Вам также может понравиться
- 1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013Документ2 страницы1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013babis1980Оценок пока нет
- Plastic Pipe - PE - Chapter01Документ9 страницPlastic Pipe - PE - Chapter01garisa1963Оценок пока нет
- FUSION MANUAL - Rev IllustrationsДокумент36 страницFUSION MANUAL - Rev IllustrationsMehmet SoysalОценок пока нет
- How To Select A Pump-By Majid HamedyniaДокумент72 страницыHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- StainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerДокумент14 страницStainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerbabis1980Оценок пока нет
- GF Type 546 BallДокумент10 страницGF Type 546 Ballbabis1980Оценок пока нет
- The Condensate, The Boiler Feed, and Their Auxiliary SystemsДокумент70 страницThe Condensate, The Boiler Feed, and Their Auxiliary Systemsbabis1980100% (1)
- White Paper RBIДокумент12 страницWhite Paper RBImahesh070Оценок пока нет
- FRL SIF 618 CompressedAirDryingДокумент36 страницFRL SIF 618 CompressedAirDryingbabis1980Оценок пока нет
- Non-Circular Pressure Vessels SquareДокумент27 страницNon-Circular Pressure Vessels SquareAbhilash Kurian100% (1)
- P&IDДокумент18 страницP&IDhectornicolauОценок пока нет
- Orifice Plate Flow MetersДокумент8 страницOrifice Plate Flow MetersGaurav Dhiman100% (1)
- Energy Saving in Steam Systems.Документ34 страницыEnergy Saving in Steam Systems.babis1980Оценок пока нет
- Ejector BrochureДокумент8 страницEjector Brochurebabis1980Оценок пока нет
- PPG Minimizing The Effects of CorrosionДокумент9 страницPPG Minimizing The Effects of Corrosionbabis1980Оценок пока нет
- Ideal Bearing Temp LimitsДокумент1 страницаIdeal Bearing Temp Limitsbabis1980Оценок пока нет
- Galvanic CorrosionДокумент2 страницыGalvanic CorrosionkeronsОценок пока нет
- Sa 312Документ1 страницаSa 312babis1980Оценок пока нет
- Advanced GE CCPPДокумент20 страницAdvanced GE CCPPR Krishna KumarОценок пока нет
- Tech Manual Electrical Power Plant DesignДокумент135 страницTech Manual Electrical Power Plant Designd_kabulpuriaОценок пока нет
- Brochure ACCДокумент8 страницBrochure ACCbabis1980Оценок пока нет
- Chapter IIIДокумент19 страницChapter IIIghostamirОценок пока нет
- Fundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Документ199 страницFundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Anshul JainОценок пока нет
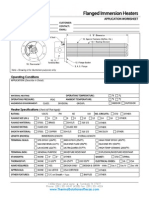
- Flanged Immersion Heaters: Operating ConditionsДокумент1 страницаFlanged Immersion Heaters: Operating Conditionsbabis1980Оценок пока нет
- Veizades Gas Removal Systems Liquid Ring VPДокумент3 страницыVeizades Gas Removal Systems Liquid Ring VPVenkatespatange RaoОценок пока нет
- Introduction To Gas Turbines For Non-EngineersДокумент9 страницIntroduction To Gas Turbines For Non-EngineersKrishna MyakalaОценок пока нет
- What's New in API 610 11th EditionДокумент4 страницыWhat's New in API 610 11th Editionshyam_anupОценок пока нет
- ATEX Reference GuideДокумент2 страницыATEX Reference Guidebabis1980Оценок пока нет
- 4.24 Drains Systems Design PhilosophyДокумент8 страниц4.24 Drains Systems Design Philosophybabis1980Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Bmat Physics Formula SheetДокумент2 страницыBmat Physics Formula SheetsrinivasОценок пока нет
- Wire Rs For LNG ElseДокумент2 страницыWire Rs For LNG ElserajabalaОценок пока нет
