Вам также может понравиться
- IntroductionДокумент8 страницIntroductionEr Surbhi MittalОценок пока нет
- Dessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Документ38 страницDessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Er Surbhi MittalОценок пока нет
- Dessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Документ38 страницDessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Er Surbhi MittalОценок пока нет
- Ishita Final ReportДокумент78 страницIshita Final ReportEr Surbhi MittalОценок пока нет
- A Case Study On Dabur LTDДокумент3 страницыA Case Study On Dabur LTDgarimaamityОценок пока нет
- DissertationДокумент15 страницDissertationEr Surbhi MittalОценок пока нет
- If It Is Not Happening in The Home Country, It Has Not Happen.Документ6 страницIf It Is Not Happening in The Home Country, It Has Not Happen.Er Surbhi MittalОценок пока нет
- Supply Chian of AMULДокумент15 страницSupply Chian of AMULAbhishek SrivastavaОценок пока нет
- 18e59ZEE Entertainment Enterprises Ltd. Final PlacementsДокумент2 страницы18e59ZEE Entertainment Enterprises Ltd. Final PlacementsEr Surbhi MittalОценок пока нет
- DissertationДокумент15 страницDissertationEr Surbhi MittalОценок пока нет
- Lit RevДокумент10 страницLit RevEr Surbhi MittalОценок пока нет
- A Case Study On Dabur LTDДокумент3 страницыA Case Study On Dabur LTDgarimaamityОценок пока нет
- If It Is Not Happening in The Home Country, It Has Not Happen.Документ6 страницIf It Is Not Happening in The Home Country, It Has Not Happen.Er Surbhi MittalОценок пока нет
- Chetanya ReportДокумент80 страницChetanya ReportEr Surbhi MittalОценок пока нет
- Minor Research PaperДокумент18 страницMinor Research PaperEr Surbhi MittalОценок пока нет
- A Case Study On Dabur LTDДокумент3 страницыA Case Study On Dabur LTDgarimaamityОценок пока нет
- Dessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Документ38 страницDessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Er Surbhi MittalОценок пока нет
- A Case Study On Dabur LTDДокумент3 страницыA Case Study On Dabur LTDgarimaamityОценок пока нет
- Dessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Документ38 страницDessertation Report On "Study of Reverse Supply Chain Management in Passenger Car Companies"Er Surbhi MittalОценок пока нет
- Btl-Dissertation Final ReportДокумент62 страницыBtl-Dissertation Final ReportEr Surbhi MittalОценок пока нет
- Chapter 4Документ11 страницChapter 4Er Surbhi MittalОценок пока нет
- Lit RevДокумент10 страницLit RevEr Surbhi MittalОценок пока нет
- Btl-Dissertation Final ReportДокумент62 страницыBtl-Dissertation Final ReportEr Surbhi MittalОценок пока нет
- Btl-Dissertation Final ReportДокумент62 страницыBtl-Dissertation Final ReportEr Surbhi MittalОценок пока нет
- Chetanya ReportДокумент80 страницChetanya ReportEr Surbhi MittalОценок пока нет
- Btl-Dissertation Final ReportДокумент62 страницыBtl-Dissertation Final ReportEr Surbhi MittalОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Role of Store LocationДокумент6 страницThe Role of Store LocationJessa La Rosa MarquezОценок пока нет
- Whois contact details list with domainsДокумент35 страницWhois contact details list with domainsPrakash NОценок пока нет
- Corporate Office Design GuideДокумент23 страницыCorporate Office Design GuideAshfaque SalzОценок пока нет
- 20 Laws by Sabrina Alexis and Eric CharlesДокумент58 страниц20 Laws by Sabrina Alexis and Eric CharlesLin Xinhui75% (4)
- Temperature Rise HV MotorДокумент11 страницTemperature Rise HV Motorashwani2101Оценок пока нет
