Академический Документы
Профессиональный Документы
Культура Документы
SWICON 2008 Technical Papers
Загружено:
boopelectraАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
SWICON 2008 Technical Papers
Загружено:
boopelectraАвторское право:
Доступные форматы
i
ii
About IEEMA
(Indian Electrical and Electronics
Manufacturers' Association)
THE ASSOCIATION
Founded in 1948, Indian Electrical and Electronics
Manufacturers' Association (IEEMA) is the representative
national organisation of manufacturers of electrical,
professional electronics and allied equipment having over
550 members whose combined annual turnover is over Rs
1,00,000 crores i.e. US $ 22 billion.
Now in its 60th year of existence, IEEMA continues to
provide unique services to its members. IEEMA undertakes
various activities, major ones being dissemination of
information of production statistics and government
policy changes, representing the industry's views to the
government, price variation clauses covering a wide range
of products and evolving industry standards. Training for
members and non-members on topical issues, library and
business center facilities are among the other initiatives
on offer.
IEEMA as the representative organisation for the industry
is also a part of many councils and committees constituted
by the Government.
IEEMA has the distinction of being the first association
in India to achieve an ISO certification in January 1998
and successfully re-certified for the second time for ISO
9001:2000 in 2006.
IEEMA VISION
In consultation with its stakeholders and to cater to their
emerging needs, IEEMA evolved a vision;
"Electricity for all and global excellence
leading to human enrichment"
To realise the vision, IEEMA has taken a bold step to
restructure itself and has drawn an ambitious medium
term programme to provide value added services to its
members and help facilitate their rapid expansion in both
domestic and global business arena. IEEMA has realigned
its structure and activities to successfully achieve the set
vision objectives.
IEEMA's new vision is based on the five Building Blocks,
which IEEMA members have short listed to be the most
crucial for their success;
1. Credibility with all stakeholders
2. Excellence
3. Global Presence
4. Enabling power to all
5. Eco-system focus
IEEMA ACTIVITIES & INITIATIVES
Voice of Industry
IEEMA as the voice of electrical industry maintains a
continuous dialogue with the Government and its various
departments, utilities, other users, standardization
bodies, educational institutions, research, development
and testing as a major part of this goal.
Initiatives with the Government
Co-ordination with the Ministry of Power for successful
implementation of Accelerated Power Development &
Reforms Programme (APDRP) and rural electrification
under the Rajiv Gandhi Grameen Vidyut Vitran Yojna
or RGVVY. Support to Bureau of Energy Efficiency for
standards and labeling, Programme on Energy Efficient
Products, interface with standards and testing Institutions,
organizing DRUM training programmes with Ministry of
Power etc.
International Co-operation
Networking with overseas counterpart associations from
many countries for exchange of information, assistance
to membership and other joint programmes aimed at
enhancing business co-operation opportunities. MOUs
with a number of countries like China, Korea, Spain,
Taiwan and Malaysia. IEEMA is also one of the founder
members of FAEMA i.e. Federation of Asian Electrical
Manufacturers' Associations.
SME Focus
IEEMA has added this activity solely to facilitate the
betterment and up gradation of SMEs to globally excellent
levels and has initiated action.
Corporate Social Responsibility
IEEMA on its part in a small manner has launched a
media awareness campaign to Save Electricity and save
the environment, using print, voice and electronic media.
10,000 secondary level school children too are being
exposed to this campaign through presentations, posters
and brochures.The campaign is being carried forward
Cross Sectoral Networking
IEEMA is networking with other sectoral and apex
associations and chambers. Building up Industry academia
relations and assisting ministry of power to draw up
sustainable power solution models for rural India.
Commitment to Quality and Benchmarking
* Standardization : Formation of industry
standards, operation and maintenance guidelines
to serve specific need of members and the user
Industries.
About IEEMA
iii
* Quality : Promotion of product and system
quality through training, awareness programmes
and consultancy
* Benchmarking : CRISIL- LLYOD rating for Meters is
now in second stage while, for Cables and
Distribution transformers is under planning,
Export division too is considering rating of
Exporters.
Energy Conservation Initiatives
Promotion of energy conservation through promotion,
manufacture and usage of energy efficient products
through external media and IEEMA journal
Information Dissemination
* Information Circulars : Circulation of information
about procedural and policy changes made by
the government in direct and indirect taxation,
import-export policy, industrial regulations as
well as tender information, business
opportunities, standards and other matters of
interest to the industry.
* Publications: Publication of IEEMA JOURNAL and
IEEMAIL on monthly basis and IEEMA News
& Views on every fortnight covering technical
and techno-commercial articles, industry
information, statistics, business opportunities,
IEEMA activities and more. IEEMA Journal with a
subscription of 10,000 celebrated its Silver
Jubilee in the year 2005-06.
* Directory of Members: Publication of directory of
members, i.e. IEEMA Directory containing
exhaustive information about its members and
the industry.
* Special Services: Statistical Information -
Circulation of monthly production and import-
export statistics covering various segments of
the industry.
IEEMA Journal
Today a synonym for the Indian electrical industry, IEEMA
Journal was started with the intent of keeping its members
aware of technological and related developments in the
local as well as international arena. And what started
as a small journal has today evolved into a full-fledged
magazine that signifies a fine example of professionalism
in the domain of trade publications. With an Audit Bureau
of Circulation (ABC) certification for 10,000 copies, it is
also the only trade journal in India that enjoys a readership
of well over 50,000.
Price Variation Clauses
Evolution and operation of equitable Price Variation
Clauses, covering a wide range of products, being used
both by purchasers and suppliers. Circulation of basic
prices and indices to operate these clauses on monthly
basis.
Commercial Terms
Formation of standard terms and conditions for
contracts.
IEEMA Websites
The IEEMA websites contain updated information about
IEEMA, its members, the industry and various services
offered by the Association.
Separate web site is available only for members for
information dissemination.ELECRAMA website caters to
the ELECRAMA participants.
Export Promotion
Organization of high-level delegation visits and
participation in exhibitions abroad for export promotion
MADE IN INDIA brand.
IEEMA Training Programmes
As a result of globalisation, the market conditions have
become fiercely competitive. Under such circumstances,
quality human resources emerge as the most vital factor
for effective operation of the industry. IEEMA, in its
constant endeavour to find new and innovative ways
towards improvement of its services, plans to put focused
efforts on training activity catering to the needs of Indian
industry.
IEEMA Events
Under the aegis of IEEMA Events, the activities held will
be more of interactive series, promotions, seminars
and exchange-of-ideas forums. The focal point of all
these activities will revolve around bringing together
professionals across borders for a common vision.
All in the interest of taking the industry to a new level.
Giving India its much-deserved place in the world.
IEEMAGINE Seminars
Every year IEEMA organises IEEMAGINE, a discussion
platform to bring forth the issues pertaining to the
industry.
ELECRAMA Exhibitions
Started way back in 1990 with 283 exhibitors spread
over an area of 12,500 square metres, ELECRAMA has
become the largest international exhibition of electrical
and industrial electronics industry in Asia, Middle East
and Africa.
Since then there was no looking back. ELECRAMA saw a
tremendous growth of 1086 exhibitors spanning an area
of 40,000 square metres in the year 2006, breaking all
past records. And this is just the beginning.
About IEEMA
iv
Organising Committee
Mr. S.B. Gupte - Chairman : Siemens Ltd.
Mr. C.P. Vyas : ABB Limited
Mr. S. Khajanchi : Areva T&D India Ltd.
Mr. G.S. Kochar : Asiatic Electronic Industries
Mr. D.K. Dikshit : B.H.E.L
Mr. M Chakrabarti : Bhartia Industries Ltd.
Mr. A. Sarkar : Consultant, Schneider Electric India Pvt. Ltd.
Mr. J.G. Kulkarni : Crompton Greaves Ltd.
Mr. D.K. Majumdar : Electroteknica Switchgears Pvt. Ltd.
Mr. Dilip Trivedi : Elmex Controls Pvt. Ltd.
Mr. Saibal Pal : Rockwell Automation India Pvt. Ltd.
Mr. Mahesh Desai : Siemens Ltd.
Mr. R. Subba Rao : Vijai Electricals Ltd.
Mr. Anil Nagrani : IEEMA
(Organizing Secretary)
SWICON 2008 Organising Committee
v
Technical Committee
Mr. Hemant Tungare - Chairman : Siemens Ltd.
Dr. J.J. Patel : ABB Limited
Mr. Joji Sebastian : Areva T&D India Ltd.
Mr. M.P. Kulkarni : Ashida Electronics Pvt. Ltd.
Mr. Vishal Sikka : Asiatic Electronic Industries
Dr. H.S. Jain : B.H.E.L
Mr. C. Kundu : Bhartia Industries Ltd.
Mr. J. Santhosh : Central Power Research Institute
Mr. S.B. Potnis : Crompton Greaves Ltd.
Mr. G. Srinivas : Crompton Greaves Ltd.
Dr. M.K. Shah : E.R.D.A
Mr. Dilip Trivedi : Elmex Controls Pvt. Ltd.
Mr. Arvind Mathur : Jasper Engineers Pvt. Ltd.
Mr. N.P. Jhaveri : Jyoti Ltd.
Mr. H.T. Mistry : Larsen & Toubro Limited
Mr. G. Babu : Schneider Electric India Pvt. Ltd.
Mr. B.C. Badiya : Siemens Ltd.
Mr. V.K. Kulkarni : Siemens Ltd.
Mr. Girish Muley : Siemens Ltd.
Mr. P. Ramamurthy : Siemens Ltd.
Mr. Gautam Shetye : Siemens Ltd.
Mr. R. Subba Rao : Vijai Electricals Ltd.
Mr. Anil Nagrani : IEEMA
(Organizing Secretary)
Technical Committee SWICON 2008
vi
THE COUNCIL
Members of IEEMA EXECUTIVE COUNCIL
for the year 2007-2008
President
Mr. S.C. Bhargava
Exe.Vice President Electrical Sector
& Member of Divisional Board
Larsen & Toubro Limited
Vice President
Mr. P.P. Gupta
Managing Director
Techno Electric & Engg. Co. Ltd.
Vice President
Mr. Murali Venkatraman
Vice Chairman & Managing Director
W.S. Industries (India) Limited
Immediate Past President
Mr. D.J. Ramesh
Chairman & Managing Director
Vijai Electricals Limited
Elected Members
Mr. A.K. Agrawal
General Manager
Vam Electro Devices Pvt. Ltd.
Mr. Vishnu Agarwal
Managing Director
Technical Associates Ltd.
Mr. A.K. Banerjee
President (Swg)
Vijai Electricals Ltd.
Mr. Aaditya R. Dhoot
Jt. Managing Director
IMP Powers Limited
Mr. Madhav M. Digraskar
President
ABB Ltd.
Mr. Raj H. Eswaran
Director
Easun Reyrolle Limited
Mr. P.V. Krishna
Head Power Plant Sales &
Head Western Region
Wartsila India Ltd.
Mr. R. N. Khanna
Chairman & Managing Director
Controls & Switchgear Co. Ltd.
Mr. J. G. Kulkarni
Vice President CG Power (Asia)
Crompton Greaves Limited
Mr. D.K. Majumdar
Chief Executive - Operation
Electroteknica Switchgears Pvt. Ltd.
Mr. Vimal Mahendru
President Corporate Affairs
Indo Asian Fusegear Ltd.
Mr. Jitendra U. Mamtora
Chairman & Managing Director
Transformers & Rectifiers (India) Ltd.
Mr. D.R. Venkatesha Murthy
Advisor
Kirloskar Electric Co. Ltd.
Mr. Vijay Paranjape
Director, Member Managing Board
Siemens Ltd.
Mr. Anil Saboo
Managing Director
Elektrolites (Power) Pvt. Ltd.
Mr. Sanjeev Sardana
Managing Director
Yamuna Power & Infrastructure
Limited
Dr. (Ms) Jaya Sathe
Managing Director
Gilbert & Maxwell Electricals
Pvt. Ltd.
IEEMA Executive Council
vii
Co-opted Members
Mr. R.D. Chandak
Managing Director
KEC International Ltd.
Mr. A.N. Chaudhuri
Director
Modern Malleables Limited
Capt. V.W. Katre
Director
Aplab Limited
Ms. Indra Prem Menon
President
Lakshmanan Isola Pvt. Limited
Standing Invitees
Mr. S. K. Datta
Chief (Electrical)
Biecco Lawrie Ltd.
Mr. Rajesh S. Jain
Chairman & Managing Director
Emco Limited
Mr. Premchand Goliya
Chairman & Managing Director
Meco Instruments Pvt. Ltd.
Mr. A.K. Singh
Director
Electrical Research & Development
Association (ERDA)
Mr. A.K. Tripathy
Director General
Central Power Research Institute
Counsellors
Mr. A. K. Dhagat Mr. P. Krishnakumar
Director & CEO
Reliance Engineers Ltd.
Mr. V.P. Mahendru
Chairman and Managing Director
Indo Asian Fusegear Ltd.
Mr. R.N. Mukhija
President (Operations)
Electrical & Electronics Div. (EBG)
Larsen & Toubro Limited
Mr. S. Ramaswamy
Chairmen of Divisions
Mr. Vijay P. Karia
Cables
Mr. Mustafa Wajid
Capacitors
Ms. Indra Prem Menon
Electrical Insulating Materials
Mr. Sanjeev Sardana
Exports
Mr. P. Sridharan
Insulators
Mr. S.C. Sarkar
Meters
Mr. D.R. Venkatesha Murthy
Rotating Machines
Mr. S.B. Gupte
Switchgear & Controlgear
Mr. Akella S.S. Sarma
Surge Arresters
Mr. Mohan Gupta
Stamping & Laminations
Mr. Jitendra U. Mamtora
Transformer
Mr. A.S. Chouhan
Transmission & Distribution Projects
Mr. Nikhil Sanghvi
Winding Wire
Chairmen of Committees & Cells
Mr. Rajesh Jain &
Mr. S. Ramaswamy
Energy Conservation Cell
Mr. Cadavasal S. Kumar
Quality Cell
Chairmen - Regional Committees
Mr. D.R. Venkatesha Murthy
Member & Chairman
Southern Region
Mr. Vimal Mahendru
Member & Chairman
Northern Region
Mr. S.K. Datta
Chairman
Eastern Region
Mr. Madhav M. Digraskar
Member & Chairman
Western Region
Executive Council IEEMA
viii
INDEX OF SWICON-2008 SYNOPSES
1st Day, Monday, 21st January, 2008
From 1100 - 1330 Hrs. (150 Min)
SESSION I - USERS FEEDBACK ( 9 Papers)
Common Session Chaired by Mr. D. Raina
Grand Ball Room (GBR) Hall 1 & 2
S.No. Title of Technical Paper Organization Page
1 Switchgear Maintenance with Infrared Thermography NDPL 3
2 Vacuum Switching Technology for Rectiformer Application: A Case Study BHEL 6
3 Life Cycle & Asset Management of HV Breakers & Power Transformers NDPL 12
4 Asset Management of EHV Class Circuit Breakers in Powergird
Network - A Case Study
PGCIL 19
5 Dynamic Contact Resistance Measurement on EHV Circuit Breakers
- A Powerful Diagnostic Tool
PGCIL 23
6 EHV Disconnector Quality Issues in Indian Power Sector PGCIL 28
7 Gas Insulated Switchgear - a Decades Experience CESC LTD 33
8 Autocoordination of Protection Settings of Series Reclosers TAVRIDA (OS) 38
9 Condition based Ranking for Reliability Maintenance of Circuit Breaker OPTCL 43
LUNCH BREAK : 1330 - 1415 (45 Min)
From 1415 - 1615 Hrs. (120 Min)
SESSION II - TESTING, STANDARDS & COMMON (8 Papers)
Common Session Chaired by Mr. B.N. Kishore
Grand Ball Room (GBR) Hall 1 & 2
1 Full-pole Test Results for the Dead-tank Gas Circuit Breaker Rated on
800kV, 50kA, 50Hz
KOREA ELECTRO
TECH (OS)
51
2 Laboratory Analysis on Short Circuit Performance of MV Switchgears
and New Trends in Encapsulated MV Vacuum Circuit Breakers
CPRI 57
3 Study of Behaviour of Medium Voltage Vacuum Circuit Breaker during
Capacitor Current Switching Tests - A CPRI Experience
CPRI 63
4 A Simplified Method for Determining High Voltage Circuit Breaker
Contact Conditions - Dynamic Resistance Measurement
DOBLE ENGG.
CO. (OS)
68
5 Realistic High-Power Testing Needs a Proper Choice of Test-Circuits KEMA (OS) 73
6 Inductive Load Switching: A New IEC Standard IEC 62271-110 and
Experience from Testing
KEMA (OS) 79
7 Steps Towards RoHS Compliance - The Global Need WS TEST
SYSTEMS
86
8 Surge Suppression in electromagnetic Coils L&T 91
COFFEE / TEA BREAK : 1615 - 1645 (30 Min)
Index Chronological
ix
1st Day, Monday, 21st January, 2008
From 1645 - 1830 Hrs. (105 Min)
SESSION III - HIGH VOLTAGE (UHV) (6 Papers)
Common Session Chaired by Mr. S. Ramaswamy
Grand Ball Room (GBR) Hall 1 & 2
1 Testing of UHV Circuit Breakers KEMA (OS) 97
2 The Role of Surge Arrestor in Substation Insulation Co-ordination L&T, ECC 102
3 Circuit Breaker Platform for 550 Kv SIEMENS AG (OS) 108
4 Bypass Circuit Breaker for 800 kV DC SIEMENS AG (OS) 116
5 Transmission Solutions for 1100 kV Class Switchgear AREVA T&D (OS) 122
6 Dielectric Testing of 765 kV Circuit Breakers at UHVRL CPRI 128
FOLLOWED BY COCKTAILS & DINNER
at LAWNS - Hotel Renaissance at 1900 onwards
Hosted by ELECRAMA-2008
2nd Day, Tuesday, 22nd January, 2008
From 0900 - 1115 Hrs. (135 Min)
SESSION IV-A - HIGH VOLTAGE (8 Papers)
Parallel Session Chaired by Mr. S.P. Hambarde
Grand Ball Room (GBR) Hall 1
1 Evaluation of Gas Flow Parameters in Two-stage Blast Interrupter
During Interruption
BHEL 135
2 Versatile Dead Tank circuit Breakers VIJAI ELECTRIC 141
3 Coupled Electromagnetic-thermal Analysis of 145 KV SF6 Circuit
Breaker
CGL 145
4 Estimation of Break Down Voltages of Contact Gap in SF6 Gas Circuit
Breakers
CGL 150
5 Analysis of Breakdown Strength of SF6 Circuit Breaker During Small
Current Interruption
CGL 154
6 Reliability and Safety Requirement of the Circuit Breakers ABB LTD 158
7 Modeling of SF6 Circuit Breaker Arc Quenching Phenomena in PSCAD ABB LTD 163
8 Dead Tank based Compact Switchgear - Optimized High Voltage
Substation Equipment
SIEMENS AG (OS) 169
Chronological Index
x
2nd Day, Tuesday, 22nd January, 2008
From 0900 - 1115 Hrs. (135 Min)
SESSION IV-B - LOW VOLTAGE (8 Papers)
Parallel Session Chaired by Mr. Dilip Trivedi
Grand Ball Room (GBR) Hall 2
1 Trend from Mechanic to Electronic is Changing the Low Voltage
Switchgear Market Worldwide
SIEMENS AG (OS) 179
2 Energy Margin Approach to Improve Efficiency of Circuit Breaker
Mechanism
VJTI 184
3 Prediction of Arc Resistance Switchgear Testing VJTI 190
4 Safety & Reliability Standards / Practices in International Market vis--
vis Indian Industries
L&T 195
5 Energy Saving in Switchgear SIEMENS LTD 199
6 Ecodesign Principles : The Approach within a Switchgear Manufacturer SCHNEIDER (OS) 204
7 Recent Changes in IEC60947, LVSwitchgear Product Standards SIEMENS AG (OS) 213
8 A Novel Electroless Electrochemical Route for Fabricating Silver
Tinoxide Contact Materials
ERDA 218
COFFEE / TEA BREAK : 1115 - 1145 (30 Min)
From 1145 - 1330 Hrs. (105 Min)
SESSION V -A- HIGH VOLTAGE (7 Papers)
Parallel Session Chaired by Mr. N S Sodha
Grand Ball Room (GBR) Hall 1
1 Lifetime Arcing Stresses of High-Voltage Circuit Breakers KEMA (OS) 225
2 Traveling Wave Reflections for Adaptive Auto Re-closing GOVT.COLL OF
ENGG
232
3 Effect of Oil Temperature on time-Current Characteristics of Oil
Immersed Expulsion Type Fuse used for CSP Transformers
ABB LTD 238
4 Evaluation of Gas Insulated Disconnector Switch for Bus charging and
Bus Transfer Currents
BHEL 242
5 New Network Concepts using Fault Current Limiter Circuit Breakers in
Switchgear
AREVA T&D (OS) 248
6 Improved Instrument Transformers for Switchgear Applications IIT 258
7 How to get reliable operation from Disconnectors ABB Ltd 263
Index Chronological
xi
2nd Day, Tuesday, 22nd January, 2008
From 1145 - 1330 Hrs. (105 Min)
SESSION V-B - MEDIUM VOLTAGE (6 Papers)
Parallel Session Chaired by Dr. Fredinand A Platter
Grand Ball Room (GBR) Hall 2
1 Coupling of FEM Analysis with Short-Circuit Test Results for better
Evaluation of Vacuum Interrupters
CGL 271
2 Superconducting Fault Current Limiters - A Concept & its Future
Prospects
CGL 278
3 Vacuum Interrupted and Embedded Pole technology for Reliable,
Medium Voltage Indoor and Outdoor Breaker Application
ABB AG (OS) 283
4 Design Calculations for Structural Safety of Outdoor Breakers SIEMENS LTD 288
5 Active Protection against Internal Arcing Enhance Operators Safety
and Equipment Availability
ABB POWER
TECHNOLOGY
(OS)
293
6 Study of Fault Clearing by a Circuit Breaker in Presence of a shunt
Capacitor Bank
ABB LTD 299
LUNCH BREAK : 1330 - 1415 (45 Min)
From 1415 - 1645 Hrs. (150 Min)
SESSION VI-CONTROL, PROTECTION & COMMUNICATION (9 Papers)
Common Session Chaired by Dr. K. Rajamani,
Grand Ball Room (GBR) Hall 1 & 2
1 Non-Contact Type Shaft Current Monitoring and Protection System for
Generators
BHEL 309
2 Evaluation of Protective Relay Performance through using Advanced
Simulation Techniques
DOBLE ENGG. P.
Ltd.
314
3 Emerging Future Trends in MV Switchgear for Integration / automation
with Special Reference to BHEL and NTPC
BHEL 322
4 Integration of Switchgear for Substation automation L&T 328
5 Integration of IEDs L&T 333
6 Intelligent MCC: The concept and Advantages L&T 336
7 Advanced Thermal Protection of Asynchronous Motors using
Sensorless Temperature Estimation
SCHNEIDER (OS) 341
8 Why we use Communication with Circuit Breakers SIEMENS AG (OS) 345
9 Intelligent Motor Management SIEMENS AG (OS) 348
COFFEE / TEA BREAK : 1645 - 1715 (30 Min)
From 1715 - 1800 Hrs. (45 Min)
SESSION VII - CONCLUDING SESSION
Common Session Chaired by Dr. M. Ramamoorty
Grand Ball Room (GBR) Hall 1 & 2
Chronological Index
xii
SWICON 2008 Programme
PROGRAMME
SWICON-2008 (21st & 22nd January 2008)
DAY 1: MONDAY, 21ST JANUARY 2008 TIME: 0900 - 1830 HRS.
