Вам также может понравиться
- Spring-Supported Thrust BearingsДокумент4 страницыSpring-Supported Thrust BearingsZoebairОценок пока нет
- International Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsДокумент9 страницInternational Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsZoebairОценок пока нет
- Structures and Mechanisms ClassificationsДокумент1 страницаStructures and Mechanisms ClassificationsminakirolosОценок пока нет
- Datasheet TurbineДокумент2 страницыDatasheet TurbineZoebairОценок пока нет
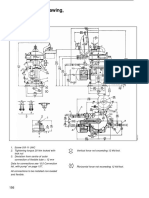
- 8.4 Basic Size Drawing, With Pump: Alfa Laval Ref. 557913 Rev. 0Документ1 страница8.4 Basic Size Drawing, With Pump: Alfa Laval Ref. 557913 Rev. 0ZoebairОценок пока нет
- Installation and Operating Procedures: Manual Grease InterceptorsДокумент8 страницInstallation and Operating Procedures: Manual Grease InterceptorsZoebairОценок пока нет
- Indigenous ManufacturersДокумент6 страницIndigenous ManufacturersZoebairОценок пока нет
- CEE 331: Fluid Mechanics, Homework Set 2, SolutionsДокумент7 страницCEE 331: Fluid Mechanics, Homework Set 2, SolutionsZoebairОценок пока нет
- Construction Specification 71-Water Control Gates: Instructions For UseДокумент2 страницыConstruction Specification 71-Water Control Gates: Instructions For UseZoebairОценок пока нет
- Hy 25 ValvesДокумент3 страницыHy 25 ValvesZoebairОценок пока нет
- Pennsylvania: Lehigh University'Документ5 страницPennsylvania: Lehigh University'ZoebairОценок пока нет
- DAMS CFD ModellingДокумент2 страницыDAMS CFD ModellingZoebairОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- DLL - Mathematics 6 - Q1 - W4Документ7 страницDLL - Mathematics 6 - Q1 - W4MARIDOR BUENOОценок пока нет
- Amperometric Titrations: Principle, Instrumentation and ApplicationsДокумент6 страницAmperometric Titrations: Principle, Instrumentation and ApplicationsNandhanОценок пока нет
- Grim Character ConceptДокумент1 страницаGrim Character ConceptJhansenОценок пока нет
- (Discontinued ) : ASTM A353 Alloy SteelДокумент1 страница(Discontinued ) : ASTM A353 Alloy SteelDhanyajaОценок пока нет
- Introduction To Noise in Adc Systems: Ti Precision Labs - AdcsДокумент15 страницIntroduction To Noise in Adc Systems: Ti Precision Labs - AdcsSouptik PaulОценок пока нет
- Conflicted City: Hypergrowth, Urban Renewal and Urbanization in IstanbulДокумент45 страницConflicted City: Hypergrowth, Urban Renewal and Urbanization in IstanbulElif Simge FettahoğluОценок пока нет
- Grade Card 1st SemДокумент2 страницыGrade Card 1st SemAshish KRОценок пока нет
- Internship Report: Nivedha A (192BT145)Документ11 страницInternship Report: Nivedha A (192BT145)Shankar arumugamОценок пока нет
- Resume and AppДокумент3 страницыResume and AppLORNA GUIWANОценок пока нет
- Đề HSG Tiếng Anh 11 - 2021Документ7 страницĐề HSG Tiếng Anh 11 - 2021Vân Anh OnceОценок пока нет
- OHS Learner Guide - V1Документ30 страницOHS Learner Guide - V1Education 2.0Оценок пока нет
- Chapter 1 Cognitive Psychology NotesДокумент6 страницChapter 1 Cognitive Psychology NotesShekinah Pearl NiogОценок пока нет
- Bec 4202 Comparative Education in Ecde and Primary EducationДокумент4 страницыBec 4202 Comparative Education in Ecde and Primary EducationElias BonkeОценок пока нет
- ProjectProposal TresMariasДокумент3 страницыProjectProposal TresMariasjohnvincent.cabugnasonОценок пока нет
- Third Generation D.O. Probes: Oxyguard Quick Guide Do ProbesДокумент1 страницаThird Generation D.O. Probes: Oxyguard Quick Guide Do ProbesGregorio JofréОценок пока нет
- Ebook Clinical Manual and Review of Transesophageal Echocardiography PDF Full Chapter PDFДокумент67 страницEbook Clinical Manual and Review of Transesophageal Echocardiography PDF Full Chapter PDFrobert.wheat692100% (29)
- Funding Request To Prospective DonorsДокумент6 страницFunding Request To Prospective Donorspaulinus onovoОценок пока нет
- 2 VCA ETT 2017 Training v2 0 - EnglishДокумент129 страниц2 VCA ETT 2017 Training v2 0 - EnglishMassimo FumarolaОценок пока нет
- KepemimpinanДокумент11 страницKepemimpinanAditio PratamОценок пока нет
- Standard Padeye SheetДокумент1 страницаStandard Padeye SheetSethGraceОценок пока нет
- Sample Soils ReportДокумент30 страницSample Soils ReportmОценок пока нет
- SAT Essay FormatДокумент5 страницSAT Essay FormatPrabh SimarОценок пока нет
- Human Development: A Re-Education in Freedom, Love and Happiness by Patrick WhelanДокумент174 страницыHuman Development: A Re-Education in Freedom, Love and Happiness by Patrick WhelanPatrick WhelanОценок пока нет
- Ameh FRSC FormДокумент3 страницыAmeh FRSC FormULOKO CHRISTIANОценок пока нет
- The So-Called "Degeneration" ("Degradation") and "Elevation" of MeaningДокумент24 страницыThe So-Called "Degeneration" ("Degradation") and "Elevation" of MeaningАнастасия ЯловаяОценок пока нет
- Vitamin A Deficiency Disorders VADDДокумент232 страницыVitamin A Deficiency Disorders VADDAnonymous NQMP1x04t2Оценок пока нет
- Radar Systems Engineering - MATLAB & SimulinkДокумент2 страницыRadar Systems Engineering - MATLAB & SimulinkAdfgatLjsdcolqwdhjpОценок пока нет
- IEOR 6711: Stochastic Models I Fall 2003, Professor Whitt Class Lecture Notes: Tuesday, November 18. Solutions To Problems For DiscussionДокумент2 страницыIEOR 6711: Stochastic Models I Fall 2003, Professor Whitt Class Lecture Notes: Tuesday, November 18. Solutions To Problems For Discussionscanny16Оценок пока нет
- Ga Verb Dictionary TemplatedДокумент179 страницGa Verb Dictionary TemplatedKIMANIОценок пока нет
- Sound Wall Starter KitДокумент66 страницSound Wall Starter KitMaxtron MoonОценок пока нет