Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
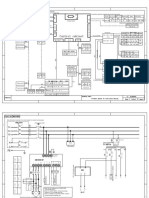
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Документ23 страницыWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Kill Sheet Calculation Steps, Formulas & Calculators - Drilling ManualДокумент7 страницKill Sheet Calculation Steps, Formulas & Calculators - Drilling ManualGourav RanaОценок пока нет
- 05 - BeckДокумент22 страницы05 - BeckIonelia PașaОценок пока нет
- LambUng ManusiaДокумент7 страницLambUng ManusiaSofyan bin MuhammadОценок пока нет
- LirikДокумент2 страницыLirikAchyar Maulana PratamaОценок пока нет
- Penetration EnhancersДокумент16 страницPenetration Enhancersritavares2296Оценок пока нет
- AcetaminophenДокумент11 страницAcetaminophenShalie VhiantyОценок пока нет
- Translate Jurnal KMO 1Документ3 страницыTranslate Jurnal KMO 1Sofyan bin MuhammadОценок пока нет
- 4 KommДокумент14 страниц4 KommSofyan bin MuhammadОценок пока нет
- Image Threshold Ingkl K KДокумент7 страницImage Threshold Ingkl K KSofyan bin MuhammadОценок пока нет
- IbuprofenДокумент11 страницIbuprofenЖивка АнгеловаОценок пока нет
- LambUng ManusiaДокумент7 страницLambUng ManusiaSofyan bin MuhammadОценок пока нет
- Wahab Et AlДокумент10 страницWahab Et AlSofyan bin MuhammadОценок пока нет
- LambUng ManusiaДокумент7 страницLambUng ManusiaSofyan bin MuhammadОценок пока нет
- JurnalДокумент8 страницJurnalSofyan bin MuhammadОценок пока нет
- Formulir Pendaftaran Djarum Beasiswa Plus 2011 2012 PDFДокумент4 страницыFormulir Pendaftaran Djarum Beasiswa Plus 2011 2012 PDFIrwan AnugrahОценок пока нет
- Bot CommandsДокумент4 страницыBot CommandsstudiopericlesОценок пока нет
- Bot CommandsДокумент4 страницыBot CommandsstudiopericlesОценок пока нет
- AIMP3 MemoryManager EventLogДокумент3 страницыAIMP3 MemoryManager EventLogSofyan bin MuhammadОценок пока нет
- Higher Algebra - Hall & KnightДокумент593 страницыHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Spirex": Onepiece Spiral Flexible CouplingДокумент1 страницаSpirex": Onepiece Spiral Flexible CouplingHazim HazimОценок пока нет
- Water and Environmental Sanitation Strategic Plan BihacДокумент53 страницыWater and Environmental Sanitation Strategic Plan BihacEddiemtongaОценок пока нет
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurДокумент3 страницыINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaОценок пока нет
- Newton Laws of Motion JeopardyДокумент19 страницNewton Laws of Motion JeopardyJessiel GueribaОценок пока нет
- ABB I RWEДокумент1 страницаABB I RWEPredrag VucinicОценок пока нет
- Engineering Data Analysis (Mod2)Документ7 страницEngineering Data Analysis (Mod2)Mark Peru100% (1)
- Building Applications in C# - InTLДокумент682 страницыBuilding Applications in C# - InTLMustehsan Armaghan Ghouri Magkacgck100% (1)
- Misumi s5m Pulley p1117Документ1 страницаMisumi s5m Pulley p1117tigor carakaОценок пока нет
- Weld Fitting Flange Astm SpecsДокумент1 страницаWeld Fitting Flange Astm SpecsAZU-OKPOОценок пока нет
- Hitachi EX3600 Hydraulic Excavator PDFДокумент11 страницHitachi EX3600 Hydraulic Excavator PDFChaerul Umami100% (1)
- SEPARATION THEORY - From Basic Separation To ALCAP SystemДокумент42 страницыSEPARATION THEORY - From Basic Separation To ALCAP SystemmgbouneОценок пока нет
- WAXESДокумент2 страницыWAXESPra YogaОценок пока нет
- VSSUT (EEE) SyllabusДокумент47 страницVSSUT (EEE) SyllabusAshutosh GuptaОценок пока нет
- Demineralization Mechanism and Influence of Parameters On High Ash Indian Coal by Chemical Leaching of Acid and Alkali SolutionДокумент1 страницаDemineralization Mechanism and Influence of Parameters On High Ash Indian Coal by Chemical Leaching of Acid and Alkali SolutionSushanta Kumar BeheraОценок пока нет
- 13 Ijee2962nsДокумент15 страниц13 Ijee2962nspurvakul10Оценок пока нет
- Physics I Problems PDFДокумент1 страницаPhysics I Problems PDFbosschellenОценок пока нет
- Safety in The Kitchen - 1Документ36 страницSafety in The Kitchen - 1Roxanne OquendoОценок пока нет
- LOLERДокумент68 страницLOLERpraba8105100% (3)
- Data SheetДокумент5 страницData Sheetsongtu2552Оценок пока нет
- Honcha QT6 16 PDFДокумент7 страницHoncha QT6 16 PDFSuhendra Amka PutraОценок пока нет
- c02 Scrubber User ManualДокумент30 страницc02 Scrubber User ManualJomhel CalluengОценок пока нет
- PSD Installation Manual Moore IndustriesДокумент16 страницPSD Installation Manual Moore IndustriesnohjadОценок пока нет
- Material Characterization of Sugarcane Bagasseepoxy Composites For - 2022Документ5 страницMaterial Characterization of Sugarcane Bagasseepoxy Composites For - 2022bakhrul ilmiОценок пока нет
- Introduction To PaintДокумент12 страницIntroduction To PaintMiracle UzomaОценок пока нет
- Lab3 BJT Current MirrorsДокумент5 страницLab3 BJT Current MirrorsaublysodonОценок пока нет
- OHT Estimates 50000 LtrsДокумент59 страницOHT Estimates 50000 LtrsSandgrouse RajОценок пока нет
- How To Draw and Read Line Diagrams Onboard Ships?: ShareДокумент9 страницHow To Draw and Read Line Diagrams Onboard Ships?: ShareShaif uddin rifatОценок пока нет
- Soccer Field Lighting DesignДокумент22 страницыSoccer Field Lighting DesigndevakaОценок пока нет