INAUGURATION & 3 COMMON SESSIONS ( Hall 1 & 2 ) ( 23 Papers )
0830 Hrs. 0900 Hrs. Delegate Registration (5 Counters)
0900 Hrs. 1030 Hrs. Inauguration Session Inaugural, Welcome, Keynote Address
and Life Time Achievement Award
etc.(90 Mits)
1030 Hrs. 1100 Hrs TEA/COFFEE 30 Minutes
1100 Hrs. 1330 Hrs. I Session - Users Feedback 9 Papers ( 150 Minutes)
1330 Hrs. 1415 Hrs. LUNCH 45 Minutes
1415 Hrs. 1615 Hrs. II Session - Testing & standards+
Common
120 Minutes
1615 Hrs. 1645 Hrs. TEA / COFFEE 30 Minutes
1645 Hrs. 1830 Hrs. III Session - HIGH VOLTAGE (UHV) 6 Papers ( 105 Minutes)
1930 Hrs. onwards COCKTAILS & DINNER - AT VENUE
-RENAISSANCE
Along with ELROMA, ELECRAMA
Invitees
DAY 2: TUESDAY, 22ND JANUARY 2008 TIME : 0900 -1800 HRS.
TWO PARALLEL & TWO COMMON SESSIONS: ( 38 Papers )
0900 Hrs. 1115 Hrs. IV-A Session (Parallel) - High Voltage 1
(HALL 1)
8 Papers (135 Minutes)
0900 Hrs. 1115 Hrs. IV-B Session (Parallel) - Low Voltage 1
(HALL 2)
8 Papers (135 Minutes)
1115 Hrs. 1145 Hrs. TEA / COFFEE 30 Minutes
1145 Hrs. 1330Hrs. V-A Session (Parallel) - High Voltage
(HALL 1)
7 Papers (105 Minutes)
1145 Hrs. 1330 Hrs. V-B Session (Parallel) - Medium Voltage
(HALL 2)
45 Minutes
1330 Hrs. 1415 Hrs. LUNCH+ Change over to Joint Session 45 Minutes
1415 Hrs. 1645 Hrs. VI Session (Common) - Control,
Protection and Communication
9 Papers (150 Minutes)
1645 Hrs. 1715Hrs. TEA / COFFEE 30 Minutes
1715 Hrs. 1800 Hrs. VII Session (Common) - Conclusion 45 Minutes
1
Day 1 - Session I Users Feedback
1st Day, Monday, 21st January, 2008
From 1100 - 1330 Hrs. (150 Min)
SESSION I - USERS FEEDBACK
( 9 Papers)
Organiser
2
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
3
Switchgear Maintenance with Infrared
Thermography
Sanjeev Atri
NDPL
Abstract:
The focus of this paper centers on the condition based
monitoring which provide precise condition of critical
equipments like circuit breakers, power transformers
etc of the power utility. To assess the condition of the
equipment, Infrared thermography is one of the non
destructive techniques which are used as condition
monitoring tools to predictive maintain the electrical
system. The main benefit of this technique is to find
deteriorating components prior to catastrophic failure.
Thermography provides diagnostic aid and problem
solving.
By using this technique, Thermal distribution profile
is captured of the equipment periodically on the
load condition as a baseline. On larger more critical
components such as transformers, circuit breakers etc,
the baseline images and data stored is compared to the
new data collected from each inspection interval. The
defect alters the thermal signature of the surface due
to change in the amount of heat generated.
Introduction:
The increasing demand for quality and reliable power
necessitates zero tolerance to any kind of defects.
In order to achieve maximum reliability of the critical
equipments like power transformers, circuit
Breakers are to be monitored and maintained at regular
intervals. In 2002 Distribution in Delhi was privatized
which led to formation of three distribution companies,
NDPL (North Delhi Power Ltd.) is one of them.
At that time the failure rate of EHV clamps and accessories
of switchgears in grid substations were high due to
which it was challenging to maintain connectivity in the
network. To offset the failure rate in grids, condition
based maintenance had been launched. Based on
which it was decided to run, repair and replace of the
equipments. Infrared thermography technique was one
of the effective tools, used for CBM.
Measures adopted:
a) For hot spots:-
The infrared thermography technique was introduced in
NDPL as a project in May2003 to locate the abnormalities/
hot spots in the grid substations and follow up till
rectification. Inspection had been scheduled quarterly
in the 45 grids. As a result, rate of tripping in grid stations
has been reduced to 70%. Critical hot spots have been
reduced 10 to 3 per grid per quarter. The following
are the benchmarks adopted for Thermography for
localization of Hot Spots:-
Temperature
observed
Category Recommendations
Ambient + less
than or equal to
20 C
Treated as
NORMAL
Keep monitoring
Ambient +
below 50 C
Treated as
SERIOUS
To be Scheduled
for PM
Ambient +
above 50 C
Treated as
CRITICAL
Immediate action
Report Format:-
Thermovision Scanning Report
Name of Grid: 66/11KV DSIDC NRL 1
Date of Scanning: 7th Sept 2007
Time of Scanning: 17.30HRS
Ambient Temperature: 34._ C
Detail of hot spots observed during Thermo scanning
Day 1 - Session I Users Feedback
4
Location: Power Tr.3 Load: 97Amps.
B ph Rear Bus Isolator clamp (Front bus Isolator side)
Temperature: 519.2 _ C, Category: Critical
Load: 150Amps.
Max. Temperature captured at Tr. tank 52.2._ C
Max. Temperature captured at Radiator 50.9._ C
Max. Temperature captured at Tap changer 62.7._ C
Abnormal Thermal pattern observed at tap
changer
b) For thermal distribution profile analysis:-
Thermal signature of equipments like Power Transformers,
circuit breakers, GIS substations, Capacitors etc have
been captured to study the thermal pattern variation
after every thermo scanning cycle. After detecting
thermal variation, the equipment is closely monitored
repeatedly till abnormality confirmation. By adopting
such type technique, we have succeeded to save our
equipments.
Case study
Thermovision Scanning Report
Name of Grid: Jahangir puri
Date of Scanning: 17th Aug 2007
Time of Scanning: 12.30HRS
Ambient Temperature: 37._ C
Location: 50MVA Power Tr.2
After Rectification
Name of Grid: Jahangir puri
Date of Scanning: 21st Aug 2007
Time of Scanning: 18.00HRS
Ambient Temperature: 35._ C
Location: 50MVA Power Tr.2 Load: 120Amps.
Max. Temperature captured at Tr. tank 46._ C
Max. Temperature captured at Radiator 44.9._ C
Max. Temperature captured at Tap changer 41.4._ C
After rectification the Thermal pattern at tap
changer observed normal
Nature of Fault: Abnormal heat generation in the Tap
changer at Tap no. 10 of Power Transformer.
Winding resistance test has been conducted by the
protection team, found abnormality in Y phase. After
dismantling of tap changer, pitting marks were found at
tap contact no. 10 of Y phase
SWICON 2008 Papers
5
Corrective Action taken: Tap no. 10 of Y ph has been
bypassed by the ring and tap position of transformer
has been shifted to tap 11. Infrared thermography has
been done for capturing thermal pattern on the tap
changer, which found normal.
For permanent corrective action, It has been planed in
month of October2007
Conclusion:-
Properly implemented and maintained, infrared condition
monitoring as a part of a total predictive maintenance
program can increase reliability and improve operating profit.
Infrared thermography assists in determining equipment
and facility maintenance priorities, enhance operational
safety and contribute to a stronger bottom line
Day 1 - Session I Users Feedback
6
Vacuum Switching Technology for Rectiformer
Application: A Case Study
Neelam Bhogal, Divya Joshi.
BHEL Bhopal
S.R. Chavan, K.N. Mathur
MPEB.
R.S. Malviya, U.P. Ekbote.
HEG Mandideep.
Introduction
Vacuum switching technology has dominated medium
voltage switchgear due to its superior performance. High
number of normal and fault current operations, minimal
maintenance requirement, high reliability and low energy
requirement place this technology much above others.
Vacuum technology is considered ideal for frequent
switching application due to various reasons like sealed
for life vacuum interrupter, maintenance free, low arc
energy, less arcing time, rapid dielectric recovery and
no switching By- Products. Very low & constant contact
resistance, no oxidation in vacuum ensures that contacts
remain metallically clean even after years of operation.
Due to extremely long electrical and mechanical life and
no fire risk feature it is preferred to use vacuum circuit
breaker as a switching device in special applications like
Arc furnace, Rectiformer switching etc.
Rectiformer Application:
Rectiformer switching duty imposes frequent switching
at variable loads & several make-break operations one
after the another during changeover. This special duty
calls for reliable breakers and proper design of power
supply system.
Rectiformers are generally used in Graphite industries,
Aluminum industries, Caustic soda industries and Alkali
industries.
Hindustan Electro Graphite Ltd (HEG) Mandideep Bhopal
is one of the leading manufacturer of graphite in Asia
where in rectiformers are used for graphitization. In
this, rectiformer converts 36 KV AC system voltage to
200VDC, 120000 Amps to heat the calcined Petroleum
coke/PITCH (Charcoal) cylindrical bars to 3000deg Cent
for graphitization.
In the system considered in the case study, vacuum
switchgears are connected to 28 MVA rectifier
transformers. Output of each rectiformer is terminated
to a common Bus which feeds Graphitization furnace
of rating 200 Volts D.C. and 240KA. CPC in the form
of granules obtained from petroleum industries are
crushed in different sizes and mixed with PITCH to form
paste. This mixture is then extruded in the form of bars
called green electrode. Green electrodes are then
baked at 750C to 800C to form baked electrode. The
Graphitization furnace consists of 2 columns of number
of baked electrodes which are shorted at one end. The
positive terminal of supply bus is connected to one
end of the furnace column and the negative terminal of
supply bus is connected to the end of the other furnace
column. The DC current is passed from positive Bus. The
charge in the furnace is comparatively low resistance
charge. As this charge gets graphitized, the resistance
further decreases and so the current increases. The
ultimate current is as high as 240 KA. The temperature
of the charge is increased to level of 3000C by passing
the current through itself, thereby heating it.
The furnace requirement is of the order of 240 KA. As
it is not economically possible to provide such a large
current by one unit, two units are paralleled. Each unit
supplies 120 K.A. The single line diagram of system is
shown in Fig-1. The process requirement is such that
constant power is fed to charge for a fixed duration.
The power is to be kept constant. This is achieved by 70
position On Load Tap Changer ( OLTC ) and a saturable
core reactor provided in each rectiformer.
Combination of OLTC and the controlled current in
saturable core reactor, controls the A.C. output of each
rectifier transformer and thus keeps the D.C output
constant. Each unit has an independent controller and
the power reference to each controller is half of the
total power to be fed to the furnace.
SWICON 2008 Papers
7
Switching operation in rectiformer
application:
1. Any one of the rectiformer is switched ON first with
the controller in MANUAL Mode.
2. After a delay of about 5 minutes, the other rectiformer
is switched ON with its controller also in MANUAL
Mode.
3. The controllers are then put in AUTO Mode one after
the other. Each rectiformer then gets loaded to the
required level automatically through the controller.
4. After completion of the required power input to
the furnace, the controllers for each unit are put in
MANUAL Mode. The rectifier transformer OLTC
is brought to tap 1 (minimum tap) and then unit is
switched OFF. Similarly the operation on the other
unit is carried out before it is switched OFF.
5. The switching ON and switching OFF operation for
each unit takes place two times, (i.e. switching ON
two times and switching OFF two times) in a period
of 28 hours. In case of tripping on any fault, the breaker
is opened on load. With auto circuit, the OLTC comes
to tap 1 i.e. minimum tap. The restarting of the furnace
follows the same sequence as described above.
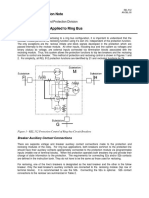
System interconnection :
At M/s HEG Mandideep, for rectiformer switching
application 36KV 25KA indoor vacuum switchgear type
VM36 of M/s BHEL make are installed. This switchboard
is feeding rectiformers No. 6 & 7 and is interconnected
to 36KV indoor Captive Power Plant (CPP) switchboard
through Tie Feeder.
Fig-3 36kV, kA vacuum circuit breaker trolly
Fig-1
The single line diagram of switchgears is shown in Fig-2
Generally Grid supply of 132KV is taken from one 40
MVA transformer and also the Generator of CPP feeds
the load of rectiformer through Tie feeder Breaker No.6
and Breaker No.11. Graphite s/s is paralleled with CPP
switchboard . Graphite switchboard feeding the load of
retiformers and CPP switchboard are at locations more
than half a Km apart.
History of fault
Fig-3 & Fig-4 shows 33KV, 25KA indoor vacuum
switchgear type VM36 of M/s BHEL make installed at M/
Fig-2
Day 1 - Session I Users Feedback
8
s HEG Mandideep.
The 33KV switchgears for rectiformer No. 6 & 7 were
commissioned and operated for supply to rectiformer
No.6 in March 05 and CPP switchboards were
commissioned in May 05.
First flashover:
The first flashover was reported on 19/06/05 in breaker
feeding rectiformer in Graphite substation .
(36kV, 25 kA vacuum circuit breaker trolley )
The observations made during investigation were as
below:
- Flash over marks were observed on vacuum circuit
breaker trolley.
- R- phase and Y-phase vacuum interrupters were found
punctured.
- Insulating support rod between pole head were found
burnt.
- Insulating shrouds of R-phase and Y- phase were found
blackened from inside.
- Black mark was observed around the R-phase & Y-
phase vacuum interrupter ceramic body.
- Breakers operation checked and found O.K.
- Inst. Earth fault relay operated in Bus coupler breaker
No. 3 and 132KV Grid Incomer breaker No. 4 and Tie
breaker No. 5.
The observation made during investigation were as
below:
- Flashover marks were found in cable chamber only. No
flashover marks were observed in Breaker
chamber and Bus bar chamber.
- R- phase and Y-phase epoxy insulators supporting
cable lugs were found cracked and burnt.
- All insulating phase barriers in cable chamber were
found blackened.
- 3 Nos. Current transformers found OK.
- Control cables in Cable Chamber found burnt.
- Spots of flashover marks were observed on LHS sheet
of CT chamber and rear cover.
- Pitting mark was found in mounting channel of bottom
insulators.
- Flashover marks were observed on support insulators
of adjacent feeder PT panel.
Sequence of tripping operation:
Refer Fig-2.
Initially Breaker sl. No 1, 3 to 11 were ON.
Tie-Breaker No.1 between Graphite switchboard
and CPP switchboard tripped on instantaneous over
current.
Grid Incomer breaker No.4 tripped on instantaneous
over current.
Generator incomer breaker No.10 tripped on IDMT
earth fault.
Incomer breaker No.6 and No.11 of CPP Switchboard
tripped on IDMT under voltage.
Full blackout occurred in Graphite substation & CPP
Switchboard.
Grid incomer breaker No.4 & Tie-Breaker No.1 were
Switched ON.
Tie to CPP switchboard (Breaker No.5) and Grid
Incomer breaker No.-4 tripped on earth fault creating
full black-out condition.
Incomer breaker No.6 of CPP switchboard racked
out.
Grid Incomer breaker No. 4 closed and supply restored
to Graphite substation & to CPP switch board through
incomer breaker No.11.
Third flashover :
Third flashover was reported on 22/07/05. Flashover
occurred in two switchgear panels feeding to
l
l
l
l
l
l
l
l
l
l
Fig-4 (36kV, 25 kA switchgear panel )
Second flashover:
Second Flash over was reported on 30/06/05 in Incomer
Breaker ( Breaker No-9) of 36KV CPP switchboard.
SWICON 2008 Papers
9
Rectiformers of 33KV switchboard of Graphite
Substation.
Observations made during investigation were as
below:
Breaker - A
- Flash over and Pitting marks were observed on R-Phase
vacuum interrupter to pole head.
- Vacuum in all 3 interrupters was found intact.
- Black marks were observed on all 3 bottle from
bottom.
- Pole head mounting plate found black near R-Phase
vacuum interrupter.
- Insulating shrouds found intact from outside. No black
marks were observed from inside.
Breaker B
- Vacuum loss observed in B-Phase vacuum interrupter
- R- Phase vacuum interrupter found healthy.
- Black marks observed at the bottom of R-Phase & B-
Phase vacuum interrupter.
- Shrouds were found intact from outside. No black
marks observed in B-Phase shroud from inside.
- Pitting marks observed on top R-Phase to pole
mounting plate and on link connecting operating rod.
- Megger value of support insulators and operating rod
found infinity.
Sequence of operations during flashover:
- Breakers were running on load.
- Breakers feeding to Rectiformer Unit 6 & 7 were
closed.
- At 5 A.M. load was 26 MW, 6.3 MVA Aux. Transformer
breaker tripped on earth fault.
- Flashover marks found on insulator in Aux. Transformer
breaker No.7.
- Aux. Transformer breaker racked out and isolated .
Capacitor bank breakers were not in service.
- Incomer#2 breaker No.6 of CPP switchboard tripped
which was feeding to Graphite switchboard.
- Generator breaker No.10 tripped.
- Power restored from MPEB and started power plant.
- Incomer#2 breaker No.6 of CPP switchboard closed.
- Furnace was started.
- Generator came into running at 10.00 AM
- 2 Rectiformers tripped because of failure in Trolley
system (High Temp)
- Breakers were switched ON.
- Both Breakers Tripped again after one hour.
- Trolley system high temp. signal
- Rectiformer breakers switched on.
- After half an hour Bus coupler breaker No.3 between
Siemens breaker and BHEL switch board tripped on
over current on B- Phase.
- Furnace stopped at 6 PM.
FAILURE ANALYSIS:
The 33KV switchgears for rectiformer No. 6 & 7 were
commissioned and operated for supply to rectiformer
No.6 in March 05. It continued to behave without any
trouble until the CPP was commissioned & connected
to this Graphite switchboard in which rectiformer No.7
was taken on load in May 05.
For the various faults the analysis was carried out and
the reasons are enumerate below:
In all the failures tripping had occurred from 132/33 KV
transformer as well as the CPP.
1. Overvoltages:
Observations made during different failures are
suggestive of voltage surges in excessive of with stand
strength of respective insulation having developed
during the period of the supply to the 36 KV switch gear
from the 132KV s/s & CPP operating in parallel.
The flashover and resulting failure of other equipment
started after the commissioning of HEGs 1x30 MVA CPP
and commencement of its supply to the rectiformers No.
6&7 through the 36 KV indoor switch gear connected
in parallel with the supply from the MPSEB Grid through
the 132/33 KV step down 2x40 MVA Transformers
having earthed neutral on primary as well as the
secondary side in the vacuum circuit breaker, the build up
of dielectric strength across the parting moving & fixed
contact is very fast . In this particular case where the
rated fault current of the order of 25000 Amps has to
be successfully interrupted, currents of small magnitude
associated with magnetizing, current of transformer
could get extinguished before current zero, in other words
it would get chopped. As the current flowing through
the inductance cannot change abruptly it continues
to flow by circulating in its winding capacitance. This
causes voltage across them to increase. Thus besides
increasing the voltage across the transformer winding,
it would cause increase in the restrike voltage across the
Day 1 - Session I Users Feedback
10
two contacts which could assume very high value and
cause rupture of the insulation. The observation listed
above are suggestive of high voltage having appeared
across the vacuum interrupter resulting in flash over.
2. System earthing:
As the CPP installation , although standing on a well
designed earth mat of its own , is about half a kilo meter
away from the 33KV Graphite switchboard installation,
also standing on a separate earth mat, the intervening
half a KM of path of the earth fault current through the
rocky stretch would offer a very high resistance . As
such under the post 132/33 KV -S/s-isolator-regime the
CPP-33 KV switch gear system operates as an insulated
or un-grounded neutral system. On such insulated
neutral system or ungrounded system, the voltage on
the un-faulted phases goes up and could assume a value
of phase to phase voltage above the ground. The rise
of their normal voltage from 33/RT3 above the ground
to 33 KV steady level is accompanied by oscillatory
transients which under unfavorable position of point on
wave when fault occur and could reach a peak value of
2.65 times i.e. 50.5 KV. In such cases the insulating parts
of the equipment connected in the system are stressed
continuously and damaged to the extent mentioned
above under observations made after faults.
3. Relay co-ordination:
As the 33 KV switchgear installation stands on an earth
mat connected to on which the 2x40 MVA 132/33 KV
Transformer with their earthed neutral are in operation
, substantially high magnitude earth fault current will
flow from the 132KV S/s and in view of the lack of co-
ordinated relay setting cause the operation of these
relay first and trip the 33 KV incoming. As a result of this
33 KV switchgear will lose the benefit of good earth for
the flow of earth fault current. The 33 KV switch gear
will remain energized from the CPP until its feed tripped
out. Observations of second and third fault indicates
this problem.
4. Environment:
In the relatively more humid conditions prevailing in
June/July and the unavoidable carbonaceous micron
level dust pollution that would have prevailed, leakage
currents followed by tracking would have commenced
on the insulating surface. Varying condition of polluted
area and consequential difference in resistivity along
the tracking path could eventually cause electrical
breakdown of air around and finally flashover across the
insulation resulting in earth fault.
5. Harmonics
Switching of rectiformer nonlinear load currents vary
widely from a sinusoidal wave shape and they are
extremely high in harmonic content. The harmonic
create numerous problems in electrical systems and
equipments like transformer and generator. These
harmonics causes overheating at far below the ratings.
These results from eddy current and hysteresis losses
of iron core, skin effect in conductors of windings. In
addition the harmonics current acting on impedance
of the source cause harmonics in the source voltage,
which is then applied to connected equipment causing
overheating.
The harmonics also complicate the application of
capacitors for power factor correction. At the point of
application of the capacitor the harmonic voltage and
current can reach dangerous magnitudes as well as they
lower the actual power factor. The sign of overheating
were observed in second and third failure.
6. Parallel switching of rectiformers:
On parallel switching of one rectiformer when another
one is on load, a unique phenomenon of high saturation
of transformer cores which could persist for several
seconds. This could cause current of the order of full
load current to flow for a long time & since furnace load
would be already on , very heavy current could flow for
several seconds. When the two rectiformers have to
be switched OFF after the load cycle gets completed
, the two may remain paralleled on the secondary side
by DC bus, the order of magnetizing current which the
two rectiformers carry and which have to be interrupted
by VCB , the instant of opening of controlling VCBs could
differ which may have unique values warranting onerous
interrupting duties on the two VCBs with over voltage.
Besides non-simultaneous instant of actual change of
contact (tap changing contacts in rectiformers) could
momentarily require handling of more than its share of
full load. This may impose unique duties on the VCBs.
And result into failures as observed.
Recommendations :
1) Proper System design incorporating various RC
circuits, Reactors & Capacitors to reduce over voltages
(harmonic as well as switching) generated in the
system . An appropriate surge diverting set-up needs
to be provided.
2) System Earthing : A suitably designed interconnection
between the two earth mat of Graphite substation
and CPP switchboard appears necessary to curb
occurrence of high voltage surges discussed in the
analysis above . The design should take into account
the magnitude of the prospective earth fault current
and based on earth resistivity, corrosive nature of soil,
SWICON 2008 Papers
11
lay earth bus bars of suitable cross section of area at a
suitable depth below ground level, keeping calculated
spacing between several earth buses interconnected
at suitable intervals so as to keep the earth potential
within limits.
3) Proper Relay co-ordination shall be ensured. The co-
ordination of relay operating time be reviewed to
ensure selective tripping of faulty feeders only.
4) The capacity of anti condensation heaters in the switch
gear cubicle shall be enhanced and shall suitably and
these be kept ON for longer duration during humid
conditions.
5) Use of _- _ and _-Y transformers in pairs as supply
to conversion equipment greatly reduce the adverse
effects of non linear loads. The effect is the same as that
of multi- pulse equipment Installing reactors between
the power supply and the conversion equipment reduce
the harmonic components of the current drawn by non
linear load . Also filter capacitors are protected from
switching surges produced by switched utility. Lastly
over sizing the system can be done.
6) Frequent maintenance of equipment shall be done
invariably to (i) clean the insulating parts and (ii) Check
the healthiness of vacuum interrupter mechanically.
Corrective Actions:
1) M/s Areva make Metal Oxide Lightening arrestors were
provided in the system on rectifier transformer having
rating 30KV rms, 10KA discharge current with 3 sec
discharge duration. Nominal discharge current 30
kA, pressure release current 40 kA class A, minimum
creepage distance 900 mm Insulation level withstand
capacity pf dry & wet 70 kV rms for one minute .
Impulse withstand voltage 170 kVp. as per IS 3070
-1993 / IEC 60099-part 4 1988.
2) System earthing between Graphite substation and
CPP switchboard was inter connected by using 2 Nos.
flats of GI of size 8 x 50 sq mm.
