For Vessels - Chemical Engineering WorldAdityaОценок пока нет
- Metalux Hbled Standard Efficiency Specsheet - Hbled ld5 24se W Unv l850 Ed2 UДокумент5 страницMetalux Hbled Standard Efficiency Specsheet - Hbled ld5 24se W Unv l850 Ed2 UDANIEL SALAZARОценок пока нет
- DPDC MaintenanceДокумент5 страницDPDC MaintenanceArfana Akter BanogirОценок пока нет
- Transfer Switching Equipment 100, 200, 260, 400A: Instr Uction ManualДокумент32 страницыTransfer Switching Equipment 100, 200, 260, 400A: Instr Uction ManualMesseňger HệŢhốngОценок пока нет
- AC Biasing in TransisterДокумент61 страницаAC Biasing in TransisterHariom RavatОценок пока нет
- Yuken HydraulicДокумент24 страницыYuken HydraulicDian Pramadi100% (1)
- Master Plan 2021Документ172 страницыMaster Plan 2021Rajnish MishraОценок пока нет
- Transformer REFДокумент4 страницыTransformer REFs_banerjeeОценок пока нет
- 3 Instant Ways To Make Money From People Around You: by Oluwatoyin OmotosoДокумент21 страница3 Instant Ways To Make Money From People Around You: by Oluwatoyin Omotosoobisesan phillipОценок пока нет
- Galcon ProductДокумент69 страницGalcon Productapi-36492444Оценок пока нет
- Chapter 8 ObjectivesДокумент3 страницыChapter 8 ObjectivesdaddlescoopОценок пока нет
- Configuration 2-20-17 12 PDFДокумент2 страницыConfiguration 2-20-17 12 PDFbagusОценок пока нет
- 320, 320L Medicion de Presiones Bomba Hidraulica PDFДокумент181 страница320, 320L Medicion de Presiones Bomba Hidraulica PDFrprim100% (2)
- Checklist Water Audit v1Документ19 страницChecklist Water Audit v1hammad.phistreamОценок пока нет
- Introduction To The OpenDSSДокумент4 страницыIntroduction To The OpenDSSanoopeluvathingal100Оценок пока нет
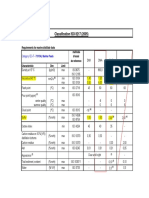
- Classification ISO 8217 (2005)Документ5 страницClassification ISO 8217 (2005)Salah JallaliОценок пока нет
- Total Rewinding and Reconditioning of 3KW MotorДокумент5 страницTotal Rewinding and Reconditioning of 3KW MotorCBD COLLEGE INCОценок пока нет
- Marine Chock InstallationДокумент48 страницMarine Chock InstallationSumeet SawantОценок пока нет