- 4c Radial Flow Semi Steady StateДокумент41 страница4c Radial Flow Semi Steady StateDheeraj KumarОценок пока нет
- Calculation of Hmix From Experimented DataДокумент4 страницыCalculation of Hmix From Experimented DataDozdi0% (1)
- High-Performance Concrete Characteristics and PropertiesДокумент16 страницHigh-Performance Concrete Characteristics and PropertiesChukwuma OgbonnaОценок пока нет
- Optiv Performance 443 Datasheet enДокумент9 страницOptiv Performance 443 Datasheet enRoland von KurnatowskiОценок пока нет
- Physics Formula Sheet For OlevelsДокумент2 страницыPhysics Formula Sheet For OlevelsMomin BabarОценок пока нет
- Structure of Alloys Phase Diagrams Phase Transformations (Diffusion Controlled, Martensitic) Novel Alloys (Structural, SS, HEA)Документ13 страницStructure of Alloys Phase Diagrams Phase Transformations (Diffusion Controlled, Martensitic) Novel Alloys (Structural, SS, HEA)Parijat MitraОценок пока нет
- General Brochure - Johnson ControlsДокумент4 страницыGeneral Brochure - Johnson Controlst_i_f_anoОценок пока нет
- Distillation Process CalculationДокумент11 страницDistillation Process CalculationjaffliangОценок пока нет
- 2022 CSTE IkramДокумент11 страниц2022 CSTE IkramRajeshwari Chitrangada Devi DasiОценок пока нет
- Cohen-Tannoudji - Quantum Mechanics, Vol.1Документ887 страницCohen-Tannoudji - Quantum Mechanics, Vol.1elke_hk100% (15)
- Module 2Документ14 страницModule 2Reginald VelanoОценок пока нет
- Manual For Design and Detailing of Reinforced Concrete 2013 HK GuideДокумент301 страницаManual For Design and Detailing of Reinforced Concrete 2013 HK GuideLau Kim HwaОценок пока нет
- Improved Drilling of Depleted Sands with Cloud-Point GlycolsДокумент3 страницыImproved Drilling of Depleted Sands with Cloud-Point GlycolsJulie SpencerОценок пока нет
- Monograph - Carbon Dioxide - 1996Документ3 страницыMonograph - Carbon Dioxide - 1996CARLOS IGNACIO OLIVARES HERRERAОценок пока нет
- Determining SIMS Relative Sensitivity Factors From Ion Implanted External StandardsДокумент3 страницыDetermining SIMS Relative Sensitivity Factors From Ion Implanted External StandardsLuigi HernándezОценок пока нет
- Colloids: Properties and Daily UsesДокумент5 страницColloids: Properties and Daily UsesCris CorsinoОценок пока нет
- Magnetism and Matter - 5 (I) Multiple Choice QuestionsДокумент8 страницMagnetism and Matter - 5 (I) Multiple Choice QuestionsFact's FactoryОценок пока нет
- Owner'S Manual: Solar Water HeatersДокумент37 страницOwner'S Manual: Solar Water HeatersZain ShariffОценок пока нет
- Polymer LedДокумент14 страницPolymer LedNaveenОценок пока нет
- Heat Transfer Lab ManualДокумент77 страницHeat Transfer Lab ManualJoe AfendiОценок пока нет
- Calibration of Contracted Rectangular WeirДокумент9 страницCalibration of Contracted Rectangular WeirDianne Ilao LondobОценок пока нет
- Govindaraj 2016Документ5 страницGovindaraj 2016mohammad rezaОценок пока нет
- Trig Graphs Problem SolvinmgДокумент1 страницаTrig Graphs Problem SolvinmgJohnОценок пока нет
- Experiment 2: Brinell Hardness TestДокумент5 страницExperiment 2: Brinell Hardness TestseifОценок пока нет
- ME 231 Gomes Whharris 2-28-18 SOLUTIONДокумент5 страницME 231 Gomes Whharris 2-28-18 SOLUTIONAzaki SeiryoОценок пока нет
- Heat Exchanger - ThesisДокумент120 страницHeat Exchanger - ThesisZoempek CavaleraОценок пока нет
- Is 14331 1995Документ11 страницIs 14331 1995shamrajjОценок пока нет
- CV Amanatides Eng Feb16Документ26 страницCV Amanatides Eng Feb16jilfОценок пока нет