3) Relay co-ordination was revisited so that tripping
of feeder breakers were ensured before tripping of
upstream breakers.
4) Maintenance of equipment is being carried out
regularly.
5) For anti condensation, 3 nos. of heaters were provided
in each breaker chamber , bus bar chamber and cable
chamber.
Conclusion:
The analysis of various faults carried out suggest that
the system design is very important and care should be
taken for providing stable system by interconnecting
the different earth locations of the system, providing
suitable surge arrestors and sequencing of relay
operation. In addition frequent maintenance play
major role in keeping the various equipments in running
condition even in harsh environmental condition.
After implementation of corrective measures suggested
above, no failure has occurred since then.
Day 1 - Session I Users Feedback
12
Life Cycle and Asset Management
Condition Monitoring and Residual Life Analysis of the Circuit breakers
and Power Transformers:
G.S.Srinivasaragavan, D.R.Dharmadhikari
NDPL Delhi
Abstract
The focus of this paper centers on the Condition
Monitoring and Residual Life Assessment. These are
the modern scientific tools which provide accurate
measurement on the condition of the critical equipments
like power transformers and Circuit breakers. The
need of the RLA is based on the idea of operating the
equipments till the end of their useful life, rather than its
design life. This paves way for the performance based
management of the assets. To assess the condition
of the equipment, it requires the deployment of Non
destructive techniques and procedures. The results of
the tests performed on the equipments were compared
against the manufacturer standards and plotted
against the tripping data available with the company
database. The results were interpreted to match the
fault data and fault levels of grid stations recorded in
the recent past. Using the available knowledge and in
conjunction with a structured process of data collation
and interpretation, the thresholds associated with the
features representing the condition of the CB and Power
Transformers were determined. The knowledge and
understanding of the satisfactory and unsatisfactory
condition of the equipments was gained and made
explicit from the analysis of the Thermography, trending
of DGA test results for past 3 years, DCRM signatures
and trip coil signatures.
I. Introduction:
The increasing demand for quality and reliable power
necessitates zero tolerance to any kind of defects.
In order to achieve maximum reliability the critical
equipments like Circuit Breakers & Power Transformers
are to be monitored and maintained at regular intervals.
In 2002 Distribution in Delhi was privatized which led
to formation of three Distribution companies, NDPL
(NORTH DELHI POWER LIMITED - A joint venture of TATA
POWER & DELHI Govt.) was one of them. After formation
of NDPL, health check on various equipments across the
network had been carried out, based on which it was
decided to run, repair & replacement of the equipments.
The preliminary phase of repairing & replacing of the
critical equipments was completed. These equipments
had also completed 2-3 years of service, during which
certain equipments had been stressed by feeding faults
of considerable magnitude.
As part of life assessment of the equipments, a study
was carried out on grid station equipments especially
on Circuit breakers and Power Transformers which had
operated and fed fault currents during their service. This
paper deals with the analysis made on the Tripping data
and fault current seen by the breaker under
fault conditions and various tests performed on the
equipment. The tests performed on these equipments
were mostly OFF-Line and thermal scanning an effective
ON-Line tool was used to monitor the performance of
the equipments.
Ii. Holistic Approach To Condition Monitoring
And Rla:
Significant amount of money and time are spent in managing
critical assets each year and a variety of approach has
been employed, yet there are high profile failures that hit
the headlines. Any occurrence in the system and operation
costs lots of money, in the forms of:
Operational disruption
Loss of lives
Injuries
Assets damaged
Damage to corporate reputation
l
l
l
l
l
SWICON 2008 Papers
13
Environmental damage and pollution
What are the sources of problem?
Lack of maintenance
Ageing equipment
Inadequate design
Poor specification
Time constraints
Poor safety / operational management
O&M Manual not up to date
Poor / inadequate training
Inadequate consideration of environment and human
Performance interaction
Things are no longer running as we planned
Poor construction quality
Performance management:
The need to adopt more effective performance and
asset management regimes is one of the important
topic for the utility industries. The universal question is:
how can we strike the right balance between reliability
and quality of supply, and capital and operational
expenditure?
Commonly used processes adopt a reliability based
approach to managing systems. These are based on
understanding the failure rates of equipments and
implementing interventions based on that knowledge.
Key elements missing from this approach are the
understanding of the consequences of the failures and
risk that such failures present to the operations.
l
l
l
l
l
l
l
l
l
l
l
l
Methodology:
Identify Problems
Analyze the Problems
Evaluate
Treat
Track and Monitor
Review
Communicate and Document
Procedure:
The following procedure was adopted for breakers,
the tripping record of each and every breaker for past
2 years was collected (almost all the breakers were
replaced starting from first half of 2005) and the fault
current recorded by the Numerical relays on the breaker
in the recent past were noted down, the average value
was taken as reference and multiplied to the tripping
and cumulative fault current seen by the breaker was
obtained. The various tests performed on the breaker
included PI, Contact resistance, Breaker operating time
and Dynamic contact resistance. Thermal scanning
on breaker poles with very high contact resistance
was used for monitoring the same. The condition of
operating mechanism and auxiliary contacts was also
assessed by the timing and coil signatures.
In case of transformers the DGA analysis of oil were
carried out once in 6 months. As part of ON-Line
monitoring thermal scanning of the transformers were
done. The various test performed on transformer
included IR, PI, Magnetic balance, LV Tan delta, TTR,
Winding resistance and Device checks. The results were
analyzed to assess the condition of the Equipment and
remedial actions were taken.
III. Application Of Condition Monitoring:
Circuit Breakers:
CBs are expected to protect circuits and plant by
interrupting Short-Circuit current within a time in the
range of 80-150ms.Condition monitoring involves OFF
line test like Insulation resistance, contact resistance,
Timing, Dynamic contact resistance and trip coil current
signatures.
The significance of Dynamic contact resistance is that it
determines the condition of the arcing tip which never
gets reflected in the conventional tests. In principle
DCRM injects100A DC through the power contacts of
Circuit breakers while breaker is undergoing close-open
operation. During this short time span it measures the
voltage drop across the contacts dynamically and relays
it to the CB operational analyzer. The classical four wire
measurement method is employed to measure contact
Day 1 - Session I Users Feedback
14
resistance. Change in Micro Ohm values as moving and
fixed contacts engage and disengage is plotted against
time and a graphical record is obtained through the
analyzer. This dynamic record of micro ohm signature
helps to analyze the condition of the arcing contacts.
The significance of trip coil signatures is aimed on
the concept that the deterioration in CB condition
also results from its inertia, where the effects of
Stiction arising due to non operation or rusting of
mechanical parts can also result in CB failure or slow
operation of the breaker when it is most needed.
The deterioration of mechanical parts resulting from
frictional forces, coagulation of lubricants, etc. remains
disguised and subsequently neglected. Measurement
of CBs trip signature provides a useful insight into the
operation of the CB and its condition. In addition to
its primary function of controlling of the breaker trip
operation, the trip coil performs a secondary role as
a noninvasive condition monitoring sensor. Capturing
the trip coil current signature from the breaker at
first trip will serve as record for subsequent breaker
condition assessment. The control or trip unit of the CB
transforms the trip signal into the physical operation
of the breaker mechanism. The trip coil consisting of a
conducting coil wrapped around a movable iron plunger
eventually dislodges the trip latch via a nonmagnetic
tappet and a trip bar and ultimately, activates the main
latch, unlocking the operating shaft and discharging the
opening spring causing the main contacts of the breaker
to open. On initiating the trip command the trip coil is
energized by the station DC supply. The current flowing
through the CB trip coil generates magnetic filed
affecting a force upon the plunger moving it towards the
breaker latch mechanism. At the same time the motion
of the iron plunger induces EMF in the coil. When trip coil
is energized the current rises causing a magnetic field
to apply force on the iron plunger. When the force on
plunger exceeds that of stiction, the plunger begins to
move. The motion of plunger induces an EMF in the coil
by effectively reducing the current flowing through it.
As the plunger continues to accelerate through the coil,
the current flowing through the trip coil continues to fall
until the plunger eventually strikes the latch mechanism
where a sudden reduction in velocity of the plunger
occurs resulting in a corner in the current signature. The
combined mass of the plunger and the latch reduces the
plungers momentum, causing further reduction in the
coil current until it hits a buffer bringing it to rest. With
plunger at rest, the current increases to maximum rating
of the coil. Meanwhile the latch unlocks the spring
operating mechanism, releasing the stored energy
required to open the main contacts. As the coil is de-
energized by the breaker auxiliary contacts, the trip coil
current decays quickly to zero in accordance with the
coil inductance causing the plunger to return to its initial
position. The trip signature captured is characterized by
five salient features
1. Latch (ms) : Time taken for the trip coil solenoid to
release the latch and initiate the mechanism.
2. Buffer (ms) : Time taken for the breaker to come off
latch and operating mechanism to start moving.
3. Mcon (ms) : Time of main contact separation.
4. Acon (ms) : Time taken for the auxiliary contact to open
and coil current to begin reducing to zero.
5. End (ms) : Time at which coil current reaches zero.
Power Transformers:
Dissolved gas analysis of Transformer oil is based on the
breakdown of the molecules of oil locally, in certain types
of electrical faults such as ionisation, heating, arcing
and pyrolysis of cellulose. It is a powerful diagnostic
technique for on line monitoring the internal conditions
of Transformers due to its capability to detect defects in
the early stages before they develop into major faults.
In this method it is possible to check whether a
Transformer is subjected to a normal amount of ageing
and heating or whether there are incipient defects.
In order to make the interpretations applicable to
those cases of condition monitoring, where rise in
concentration of one or more individual gases is being
observed. The simplified approach, which forms the
new method of interpretation, is given in the table.
Sr. No. Rise in gas concentration Interpretation
1 Nil Normal Ageing
2 H2 Corona Partial Discharge
3 CH4 and C2H6 Thermal fault of low
temperature range up to
300C
4 C2H4 With or without CH4,
C2H6, & H2
Thermal fault of 300C or
700C or above
5 C2H2 with without H2,
C2H4, C2H6
Arc or flash over or
persistent sparking may be
along with overheating.
SWICON 2008 Papers
15
The two commonly used interpretation techniques of
DGA were used:
Rogers Ratio Method
IEC 599 Method
NDT & Trend Analysis:
Initially Three grid stations (Gulabi Bagh, Rewari Line,
Rohtak Road) were selected for carrying out RLA on
equipments. Critical equipments like Transformers and
33/66KV Circuit Breakers were considered for the study.
Dynamic Contact Resistance measurement was carried
out on Circuit Breakers as part of RLA study. Software
tool developed by our Business Associate was used for
condition monitoring and trend analysis of the electrical
equipments.
Tests
on Breakers
IR Contact
resist
ance
Timing DCRM No. of
tripping
captured
since July
2005
Transformer -1 1
SB Mill-1 2
Ramapura-2 2
Delhi I/C-4 Not
done
4
Delhi O/G-1 4
Delhi O/G-2 Not
done
Not
done
9
Delhi I/C -1 6
Delhi I/C-2 4
Vishal - 1 5
Rampura-1 5
Rama Road 19
DMS/Prasad
Nagar
3
Shazada bagh 2
Vishal-2/Sudar.
park
11
Examples of Major discrepancies observed
were as follows:
1. Incomer Delhi - 4, Breaker R & B phase poles were not
closing properly. Contact resistance was not getting
recorded, While meggering across the pole, the gap
got bridged at 5KV. Manufacturer had visited the site
and decided to replace the poles. Poles were replaced
on 13-04-2007.
2. S.B. Mill -2, Breaker Closing operation was successful
only after issuing repeated commands. The problem
was attended by Manufacturer representative by
adjusting the mechanism assembly at site.
3. S.B.mill -1, Breaker BHEL make, spring charging motor
l
l
was getting stuck half way after closing operation
of breaker. The problem was sorted by checking the
linkages of the mechanism.
4. Power transformer-1 WTI, Buchholz trip were
functioning intermittently because of loose connection
at marshalling box, the same was rectified.
5. Faizroad / Anandparvath breaker closing operation was
not successful from timing kit (which gives command
similar to scada 10 cycles) but was closing manually
by switch where command time is for few seconds
range. The mechanism was adjusted by manufacturer.
However tripping time recorded is 65 ms (limit is 45 +
- 10 ms). Needs to be attended.
Thermography:
This technique is an effective tool in identifying the
discrepancies by virtue of the thermal distribution
along the surface of the scanned objects.
Thermography image of grid equipments
Name of Grid: Gulabi Bagh
Date of Scanning: 28th March 2007
Time of Scanning: 11.30HRS
Ambient Temperature: 33_ C
Heat distribution on Trf-1
Radiator fins no 4 Radiator is Blocked
Day 1 - Session I Users Feedback
16
Analysis of the Captured data:
Average values of Breaker Contact resistance and
breaker close and open timing of different makes were
plotted and compared against the limits provided by the
manufacturer.
LIMITS
Make Contact
resistance
Close
timing
Open
timing
Closing
discre
pancy
opening
discre
pancy
Mfg. 1 50 _ 80 ms 40 ms 4 ms * 3 ms *
Mfg. 2 45 _ 85 ms 50 ms 4 ms * 3 ms *
Mfg. 3
type-1
50 _ 85 ms 55 ms 4 ms 3 ms
Mfg. 3
type-2
50 _ 60 ms 35 ms 4 ms 3 ms
Contact resistance measured were plotted
against No. of tripping of the breakers
The breaker trip coil analysis also revealed
the condition of the mechanism.
Auxilary contact
did not open
Good Signature-
Mfg - 3 Type -2
The graph clearly indicates that there is direct correlation
between the No. of tripping (No. of times Fault currents
seen by the breaker) and the contact resistance.
Calculation of the Remnant Life of the
equipment against the design value:
Based on the design values, the breaker should be
capable of interrupting the faults current until the
cumulative value reaches 15000KA2. The fault current
recorded by the Numerical relays on the breaker in the
SWICON 2008 Papers
17
recent past were noted down, the average value was
taken as reference and multiplied by No. of tripping
and cumulative fault current seen by the breaker was
obtained.
Make LINE If Avg. If (A) If
2
<
15000 KA
2
Mfg.-3
Type-1
OG INDER
PURI CKT
4977 24886 619.34
Mfg.-3
Type-1
OG
MAYAPURI
CKT
2094 2094
4.39
Mfg.-3
Type-1
IC FROM
50MVA
TRF-1
1119 3357 11.27
Mfg.-3
Type-1
OG WDDC
CKT-1
6705 6705 44.96
Mfg.-3
Type-1
OG WDDC
CKT-2
4645 13936 194.21
Mfg.-3
Type-1
NARAINA
CKT-2
5172 98276 9658.26
Mfg.-3
Type-1
IC FROM
50MVA
TRF-2
2863 8590 73.79
Mfg.-3
Type-1
WDDC
VISHAL
CKT-1
6169 30847 951.55
Mfg.-3
Type-1
WDDC
VISHAL-
CKT-2
5395 59351 3522.55
Mfg.-3
Type-1
WDDC
VISHAL-
CKT-2
10557 52786 2786.43
Mfg.1 Naraina
CKT 2
4881 92745 8601.70
Mfg.1 SB MILLS
CKT-1
4034 8070 62.12
Mfg.1 RAMPURA
CKT-1
8219 41098 1689.07
Mfg.1 SHAHZADA
BAGH CKT
6957 13915 193.63
From the above it is clear that all the breakers are
very well within the design limits as per as the fault
interrupting current is concerned. However, the test
results indicated some attention is required on the
breakers with respect to the mechanism (timing & pole
discrepancy) and contact resistances.
Major problem requiring immediate attention:
Make of
bkr.
Common problems No. of
breakers
Total No.of
breakers
Mfg. 1 1. Contact resistance high 2 4
2. Pole discrepancy (closing/
opening)
4
Mfg. 2 1. Contact resistance high 4 9
2. Closing / Opening time
High
1
3. Pole discrepancy (closing/
opening)
2
Mfg. 3
Type-1
1. Closing / Opening
operation not getting
executed from CB analyzer
(pulse duration 200ms) due
to mechanism problem
6 19
2. Opening time high 14
3. Pole discrepancy (closing/
opening)
5
Mfg. 4
Type-2
1. Opening & closing time
high
1 8
2. Pole discrepancy (closing/
opening)
2
Transformers:
The transformer test results were found to be normal
there had been minor problems with the auxiliary circuits
and protection devices were also rectified.
Equipment Description
GULABI BAGH GRID
Power Transformer - 1 MOG Indicator is defective. Cooling
fans 2,4,5 are only functioning
on auto. Other 3 fans two are no
functioning and one is functioning
directly by switching on the MCB.
Thermal scanning carried out on
Power Transformer-1, Indicated
that one of the radiator was not
in service, There was also hot spot
observed on R phase LV bushing
palm Clamp.
Hot spot observed in R-phase LV
bushing palm clamp
Power Transformer - 2 Transformer-2, Buchholz trip and
PRV trip wires were not terminated
properly at marshalling box., the
same was rectified.
Cable termination - Lug seal
displaced into LV cable.
Day 1 - Session I Users Feedback
18
REWARI LINES GRID
50MVA Power Transformer - 1 Device alarms (OTI, WTI, Buchholz,
MOG) are not appearing in the
control panel and WTI, PRV trip is
also not functional.
1 OLTC is also not functional.
50MVA Power Transformer - 2 1. OLTC electrical operation is not
functional.
16 MVA Power Transformer-1 1. OTI&WTI Alarm and trip Circuit
not functional.
20MVA Power Transformer-2 1. OTI&WTI Alarm and trip Circuit
not functional.
20MVA Power Transformer-3 1.OLTC electrical operation is
getting stuck between taps due to
over travel and operation of limit
switches.
ROHTAK ROAD GRID
20MVA Power Transformer-1 1. Oil leakage observed from OLTC,
radiator flange gaskets & main tank
top flange gaskets respectively.
2.OLTC is also not functional.
.Power transformer-1 WTI,
Buchholz trip were functioning
intermittently because of loose
connection at marshalling box.
20MVA Power Transformer-2 1.Hot spot observed in cable
connections.
2. Oil leakage observed from OLTC,
radiator flange gaskets & main tank
top flange gaskets respectively.
20MVA Power Transformer-3 1.Oil Circulations in radiators were
found abnormal in 2 Nos.. of
Fins.
The trend analysis of the DGA of transformer has
helped to track the condition of transformer and helped
in taking timely corrective action. As an example the
transformer -2 at Rewari lines had poor oil quality and
required degassing. The improvement in the quality was
evident from the DGA trend analysis after carrying out
degassing in Nov.2006.
Conclusion:
The maintenance related defects noticed during the
study were rectified locally. Critical problems like of
pole discrepancy, timing etc which required high level
expertise were referred to the manufacturer and
corrective action were taken accordingly.
These equipments are monitored at regular intervals for
physical and thermal properties. The data obtained from
the study is loaded onto the software supplied by our
vendor for further review, trend analysis. The corrective
action is also logged into the software for further
reference. The following benefits were harnessed from
the study.
1. To understand the condition of the assets and evaluate
the risk involved in the operations.
2. Tracking of assets.
3. Provides focus on the control measures and the
causes.
4. Helps to measure the effectiveness of controls
mechanism in treating the problems.
5. Provides an effective tool to compare the performance
of different products in system.
REFERENCES:
1. IEEE transaction on power delivery.
SWICON 2008 Papers
19
Asset Management of EHV Class Circuit
Breakers in Powergrid Network
R.K.Tyagi, N. S. Sodha, R.G.Yadav
Power Grid Corporation of India Limited
Synopsis
In POWERGRID, about 2000 nos. EHV class Circuit
Breakers are in service. Nearly 40% of CB population
have completed more than 10 years of service. Over
last 10-12 years, failure data and condition monitoring
test results have been critically analyzed and timely
rectification of defects have helped in reducing the
failure rates of Circuit Breakers. Based on Operation
feedback and in-depth analysis of critical parameters,
maintenance intervals have also been extended. In this
paper, residual life assessment of various components
of Interrupters, Operating links and Driving Mechanisms
has been discussed which is based on evaluation of test
results of various condition monitoring tests and internal
inspection carried out along with manufacturers of
Circuit Breakers.
1.0 Introduction
One of the most important requirement of an electrical
power system is the availability of quality Power to its
customers which depends on the reliability of each
element and circuit breakers also play very vital role. With
addition in power generation, there is fast development
of EHV Transmission Networks at higher service voltages
with many inter regional and inter state interconnections.
This situation demands higher reliability from circuit
breakers. Therefore, better understanding of the failure
mechanisms and their consequences on operating circuit
breaker population is necessary. Worldwide, utilities are
adopting new maintenance strategies. From the age old
periodic or time based maintenance, utilities are shifting
to Condition Based maintenance to extend the time
intervals of the inspections/ service depending on the
type of circuit breaker or drive. The main aim is to get the
experience of the optimum time intervals best suited to
a utility without accepting higher risk of failures.
In POWERGRID Network, EHV Circuit Breakers population
based on type of insulation and type of drives are given
below:
2.0 Failures of Circuit Breakers
Like any other Equipments, Circuit Breakers also follow
typical Bath tub curve as given in figure-1. Initial failures
of Circuit Breakers may be due to poor erection/
commissioning, material/ process quality issues or other
teething problems and later towards the end of useful
life of Circuit Breakers due to ageing process. While
initial failures get rectified/ attended under warrantee/
guarantee clauses by suppliers yet the midlife failures
cause huge financial losses to utilities and should be
prevented.
Type of Insulation
Type of drives
Day 1 - Session I Users Feedback
20
In POWERGRID, there have been number of failures of
circuit breakers in 1995/1996 mainly due to component
failures e.g. operating levers, Pre-Insertion Resistors and
operating drives. The failure reasons are listed below:
l Mechanical failures of Operating links/ levers
l Misalignment of Contact Assembly due to loose nuts
l Mechanical breakage of PIR moving contacts/ pull
rods
l Aluminum clevis used for tie rod connection got
sheared
l Magnetic Ventil/ Valve failures leading to air leakages
l Pilot Valve and Main valve failures in case of hydraulic
mechanisms
When all CB failures were analyzed, they could be
classified into various categories as given below:
Sr.
No.
Nature of defects %age failures
Major Minor
1 Mechanical failures of
operating links
20 3
2 PIR related failures 27 1
3 Electrical failure concerning
the main circuit
31 2
4 Operating Mechanisms 7 67
5 Auxiliary and Control Circuit 0 10
6 Grading Capacitors 13 7
7 Tie Rod operating rod 2 10
POWERGRID has a system of associating Suppliers/
Manufacturers in failure analysis so that cooperative
effort leads to meaningful detailed analysis and therefore
corrective & preventive measures are agreed to and
implemented for entire population. In-depth analysis of
failures revealed that material defects/ manufacturing
defects have led to majority of the above failures. The
components like Bell Crank levers, magnetic ventils,
PIR pull rods etc. were modified with active support of
manufacturers and modified components were replaced
during refurbishment of circuit breakers. In this paper,
assessment of various components during internal
inspection/ overhauls and experience on condition
monitoring of Circuit Breakers has been detailed. Many
Circuit Breakers have been opened based on abnormality
detected during condition monitoring tests.
3.0 Condition Monitoring of Circuit Breakers:
The following site tests are carried out routinely on
Circuit Breakers:
On Line Monitoring
1. SF6 gas density monitoring
2. Trip coil supervision
Off Line Monitoring
1. CB Operating Timings
2. Dynamic Contact Resistance Measurement
(DCRM) and Contact Travel Measurement
3. Capacitance and Tan Delta Measurement of
Grading Capacitors
4. Dew Point measurement of SF6
5. Static Contact Resistance Measurement
6. Insulation Resistance Measurement
7. Trip/ Close Coil resistance measurement
8. Trip/Close Coil stroke and Gap (between lever
and trigger) measurement
9. SF6/Air pressure switch settings
10. Compressor On/Off settings
11. Air Pressure drop tests.
Condition monitoring of various components of CBs
is carried out based on in-depth analysis of above
test results. Expert Group members are associated
for evaluation of test parameters. The standard/
acceptable values for different test parameters have
been specified for different tests and recorded test
results are monitored w.r.t. permissible limits and drift
from the pre-commissioning values.
