Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- (Ebook) Wiley Microsoft Office Access 2007 VBA BibleДокумент707 страниц(Ebook) Wiley Microsoft Office Access 2007 VBA Biblecastille1956Оценок пока нет
- What Is Graphic Design?Документ24 страницыWhat Is Graphic Design?Fahad KhanОценок пока нет
- Case Study KarimRamziДокумент10 страницCase Study KarimRamziToufik Akhdari0% (1)
- The Travels of A T-Shirt in The Global Economy SCRДокумент11 страницThe Travels of A T-Shirt in The Global Economy SCRCarlos MendezОценок пока нет
- Chapter 3 - Managing System Project PDFДокумент44 страницыChapter 3 - Managing System Project PDFJoshua Ocampo SenetaОценок пока нет
- Leadership Style and Organizational Performance A Comparative Study Between Transformational and Transactional Leadership StylesДокумент9 страницLeadership Style and Organizational Performance A Comparative Study Between Transformational and Transactional Leadership StylesFahad KhanОценок пока нет
- Flex Spiral Wound GasketsДокумент49 страницFlex Spiral Wound GasketsJomer J Simpson100% (1)
- Petroskills Online Facilitiescatalog 2016-17Документ46 страницPetroskills Online Facilitiescatalog 2016-17Fahad KhanОценок пока нет
- Equity Theory Motivation ExplainedДокумент22 страницыEquity Theory Motivation ExplainedFahad KhanОценок пока нет
- Reciprocating Compressor CalculationДокумент10 страницReciprocating Compressor CalculationVIJAYIOCLОценок пока нет
- Mission StatementДокумент10 страницMission StatementJessica JohnsonОценок пока нет
- Leadership and Team Management Quiz AnswersДокумент6 страницLeadership and Team Management Quiz AnswersFahad KhanОценок пока нет
- Leadership Style and Organizational Performance A Comparative Study Between Transformational and Transactional Leadership Styles PDFДокумент18 страницLeadership Style and Organizational Performance A Comparative Study Between Transformational and Transactional Leadership Styles PDFFahad KhanОценок пока нет
- 3.3 Compressed Air SystemДокумент9 страниц3.3 Compressed Air SystemstephenОценок пока нет
- Fabric Test ReportДокумент4 страницыFabric Test ReportHasan MustafaОценок пока нет
- Virtual University of Pakistan: Evaluation Sheet For ProjectДокумент44 страницыVirtual University of Pakistan: Evaluation Sheet For ProjectMuhammad IqbalОценок пока нет
- Adobe Photoshop Cs3 TutorialДокумент37 страницAdobe Photoshop Cs3 TutorialMOhammad ZOhaib100% (3)
- Leadership & Team Management - MGMT623 Fall 2007 Quiz 01 SolutionДокумент2 страницыLeadership & Team Management - MGMT623 Fall 2007 Quiz 01 SolutionFahad KhanОценок пока нет
- Eng 301Документ4 страницыEng 301Fahad KhanОценок пока нет
- 260-Photoshop Module v7c-PC For WEB-2 PDFДокумент68 страниц260-Photoshop Module v7c-PC For WEB-2 PDFRaquel JavinezОценок пока нет
- 477 PDFДокумент16 страниц477 PDFFahad KhanОценок пока нет
- Spring2018 MGT201 1Документ3 страницыSpring2018 MGT201 1Fahad KhanОценок пока нет
- AMegaFileofMGT402 Solved MCQS Solved PapersДокумент641 страницаAMegaFileofMGT402 Solved MCQS Solved PapersZeeshan Ahmed100% (2)
- YFT-D400 Operation ManualДокумент20 страницYFT-D400 Operation ManualFahad KhanОценок пока нет
- Virtual University Prospectus 2016-17Документ107 страницVirtual University Prospectus 2016-17Fahad KhanОценок пока нет
- Mackinnons Building CV FormДокумент2 страницыMackinnons Building CV FormFahad KhanОценок пока нет
- 9100 Flanged BrochureДокумент16 страниц9100 Flanged Brochureanugrah_dimas5441Оценок пока нет