- Instant Ear Thermometer: Instruction ManualДокумент64 страницыInstant Ear Thermometer: Instruction Manualrene_arevalo690% (1)
- #1 HR Software in Sudan-Khartoum-Omdurman-Nyala-Port-Sudan - HR System - HR Company - HR SolutionДокумент9 страниц#1 HR Software in Sudan-Khartoum-Omdurman-Nyala-Port-Sudan - HR System - HR Company - HR SolutionHishamОценок пока нет
- Torts and DamagesДокумент63 страницыTorts and DamagesStevensonYuОценок пока нет
- Monitoring and Evaluation of Sediment Control Structure (Sabo Dam)Документ8 страницMonitoring and Evaluation of Sediment Control Structure (Sabo Dam)Ricky PriyatmokoОценок пока нет
- Bondor MultiДокумент8 страницBondor MultiPria UtamaОценок пока нет
- Treatment of Pituitary Adenoma by Traditional Medicine TherapiesДокумент3 страницыTreatment of Pituitary Adenoma by Traditional Medicine TherapiesPirasan Traditional Medicine CenterОценок пока нет
- Fatwa Backbiting An Aalim Fatwa Razwiya PDFДокумент3 страницыFatwa Backbiting An Aalim Fatwa Razwiya PDFzubairmbbsОценок пока нет
- Hac 1001 NotesДокумент56 страницHac 1001 NotesMarlin MerikanОценок пока нет
- Methodology Statement - MicropilingДокумент5 страницMethodology Statement - MicropilingRakesh ReddyОценок пока нет
- TDS Tetrapur 100 (12-05-2014) enДокумент2 страницыTDS Tetrapur 100 (12-05-2014) enCosmin MușatОценок пока нет
- Trinity R&P Keyboards Syllabus From 2018Документ54 страницыTrinity R&P Keyboards Syllabus From 2018VickyОценок пока нет
- The Use of Humor in The Classroom - Exploring Effects On Teacher-SДокумент84 страницыThe Use of Humor in The Classroom - Exploring Effects On Teacher-Sanir.elhou.bouifriОценок пока нет
- Article Summary Assignment 2021Документ2 страницыArticle Summary Assignment 2021Mengyan XiongОценок пока нет
- History of Downtown San Diego - TimelineДокумент3 страницыHistory of Downtown San Diego - Timelineapi-671103457Оценок пока нет
- Bo de On Thi Hoc Ki 1 Lop 3 Mon Tieng AnhДокумент66 страницBo de On Thi Hoc Ki 1 Lop 3 Mon Tieng AnhHằng DiệuОценок пока нет
- Ausensi (2020) A New Resultative Construction in SpanishДокумент29 страницAusensi (2020) A New Resultative Construction in SpanishcfmaОценок пока нет
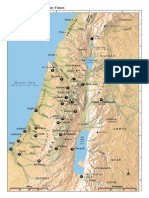
- Israel Bible MapДокумент1 страницаIsrael Bible MapMoses_JakkalaОценок пока нет
- Mexican Immigrants and The Future of The American Labour Market (Schlossplatz3-Issue 8)Документ1 страницаMexican Immigrants and The Future of The American Labour Market (Schlossplatz3-Issue 8)Carlos J. GuizarОценок пока нет
- WEEK 4 A. Family Background of Rizal and Its Influence On The Development of His NationalismДокумент6 страницWEEK 4 A. Family Background of Rizal and Its Influence On The Development of His NationalismVencint LaranОценок пока нет
- Marylebone Construction UpdateДокумент2 страницыMarylebone Construction UpdatePedro SousaОценок пока нет
- Dead Can Dance - How Fortunate The Man With None LyricsДокумент3 страницыDead Can Dance - How Fortunate The Man With None LyricstheourgikonОценок пока нет
- MyiasisДокумент29 страницMyiasisihsanОценок пока нет
- Identification Guide To The Deep-Sea Cartilaginous Fishes of The Indian OceanДокумент80 страницIdentification Guide To The Deep-Sea Cartilaginous Fishes of The Indian OceancavrisОценок пока нет
- 10 1108 - Apjie 02 2023 0027Документ17 страниц10 1108 - Apjie 02 2023 0027Aubin DiffoОценок пока нет
- Philippine Association of Service Exporters vs Drilon Guidelines on Deployment BanДокумент1 страницаPhilippine Association of Service Exporters vs Drilon Guidelines on Deployment BanRhev Xandra AcuñaОценок пока нет