4.0 Residual Life Assessment of various com-
ponents of Circuit Breakers:
In POWERGRID, about 2000 nos. Circuit Breakers
are in service. About 800 nos. Circuit Breakers have
completed more than 10 years of service. As per CB
manufacturers re-commendations, EHV Circuit Breakers
are to be generally inspected/ refurbished after every
Figure-1
SWICON 2008 Papers
21
10 years of service or 5000 operations. Since, number
of operations of EHV class Circuit Breakers is generally
less, major overhaul decisions are based on number of
years in service. In POWERGRID, condition monitoring
philosophy of Circuit breakers has been adopted and
time based (after 10 years) maintenance is not carried
out as major overhaul decisions are generally based
on condition monitoring results i.e. Condition Based
Maintenance Philosophy is adopted.
Operating Drives are the most critical components
which start giving trouble after about 10 years of service
whereas Interrupting chamber and Pre-insertion chamber
components are generally reliable and may not require
inspection even after 15-16 years of service. Grading
Capacitors used for uniform voltage distribution have
shown degradations after about 12-15 years of service.
The residual life assessment of various components of
Circuit Breakers as carried out in POWERGRID is detailed
below:
4.1 Operating Mechanism
4.1.1 Pneumatic Drives
Pneumatic drives start giving trouble like air leakage,
aluminum oxide formation, worn out gaskets etc which
may lead to major or minor failures of Circuit Breakers. In
POWERGRID, about 50 nos. Circuit Breakers have been
taken up for major inspection/ refurbishment of drives
after 12-16 years of service. The components which
generally show distress/ failures are:
(a) Air leakages from Control Valves like Magnetic Ventil
(b) Aluminum oxide formation on various components
of drives leading to sluggish/ incomplete closure of
contacts.
(c) Dry out of operating pistons with no traces of
lubricant.
(d) Bearings used in the drive, are generally healthy but
dry with no traces of lubricants.
(e) Looseness of fixing nuts/ bolts due to high pressure
impact during CB operation
(f) Looseness of Trip/ close coil fastening nuts.
(g) Gaskets are generally worn out
(h) Drifting of pressure switch settings
4.1.2 Hydraulic Drives
Hydraulic drives are generally complex; require high quality
material and machining process. These aspects are to
be properly checked during production and assembly.
Hydraulic drives generally have more teething problems
due to oil leakage etc. Because of natural greasing by
hydraulic oil wear and tear during operation is lower and
thus life expectancy is higher. About 300 nos. out of 450
nos. total hydraulically operated CBs have completed
more than 10 years of service and performance is
generally satisfactory. Following problems are generally
encountered in case of hydraulic drives:
(a) Oil leakages from control valves like pilot and main
valves.
(b) Pressure drop in N2 accumulator due to leakages
(which is about 3-4 bar per year requiring regeneration
of N2 accumulator after about 12-15 years of service).
(c) Hydraulic oil require replacement after about 18 years
of service due to loss in lubricating Properties.
4.1.2 Spring Operating drives
The performance of spring operating mechanism is
most reliable even after 16-18 years of service. The
problems which are encountered are:
(a) Breaking of charging belt/ chain.
(b) Worn out of bearings.
(c) Worn out of Cam lever assembly.
4.2 Interrupting Chambers
The Interrupting chambers are most critical components
in Circuit Breakers. Many failures encountered are mainly
due to mechanical defects like breakage, misalignment,
looseness of bolts etc. Since fault levels in Indian EHV
System are generally lower as compared to rated/
designed fault levels of CBs, the erosion of contacts due
to faults currents is not the main reasons of CB failures.
With implementation of Dynamic Contact Resistance
Measurement, most of the defects are detected at the
incipient stage and corrective and preventive actions
are taken well in advance and hence avoiding major
failures of Circuit Breakers. The major overhauling/
refurbishment after 10 years of service as per the
recommendations of Manufacturers is not adopted in
POWERGRID. However, to gain the experience, about 20
nos. CBs (both indigenous and imported) were taken up
for internal inspections based on the recommendations
of manufacturers and in almost all the CBs, the condition
of various components like Arcing contact, main
contacts, operating levers, PIR link, PIR contacts were
generally healthy thus proving our refurbishment policy
of condition based and not time based maintenance.
On contrary, Condition Monitoring like DCRM, Travel,
operating timings etc. indicate true condition of various
components and decision regarding refurbishment/
major overhauls can be based on in-depth analysis of
these critical parameters. 110 nos.Circuit Breakers have
been taken up for internal inspections based on critical
analysis of these parameters and based on evaluation
of failures of various components. The defects observed
Day 1 - Session I Users Feedback
22
on internal inspections were:
(a) Erosion of main/ arcing contacts
(b) Pitting marks/ holes on blast cylinders
(c) Looseness of coupling bolts
(d) Bending of PIR links
(e) Damage of PIR contacts
(f) Fingers of the main contacts loose/ out of the place.
(g) Looseness of hex screw of main/ arcing contacts
The defective components were replaced by new /
modified components. In particular make, failures of
few components were very high and these components
were critically analyzed for mechanical stresses. After
modifications and mechanical endurance test (10,000
operations), following components were replaced in
the entire population of such CBs taken during major
overhauls:
(a) Bell Crank Levers
(b) PIR pull rod
(c) PIR moving contact assembly
The timely refurbishment of various components
based on condition monitoring has helped POWERGRID
in reducing the failure rates from 1.06% per year in
1996 to about 0.20% per in 2007. Over the years, the
performance of Circuit Breakers in POWERGRID has
improved considerably.
4.3 Support Columns
The components of Support Columns like operating rods,
dynamic seals (top/bottom) are generally healthy. In
about 10 cases (out of 110 nos CBs inspected), following
defects have been encountered in operating drives:
a) Loosening of metallic joint (top/ bottom) of the Tie
rod leading to over travel of moving contacts and
consequential damage of main contact assembly.
b) SF6 gas leakages from bottom Etna rubber dynamic
seals
These defects are generally detected by condition
monitoring using DCRM and SF6 gas leakage detection.
5.0 Phasing Out of Circuit Breakers
Phasing out policy is in place for replacement of Circuit
Breakers which are of obsolete design and also phased
out by manufacturers and after sales support not being
provided by suppliers. About 30 nos. 400kV/ 220kV
Circuit Breakers have been replaced which fall under this
category. The assemblies/ components of dismantled
Circuit Breakers are being utilized as spares for balance
operating CBs of the same lot/ design. This has also
resulted in bringing down Circuit Breaker failures.
6.0 Benefits derived by POWERGRID
Condition monitoring and residual life assessment
based internal inspections have helped POWERGRID
in reducing CB failures. The availability and reliability of
CBs has improved considerably. The asset element,
which was troublesome and problematic in past, is now
performing satisfactorily. Condition based maintenance
philosophy has proved very useful in extending the time
intervals of major overhauls/ refurbishment. About 100
nos. 400kV Circuit Breakers are operating satisfactorily
even after 17/18 years of service and so far major
overhaul/ refurbishment have not been undertaken.
7.0 Conclusion
Managing a very large asset base of EHV Transmission
equipment throughout India with high availability
and reliability standards is really a challenging task.
POWERGRID asset management policy takes care of
each asset element. Condition monitoring tools have
proved very useful in reducing the failure rates by timely
rectification of defects. Implementation of these
techniques required expertise and detailed analysis
of test data. Introduction of new concept requires lot
of training efforts and also close coordination among
policy makers and users. Residual Life Assessment of
Circuit Breakers has helped POWERGRID in modifying the
maintenance intervals which has helped in staggering
and proper scheduling of maintenance efforts &
resources.
REFERENCES
[1] T. Orlowska, G. Balzer, H. Halfmann, C. Neumann, A. Strang, Life
Cycle Management of Circuit Breakers by Application of Reliability
Centred Maintenance, CIGRE 2000
[2] Jim Reid, Measurement of Life and Life Extension, CIGRE 2002
Session, 13-302
[3] C.Neumann, G.Balzer, J.Becker, R.Meister, V.Rees, C.E.Solver, Stress
of HV Circuit Breakers during Operation in the Networks-German
Utilities, CIGRE 2002 Session, 13-304.
[4] A.L.J. Janssen, W. Lanz, D.F. Pulo, G. De. Rodiguous, D. Makareinis,
Life Management of Circuit Breakers, CIGRE-2000.
[5] G.Balzer, D.Drescher, F.Heil, P.Kirchesch, R.Meister, C.Neumann, Evalu-
ation of Failure Data of HV Circuit Breakers for Condition Based
Maintenance, CIGRE Session, A3-305
Acknowledgement
The authors are thankful to the POWERGRID Management
for permitting them to prepare this paper for SWICON,
2008. The views expressed in this paper are of the
authors and not necessarily that of the POWERGRID
Management.
SWICON 2008 Papers
23
Dynamic Contact Resistance Measurement for
EHV Class Circuit Breakers-
A Powerful Diagnostic Tool
Ravindra Kumar Tyagi, S.Victor Selvakumar, Narendra Singh Sodha
Power Grid Corporation Of India Limited, India
Synopsis
In the modern EHV network, system availability and
reliability of each element is of utmost importance. In
order to minimize outages due to equipment failures,
modern Condition Based Maintenance Techniques are
designed to predict deterioration of components of
Equipments in service. Due to early warning, preventive
and corrective actions can be taken before any mal-
operation/ failures. Measurements have to be compared
with pre-dispatch factory and pre-commissioning test
results for proper trend analysis. In this paper, experience
of POWERGRID on implementation of Dynamic Contact
Resistance Measurement (DCRM) for monitoring
condition of EHV Circuit Breakers is discussed in detail.
48 nos Circuit Breakers have been taken up for internal
inspection for anticipated erosion/ misalignment/
mechanical defects in Contact Assemblies and
were rectified at site, thus proving the efficacy of
DCRM. Timely rectification action could save major
failures of many Circuit Breakers.
1.0 Introduction
POWERGRID EHV network has about 2000 nos. EHV
class (400kV/ 220kV/132kV) Circuit Breakers with
age profile ranging from 0-25 years. The population
is multi-aged with 800 nos. CBs have completed more
than 10 years in service. There were about 30 nos. failures
of Circuit Breakers in mid nineties due to component
failures in the Interrupter Assembly. The failures in
most of the cases were due to mechanical breakages/
damages and erosion of main/ arcing contacts.
Although routine testing like timing measurements,
static contact resistance measurement, dew point of
SF6 gas measurement etc. were carried out still such
defects could not be identified at incipient stage. As a
result, these failures occurred causing severe damage
to CB poles as well as to neighboring equipment as a
consequence. The condition monitoring techniques
were reviewed thoroughly involving manufacturers and
instrument suppliers. It was decided to evolve a new
technique, which could indicate the condition of main
contacts and other misalignment problems in dynamic
state. A need was felt to introduce special condition
monitoring technique, which could be helpful to take a
right decision for taking suitable remedial measures at
the right time.
2.0 DCRM -basic Principle
EHV class Circuit Breaker Interrupters normally have
Arcing and Main current carrying contacts. During
close condition, both main and arcing contacts are in
close position and system current flows through main
contacts.
When CB undergoes Close-Open operation, arcing
contacts close before main contacts during closing
operation while during opening of the CB, main contacts
open first followed by arcing contacts. Hence, heat-
ing and ablation of contacts due to pre-arcing or post
arcing takes place in Arcing Contacts and thus undergo
erosion. Conventional Contact Resistance measurement
indicates condition of main contacts and erosion/ wear
of arcing contacts is not reflected by this test.
Exhibit - 1
Exhibit -2
Day 1 - Session I Users Feedback
24
Generally manufacturers recommend opening of the
CB interrupter for major inspection either after a fixed
interval or based on number of CB operations. Based
on such recommendations, few CB interrupters were
opened for trial internal inspection. It was found that
main contacts were almost brand new (Exhibit- 1&2)
without any erosion. In contrast, there were few CB
failures due to erosion of main contacts even before
the prescribed inspection periods (Exhibit-3). Normal
CB operating time measurements and static contact
resistance measurement could not detect these
defects.
Measurements are recorded with a resolution of 100
(s to record resistance values with precision as well to
record transfer of current from arcing to main contacts
and vice versa. This requirement is vital for computing
arcing contact length. The Analyzer has six analog
channels, which may be used for recording contact
resistance, trip/ close coil currents, injected current and
contact travel etc. In such precision measurement, test
kit with 10kHz sampling frequency is required.
3.0 Evaluation of Test Results
Evaluation of DCRM signatures is based on trend
analysis of signatures right from factory test results
after assembly at shop floor. Since factory and pre-
commissioning stage DCRM signatures, were not
available, it was initially difficult to accurately evaluate
the condition of CB contacts and other operating levers.
Analysis required in-depth knowledge of CB contact
configuration, geometry and travel speed etc. The
calculation of arcing contact length, contact insertion,
and contact overlap can be computed from these
signatures. Co-operation from manufacturers was very
vital in evaluating test signatures. DCRM signatures
indicating wide variations with respect to earlier
signatures/ fingerprints, is an indication of erosion of the
Contacts, misalignment, loosening of coupling etc. Such
a condition may lead to transferring of Arc Current from
Arcing contacts to Main contacts during trip operation
and subsequent commutation failure.
4.0 Internal Inspection of Suspected Cbs
DCRM Signatures of 2,000 Circuit Breakers have been
evaluated by experts having in depth knowledge of
contact geometry, contact movement, contact insertion
and other important parameters. DCRM signatures are
generally different for different type/ make of CBs. To
co-relate DCRM signatures with actual condition of
CB components, few circuit breakers were taken up
for internal inspection. The variations in Resistance
and Travel curves have been correlated with behavior
of various components. Abnormalities like loosening
of arcing contact or moving contact assembly shall
be reflected by variations in DCRM Signatures for a
longer period whereas effect of Erosion of Arcing/ Main
contact shall result into variations in Resistance curve
for a very short period during close and trip operations.
Recording Contact Travel along with Contact Velocity
is very useful in computing insertion/ wipe of Main and
Arcing Contacts. Transducers are to be attached with
Operating Rods so that travel can be measured directly.
The problems of operating mechanism like misalignment
of operating piston, lubrication problem can be
detected by contact insertion measurement. Normally
in pneumatic operating mechanism, misalignment/ Figure-1
Exhibit-3 Erosion of Contacts
DCRM Test was introduced in POWERGRID for condition
monitoring of Circuit Breakers in 1996/97. In this test,
100 Amp. d.c. current is injected as soon as CB closes
and contact resistance in dynamic condition of the CB
is recorded by measurement of milli-volt drop across
CB contacts. Contact resistance of arcing as well
main contacts can be measured using DCRM kit. The
variations in the measured resistance versus time
signature will be seen as a finger print for the breaker
contacts and can be used as benchmark for comparing
with future measurements on the same breaker. This
provides information on the condition of the breaker
contacts. Each break of the CB may have different
DCRM signature and therefore data bank of test results
is must from pre-commissioning stage. A typical DCRM
schematic is given in Figure-I.
SWICON 2008 Papers
25
dried piston may result into incomplete insertion of
moving contact assembly and hence checking contact
insertion is very much essential otherwise Contact
Burning followed by shattering of CB Interrupter may
take place. Following defects have been detected by
evaluation of DCRM Signatures so far in POWERGRID:
1. Erosion of Main Contact.
2. Erosion of Arcing Contacts.
3. Looseness of moving/ fixed contact assemblies.
4. Misalignment of moving/ arcing contact assemblies.
5. Lubrication problem in operating mechanism.
6. Misalignment of operating piston.
7. Incomplete insertion of Contacts.
Based on evaluation of DCRM Signatures, number of CBs
have been identified having defects in main contacts,
arcing contacts, contact assemblies and operating
mechanism etc. The problems/ defects were rectified
and CBs were put back into service. Timely rectification
of defects could avoid major failures at later stage. In
this paper 3 case studies have been discussed:
CASE STUDY- 1
The 400 kV CB was commissioned in 1993 and was
installed in Transformer Bay. The CB was tested for
DCRM test in January2007. Recorded DCRM Signatures
of Y pole as given in Figure-2, indicated abnormality
in contact assembly. As observed, dynamic contact
resistance after closing of main contacts was not stable
and wide variations were visible.
Figure-2, Unstable Resistance Curve shown in green colour
causing misalignment and subsequent damage to silver
plating on contact assembly. Contact assembly was
changed and fasteners were tightened to the required
Torque.
Figure-3, Injected current 50 Amp as against 100 Amp (blue colour
curve)
CB was opened for internal inspection and it was found
that silver plating on main contact has given away
(Exhibit-4). On further checking, fastening nut used
for fixing moving contact assembly was found loose,
Exhibit-4, Silver Plating damaged
CASE STUDY -2
The CB was commissioned in 1991 and controlling a
Transmission line. In May 2007, the CB was tested for
Dynamic Contact Resistance Measurement and test
results were compared with earlier DCRM Signatures.
As observed (Figure-3) injected current increased in two
steps (1) 50 amp closure of Arcing contacts (2) 100 amp
on closure of Main contacts. Normally injected current
shall be 100 amp but due to high resistance of Arcing
contacts due to Erosion/ Looseness, test kit may not be
able to inject full current.
Day 1 - Session I Users Feedback
26
The CB was taken up for internal inspection in presence
of Manufacturers representative. On opening, Arcing
contact in Moving contact assembly was found loose
and black/ arcing marks were observed on threaded
portion (Exhibit- 5). Contact looseness resulted into
higher resistance and hence test kit could not inject full
current. The defective contact was replaced and CB was
put back into service. Timely rectification could save
major failure of Circuit Breaker.
CASE STUDY-3
Pneumatically operated CB was commissioned in
2005. DCRM test conducted in February2007 revealed
abnormality in the contact Assembly but defect was
at incipient stage. The CB was operated for 30 CO
operations so that defect could be detected on internal
inspection. DCRM test was repeated after 30 nos.
operations and abnormality in resistance curve was
more indicating problem/ defect in the moving contact
assembly distinctly (Figure-5).
DCRM signatures after rectification of the defects are
shown in Figure-4. Injected current became normal.
Exhibit-5, Loose Arcing Contact with black marks on threaded por-
tion
Figure-4
Figure-5
On internal inspection, coupling bolt connecting moving
contact assembly (Exhibit-6) and Long Rod assembly
was found loose and continuous marks of fixed contact
fingers were observed on moving contact assembly
The problem was rectified and DCRM signatures became
normal (Figure-6) and hence timely rectification of CB
resulted in prevention of possible major failure.
Exhibit-6, Loose coupling bolt
SWICON 2008 Papers
27
5.0 Benefits of Dcrm Test
Based on defects identified by evaluation of DCRM
signatures, 48 nos. CBs have been rectified so far.
These defects, if left unattended would have resulted
into major failures. The timely action has resulted in
considerable cost saving apart from system outages
and consequential damages.
DCRM test has proved very useful test for condition
monitoring of CBs in POWERGRID. Major overhaul
decisions are arrived at based on abnormality detected
through DCRM signatures. As per manufacturers
recommendations, CBs need to be taken up for internal
inspection normally after 10 years of service. There
are about 800 nos. CBs in POWERGRID network which
have completed more than 10 years of service and most
of these are still working satisfactorily without major
overhauls. CBs which have been identified critical as
per evaluation of DCRM signatures were taken up for
internal inspection and rectification. Condition Based
Maintenance of CBs have resulted into substantial saving
in O&M cost apart from unplanned system outages and
consequential damages.
6.0 Conclusion:
Condition Based Maintenance techniques are true
indicator of the health of CB. Corrective/ preventive
actions if taken in advance, can avoid possible blasting
of CBs. Dynamic Contact Resistance Measurement
(DCRM) technique was implemented in POWERGRID
and problematic CBs were identified based on the
evaluation of DCRM signatures and other test results.
Suspected CBs were opened for internal inspections
and the defects indicated by DCRM were confirmed. The
components were redesigned/ modified and same were
replaced in all CBs which resulted in reducing the system
outages apart from increasing the System reliability.
Implementation of these techniques, required expertise
and detailed analysis of test data. Continuous up-dation
of the Condition Monitoring Techniques is necessary
which should be based on ageing pattern, failure
investigations and feedback from major maintenance
activities.
Successful implementation of DCRM Test in POWERGRID
was possible due to sustained cooperative efforts and
in creating a win-win situation by all concerned parties.
REFERENCES
[1] T. Orlowska, G. Balzer, H. Halfmann, C. Neumann, A. Strang, Life
Cycle Management of Circuit Breakers by Application of Reliability
Centred Maintenance, CIGRE 2000
[2] Jim Reid, Measurement of Life and Life Extension, CIGRE 2002
Session, 13-302
[3] C.Neumann, G.Balzer, J.Becker, R.Meister, V.Rees, C.E.Solver, Stress
of HV Circuit Breakers during Operation in the Networks-German
Utilities, CIGRE 2002 Session, 13-304.
[4] A.L.J. Janssen, W. Lanz, D.F. Pulo, G. De. Rodiguous, D. Makareinis,
Life Management of Circuit Breakers, CIGRE-2000.
Acknowledgement
The authors are thankful to the POWERGRID management for permit-
ting them to prepare this paper for SWICON, 2008. The views
expressed in this paper are of the authors and not necessarily
that of the POWERGRID management.
Figure-6, DCRM Signatures after rectification
Day 1 - Session I Users Feedback
28
EHV Disconnectors Quality Issues in
Indian Power Sector
S.Victor P. Selvakumar, N.S.Sodha, R.G.Yadav
Power Grid Corporation of India Limited
1.0 Introduction
Disconnectors in EHV switchyard play an important
role towards isolation of the Power System and safety.
Although Disconnectors (Isolators) are vital to the EHV
network, yet they do not attract desired attention on
quality and reliability issues, perhaps being a low cost
and off load device. In POWERGRID network about
4200nos. EHV disconnectors are in service and the
population is steeply growing with network expansion.
Disconnectors of the following three types are generally
in operation in our 132/ 220/ 400 kV network:
l Horizontal Centre Break (HCB)
l Horizontal Double Break (HDB)
l Pantograph (PG)
These Disconnectors are supplied by Foreign and
Indian manufacturers, some of the Disconnectors are
in service for about 20-22 years. Manufacturers supply
Disconnectors meeting functional specifications
after conducting pre-dispatch routine tests. Many
Disconnectors start giving midlife problems resulting in
higher outages of lines and consequent higher cost of
replacement/ repair. Failures of operating mechanisms,
current transfer assembly in Horizontal Center Break
type Disconnectors and accidental opening due to
wind pressure resulting into heavy arcing and burning
of corona rings have been encountered in POWERGRID
network. Misalignment of dead center mechanism or
improper alignment of Isolators at the time of erection
are some other problems which make them unreliable
during service.
As POWERGRID is undertaking automation and remote
operation of number of older substations, it is necessary
to have reliable Isolators which can be remotely
operated. Therefore, reliability of disconnectors is
definitely a cause of concern which has been accorded
high importance. Extensive work has been carried
out to identify problem areas in Disconnectors and
discussions were held with manufacturers and their
design, manufacturing and erection procedures
were reviewed. Modifications were incorporated in
the existing Isolators and modified Isolators were
tested to validate the improvements. After validation,
modifications/ changes were undertaken in the existing
Disconnectors either at site or at the manufacturers
works. Every component used in Isolators has been
reviewed and feedback has been collected from sites
to evaluate the performance. Manufacturers have been
advised to use only approved components to ensure
reliability of operations.
A complete review of the functional specifications
has also been carried out based on the findings of the
study and necessary clauses were incorporated to have
reliable disconnectors. Packing and forwarding procedure
also have been improved to facilitate proper erection
at site. It is now mandatory that the disconnectors
will be erected under the supervision of the suppliers
engineers and field quality control shall be exercised
during installation and commissioning. The paper deals
with the approach, the details of the modification
and development carried out by POWERGRID to make
disconnectors a reliable equipment in EHV network.
2.0 Population of Isolators in POWERGRID
Network
Total number of 400kV and 220kV Isolators in
operation at POWERGRID
Horizontal Center Break 3690.
Horizontal Double Break 1825
Pantograph 85
Total 5600
SWICON 2008 Papers
29
3.0 Isolators being used in the system
Following makes of indigenous EHV class isolators are
presently used in POWERGRID:
l M/s HIVELM, Channai
l M/s S&S, Chennai (Presently shifted to Pondichery)
l M/s SIEMENS , Hyderabad (Formerly ELPRO)
l M/s Switchgears & Structures, Hyderabad
l M/s G. R. POWER, Hyderabad.
l M/S SMC Isolators
l M/s Bimco Isolators, Calcutta
The above mentioned isolator manufacturers are
also supplying isolators to various SEBs and other
Power Utilities in India. Some manufacturers are also
exporting Isolators to other Countries. Some have their
own design and some have adopted design of their
foreign collaborator and made certain changes as their
indigenization efforts.