- Peb IndiamartДокумент2 страницыPeb IndiamartFahad KhanОценок пока нет
- ShowdocwДокумент7 страницShowdocwFahad KhanОценок пока нет
- PEB Product enДокумент22 страницыPEB Product enFahad KhanОценок пока нет
- Whypeb 2012 eДокумент4 страницыWhypeb 2012 eFahad KhanОценок пока нет
- Wear MetalsДокумент3 страницыWear MetalsFahad KhanОценок пока нет
- Green For LifeДокумент6 страницGreen For LifeFahad KhanОценок пока нет
- Catalago Cat Pumps PDFДокумент20 страницCatalago Cat Pumps PDFkatheОценок пока нет
- Chiller SizingДокумент9 страницChiller Sizingmizu82Оценок пока нет
- SBR Res QcaДокумент3 страницыSBR Res QcaAlejandro ZagalОценок пока нет
- 2performant Terms of Services, Privacy Policy and Data Processing Appendix As Joint ControllerДокумент20 страниц2performant Terms of Services, Privacy Policy and Data Processing Appendix As Joint ControllerGabitaGabitaОценок пока нет
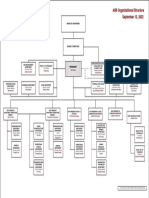
- AIIB Organizational StructureДокумент1 страницаAIIB Organizational StructureHenintsoa RaОценок пока нет
- MC - Assign Q - 1-2014 - Marketing CommunicationsДокумент6 страницMC - Assign Q - 1-2014 - Marketing CommunicationsBilal SaeedОценок пока нет
- Eligibility of Claiming Input Tax Credit on Imported Stock under GSTДокумент5 страницEligibility of Claiming Input Tax Credit on Imported Stock under GSTUtkarsh KhandelwalОценок пока нет
- API KHM DS2 en Excel v2Документ436 страницAPI KHM DS2 en Excel v2Indra ZulhijayantoОценок пока нет
- Judgement Debt Payments2Документ5 страницJudgement Debt Payments2Manu DibangoОценок пока нет
- FINAL ASEAN Handbook 01 - Engineering ServicesДокумент92 страницыFINAL ASEAN Handbook 01 - Engineering ServicesGerry GsrОценок пока нет
- Marketing Mix and PricingДокумент11 страницMarketing Mix and PricingDiveshDuttОценок пока нет
- PPE PPT - Ch10Документ81 страницаPPE PPT - Ch10ssreya80Оценок пока нет
- Adv1 16-4Документ1 страницаAdv1 16-4M_Sarudi_Putra_4335Оценок пока нет
- Operation Management DocumentДокумент7 страницOperation Management DocumentYogesh KumarОценок пока нет
- Sesi 14 - Pemodelan Berbasis Agen - 2Документ20 страницSesi 14 - Pemodelan Berbasis Agen - 2nimah tsabitahОценок пока нет
- ETAR - Lecture 2-Demand, Supply, and Equilibrium.E PDFДокумент10 страницETAR - Lecture 2-Demand, Supply, and Equilibrium.E PDFReinaОценок пока нет
- Transfer Pricing of Tivo and Airbag Division: RequiredДокумент7 страницTransfer Pricing of Tivo and Airbag Division: RequiredajithsubramanianОценок пока нет
- 1 - Blank Business Plan Template BS MMДокумент26 страниц1 - Blank Business Plan Template BS MMJoenalyn BalayОценок пока нет
- QA Modul-1 PDFДокумент24 страницыQA Modul-1 PDFFarhan ShinigamiОценок пока нет
- Distridution and Channel MemberДокумент6 страницDistridution and Channel Memberabdulhaq4Оценок пока нет
- Astro and CosmoДокумент5 страницAstro and CosmoGerson SchafferОценок пока нет
- Life After Seafaring A Guide To Post Sea CareersДокумент4 страницыLife After Seafaring A Guide To Post Sea CareersJeric SorianoОценок пока нет
- Platinum Gazette 29 July 2011Документ12 страницPlatinum Gazette 29 July 2011Anonymous w8NEyXОценок пока нет
- How Interest Rates Are DeterminedДокумент23 страницыHow Interest Rates Are DeterminedZackyОценок пока нет
- Integrated Marketing Communications in 40 CharactersДокумент6 страницIntegrated Marketing Communications in 40 CharactersHenry PK ZEeОценок пока нет
- Argus CoalДокумент5 страницArgus Coalahong100Оценок пока нет