Besides indigenous make Isolators, some imported
Isolators like ABB Sweden, RK, Yogoslovakia, MINEL, Italy,
HAPAM, Holland etc. are also operational in POWERGRID
system. The performance of the imported Disconnectors
is by and large satisfactory and are offering long trouble
free life with minimum routine maintenance.
4.0 Common Problems with Indigenous Dis-
connectors
Most of the Indigenous Disconnectors are reported
unreliable during operation. Accidental on load opening
of isolators due to wind has been reported from many
400kV stations resulting in system fault. Burning of
contacts, failure of current transfer assembly, failure of
auxiliary components and mis-alignments during service
are other frequently repeated problems. Some of the
major problems of Disconnectors are discussed below:
4.1 Main Current Carrying Contacts
l Male/ Female contacts & Hinge pad assembly (for
HCB) have melted during operation resulting into
replacement of Isolators on emergency basis.
l Melting of Knee joint of Isolator incase of Pantograph
isolators.
4.2 Operating Mechanism
l Unreliable operation of Gearbox/ Limit & Auxiliary
Switches and Electrical Induction Motor.
l Failure of limit switches resulting into over travel of
gear mechanism and permanent damage to the gear
box.
l Operating box is not compact with improper locking
and sealing arrangements leading to moisture, vermin
and dust entry.
4.3 Others major problems
l Problems with General alignment of the Isolators and
non availability of Dead Centre Locking arrangements
leading to unwarranted opening of Isolators during
service condition.
l Defect in Mechanical interlock between main arm
& Earth Switch and Ineffective Interlock for motor/
manual operations.
l Disconnectors once aligned properly loose alignment
after 5/6 operations.
4.4 Quality of bought out components
Manufacturing precision gives Isolators smooth
operation and long trouble free life. Apart from what is
manufactured by the Isolator manufacturers, Isolator
manufacturers incorporate the following bought out
components in their Isolator Operating Mechanism
box:
1. Operating Motor
2. Gear Mechanism
3. Over load relay
4. Bearings
5. Castle key interlocks
6. Panel heaters & Thermostats
7. Rotary switches
8. Limit switches
9. Interlocking coil
10. Control switches
11. Push Buttons
12. Timers
13. Contactors
14. Auxiliary switches
15. Single Phase Preventor
Various makes of components are available in market.
Components have been approved based on careful
selection process and type tests. Sites reported that
some of the components are unreliable and need
frequent replacements. It is gathered that lower quality
consciousness make some of these small unreliable
components and they lead to major failures. It is required
to carry out periodic quality audits of Sub-vendors
supplying such components i.e. once in three years or
based on performance feedback from the sites.
Day 1 - Session I Users Feedback
30
5.0 Packing and dispatch
Packing and dispatch of Isolators from factory also
need to be addressed. It is desired to pack all the loose
components such as bolts, nuts, washers etc. properly
packed and tied to the respective places to avoid
missing and improper assembly at site. Loose packing of
bolts and nuts sometimes results in using improper sizes
during assembly at sites. There is possibility that few
loose items are missed during transit or at the time of
unpacking/ erection resulting in use of locally procured
components/ fasteners thus making the Isolators
unreliable.
from sites from all over the Country has been compiled
and presented below in Graph-I:
6.2 Action plan for rectification
More problems on alignment have been witnessed in
these Isolators. There were cases of Isolators opening
on load due to wind and also partial opening of isolators
and burning of corona rings and main contacts.
Insulators for Disconnectors play major role in proper
functioning/ alignment. Disconnector Insulators and bus
post insulators are mixed as they are of same dimension.
To have precise alignment as per IEC, it is desired that all
the Insulator pole columns are assembled at the Insulator
manufacturing works, aligned as per specification
and serial numbered and dispatched to site for proper
erection. As per present practice Insulators are tested
separately at Insulator manufacturers works and
dispatched separately and matched / assembled at site.
6.0 Performance of Indigenous makes Discon-
nectors
In general all makes of indigenous Isolators used
in POWERGRID network have shown unreliable
performance. Every make has deficiencies at some or
the other parts. Based on the performance feedback,
manufacturers have been asked to make suitable
modifications. General performance of two makes of
isolators and the modifications carried out to improve
their performance are given below:
6.1 Disconnectors of Make-A
Performance feedback of the Disconnectors of Make-A
Site re-alignment of most of the Isolators were carried
out with the help of manufacturers and changes in basic
design of corona shield have been made to make it more
aero-dynamic. Modifications also carried out at site on
a particular type of Isolator for making the dead center
locking effective. One more old type of Isolator supplied
by the same manufacturer requires modification in
reducing play in the couplings between the operating
mechanism and the Isolator arms. Experimental project
has been taken for rectification of such defects. Due to
the site mis-alignment problems, it was found that the
mechanical interlock between Isolator and Earth switch
was not proper. This was also site rectified. Problem of
water stagnation in Corona shield also has been rectified
by re-aligning of the corona shield.
Fig-1 Packaging of loose components
Graph-I Performance of Disconnectors of Make-A
Fig 2 Partial Opening of Disconnector
SWICON 2008 Papers
31
6.2 Disconnectors of Make -B
The Disconnector supplied by Manufacturer-B had totally
different set of problems. Performance feedback of
Make-B is placed below at Graph-2:
Fig-5 Current Transfer Assembly
Fig-4 Burnt current transfer assembly
Fig-6 Proper anchoring
The modifications are incorporated in all such new
designed Isolators at site by the manufacturers.
There was no problem reported on these Isolators
Fig-3 Damage to Contacts
Graph-2 Performance of Disconnectors of Make-B
6.4 Action plan for rectification
The main problem with these Isolators Make-B
is overheating of current transfer contacts of the
Isolators (Fig-4). The matter has been studied and the
manufacturer has re-designed the current transfer
contacts with copper cup and segment arrangement.
To increase the contact area the number of segments
has also been increased.(Fig-5) This modification has
been carried out in all old supplies of Disconnectors at
manufacturers works.
In spite of the modifications carried out, similar problem
surfaced again in one particular new design of Isolator.
The problem was identified in fitting arrangement of the
contacts and the anchoring arrangement of the contacts
has been modified. To evaluate the effectiveness of the
modifications, the modified Isolator was type tested
for Mechanical Endurance test for M2 duty (10,000
operations). Temperature rise tests were carried out
before and after the Mechanical Endurance test and
found to be in order.
Day 1 - Session I Users Feedback
32
after the modifications have been carried out. All
these improvements/ modifications are now being
incorporated in the new Isolators being supplied by the
manufacturer.
7.0 Improvement in Installation and Commis-
sioning
Generally Disconnector erection and commissioning
are not carried out under the supervision of the OEM
engineers. For economic reasons, turn key contractors
generally erect and commission the Disconnectors
themselves with their Sub contractors and finer aspects
of erection and alignment are overlooked. Supervision
by OEM engineer during erection and commissioning
has now been made mandatory to overcome problems
related to poor erection and pre-commissioning to have
smooth and reliable operation during O&M stage.
8.0 Conclusion
Power Utilities generally experience operational
problems due to unreliable performance of
Disconnectors. Many times even Transmission line shut
downs are required to be extended as line Disconnectors
do not close or get stuck mid way while restoring the
lines/ network leading to serious availability issues and
huge financial implications. Although Disconnectors play
a vital role in EHV system, yet they do not attract desired
attention from both suppliers and Utilities, perhaps due
to lower cost compared to other major equipments like
transformers, circuit breakers etc.
As more and more Substations are coming under
remote operation, the reliability of Disconnectors is
of high importance. The study of the deficiencies and
the rectification has helped POWERGRID to mitigate
the problems to a large extent. Indian Disconnector
manufacturers need to address all quality issues
seriously to help Utilities in providing trouble free
operation of their Disconnectors. A closer supplier-
utility cooperation approach can help in problem solving
as experienced by POWERGRID.
(The views presented in the paper are the views of the
authors only and not necessarily the views of Power
Grid Corporation of India Ltd. The authors thank the
management for granting permission to present the
paper in SWICON 2008).
SWICON 2008 Papers
33
Gas Insulated Switchgear -
A Decades Experience
S.Kar Chowdhury
CESC Limited, Calcutta
Introduction
CESC Limited, the flagship of RPG group of companies,
is a hundred year plus public limited company, engaged
in generation, transmission and distribution of electric
power in and around the twin cities of Calcutta and
Howrah, covering an area of 567 Sq. Km. with a
maximum demand of about 1350 MW. Companys field
experience in installation & maintenance of switchgear
can be traced back as early as 1899, when the first D.C.
generating station was commissioned.
CESC has been in this field for more than a century
and has been constantly updating itself with the
technological developments that have been going at
home and abroad. As a part of our effort to strengthen
our primary distribution network, an important economic
requirement was to transmit bulk power at high voltages
directly to load centers located in the heart of the city.
The extraordinary high premium on cost of land within
city precincts poses a major hurdle in accommodating
large substations of air insulated design. It is not only a
question of land price - freehold land of the required size
for conventional size is becoming increasingly difficult
to acquire in these highly urbanized localities
CESC has been quite alive to the requirement of installing
compact substations to suit the need of the day in
urban areas, but had been waiting for development
of matching state-of-the-art technology of proven
reliability to absorb in the distribution & transmission
networks serving the densely populated hub of the
metropolis. With the advent of stable & field proven
equipments offered by reputed global manufacturers,
CESC decided to take the plunge and install the modern
available GIS
ADVENT oF GIS
With the commissioning of 2x 250 MW Budge Budge
Generating Station, some 40 Kms. away from the load
centre, an important economic requirement was to
transmit the bulk power to the load centre. To evacuate
the power sent out from the generating station to
the load hub through 132 KV circuits, installation of
conventional air insulated switchyards was not possible
due to paucity of space as well as availability of free-
hold land within the metropolitan hub. CESC provided
a solution to this problem by installing compact GIS
substation, both in 132 & 33 KV class, in existing
century old substation buildings, which hitherto had
been generating & distributing DC power.
CESC installed double bus bar GIS - 16 bay 36 KV & 5 bay
145 KV at Park Lane Substation and 10 bay 145 KV at
Prinsep Street Substation, both located in the heart of
the city. The substations were commissioned in the year
1994. Three years after commissioning of the above
substations, company again took up installation of 13
bay 36 KV single bus bar type GIS board at B.B.D. Bag
Substation. The substation was commissioned in early
1998.
GIS being much costlier than AIS, it is to be installed
only under compulsion attributable to various reasons.
However life cycle cost may prove installation of GIS
economic in long run. Key factors that dominated
selection of GIS over AIS are detailed below. It is apparent
that for EHV level substations, these factors assume
higher significance than at lower voltage levels.
l Life Cycle Cost,
l Land Cost,
l Technical consideration,
l Safety
l Sservice reliability
Day 1 - Session I Users Feedback
34
Commissioning and Trouble Shooting
The notable advantage in installing GIS was the
drastically reduced time period required for erecting the
equipment. It was matter of weeks rather than months
which would have been required had we opted for an
outdoor type switchyard. CESC opted for early 20th.
century substation buildings, which hitherto had been
generating & distributing DC power. The site preparation
work was also minimum: existing switch rooms were
used after blocking off all unwanted openings, ensuring
thorough cleanliness during the entire process of
erection. No major civil modifications were needed. The
modular construction, with pre-assembly at the works,
enabled us to commission the stations in record time of
three months each, one after another.
The erection procedure of GIS had been much more
meticulous as compared to conventional AIS. Utmost
care was taken to ensure that no impurities crept in during
erection. All efforts were directed to exclude all possible
erection flaws. However, after filling the chambers with
SF6 gas up to the requisite pressure, first sign of gas
leakage appeared in 36 KV GIS at Park Lane substation.
Widespread gas leakages from various flange joints
of the entire board were detected. Many joints were
opened, cleaned and re-fitted, but gas leakages from
all the joints reappeared. A thorough investigation of
various joints revealed white salt like substance, which
when removed by cleaning solutions, reappears within
24 hours. The matter was referred to the manufacturer.
The entire set of O-rings was replaced by new ones,
suitable for tropical use. This resulted in dismantling of
the complete switchboard and subsequent re-assembly
at site. It took 45 days to complete the work.
Apart from gas leakage of 36 KV switchboard at pre-
commissioning stage no other major problem was
encountered with any other switchboard at Park Lane,
Prinsep Street & B.B.D. Bag Substations.
Post Commissioning ERA - Trouble Shooting &
Failure Analysis
Though it is claimed that GIS are maintenance free,
reliable and free from blemishes, operating experience
shows that they also require maintenance, only with
changed focus. In 36 KV GIS board, we have experienced
failure of interrupter, gas leakages from bus disconnector
housings, CVT ports, premature failure of both power
& amplifier cards. We have even experienced failure
of interlock system, which caused widespread power
disruption and shutting down of reserve bus bars for
several days. On the other hand with 145 KV GIS, apart
from initial teething problem in hydraulic operating
system, stray incident of gas leakage from CT secondary
terminals and occasional failure of electronic cards, we
have not faced any serious problems.
The major points of concern with 36 KV GIS were:
l Chain snapping of motor drives & failure of drive
motors.
l Failure of CVT amplifier line & power cards.
l Failure of Vacuum bottle interrupter.
l Failure of interlock system.
l Failure of disconnector operating mechanism.
l Failure of control circuitry
On the other hand the major points of concern with 145
KV GIS were:
l Leakage of Hydraulic Fluid from pilot valves.
l Screening problem in interlock modules.
l Failure of electronic cards.
l Failure of epoxy insulator.
l Dislocation of jolt indicators of inductive VTs.
l Rise of Transient voltages at cable termination.
36 KV GIS
Gas Leakage
Gas leakage was detected in a bay within months of
commissioning. Leakage of SF6 gas was not alarming,
but it could be detected from gradual drop in gas pressure
from 1.15 bar to 1.0 bar. At slightly less than 1.0 bar
pressure, no leakage of gas could be detected. However,
to pin point the cause & location of gas leakage, the
interrupter chambers of the affected bay were charged
with higher gas pressure (~ 1.5 bar), when leakage was
observed through a blow hole in the casting of the
housing, which was subsequently replaced. In another
pole, leakage was through the joint of the CVT terminal
bushing due to uneven surface, which also had to be
replaced subsequently on receipt of spares from the
manufacturer.
Chain snapping
Instances of disconnector drive chain snapping were
observed in two particular bays(4 & 6) at Park Lane.
Individual bay was thoroughly investigated and found
that in both the occasions the disconnector cam had
over travelled beyond the dead center. It may be noted
that all the disconnectors were perfectly operative
during pre-commissioning checks and thereafter. It was
therefore apprehended that due to frequent operation,
the friction of the blade was considerably reduced and
slight over travel attributed to failure. The affected
disconnector chambers were opened after de-gassing
and the travel of the affected blades were adjusted.
SWICON 2008 Papers
35
Drive Motor
Drive motors failed due to failure of armature. The
motors were replaced by the manufacturer and the
defective motors were taken back for investigation at
their end. Investigation revealed that the motors were,
from a defective lot supplied by the sub vendor. Two such
defective drive motors were sent to R&D laboratory for
further investigation. Both failed motor were found to
have developed open circuit of the rotor, the cause of
open circuit being too high current on the rotor. The high
current in turn might also have caused demagnetisation
of the permanent magnets. Drive chain & Drive motor
- failure of one can lead to failure of the other. If the drive
chain adjustment is incorrect, continuous high tension
on the chain can cause high current inrush, demagnetising
the magnets. On the other hand, a demagnetized motor
can lead to overspeed operation of the disconnector,
leading to chain snapping. As a precautionary measure,
drive chains are checked for correct tension at regular
intervals.
CVT Amplifier Card
Mass scale pre-mature failure of a few line cards of the
CVT amplifier was observed. The matter was reported
to the manufacturer. The defective / burnt out cards
were replaced and the defective cards were taken back
for investigation. A particular resistance of the push-pull
amplifier has burnt out probably due to high temperature,
in all the failed cards. The failed cards were repaired after
replacing the burnt out resistance and the line cards
were put into service. The manufacturer replaced the
entire lot of line cards with ones having higher operating
temperature, as a pre-emptive move. However, within a
year the line cards again started failing, along with some
power cards, throwing the operation of entire GIS board
into complete disarray. The matter was again referred
to the manufacturer when it was decided to change the
entire lot of CVT amplifiers by next generation power
amplifiers / converters capable of withstanding 650C.
Few samples of next generation signal converters were
fitted in place of the defective ones and put on rigorous
trial for more than a year. The samples withstood the
test of time and eventually accepted by us.
Vacuum Bottle
The incident had been a one off in nature. CESC system
was split from State Board system by automatic
switching off of the bus coupler circuit breaker by
operation of under frequency relay. Within a few minutes
the entire GIS board was shutdown by operation of bus
zone protection. Initial investigation revealed that the
IR value of the blue phase of the bus coupler bay was
zero containing portions involving bus disconnector and
lower contact of the vacuum bottle. The other portion
containing reserve bus disconnector and top contact of
vacuum bottle was found healthy and withstood 40 KV
AC high voltage test. The entire board leaving aside the
bus coupler bay was re-commissioned after necessary
testing. Incidentally prior to shutdown, the disturbance
recorder was actuated and a current of the order of 1KA
was observed flowing through the neutral of both the
transformers running independently and solely, feeding
the two bus bars, which were on two different systems.
The bus coupler was dismantled and it was found that
the blue phase vacuum bottle had failed along with a
melt away portion of the heat sink. The epoxy cast base
plate (on which the bottle was resting) was also severely
damaged. The glass fibre pull rod was also damaged.
All damaged components were replaced and the bay
re-commissioned. It was opined by the manufacturer
that after the circuit breaker opened, arcing continued
across the open contact due to loss of vacuum.
Interlock Failure
The incident occurred while a 33 KV feeder was being
transferred from Main bus bars to Reserve bus bars in
off-load condition. Although, the main bus disconnector
of the feeder was opened from the remote, the
same did not operate actually. However owing to mal-
functioning of discrepancy flasher the status of the
main bus disconnector was ignored by the operator. On
closing the reserve bus disconnector, the main & reserve
bus bars got coupled. At that particular instant, the main
bus was being fed from CESCs own generation, while
reserve bus bar was being fed from WBSEB system and
the two systems were split from each other.
Subsequent to inadvertent coupling of the main &
reserve bus bars, the two asynchronous systems got
interconnected, resulting in flow of asynchronous
current of large magnitude. The flow of large circulating
current amounted to an earth fault of the reserve bus
disconnector chamber of that particular feeder. The
location of the fault actuated operation of bus zone
protection. Preliminary investigation revealed:
l Main bus disconnector of the affected feeder was in
ON position. The discrepancy flasher at the remote
panel indicated OFF position.
l Reserve bus disconnector was found stuck midway
with the driving chain snapped.
l SF6 gas pressure of the reserve disconnector chamber
was found zero.
l The rupture disc on the reserve bus disconnector
chamber found to have punctured, apparently due to
high pressure build up inside.
Based on the information gathered, the cause of the
incident may be attributed to:
Day 1 - Session I Users Feedback
36
l Failure of Check Back Signal system. The signal as
received at the remote end appeared to be erroneous,
resulting in simultaneous closing of both bus
disconnectors of the feeder while the Bus Coupler
breaker was OFF.
l Even if closing of both bus disconnectors were
attempted while the Bus Coupler breaker was OFF, the
interlock system should have prevented the operation.
The interlock system failed at the hour of need.
Detailed investigation revealed presence of residual
voltage on the interlock bus wires & terminal blocks, as
a result of which, permissive signal for bus disconnector
operation was released. The residual voltage was erratic
and was caused by an earth fault in the concerned
terminal blocks. Insulation Resistance values of the
interlock bus wires and position switch assemblies were
observed to be very low and erratic. As suggested by the
manufacturer, the entire set of interlock units comprising
of arrays of position switches were replaced for all bays
at Park Lane substation. The switch assemblies, after
being dismantled exhibited erratic IR values. Close
scrutiny revealed deposition of carbon like substance of
varying intensity on the switching contacts. On cleaning
the deposits, the switches regained IR value like new
ones. It was apprehended that high level of pollution
coupled with high humidity had resulted into low IR value
of the switches, which in turn attributed to occasional
surface tracking and erratic check back signal system.
Operating Mechanism Failure
Sometimes in July, 2000 it was noticed that a breaker
failed to open fully on being given open command
from remote. The incident took place at Park Lane
substation and first & only of its nature. The breaker of
feeder controlling a 75 MVA transformer did not open
fully (incomplete tripping) due to accumulation of dust
in the operating rod joints. The problem was attended
by cleaning all three joints and the same did not recur.
The manufacturer expressed concern over the cause of
incident and recommended cleaning of such operating
joints at regular intervals.
145 KV GIS
Gas Leakage
On completion of installation of the entire switchboard
minor gas leakages from various pipe joints, metering &
measuring ports were observed. However, gas leakage
from C.T. secondary terminals assumed a significant
importance. The causes of leakages were mostly due
to minor defects in USIT rings, which were replaced
and the problem did not recur. The leakage from the
C.T. secondary terminals took a serious turn - reason
being careless handling of the terminals at the time of
control cable termination. The C.T. secondary terminals
are mounted on the end plate of the interrupter unit
through epoxy cast two part bushings. The gas sealing
is through USIT ring. The matter surfaced one day
suddenly when in one bay the entire SF6 gas gushed out
completely due to complete loosening of one secondary
terminal connector. Investigation revealed that while C.T.
cables were being terminated, the terminator did not
take sufficient precaution while tightening the nut over
the cable socket as a result of which the stud rotated
loosening the nut at the other side of the mounting
plate. The rotation of stud also rubbed the USIT ring,
damaging its sealing surface. An extensive gas leakage
checking was initiated to identify any other leaky studs,
if any. Minor Gas leakage could be observed from 3 / 4
more bays. However, identification of specific studs was
a difficult proposition and as a precautionary measure
all studs in & around the suspected leaky one were also
opened and sealing rings replaced.
Leakage of Hydraulic fluid
Operation of Circuit Breaker is carried out by hydraulic
fluid at a pressure of 320 bar. The Close & Open
operations of the CB are done by triggering of pilot and
main valve assemblies. The valve assemblies consist
of finely machined balls held against oil pressure. It is
therefore of paramount importance to have a perfect
machined surface of the 4-ball assembly as well as the
valve seat to render proper sealing of the pressurized oil.
Within a year of commissioning of the GIS at both Park
Lane & Prinsep Street Substations, report of sudden
rise in daily operation count of hydraulic motor started
pouring in. In some cases the rise had been from one
operation to 20 operations in 24 hours. This was not
creating any operational inconvenience, but considering
the unwarranted wear of the hydraulic pump & motor,
the matter was referred to the manufacturer. Each bay
was investigated based on the information available
the following root causes were identified and corrective
actions taken:
a) Three successive ON-OFF operations, of the circuit
breaker was carried out to flush clean the main & pilot
valve seats, which solved the problem in bay 4.
b) Super fine scratches due to improper machining were
observed on the sealing surface of ball seat of bay 2.
The complete pilot valve assembly was replaced by the
manufacturer.
c) Improper machining was observed on the piston rod.
The piston was taken out, treated with surfacing
compound and fine cloth. It was subsequently cleaned
and re-fitted.
d) Deformation mark was observed in the sealing ball. In
the 4-ball assembly, the central ball always function as
SWICON 2008 Papers
37
sealing device while the rest of the balls help to form
the assembly. To obviate the problem, the functional
ball was exchanged with the other identical ball.
Screen defect of interlock module cards
In the event of breaker or disconnector operation,
sparking within the GIS takes place, which generates
Very Fast Transients (VFT). This VFT travels between
enclosure and the Earth of the GIS building. This VFT
influences secondary equipments or can latch onto
interlock bus wires. Effect of VFT was appreciably felt in
the interlock module cards as these are placed in the
neighbourhood of GIS board. As a remedial measure all
cards of the Enabling module were replaced by higher
version cards with superior screening. A partition
screen card was inserted on both sides of the main E-
prom module as a pre-emptive move.
Failure of interlock module cards
This was the most serious problem faced so far since
commissioning of GIS. Multiple type electronic cards
including the main EPROM card have failed within a very
short span. The battery voltage was checked and found
to be within specified limits. The humidity & temperature
of the switch room were continuously monitored and
were found to be within limits. No apparent reason for
such failure could be detected nor the manufacturer
could assign any causes for such failures.
Failure of epoxy insulator
During pre-commissioning AC high voltage test at 12 KV
on bay 8, tracking could be observed from one of the
phases. On investigation it was found that one epoxy
bushing of the fast acting earth switch had developed
crack. The component was replaced on receipt of spares
from the manufacturer.
Transient voltage rise at cable termination
Subsequent to commissioning of the GIS board at
Park Lane substation, occasional blue spark between
aluminium flange of the epoxy cast sealing end to the
nearest earthed point was observed. Investigation
revealed that the aluminium flange of the sealing end
bushing was acting as a discontinuity in the earth path.
Strips made from copper foil were provided across the
discontinuity as a remedial measure.
Transient enclosure voltage is caused by high frequency
current. TEV can also be set up by lightning strokes
or discharges between contacts during switching
operations.
Conclusion
Though it is claimed that GIS is maintenance free &
reliable, operating experience shows that they also
require maintenance: only the type of maintenance is
changed. The type and nature of failures indicate GIS
also needs to be tropicalised.
The modern electromechanical circuitry, in place of
century old mechanical interlocks of primitive versions,
is vulnerable to dust accumulation and humidity. As a
result, the LT chambers of GIS also require periodical
cleaning.
GIS have been in service for more than 35 years. Besides
some teething problems with the first generation
technology, GIS are now exhibiting an excellent in-
service performance. It is therefore that GIS share of
the switchgear market is continuously increasing and
presently around 25%.
It is necessary that prior to introducing an imported
design of GIS into Indian market, extensive trial and in-
depth evaluation of design features be carried out to
ensure reliable overall field performance. Tropicalisation
of the design is also necessary for its best suitability in
prevalent weather conditions.
However, it is encouraging to note that the manufacturers
are now accepting the need for incorporating the
modifications in the imported designs, on the basis of
customer feedbacks, to make their products suitable
for environmental conditions of the region. The users
have also realised that only superior technology cannot
achieve desired end results, but a change in mindset
is necessary to ensure satisfactory operation of the
sophisticated GIS. Pressurised ventilation system for
switch rooms, provision of dehumidifiers at indoor
installations and other such activities of the utilities,
are, therefore, now getting more and more importance.
It is only hoped, that by utilizing the experience of the
past, the practices of today and the vision of the future,
we should be able to produce GIS reliable and suitable
for the present millennium.
REFERENCE
a) Transient Impedance of GIS Grounding - IEEE- Trans. On Power De-
livery, Vol-10, No. 2
b) 25 Year Review of Experience with SF6 GIS insulated substations
- CIGRE-Group-23-101-1992 session
c) Experience with Gas Insulated Substations in the USA - IEEE- Trans.
On Power Delivery, Vol.10, No.1
Day 1 - Session I Users Feedback
38
Autocoordination of Reclosers
Protection Settings
Alexy. Chaly, Gutnyk Constantin,
Alexander Testoedov, Alexander
Astrakhantsev
Tavrida Electric, Moscow, Russia,
Marshala Biryuzova str, 1
Marc Crucius
Tavrida Electric AG,
Switzerland
Asoke Banerjee
TBiecco Lawrie Limited,
India
Abstract
The paper deals with the problem of coordination
of several reclosers installed in arbitrary places of a
distribution feeder. Existing practice is based upon a
set of rules that require human interference and wide
using of third-party software tools. This may lead
to errors and incorrect or not optimal operation of
protection. We have developed a set of algorithms that
allow determining settings of all set of overcurrent and
earth fault protection elements. The input data for the
algorithm are: network parameters, grading margins and
requirements for protection operation. The algorithms
have been tested with the aid of computer models of
distribution feeders. The tests proved applicability of
the algorithms for field application.
Introduction
Wide using of microprocessor relays provided power
utilities with a lot of capabilities not available earlier:
high measurement accuracy
utmost flexibility
low power consumption
ability to monitor line parameters
ability to provide self-monitoring.
Unfortunately in many cases mentioned flexibility
creates substantial problem: it is not easy to program
for particular application the universal relay designed
for meeting all possible requirements.
Side effects of this problem are substantial training
expenses and growth of percentage of human errors
[1]. Moreover, in many cases customers do not employ
even minor fraction of the capabilities offered by
microprocessor relays [2]. Table 1 summarises results
l
l
l
l
l
of survey [2] with regard to applicability of advanced
protection practice for distribution overhead lines.
The same survey indicates that only limited number of
utilities takes into account all important considerations
when designing protection settings (Table 2). On this
basis one can notice substantial gap between existing
protection practice and capabilities of the modern
microprocessor relays.
Table 1
Advanced relay function Percentage of utilities using
advanced function
Distance protection 4%
Directional protection 2%
Negative sequence protection 8%
Automatic back feed
restoration
8%
Table 2
Consideration used at
designing protection settings
Percentage of utilities taking
relevant consideration into
account
Coordination with load 44%
Conductor thermal limit 51%
Coordination with downstream
device
63%
Coordination with upstream
device
65%
Reach (fault current at line end) 39%
To our opinion, this is the result of a high complexity of
protection settings developing method (see Fig. 1).
The classic approach envisages wide utilizing of the
third-party software tools. These tools are often not
SWICON 2008 Papers
39
compatible with each other and demand by-hand data
transmission
On the other hand, the proposed approach (Fig. 2) allows
automatic calculation of the protection settings on the
basis of line parameters and selected grading margins
and does not require any tools except the user software
package from Tavrida Electric.
Used Technology
The new type of flexible time-current characteristic (TCC)
has been designed in order to support autocoordination
algorithm. This characteristic (named TEL A - TEL
Automatic) is supported by the new generation of
Tavrida Electric recloser controls (RC02). Its shape is
based on the TCCs of the downstream devices. TEL A
delivers minimum possible tripping times for given time
and current grades. Fig. 3 illustrates typical example of
plotting TEL A characteristic.
Autocoordination Algorithm Formalisation
The following input parameters are taking into account
while calculating the shape of the TEL A time-current
curves of protection elements:
the information on structure of the feeder: the lengths
of lines sections, the points of branching, fuses and
reclosers locations, physical and geometric parameters
of the lines;
the data on the load connection points and on the
load power (normal, peak power and power in a cold
state);
maximum clearing curves of the applied fuses;
maximum phase-to-phase and phase-to-ground fault
resistance, which must be treated by a protection as
a fault
maximum arcing time limiting duration of fault
clearance;
grade margins for current and time between
neighboring reclosers and between reclosers and
downstream fuses.
The following limitations are applied for calculation of
protection settings:
all reclosers shall provide protection against faults
located at all sections immediately below next
downstream reclosers(s) (if any);
all reclosers shall be insensitive to maximum possible
load current at the point of installation;
all slow curves of all reclosers shall allow clearance
of the downstream fuses (if fuse clearance time at
particular current does not exceed maximum arcing
time);
all fast curves of all reclosers shall provide maximum
possible current range where fuse saving is effective;
tripping times of all reclosers within the entire
applicable current range shall be coordinated in order
to avoid nuisance tripping of the upstream devices;
tripping times of all reclosers within the entire applicable
current range shall preserve wire from burning at the
point of their installations.
As a result of application of the mentioned input data
l
l
l
l
l
l
l
l
l
l
l
l
Fig. 1 - The classic approach for developing protection settings
Fig. 2 - The proposed approach for developing protection settings.
Fig. 3 - Example of plotting TEL A characteristic over TCC of down-
stream device.
Day 1 - Session I Users Feedback
40
and limitations the optimum time-current characteristics
shall be automatically calculated.
In general case there are two possible outputs resulted
from the mentioned procedure (see Fig. 4):
solution does not exist, i.e. at least one of the mentioned
limitations cannot be satisfied for any combination of
reclosers settings;
solution exists, i.e. for a certain range of currents all
TCCs satisfies all mentioned criteria.
l
l
input data. The time-current characteristics of the slow,
fast and sensitive elements of the overcurrent and the
earth-fault protections are then automatically calculated
almost immediately (Fig. 7 - Fig. 10).
The user is then allowed to correct the value of
any setting of any recloser. However, the automatic
checking is performed to verify that the new value
still corresponds to the limitations listed above. The
correspondent neighbour reclosers settings are
automatically changed to meet the coordination criteria.
All changes can be visually watched on the time-current
diagram windows (Fig. 7 - Fig. 10).
Designed protection settings can then be downloaded
into recloser simulation model, which is based on
the same software code as a real recloser. Afterward
correctness of settings can be tested with the aid of
feeder simulation model. In order to do this fault model
shall be added to the system. Visually it looks as lighting
sign (refer to Fig. 6). Mathematically wise it presents 6
conductivities installed between each phase and earth
and between phases. Non-zero conductivities determine
fault type.
Whilst running the simulation the dynamic behavior of
all devices (fuses and reclosers) for the particular fault
is calculated. Setting different fault types at different
locations one can test correctness of reclosers
operation. Fig. 5 illustrates reaction of the recloser R3 to
the non-sustained earth fault that has been programmed
to disappear after second reclosing. As one can see the
dynamic behavior of R3 met expectations: restoration
of supply after second reclosure.
Fig. 5 - Position of main contacts and phase A current seen by R3 during
clearance of non-sustained downstream earth fault.
Fig. 4 - General diagram of an autocoordination algorithm.
In the latter case among available solutions for each
TCC the one having the highest pickup currents and the
Lowest Tripping Times Is Selected.
Transformation of The Ring Feeder to Two
Radial
Autocoordination algorithm is applicable to both
radial- and ring-type feeders (feeders with two sources
and the normally open point). In the latter case two
sets of settings must be calculated for each recloser.
The decomposition of the ring feeder to two radial is
performed for this, then the autocoordination algorithm
is applied to each of two radial feeders.
The radial feeder fed from one of the sources of the ring
feeder, can be obtained the following way:
the second source element, the recloser nearest to it,
and the whole part of the feeder between them must
be deleted from the feeder schematic;
normally open recloser must be considered as normally
closed.
Feeders with more than two sources are not supported
by the considered algorithm.
If some recloser with non-directional protection
elements can be fed from both sides, each of its
protection settings is calculated as a minimum value
from values calculated for each direction of power.
Algorithm Implementation
The protection settings automatic calculating algorithms
are included in the new version of the Tavrida Electric
user software - TELARM 3.1. User is provided with the
special visual-style editor, which allows him drawing
feeder diagram (Fig. 6) and specify the autocoordination
l
l
SWICON 2008 Papers
41
Field Testing
Usability of the new setting design philosophy has been
practically tested on the overhead line feeder located in
Belgorod District (Western Russia). The setting design
work was ordered for specialized design company that
used standard technology. At the same time we did the
same ourselves with the aid of new software.
Afterward we tested both set of settings with the help of
simulation capabilities of the new software. Te result was
that we could not force our set of settings to demonstrate
unpredictable behavior, though for the settings designed
with the aid of conventional technology a few mistakes
has been found. This happened despite the fact that
standard design procedure has been performed with
professional protection engineers, though in case
of advanced procedure virtually no qualification in
protection engineering has been required.
It is important to note that the conventional procedure
took two weeks. At this any testing of settings has not
been available. At the same time designing and testing
of settings with the aid of new software took two hours
(including drawing of feeder diagram).
Fig. 6 - Feeder diagram visual editor.
Fig. 7 - Set of slow phase current TCCs for reclosers 1-4 calculated with
the aid of autocoordination algorithm for feeder pictured in Fig. 6.
Fig. 10 - Set of fast earth fault TCCs for reclosers 1-4 calculated with
the aid of autocoordination algorithm for feeder pictured in Fig. 6.
Fig. 8 - Set of fast phase currents TCCs for reclosers 1-4 calculated with
the aid of autocoordination algorithm for feeder pictured in Fig. 6.
Fig. 9 - Set of slow earth fault TCCs for reclosers 1-4 calculated with
the aid of autocoordination algorithm for feeder pictured in Fig. 6.
Day 1 - Session I Users Feedback
42
Fig. 8 - Set of fast phase currents TCCs for reclosers 1-4 calculated with
the aid of autocoordination algorithm for feeder pictured in Fig. 6.
Fig. 9 - Set of slow earth fault TCCs for reclosers 1-4 calculated with
the aid of autocoordination algorithm for feeder pictured in Fig. 6.
Conclusion
The new algorithm and the relevant software for
automatic calculation and testing settings of reclosers
installed in distribution feeder of any configuration
have been developed.
The autocoordination algorithm takes into account
all important factors generally regarded by protection
engineers. At the same time it significantly reduces
requirements for qualification of staff involved in setting
design activity. It also allows substantially reducing man-
hours required for setting microprocessor relay. The
possibility to simulate any type of fault on the obtained
settings allows ensuring correctness of settings.
On the basis of the above we conclude that this
algorithm presents quite a useful tool for protection
engineers that may change significantly the existing
setting design practice.
REFERENCES
1. Oddbjorn Gjerde, Bjorn I. Langdal, Gerd Kjolle, Yngve Aabo, Utili-
sation of numerical protection and control for a better handling
of reliability of supply and maintenance, Proceedings of the 18th
International Conference and Exhibition on Electricity Distribution
- CIRED, Turin, June 2005.
2. IEEE PSRC Report Distribution line protection practises - Industry
survey results, December 2002.
SWICON 2008 Papers
43
Condition Based Ranking for Reliability
Centered Maintenance of Circuit Breaker
P.K.Pattanaik
Orissa Power Transmission Corp. Ltd.
Burla
1. Synopsis
This paper deals with the concept of a quantifiable
condition assessment, by considering the data of the
circuit breakers in service. By the use of the available
advanced techniques/models/methods, the on-line
condition data of circuit breakers are obtained. Similarly
by the available laboratory set up as well as testing
methods, different other data about the condition
of circuit breakers are also obtained. The data bank is
formed with the on line field data and testing analysis
laboratory data. By these data (Values from different
Test methods), the GMD (Geometric Mean Data) is
prepared to obtain the condition code of the equipments.
The other aspect of the equipment is its residual life
expectancy. This factor also plays an important role to
determine the condition code of the equipment. This
factor is called Survive factor ().
Now, by considering the history, commissioning data,
present technical and non-technical parameters of the
circuit breakers the condition code is prepared. This
code is used to determine the ranking of the circuit
breakers for maintenance.
The detail preparation of Breaker Condition Code (BCC)
and application of the same for finding the Condition
Based Rank (CBR) of the circuit breakers have been
focused in this paper.
This technique of obtaining CBR helps to develop
CBM (Condition Based Maintenance), which becomes
economical in comparison to the old method i.e. TBM
(Time Based Maintenance). Using this program, the
circuit breaker that required for immediate maintenance
can be identified easily. So by focusing the identified
breaker, the reliability will be improved and maintenance
cost can also be reduced. In actual practice the BCC
should be prepared annually for in service equipment to
bring a reference for CBM. But sometimes the data that
required from testing methods do not become available
in time. Because for few tests, the equipment requires
complete shut down, which demands proper planning
for rescheduling of system loads. So instead of annual
preparation of BCC, the same can be prepared once in
two years according to the suitability of system load
availability.
2. Introduction
Electrical equipments like Circuit Breakers (CB), Current
Transformers (CT), Voltage Transformers (VT), Power
Transformers (PT) etc are considered as the important
and costly assets for generation, transmission, and
distribution systems. So, the condition assessments of
these high-voltage electrical equipments have become
the catchword for every electrical utility.
During service condition, due to change of environments
like voltage, current and frequency parameters, the
electrical equipment are subjected with electrical,
chemical and mechanical stresses. The condition of the
equipment gets deteriorated. According to the rate of
deterioration, the performance and efficiency of the
equipment is also affected. So it needs continuous
condition monitoring of the materials. The different
types of conditioning monitoring methods are available
like 1.On Line Condition Monitoring 2. Off Line Condition
Monitoring etc.. From these methods, the necessary
data and test values are collected for the preparation of
condition code. For thecae of circuit breaker, the available
and suitable testing methods and conditioning practices
are considered for the preparation of conditioning code,
called Breaker Condition Code ( BCC )
3. Breaker Condition Code (Bcc)
From the available advanced techniques/models/
Day 1 - Session I Users Feedback
44
methods the condition data of the equipment are
obtained. To study the status /condition, the following
steps/methods are usually attempted.
l Routine/Annual Testing.
l On line condition Monitoring
l Off line condition monitoring
l On line test analysis
l Off line laboratory analysis.
The results such obtained are usually compared with
the previous factors, by considering the standards,
reference data etc. of the equipment. Then the data
bank protocol is used to determine a factor called
GMD (Geometric Mean Data). The other aspect of the
equipment is its residual life expectancy. This factor also
plays an important role to determine the condition code
of the equipment. This factor is called Survive factor ().
The fundamental theory of obtaining the equipment
condition code can be formulated by the following
rules.
Breaker Condition Code (BCC) = D
D = Geometric Mean Data (GMD)
= Survive Factor
3.1 GMD (Geometric Mean Data)
It is the Geometric mean of the Data factors, such
obtained from the different test results, analysis and
methods of the equipment.
GMD = (D
1
x D
2
........ D
n
)
1/n
D
1
= Data Factor of the 1
st
type test result.
=
D
2
, D
3
............ D
n
= Data Factors for 2
nd
, 3
rd
, n
th
Type of
test results.
It may be noted here that determination of GMD,
completely depends upon the choice of the utility.
According to the availability and practice of the utility,
the quantum of data factors is decided for obtaining the
condition code. The accuracy of the code depends upon
the number of the data factors i.e more the data factors
taken into the account, increases the accuracy of the
condition code.
3.2 Survive Factor ():
Before commissioning of the equipment, generally
different pre-commissioning tests are carried out.
After obtaining the successful and suitable test results,
the equipment is taken into the service. But after
commissioning and during service condition, due to
the change of different parameters the survival of the
equipment is affected. By considering these parameters
the condition code of equipment is determined. The
factors are described below.
l Loading Factor (L).
l Service factor (S)
l Temperature factor (T)
l Fault factor (F)
l *Other Factors (K)
The survive factor () is obtained by taking the 5th root of
all the possible products of five factors such described
above.
( )
2
Data) (Standard
. . Data Comm Data Obt
1/5 *
) (LSTFK
l The concept of obtaining this factor depends the choice
and availability of the deciding factors of the utility. It is
also obtained by taking the nth root of all the possible
products of n factors as required for deciding this
factor (K).
3.2.1 Loading Factor (L)
The performance and efficiency depends upon the
loading pattern on the equipment. For the case of circuit
breaker the loading on the equipment is considered
as the pattern and the magnitude of the current flow
through the breaker. Every circuit breaker is rated with
certain value of Normal current (Normal current of 145
KV Circuit breakers is 2000 Amp.)
In actual practice, the loading pattern on the Circuit
breaker depends upon the requirement of the circuit
behavior. So as per the loading of the current this factor
can be decided to determine the survive factor. It is
calculated as follows.
(Ave. Current Flow from the Comm. Date)
L=
(Normal Current of the Circuit Breaker)
3.2.2 Service Factor (S)
The equipment suffers to withstand numerous stresses,
while it is kept in working condition. These stresses are
of thermal, electrical and mechanical in nature and cause
the deterioration of the equipment. So, for calculation
of survive factor, the period of working condition and
the period of Non-working condition like maintenance
condition and Shut down Condition are also to be
considered. It has been formulated below.
SWICON 2008 Papers
45
(Total Time Period, that equipment in Service)
S=
(Total Time Period, not in service or period of
maintenance)
3.2.3 Temperature Factor (T):
Ageing characteristic of oil/paper insulation mainly
depends upon the temperature such developed
inside the equipment. The origin of temperature rise,
results due to abnormal loading, imperfect design and
environmental conditions on the equipment. For the
case of Circuit breaker the flow of current plays the
role of loading pattern on the system. So, temperature
factor is also considered for obtaining the survive factor
and described as follows:
( Ave. Min. Temperature from the comm.. date )
T=
( Ave. Max. Temperature from the comm.. date )
3.2.4 Fault Factor (F): -
The Short Circuit fault (External close in short circuit)
and continuous over loading situation of equipment,
the current on the equipment becomes more than that
of the rated value. Because of this, the Radial and Axial
forces act on the equipment and result the deterioration
of the condition of the equipment.
The magnitude of the fault current depends upon the
S.C. Fault MVA of the system. Because of the use of
suitable protective relays the rating of deterioration
does not become severe and remains within the limit of
design value. But for every situation of fault tripping,
the condition of equipment is hampered.
So, Fault factor also adjudges the quantum of survival
and calculated as follows:
(No. of fault tripping x Fault Current)
F=
(Short Time Current withstanding Capacity)
3.2.5 Other Factor (K)
The decision of using this factor for electrical equipment
in addition to the above-described factors depends
upon choice/practice of the utilities/organizations.
Sometimes according to the type of equipment, different
other factors are also considered for Survive Factor. For
example, flux factor may be taken into account for the
equipment like generator, transformer. For the case of
Circuit Breaker the characteristics of Insulation can be
taken as the additional factor for calculation. For oil
insulation, the factors like I.R Value, BDV and P.I of the
same are considered for the calculation. # But for other
quenching medium like SF6 gas, vacuum etc.. this factor
is not taken into account.
# When this factor is not taken into the calculation,
the survive factor is calculated with the available four
factors and the fourth root is accordingly taken to
calculate the survive factor()
4. Condition Based Ranking: -
A data Protocol is formed by the logarithms of the
data that made suitable from different test/methods/
analysis used by the organizations. Now the BCC that
prepared by the data protocol becomes helpful for
ranking the equipment to declare for maintenance. So,
this new method of CBM (Condition Based Maintenance)
becomes economical in comparison to the old method
i.e. TBM (Time Based Maintenance). Moreover because
of reduced budget, reduced working personnel and
growing of electrical equipment population the utilities
fail to maintain the condition of the equipment in time,
for which the maintenance interval time increases.
Unfortunately as maintenance interval is increased,
the equipment reliability becomes compromised. The
best approach to overcome this shortcoming is CBM
(Condition Based Ranking) Using this program, electrical
equipment that required for immediate maintenance
can be identified easily. So by focusing these identified
equipment, reliability will be improved and maintenance
cost can also be reduced. In actual practice the BCC
should be prepared annually for in service equipment to
bring a reference for CBM. But sometimes the data that
required from testing methods do not become available
in time. Because for few tests, the equipment requires
complete shut down, which demands proper planning
for rescheduling of system loads. So instead of annual
preparation of BCC, the same can be prepared once in
two years according to the suitability of system load
availability.
4.1 Advantages: -
Reliability of the equipment rises.
Maintenance cost becomes less.
Maintenance intervals are increased.
Maintenance as per requirement is done.
Life of equipment increases.
Preparation of Data Bank becomes helpful for future
reference.
5. Practical Study of Bcc
For practical study and preparation of BCC, the circuit
breakers of the selected zone are taken into account.
Preferably the equipments of same make with same
Day 1 - Session I Users Feedback
46
specification should be selected for the study. For
example the equipments on 220 KV systems should
be categorized under a particular selection. Similarly
the other voltage class equipment to be considered
under other selection. Sometimes the similar rating
equipments are not made available for the comparison.
Such situation can be managed by adopting the
proportionate value for the calculation.
6. Condition Assessment Techniques
Every circuit breaker has different mechanism that needs
to be maintained for fault free operation. On the basis of
working operation the maintenance practice the circuit
breaker can be classified with the following categories.
1. Maintenance of Electrical Controlling Circuit
2. Maintenance of Operating Mechanism
3. Maintenance of Quenching medium
4. Maintenance of Other supporting Mechanism
6.1 Maintenance of Electrical Controlling Circuit
The electrical controlling circuit includes different
operational circuit for correct working of the circuit
breaker.
Electrical Closing circuit ( Remote and Local )
Electrical Tripping Circuit (Remote and Local )
Protection Tripping Circuit
Trip Coil Supervision Circuit
Pole discrepancy operational circuit
Anti-Pumping Operation circuit
Auto Reclosure Circuit.
All the electrical controlling circuits as described above
include different electrical items like contactors, relays,
switches etc... For correct operation of the circuit, these
items are needed to be monitored for its healthiness in
the scheme. The monitoring and maintenance practice
of these items does not come under the BCC. Rather
it is covered under the fault finding study of the circuit.
These items do not get disturbed physically for the
operation of the scheme. But due to looseness or wrong
voltage feeding of the voltage the electrical items may
fail to work. For such situation, the correct supervision,
diagnosis and proper monitoring can help to rectify the
problems in the circuit. So preparation of the code (BCC)
for these elements do not hold good.
6.2 Maintenance of Operating Mechanism
Operating mechanism includes the mechanical items
like springs, cylinders, cams, pistons, latches, pins
etc.. This mechanism also includes electrical items like
Closing Coil and Tripping Coils etc.. According to the type
of the Circuit Breaker the operating medium is classified
as follows
l Pneumatic mechanism ( Air Pressure is used for the
operating medium)
l Hydraulic Oil ( Oil pressure is used for the medium
l Spring-Spring Mechanism ( Potential energy of the
Springs are used as the medium )
The correct adjustments, settings and installations of
these items under the operating mechanism provide
the smooth operation of the circuit breaker. But due to
mechanical movement of these items, different wear
and tear results in due course of working operation.
So the condition monitoring of the mechanism can
provide the status of the equipments associated in the
operation.
Some of the techniques that to be used for condition
assessment of Circuit breakers are stated below.
l Dynamic Contact Resistance Measurement
( DCRM)
l Contact Travel Measurement
l Contact Resistance Measurement
l Tan delta Measurement
l Speed and time Measurement of Main and auxiliary
Contact
l Trip/ Close coil Current and resistance measurement.
l Mechanical Operation Test (Vibration Measurement)
These described techniques are the usual available
methods for the status measurement of the circuit
breakers. But different Power utilities adopt their
own selected and suitable methods for condition
assessment of Circuit breakers. So the particular and
defined methods as described above can not be exactly
selected for the study. As per the choice and available
methods of the concerned utility, the BCC for the set of
Circuit Breakers can be chosen for the study.
6.2.1 Notes on Dynamic Contact Resistance
Measurement
DCRM is the technique for the measurement of Contact
Resistance of the Main Contact during the operation
of the Circuit Breaker. The Resistance versus time
data provides the useful information on the condition
monitoring of the circuit breaker. The data such
obtained can be compared with the pre- commissioning
data of the circuit breaker. The standard data can also
be referred to obtain the Data factor of the particular
breaker. Finally the obtained data factor can be used for
SWICON 2008 Papers
47
the preparation of GMD and BCC of the breaker.
6.2.2 Notes on Contact Travel Measurement
Circuit Breaker Analyzer is used to determine the contact
travel of the operating rod and also the actual travel
of the main insertion contacts. The set of transducers
and fixtures are fitted to the operating mechanism or in
the interrupting chamber to record the contact travel.
From the data obtained the other factors like Contact
velocity, acceleration etc.. are also calculated for the
comparison with the pre-commissioning data. Similarly
by the use of standard values, obtained value and
commissioning value, the data factor for preparation of
the GMD and BCC can be calculated.
6.2.3 Notes on Operating Time Measurement
The disturbance and displacement of the elements
used in the operating mechanism during the operation
of the breaker affects the operating time of the breaker
contact. The closing, opening (Tripping) and Close
Open (CO timing) of the contacts are changed. So by
the measurement of the timings of the contacts, the
intensity of the disturbance can be assessed. This
method of monitoring and the values such obtained
can be used for the preparation BCC. According to the
data, the problems in the mechanism like alignment of
contact, adjustment of moving rod and replacement of
faulty parts can be attended.
It is also important to measure the timings of the auxiliary
contacts, because these contacts are also taken in the
electrical operating circuit. The adjustment in the link
rod can manage the problem of the auxiliary contact.
6.2.4 Notes on Trip/ Close coil Current and Resistance
measurement.
The operating coil mechanism contains mainly of
housing with an electrical coil. The operation of the Coil
and consequent operation of the mechanism depends
upon the current in the coil and the movement of the
plunger upon the latch of the operating mechanism.
Sometimes due to incorrect current through the coil
or mis-adjustment of the gap of the plunger, causes
abnormal operation or non-operation of the
breaker. So the study of the associated parameters like
resistance measurement, current measurement from
correct application of the supply voltage and the gap
measurement of the plunger can indicate the status of
the operating mechanism. This monitoring method is
quite helpful for obtaining the maintenance requirement
of the circuit breaker.
6.2.5 Notes on Mechanical Operation Test (Vibration
Measurement)
The operation of the breaker and the vibration on the
system can also be considered as one of techniques for
monitoring of the status of the operating mechanism.
The vibration during closing and opening operation can
be recorded by using accelerometers on the system.
The vibration signature such obtained can be compared
with the reference signature. As per the variation in
the comparison, the problems in the mechanism like
the mechanical malfunction, excessive contact wear,
mis-alignment of mechanism and problem in damping
system can be detected and corrective action can be
taken accordingly. The data such obtained can also be
used for the preparation of the BCC.
6.3 Maintenance of Quenching medium
Every circuit breaker has certain quenching medium
to puff up the arc developed during the operation of
main contact. According to the use of this medium,
the breaker is named. Usual quenching mediums are as
follows
l Oil Medium
l Vacuum
l SF6 ( Sulfur Hexafluoride)
For higher voltage range, SF6 gas is used as the arc-
quenching medium in a hermetically sealed chamber.
SF6 gas is extensively used now-a-days, due to its
inherent property of immunity to the climatic and
environmental condition. It has other advantages such
as it is electronegative in nature with high quenching
property and high dielectric strength.
For monitoring of this medium the following techniques
are used
l SF6 gas leakage rate Measurement
l SF6 dew point Measurement
The SF6 gas once filled in the interruption chamber are
needed to be maintained in dry condition. The leakage
of the same if any is to be arrested properly. The leakage
is monitored and detected by the suitable leakage
detector. If detected SF6 is more than 10 ppm, the joint
is considered as the leaking joint, needs to be attended
for its arrest. Some detector is also available that
produces a tuned sound and varies as per the intensity
of leakage. This detection easily helps to monitor the
leakage for quick rectification.
SF6 is an inert and stable gas, but decomposes under
heavy discharging condition after a long period of
arching. The presence of moisture in the SF6 gas causes
chemical degradation, develops corrosion in the
interruption chamber and affects the insulation. During
chemical reaction some components like Hydrogen
fluoride (HF), H2SO3 etc... are resulted and harmful for
the insulation.
Day 1 - Session I Users Feedback
48
As these chemicals cause degradation of insulation
and corrosion in the chamber, monitoring of moisture
content in SF6 is very important. The SF6 dew point
Measurement method monitors the availability of
moisture content in the gas.
To maintain the moisture level low now-a-days a good
quality absorbent is used in the apparatus to remove
gaseous decomposed bi-products. So the quantity of bi-
product is remained very low.
6.4 Maintenance of Other supporting Mechanism
Every Circuit Breaker has some other supporting
equipment to satisfy the working operation of the
system. These equipments need to be maintained for
correct operation also. These items are as follows
l Different micro switches, operation switches
l Indicators
l Control valves
l Auxiliary switches
l Thermostat, heaters
l Containers, Covers etc..
l Holding Items like screw, clamps, bolts etc...
l Terminal blocks
These items are also to be maintained properly, because
the status of these items also affects the operating
mechanism of the circuit breaker.
7. Preparation of Bcc
As per the normal practice it is seen that power
utilities adopt the maintenance techniques as per the
recommendation of the manufacturers or according
to the time schedules, mentioned in the reference
catalogues/manuals. It is also seen that the maintenance
group adopt the maintenance activities with out knowing
the consequence of the end results. So this method of
TBM (Time Based Maintenance) does not help much for
actual maintenance of the electrical equipments. More
over it is also found that most of the equipment do not
show any abnormality during the normal cycle of time
base maintenance program. So maintenance of the
equipment by the TBM
method becomes useless and costly in comparison.
Now the CBM (Condition Based Maintenance) method
becomes advantageous to the TBM.
Based on the described theories like GMD, Survive Factor
and the involved Condition Assessment Techniques,
the practical study for obtaining Condition Code of the
Circuit Breaker can be done.
7.1 Limitation of the BCC
The preparation of BCC does not hold good for the
following conditions.
By the method of condition Assessment Techniques,
sometimes the values such obtained become severe
and exceed the allowable limit of the standard. Such
severity condition must be treated separately and the
action towards the maintenance of those equipments
to be attended immediately without proceeding the
CBR (Condition Based ranking) for the maintenance
practice.
Some of the condition techniques and testing methods
do not provide any absolute data/value to decide the
status of the equipment. The results obtained directly
decide the working condition of the equipment.. For
such case either the equipment is declared faulty or
healthy. So the calculation of the BCC does not hold
good.
Some case recommendations by the manufacturer
and maintenance practice there in becomes economic
as compared to the BCC method of Condition Based
Ranking of the Circuit Breaker. For such case also this
method does not hold good.
8. Conclusions:
For preparation of BCC, the survive factor () plays
an important role. Sometimes for the determination
of its associated factors, assumptions are taken for
the case of any non-availability of the data. However
the condition Based Ranking (CBR) becomes quite
economic for the maintenance of the equipment. And
also becomes helpful to maintain the data bank of the
Breakers.
Photograph of P. K.Pattanaik
SWICON 2008 Papers
49
Day 1 - Session II Testing, Standards & Common
DIVIDER 2
1st Day, Monday, 21st January, 2008
From 1415 - 1615 Hrs. (120 Min)
SESSION II - TESTING, STANDARDS &
COMMON (8 Papers)
Organiser
50
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
51
Full-pole test results for the dead-tank gas
circuit breaker rated on 800kV, 50kA, 50Hz
S. J. Park, I. S. Choi, Y. H. Lee, M. H. Kim, Y. S. Kim, H. D. Yoon
Korea Electro-technology Research Institute(KERI)
INTRODUCTION
In case of dead-tank circuit breaker with the earthed
metal enclosure, the dielectric performance between
live part and enclosure during current interruption
process is very important and should be verified by
the appropriate test. According to IEC 61633, the full-
insulation performance is basically required for short-
circuit breaking tests for the high frequency TRV under
the hot-gas condition in order to verify the withstanding
properties. In addition, this performance is also required
for the capacitive current breaking test in order to verify
the withstanding properties for the power frequency
TRV under the cold-gas condition.
With these technical considerations, KERI completed
the short circuit and capacitive current making and
breaking test of circuit breaker for GIS rated on 800kV
50kA 50Hz.
This paper introduces the synthetic test circuit made up
of two separated sources and the procedures for 800kV,
50kA circuit breaker. Short-circuit generator is used
for current source and L-C resonance circuit for voltage
source.
[a] Full-pole short-circuit test to estimate the full-
insulation properties for the high-frequency voltage
under the hot-gas condition;
[b] Half-pole capacitive current switching test to estimate
the full-insulation properties for the power frequency
voltage under the cold-gas condition.
PRECONDITIONS
Circuit breaker for test
Two types of circuit breakers shown in Fig.1 have been
subjected on test and their ratings are as bellows. :
- 800kV, 50kA, 50Hz for GIS;
- 2-break circuit breaker, Dead-tank type;
- kpp(1st-pole-to clear factor) = 1.3;
(Earthed neutral system)
- kc (capacitive voltage factor) = 1.2;
- Equipped with closing resister and parallel
grading capacitor;
- Not equipped with breaking resistor;
- Operating mechanism : Hydraulic;
- Number of operating mechanism;
Type-1: One common operating mechanism
for 2-break units of one phase
Type-2: Two independently separated
operating mechanism for each break units of one
phase.
MC: Main Contact CR: Closing Resistor
CCR: Contact for Closing Resistor
OM: Operating Mechanism C: Grading Capacitor
Fig.1 - Layout of the circuit breaker under test
Day 1 - Session II Testing, Standards & Common
52
Reference Standard
_ IEC 62271-100(2003) : High-voltage alterna-
ting current circuit breakers
_ IEC 61633(1995) : Guide for short-circuit
and switching test procedures for metal enclosed and
dead-tank circuit-breakers
Basic requirements for unit testing
According to IEC standard, especially for the dead tank
circuit breaker, it is necessary to verify the breaker
performance listed below:
_ For the short-circuit tests
- Dielectric performance
It is required to verify the dielectric performance against
high-frequency TRV and power frequency RV between
phase and enclosure under the hot-gas condition due to
high fault current interruption.
- Mechanical performance
It is required to verify influence on operating mechanism
against electro-dynamic force by high current arc.
Even if unit-test is used for interrupting performance
between contacts, full-voltage between phase and
enclosure should be applied and current interrupted by
full-units with consideration of above technical points.
This performance should be proved by rated short-circuit
current interrupting operation of test duties T100s and
T100a with maximum arcing time.
_ For the capacitive current switching test
- Dielectric performance
It is required to verify the dielectric performance against
power frequency (Es) and DC voltage(EL) as shown in
Fig. 2 between phase and enclosure under the cold-gas
condition.
Off-set voltage(Es-EL) in Fig. 2 , two times of peak voltage
of test voltage, should be applied between contacts to
verify the interrupting performance and this voltage will
be decreased to the value corresponding to portion of
the tested unit for half-pole test.
But full voltage between phase and enclosure
corresponding to occurring in full-pole test should be
applied, even if unit-test is performed for interrupting
performance between contacts.
Test Method of IEC 61633
Short-circuit interruption
As explained above, the following voltage stress during
unit test should be applied. :
- Full-pole TRV/RV between live parts and
Enclosure;
- Portion of full-pole voltage depending on
tested units and voltage distribution.
Fig.3 is the unit test circuit that can produce two kinds
of voltages, and this method has some disadvantages
as follows.
(a) Two independent voltage sources should be used;
one is the voltage source applied between contacts and
the other is the voltage source applied to the insulated
enclosure installed on the floating structure.
(b) Voltage source applied on the floated enclosure
have the same insulation level corresponding to TRV
peak value of the tested circuit breaker;
(c) Insulation level of floating structure to install the
circuit breaker should be same with TRV peak value of
the tested circuit breaker.
Fig. 2 - Interruption of capacitive current
SWICON 2008 Papers
53
Capacitive current switching
IEC 61633 has also required the full insulation verification
during unit test for capacitive current interruption and
proposed several methods as the testing method for
this purpose as follows:
- Test method to apply the proper voltage energizing
the enclosure of circuit breaker installed on floating
structure;
- Test method to superimpose two voltage sources, AC
voltage of supply side and DC voltage of load side, at
one terminal of circuit breaker.
TEST PROCEDURES PERFORMED BY KERI
Circuit breaker under test
Two kinds of circuit breakers with rating of 800kV, 50kA
were tested by KERI.
One type of the breakers has been designed two-
break unit with the horizontal arrangement and single-
operating mechanism(See Fig.4 Type-1).
The other type of the breakers has been designed
two-break unit with the vertical arrangement and two
separated operating mechanism (See Fig. 4 Type-2).
Full-pole test for short-circuit current
_ Test circuit
Fig. 5 represents the full-pole short-circuit interrupting
test circuit devised by KERI and TRV applied to the
tested breaker. In this circuit, the breaker was installed
on supporting structure and insulated from earth. And
the enclosure and one terminal of the circuit breaker
were short-circuited.
This circuit consists of two voltage sources: one is
connected between output of power frequency current
source and one terminal of circuit breaker via auxiliary;
The other is connected between the enclosure short-
circuited with the other terminal of the circuit breaker
and earth via another auxiliary circuit breaker.
_ Application of test methods
In order to apply this method, the voltage injection
synthetic testing method should be used.
Test duties of T100s(b) and T100a have been performed
to verify the dielectric performance with using this
method.
Testing requirements for rated short-circuit interruption
are listed below:
u1=637kV; t1=318us; uc=1189kV;
t2=1272kV; rrrv(u1/t1)=2kV/us.
(a) Test circuit
Fig. 3 - Test circuit of IEC 61633
(a) Type-1
(b) Type-2
Fig.4 - Circuit breaker under test
Day 1 - Session II Testing, Standards & Common
54
In Fig. 5, (V+; approximately 50% of rated voltage) is
applied to supply side terminal in series with current
source voltage of short-circuit generator (like _) and
(V-; approx. 50% of rated voltage) is applied to floated
enclosure and load side terminal (like _).
Consequently, resultant total voltage (Vt=V+ - V-) goes
up to full-pole TRV peak value and is applied to not only
across contacts but also between phase and enclosure.
Therefore, this voltage makes it possible to verify the
full-pole interrupting test and the dielectric perfor-
mance of dead tank breaker.
An explanatory example for test duty T100a is presented
in Fig. 6.
_ Control and measurement
Because enclosure of circuit breaker is insulated and
high voltage is applied on it in test circuit of Fig. 5, it
is impossible to apply general method for control of
breaker such as breaker operation, adjustment of arcing
time and control power and signal measurement such as
closing/opening signal and stroke curve characteristics
needed to analyze the test results.
Therefore, optical signalization for control and
measurement is necessary to make a test.
The power source for the breaker operation was
installed on the insulated supporting structure. Fig.7
shows the control and measurement systems used
during short-circuit test.
_ Characteristics of this test method
The advantages of this method are as follows:
(a) Full-voltage can be applied to not only contacts of full
unit but also phase-to-enclosure;
(b) Voltage source applied to enclosure contributes for
total TRV needed to verify the full insulation between live
parts and enclosure. So, insulation strength of testing
facilities can be reduced up to half of test voltage.
The disadvantages of this method are :
Fig. 6 - Test current & voltage for full-pole test
Fig. 7 - Control and measuring system
(a) Insulation of supporting structure;
(b) Difficulty in operating, control and measurement.
Half-pole test for capacitive current
_ Test requirements
Even though half-pole unit test method is used for
capacitive current switching test, full voltage should
be applied on phase to enclosure. Therefore, following
(b) Transient recovery voltage
Fig. 5 - Full-pole testing circuit(KERI)
SWICON 2008 Papers
55
requirements should be fulfilled during interrupting
performance tests.
- Between contact(reference on half-pole):
(800/3) x kd(0.55) x2 x kc(1.2) x 1.98=853kV
- Between phase and enclosure
(reference on full-pole):
(800/3) x2 x kc(1.2) = 784kV
Where, kd: Voltage distribution factor
Kc: Capacitive voltage factor
_ Interrupting test
and remains as DC voltage. The voltage of Cv and LPF circuit
oscillates and decreases with power frequency.
After current interruption in this test, two voltage
sources made up of AC voltage(Cv and Lpf) and DC
voltage(CL) are applied on one bushing of circuit breaker,
and the other bushing and enclosure are short-circuited.
Therefore, by using this voltage application, insulation
performance between phase and enclosure can be
automatically verified during half-pole test without
using the floating structure.
Fig. 9 shows the test results for capacitive current
breaking test.
The advantages of this method are :
(a) Verification of full insulation on phase to enclosure;
(b) No initial voltage rise(U1, t1) because separated
voltage source is used and initial voltage jump due to
Ferranti rise can be conveniently controlled;
(c) Increase of the testing capacity: Because current and
voltage are provided by the separated source in this
synthetic method and testing capacity can be built up
without limitations of short-circuit generator.
The disadvantages of this method are :
(a) Over charging due to the voltage decay because of
current injection of power frequency during half cycle
prior to current interruption, extra charging in Cv is
needed.
(Approximately 15-20% at time constant 75ms of LPF);
(b) Impossible to maintain the power frequency oscillating
recovery voltage during 0.3s due to the resistance of
reactor(LPF) and to maintain recovery voltage with level
of 90%; So additional recovery voltage test is required;
(c) Frequency difference between injected current(iv(t))
and recovery voltage(v(t)).
Recovery voltage test
In the interrupting test of capacitive current, voltage
decay exceeds 10% at 0.3s. This voltage decrement
comes from resistance of the reactor(LPF). In this case,
IEC 62271-100 requires the additional test that breaker
Fig. 9 - Oscillograms for capacitive current interruption test
Fig. 8 - Test circuit and simulation of capacitive current switching
Fig. 8 indicates the test circuit to verify the interrupting
properties for capacitive current.
In this circuit,
- Generator provides the power frequency test
current with low voltage.
- Capacitive energy of Cv plays a role of voltage source and
provides the AC and DC voltage after interrupting current.
Prior to half-cycle of current interruption, gap-switch(G)
is triggered and the small injection current with power
frequency(iv) flows into the test breaker. After test breaker
interrupts current at T1, voltage of capacitor (Cv) is charged
Day 1 - Session II Testing, Standards & Common
56
is operated with no load and the require voltage should
be applied at 1 cycle after the breaker starts the open
operation.
Fig. 10 explains the voltage in additional recovery
voltage test and DC voltage was applied at 1 cycle in
this test after the breaker contact separated.
CONCLUSION
By using the testing methods introduced in this paper,
type test of making and breaking performance has been
successfully completed on dead tank circuit breaker
for 800kV GIS which is the highest voltage class in IEC
standard.
The most special feature of this method is that it is
possible to verify full-pole and full-insulation properties
for interrupting unit and phase-to-enclosure by using the
testing facilities with lower voltage strength.
And, the full-pole test circuit with floated and energized
enclosure has been reported in STL and IEC in the year
of 2006.
As next challenge, KERI plans to build up the testing
capacity up to 1100kV circuit breaker and this experience
will be helpful.
REFERENCES
[1] IEC62271-100(2003), High-voltage switchgear and control gear - Part
100 : High-voltage alternating-current circuit-breakers
[2] IEC61633(1995), High-voltage alternating-current circuit-breakers
- Guide for short-circuit and switching test procedures for metal-
enclosed and dead tank circuit-breakers
[3] IEC62271-101(2006), High-voltage switchgear and control gear - Part
101 : Synthetic testing
[4] Allan Greenwood, Electrical Transients in Power System, 2nd
Edition, John Wiley & Sons, Inc.
[5] Lou van der Sluis, Transients in Power Systems, John Wiley &
Sons, Ltd.
[6] C. H. Flursheim, Power circuit breaker theory and design, 2nd
Edition, Peter Peregrinus Ltd., 1982
Fig. 10 - Additional recovery voltage test
SWICON 2008 Papers
57
Laboratory Analysis on Short Circuit
Performances of Mv Switchgears
and New Trends in Encapsulated
Mv Vacuum Circuit Breakers
T.Gurudev, J.Santhosh
High Power Laboratory, Central Power Research Institute, Bangalore
1.0 Introduction
Circuit breaker is a vital link in an electrical network and
its reliable performance is of great importance for the
safe operation of the power system by safeguarding
the costly equipments connected in the network. It
performs switching operations under normal operating
condition and also interrupts with the fault current under
abnormal operating conditions like short circuits.
It is the end customer greatly affected by the power
interruptions in the distribution systems. Consumer
needs reliable, high quality power source without
frequent interruptions. The most frequent outages
happen in the medium voltage feeder sections. Reliable,
high-quality electric power is demanded by utilities since
the economic and business development of any country
depends on the availability of uninterrupted, continuous
and reliable electric power supply.
The modernization and growing need for electrical
power has resulted in installation of more number of
power stations and sub stations. Increased capacity
of power system has resulted in more short circuit
power available on the grids. Also, it is foreseen that in
near future of four to five years, large capacity power
stations will be added to electric power supply system
in our country. Subsequently, more number of higher
capacity substations shall be installed. The equipments
to be installed are to be tested for their design
performances, operating characteristics. T h e
switchgear industry will manufacture higher capacity of
equipments and they are to be thoroughly tested before
their installation.
Circuit breakers are type tested in a specially designed
High Power Laboratories and proved with regard to its
ability to withstand short circuit currents, to interrupt
the fault currents and for switching other network
conditions like capacitive switching, inductive switching
and out of phase switching.
High Power Laboratory(HPL) of CPRI, Bangalore is
engaged in short circuit testing of large number of
switch gears rated from 3.6kV to 245kV for more
than one and half decades. This paper deals with the
performance analysis on short circuit testing of circuit
breakers (CBs) with voltage rating from 7.2kV to 36kV and
short circuit current rating from 13.1kA to 40kA. Bulk oil
circuit breakers, Minimum oil circuit breakers, SF6 circuit
breakers and Vacuum circuit breakers have been tested
for different type of short circuit and other switching
duties as per latest IEC:62271-100 and IS:13118 standards.
Percentage failure analysis on different voltage class
and type of circuit breakers, different type of short
circuit tests and other switching duties, comparative
failure analysis and also few failure cases are discussed
in this paper.
The Encapsulated medium voltage Vacuum circuit
breakers are being a new trend of circuit breakers
developed in recent years and are designed with a
compact construction and smaller physical height
occupying a smaller installation area. This type of
Vacuum circuit breaker design is required in modern days
because of its advantages such as space constraints,
cost effective, pollution free and maintenance-free
operating and control systems and discussed briefly in
this paper.
2.0 Behavioural requirements of circuit break-
ers during and post short-circuit test duties
Short circuit test (SCT) is intended to verify the
effectiveness of the overall design and quality of
switchgear and also, short circuit testing is important
because the manufacturers can supply only the circuit
breaker which is of proven design, and hence, it should
Day 1 - Session II Testing, Standards & Common
58
be type tested by simulating with network conditions in
High power laboratories for their probable behavioural
operations and design capabilities. The performance of
circuit breaker under short circuit test duties thus fairly
enables manufacturers and utilities to take appropriate
precautions before putting them into service.
The common ratings subjected to short circuit- test
duties are 10kA, 20kA, 25kA, 26.3kA, 31.5kA and 40kA
with voltage from 7.2kV, 12kV, 24kV, 25kV, 27.5kV and 36kV.
The different tests and short circuit duties performed at
Laboratory on 7.2kV,12kV, 24kV, 25kV, 27.5kV and 36kV
circuit breakers are the Basic short circuit duties such
as T10, T30, T60, T100s, T100a, Single phase test, Out of
phase test, Double earth fault test, Capacitance Current
Switching tests and Mechanical Endurance test.
Few behavioural aspects of switchgears subjected
to SCT and other switching duties are discussed as
follows.
2.1 During making and breaking tests
1) Circuit breaker shall not
a) show signs of distress
b) show harmful interaction between poles
c) show harmful interaction with adjacent laboratory
equipment
d) exhibit behaviour which could endanger or impair
an operator
2) For terminal fault tests (T100a), consisting of three
valid operations independent of the rated
operating sequence.
3) If discharge occurs later than one quarter of a cycle
after current interruption in the last two poles to clear
during the recovery voltage period are called Non
sustained disruptive discharge (NSDD) and discharges
during the transient recovery voltage (TRV) period are
not considered to be NSDD.
4) A maximum of three NSDDs are permitted during
entire type test series of any SCT duties.
5) During capacitive current switching tests, Discharge
occurs
a) Earlier than one quarter of a cycle of power frequency
after current interruption will be treated as Re-
ignition.
b) later than one quarter of a cycle and up to one half
cycle of the power frequency after current interruption
will be treated as restrike.
c) ater than one half cycle of the power frequency after
current interruption will be treated as NSDD.
6) In case of capacitive current switching tests, a maximum
number of NSDDs corresponding to one-ninth of the
number of breaking operations are permitted during
individual test series.
7) Resumption of the power frequency current triggered
by NSDD is not allowed even though it may only result
in a single loop of current flow.
8) There should not be any significant leakage current
flow to the earth from the circuit breakers during any
SCT duties.
2.2 Condition after make and break tests
1) Circuit breakers mechanical parts and insulators shall
be intact as before the test duty or make break tests.
2) Visual inspection of insulators is carried out to verify the
insulating properties and in case of doubt, dielectric
condition checking test is performed.
3) Condition checking is mandatory for the circuit breaker
with sealed for life interrupter units.
4) The No load closing and opening operation of the circuit
breaker before and after SCT duties shall be compared
and shall not show significant change and circuit
breaker shall close and latch satisfactorily.
5) After SCT duties, the circuit breaker shall be capable of
carrying the rated normal current of the circuit breaker
without their temperature rise exceeding by more
than the values specified for this in the standard and
contacts shall not show significant wear and tear.
6) Degradation of the components in the current carrying
paths shall not reduce to integrity of the normal current
carrying path.
7) There shall be no evidence of puncture, flashover, or
tracking of internal insulating materials, except that
moderate wear of the parts of arc control devices
exposed to the arc is permissible.
8) If one restrike occurs, the dielectric c o n d u c t i o n
checking test shall be performed before visual
inspection, provided that the tested peak recovery
voltage during capacitive current switching tests is
lower than the peak voltage of the specified dielectric
condition checking test. The insulating gap between
the main contacts, if they are different from arcing
contacts, shall not show any trace of a restrike.
3.0 Failure analysis on different voltage class
and different type of circuit breakers
Medium voltage Vacuum, SF6 and Oil circuit breakers of
voltage class from 7.2kV, 12kV, 24kV, 25kV, 27.5kV and
36kV were tested for short circuit test duties and other
tests over the last one and half decades are briefed as
follows.
3.1 Failure analysis on 7.2kV Circuit Breakers
In regard to different type of tests conducted on 7.2kV
circuit breakers in last fifteen years, about 28% average
failure rate in SF6 and about 25% average failure rate in
SWICON 2008 Papers
59
Vacuum circuit breakers observed in different type of
tests.
3.2 Failure analysis on 12kV Circuit Breakers
As far as type tests conducted on different types of
12kV circuit breakers for the last fifteen years, the
average failure rate observed is about 47% for the SF6
circuit breakers, about 42% for the Oil circuit breakers
and about 32% for the Vacuum circuit breakers. Again,
the Maximum failures observed in the TD4(T100s) and
TD5(T100a) duties. 12kV circuit breakers tested for STC
and capacitor current switching tests had seen equal
rate of failures and very low percentage of failure rate
observed in the lower short circuit current duty tests.
Vacuum circuit breakers were more successful in the
short circuit test duties compared to other types of
circuit breakers.
3.3 Failure analysis on 25kV/27.5kV circuit breakers
In case of 25kV/27.5kV rated SF6 and Vacuum circuit
breakers tested in the last fifteen years at HPL, about
30% average failure rate observed in different type of
tests. The maximum failures observed in the TD4(T100s)
and TD5(T100a) for these circuit breakers. About 14%
failure rate observed in different type of tests conducted
on 24kV SF6 circuit breakers tested in last fifteen years.
3.4 Failure analysis on 36kV rating
For different type tests conducted on 36kV circuit
breakers, about 75% average failure rate in Oil circuit
breakers, about 36% average failure rate in SF6 and
about 42% average failure rate in Vacuum circuit breakers
were observed.
It is observed that there is decreasing trend in the
failure rate in SF6 and Vacuum circuit breakers tested
for different tests from the first one decade to last
half decade. The maximum failures observed in the
TD4(T100s) and TD5(T100a) test duty for these circuit
breakers.
The percentage failures in different type of Circuit
breakers with different voltage class tested for different
types of short circuit tests and other switching tests are
shown in the Chart No 1 below.
Chart No 1. shows % Failures in different types of CBs
for the different voltage class
4.0 Comparative failure analysis on type of
test
Failure rate of about 45% average observed on Test
duty TD-4(T100s) and TD-5(T100a), about 18% average
observed on short time current test, failure rate of about
25% average observed on Capacitor current switching
tests and smaller current test duties,
failure rate of about 10% average observed on single
phase including Out of phase test (OP) and Double earth
fault test and also failure rate of about 2% average
observed on Mechanical operation tests conducted on
different types of circuit breakers in last fifteen years as
depicted in the chart No. 2
Chart No.2 shows % Failures in different type of tests
conducted on CBs
5.0 Comparative failure analysis on different
voltage class of circuit breakers
From the chart No 3, it is revealed that the failure rate of
about 33% average observed on 12kV class and failure
rate of about 42% average observed on 36kV class for
the different types of circuit breakers and the minimum
failure rate of about 8% average observed on 24kV
circuit breakers, failure rate of about 27% average on
7.2kV class, about 30% average on 25kV and also about
32% average on 27.5kV class for the different types
of Circuit Breakers tested for different tests in the last
fifteen years as depicted in chart No.3.
Chart No.3 shows % Failures in different type voltage
class of circuit breakers
Day 1 - Session II Testing, Standards & Common
60
6.0 Nature of failures
High Power Lab experience in performance evaluation
of medium voltage circuit breaker subjected to short
circuit test has been as follows.
The failures occur mainly due to mechanism related
issues like.
a) Improper speed namely closing speed and
opening speed
b) Improper snatch gap
c) Contact bouncing
The circuit breaker failed during T100s, when circuit
breaker is made to close open at full short circuit current.
This happens mainly due to breaker unable to withstand
high electro dynamic forces and asymmetrical short
circuit current. During this test sequence in most of
the occasions, the welding of circuit breaker contact
is observed and further results in partial or permanent
inability of circuit breaker to interrupt the short circuit
current.
During Test duty T100a, the failure occurred due to
inability to withstand higher arc energy and increased
di/dt of the short circuit current. There are occasions,
the circuit breakers exhibits restrike with resumption of
full half loop of power frequency current. In Test duties
T100a and T100s appreciable number of circuit breakers
failed due to inability of interrupting repeated short
circuit current which results in very long arcing current
of the order of 60-100msec. which is not permissible
for short arcing time circuit breakers like Vacuum circuit
breakers and SF6 circuit breakers.
In TD-5(T100a) breaker failed to interrupt the current
showing signs of distress. Waveforms show R and B
poles continue to arc and carry the current as shown in
the figure 1.
Vacuum circuit breakers mostly failed in TD-4(T100s)
and TD-5(T100a) with failing to either latch or close.
Sometimes getting welded after making and not opening
after set duration of current flow and also opening with
restrike. While conducting TD-4(T100s) on 12kV, 40kA
VCB interrupter restriked after successful interruption
of above current during the recovery period is as shown
in the figure 2
Figure 1. Typical waveform showing failure occurred during break(O)
test on Circuit breaker
Figure.3 Typical waveform showing failure occurred during Short Time
Current test
Circuit Breakers failed in Short time current tests
getting welded after test. Discontinuity in the current
and arcing is observed as shown in the figure. 3, (36kV,
25kA Vacuum circuit breaker). The physical inspection
revealed that the cluster contacts were fully burnt and
caused severe damage to the bus bars and the support
system of the panel. Heavy carbon soot observed
inside the panel.
Figure 2 Typical waveform showing failure occurred during Make break
(CO) duty test
SWICON 2008 Papers
61
During capacitor switching performance tests, high
power lab experience shows that the circuit breakers
failed due to particle impurities present in the interrupter
insufficient contact gap and also due to opening velocity
of operating mechanism, the circuit breakers failed with
restriking of arc. There are cases, abnormal switching
over voltage which caused even flashover in the test
equipments due to the restrike occurred.
A case where interrupter restriked after successful
interruption of the capacitor current of 300 Amperes
on 36KV during the recovery period. Restrike was
observed in all the poles at about 80ms after final
current interruption is as shown in the figure. 4
The performance of the medium voltage circuit breakers
under short circuit test duties and other type tests over
the last one and half decades is analyzed and found that
there is decreasing trend in the average failure rate from
about 39% in the first one decade to about 29% as
shown in the graph.1
7.0 Encapsulated medium voltage Vacuum
circuit breakers
The Encapsulated medium voltage Vacuum circuit breakers
are being a new trend of circuit breakers developed in
present days. The Encapsulated, Vacuum circuit breakers
are designed with a compact construction, is intended
to have as small a physical height as possible and to
require as small an installation area as possible. This
type of design is required in modern days because of its
advantages such as space constraints, cost effective,
pollution free and maintenance-free operating and
control systems. The encapsulated medium voltage
vacuum circuit interrupter includes a line terminal, a load
terminal, a vacuum interrupter, an operating mechanism
and an insulated, generally cylindrical encapsulating
housing. The vacuum interrupter includes a vacuum
envelope containing a fixed contact assembly and a
movable contact assembly. The fixed contact assembly
is electrically interconnected with the line terminal. A
flexible conductor electrically connects the movable
contact assembly with the load terminal. At one end of
the housing, the line side terminal is supported, on the
other side, the load terminal is supported. The housing
encloses the vacuum interrupter, the flexible conductor
and the operating mechanism and Current Transformers
to detect the phase current. Thus, the components of
the circuit breakers are confined to individual surface
- mounted enclosures and so the size of the unit is
compact and it occupies a relatively small area when
installed in a high-voltage switch gear assembly.
The failure rate of about 37% average observed on SF6
circuit breakers tested, maximum failure rate of about 50%
average observed on an Oil circuit breakers although only
few Oil circuit breakers tested and about 35% average
failure rate observed on different test duties performed
in last 15 years as shown in the chart No. 4
Figure 4 Typical waveform showing failure occurred during Capacitor
switching current Make break (CO) duty test on Circuit breaker
Chart 4 Shows % Failures in different type of Circuit Breakers for
different voltage class.
Graph 1. shows % Failures of circuit breakers for the year 1991-2005
Day 1 - Session II Testing, Standards & Common
62
Conclusions
High Power Laboratory plays an important role by enabling
the manufacturers to ascertain the equipment capability
under short circuit and other switching conditions and
development of new technology to cope with the
different abnormal conditions and further improvement
in the design, material selection and manufacturing so
as to fulfill the requirement of utilities with respect to
safe and reliable operation of power supply system.
The laboratory observations and experience on the
performance of the medium voltage circuit breakers
under short circuit test duties over the last one and
half decades indicates approximately 35% average
failure rate. The performance of the medium voltage
circuit breakers under short circuit test duties and other
switching conditions over the last one and half decades
clearly indicates that there is a decreasing trend in the
average failure rate from about 39% in the first one
decade to about 29% approximately in the last half
decade due to advancement made in the switchgear
technology. The growing tendency of grid indicates
fault level available on medium voltage network may
reach up to 50kA to 60kA. The future of the electrical
substations and networks in the cities and towns will
be the latest trend happening in the new switchgear like
encapsulated vacuum circuit breakers and also circuit
breakers involving SF6-nitrogen mixture interrupting
medium. High fault levels as high as 50kA to 60kA might
be the future trend, which requires augmented short
circuit test facilities, invent of new contact material,
insulating media and arc quenching chambers to
withstand such high short circuit currents and meet new
demands of the network operating conditions.
REFERENCES
1) IEC: 62271-100
2) IS: 13118
SWICON 2008 Papers
63
Study of behaviour of Medium Voltage Vacuum
Circuit Breaker during Capacitor Current
Switching Tests -A CPRI Experience
Yugal Agrawal, Manoher Singh, M. K. Wadhwani, B. V. Raghavaiah
Central Power Research Institute, Bhopal
Synopsis
The switchgear is employed in network to transfer
energy from grid to the end user and also to isolate the
portions of grid and the network during any emergency,
maintenance and repairs. In power networks including
industrial networks, it has been observed an increasing
necessity for reactive power. Capacitor bank circuits
are widely used to implement larger capacity power
system and achieve higher circuit power factor for the
system. The capacitor banks are normally switched by
circuit breakers of different arc extinguishing media. In
capacitor current switching duties, the interruption of
current is not the problem but the ability of the breaker
to withstand the rising recovery voltage of the system
is the main problem. During operation of these circuit
breakers some restrikes cause initiating over voltages
& the capacitor switching test duties on MV circuit
breaker in many cases showed Non Sustained Disruptive
Discharges (NSDD) initiating higher voltages.
The paper presents the study of performance evaluation
of the circuit breaker during the capacitor current
switching duties. A statistical analysis of failure of
circuit breaker during capacitor current switching tests
are included in the paper to help the manufacturers &
utilities, so that the care can be taken for trouble free
services. The paper also discusses the latest revisions
made in the IEC 62271 - 100, 2003 for conducting the
capacitive current switching tests.
Tests in the High power Laboratory show clearly when a
capacitor bank is energized the resulting inrush current
is a function of the applied voltage, capacitance, circuit
impedance, capacitor charge at the instant of closing
and the damping of switching transient. The inrush
currents result in stresses for both circuit breakers and
capacitors.
Testing Laboratories play an important role in determining
the capability study as well as development of new
technologies. CPRI is continuously engaged in testing of
various types of switchgear equipments from last four
decades. Now a days CPRI Bhopal has upgraded the
capacitor current switching facility in three phase as per
IEC: 62271-100,2003. CPRI Laboratories are accredited
with NABL, ASTA BEAB UK and CPRI is also a full member
of STL.
1.0 Introduction
Shunt capacitors are used in industrial, distribution
and transmission power circuits to improve power
factor, reduce harmonics, maximize feeder capacity,
and improve voltage control and to minimize system
loss. The capacitors are added or removed from bank
in response to daily load cycles. Similarly, switching ON
and OFF of under ground cables and transmission lines is
also an important duty for circuit breakers.
Capacitive current switching test is a specific operating
condition for vacuum circuit breaker. It combines
high inrush currents at connection of a capacitive
load with considerable low breaking currents at its
disconnection.
2.0 The New IEC 62271-100 Standard:
From the 4th edition of IEC 60056, 1987, to the latest IEC
62271-100, many changes are introduced in capacitive
current switching test based on the recommendations
from CIGRE WG 13-04 and was elaborated by a common
IEC-IEEE Task force. The aim was to have the same
requirements in the new editions of IEC 62271-100 and
ANSI/IEEE standards for circuit-breakers C37.04 and
C37.09. The main points of the revision in IEC are:
2.1 Two classes of circuit breakers are defined
according to their restrike performances
Day 1 - Session II Testing, Standards & Common
64
l Class C1: low probability of restrike during
capacitive current breaking.
l Class C2: very low probability of restrike during
capacitive current breaking.
2.2 The duties have been classified as:
l Rated line-charging breaking current (LC1 &
LC2)
l Rated cable-charging breaking current (CC1
&CC2)
l Rated single-capacitor bank breaking current
(BC1 &BC2).
2.3The severity of tests for class C2 has been greatly
increased, compared with those of class C1 by:
l Doubling the number of tests
l Performing many tests with the m i n i m u m
arcing time
l Performing tests on a pre-conditioned circuit-
breaker (three interruptions of T60)
2.4 In the previous standard the impedance of the supply
circuit A and B was such that its short circuit current
does not exceed by 10% and 100% of rated short
circuit current of the circuit breaker respectively. Now
in the new IEC, the impedance of the supply circuit
shall not be so low that its short circuit current exceeds
the rated short circuit current of the circuit breaker.
2.5 The characteristics of the test circuit shall be such that
the power frequency voltage variation, when switching,
shall be ( 2 % for test-duty 1 (LC1, CC1 and BC1) and ( 5
% for test-duty 2 (LC2, CC2 and BC2).
2.6 The test duty with reduced capacitive breaking current,
the test current range is changed from 20-40% to 10-
40% of rated capacitive breaking current, in-order to
give more freedom during testing for combined test
duties for different applications.
3.0 TEST PROCEDURE:
3.1 Circuit Breaker Class C1 Test Duties:
i) The capacitive current switching tests for class C1
circuit breakers are to be conducted without any
preconditioning. The number of tests is same
irrespective of whether the tests are conducted single
phase or three phases. The number of tests for LC1,
CC1 and BC1 are 24 O and for LC2, CC2 and BC2 is
24 CO.
ii) LC1, CC1 and BC1 shall be performed at 10 to 40% of
rated capacitive switching current. LC2, CC2 and BC2
shall be performed at not less than 100% of rated
capacitive switching current.
iii) The tests are performed at maximum operating voltage
of the releases in order to facilitate consistent control
of the opening operation.
iv) The tests have to be carried out with spread over on
both polarities, minimum arcing time on both polarity
and maximum arcing in one polarity.
The sequence of tests (O or CO)shall comprises as:
l 6, distributed on one polarity (step: 30);
l 3 at minimum arcing time on one polarity;
l 3 at minimum arcing time on other polarity;
l 6 at maximum arcing time on the other polarity;
l additional tests to achieve 24 , distributed in step of
30.
3.2 Circuit Breaker Class C2 Test Duties:
i) The tests are to be performed after performing test
duty T60 as a preconditioning test. The test duties for
a 3-phase test consists of 24 O for LC1, CC1 and BC1
to be conducted at minimum functional pressure and
maximum operating voltage. The test current is 10% to
40% of the rated capacitive current. In case of single-
phase tests the number of tests is 48 O for each test
series.
ii) The test duty for 3 phase test LC2 and CC2 consists of
24 CO and BC2 consists of 80 CO at rated capacitive
current. In case of single phase test, the number of
tests for LC2 and CC2 are 24O+24CO, for BC2 it is
120 CO operations.
iii) Further the operations have to be conducted with
spread over both polarities and the minimum arcing
time for each polarity.
3.3 Test Current
Rated values of capacitive currents are specified in table
5 of IEC: 62271-100.
3.4 Test voltage
For three-phase tests, the test voltage measured
between the phases at the circuit-breaker location
immediately prior to opening shall be not less than the
rated voltage Ur of the circuit breaker.
For single-phase laboratory tests, the test voltage
measured at the circuit-breaker location immediately
before the opening shall not be less than the product of
Ur/(3 and the following capacitive voltage factor kc:
a) 1.0 for tests corresponding to normal service in earthed
neutral systems
b) 1.2 for tests on belted cables and for line-charging
current switching test.
SWICON 2008 Papers
65
c) 1.4 for breaking of capacitor banks with isolated
neutral.
The power frequency test voltage and the d.c. Voltage
resulting from the trapped charge on the capacitive
circuit shall be maintained for a period of at least 300ms
after breaking.
3.5 Waveform of the current and voltage
The waveform of the current to be broken should, as
nearly as possible, be sinusoidal. The current to be
interrupted shall not go through zero more than once
per half-cycle of power frequency.
4.0 Inrush Current
Inrush current associated with energization of a single
capacitor bank depends on source impedance as well
as bank size and its configuration.
When a capacitor bank is energized, the resulting inrush
current is a function of applied voltage, capacitance,
circuit impedance, capacitor charge at the instant of
closing and the damping of switching transient. The
inrush currents result in stresses for both, circuit breakers
and capacitors. It is ought to be seen that the magnitude
of inrush current is less than short time current rating of
the inrush current.
The maximum value of inrush current (Im) for the single
capacitor bank may be calculated by the following
formulae:
I
m
= E
m
*(1 + ((X
c
/X
L
)) /Z
Where
E
m
= Maximum line to neutral voltage
= (2/3)*V
V = Line to line (rms) value.
Z = Circuit impedance
= ((R
2
+ (XL - Xc)
2
)
X
L
= Inductive reactance of source/ phase
= (kV)
2
/MVA
sc
X
C
= Capacitive reactance bank/phase
MVAsc = Short-circuit level
Alternatively, the inrush current current can be
determined from the expression as below:
I
m
= 2 I
c
* ((kVAt * 100)/(Z
t
* kVAr))
I
c
= Rated current of capacitor
kVAt = Capacity of feeding transformer
Z
t
= Percentage impedance of transformer
kVAr = Rating of capacitor bank
Oscillogram (Figure - 1) showing the Inrush current
during test duty BC2 conducted on 12kV Vacuum Circuit
Breaker.
5.0 Criteria To Pass The Test
The circuit breakers shall have successfully passed the
tests if the following conditions are fulfilled:
a) The circuit breaker shall be capable of making and
breaking capacitive currents in all prescribed test-
duties.
b) Either no restrikes occurred during test-duties 1 and 2
or if one restrike occurs during the complete test-duties
1 and 2, then both test duties shall be repeated on the
same apparatus without any maintenance. Further, no
restrike shall occur during the extended series of tests.
External flashover and phase-to-ground flashover shall
not occur.
c) Maximum number of NSDDs corresponding to one
ninth of the number of breaking operations is permitted
during the individual test series.
d) For circuit breaker with sealed for life interrupter units,
the dielectric condition checking and temperature rise
test to be performed.
e) Resumption of power frequency current triggered by a
NSDD is not allowed, even though it may only result in
a single loop of current flow.
Figure - 1
Day 1 - Session II Testing, Standards & Common
66
6.0 Breaker Performance
During the different conditions the performance of
Vacuum circuit Breaker were analysed:
6.1 Restrikes
A restrike is a resumption of power frequency current
or inrush frequency current between the contacts
of a mechanical switching device during a breaking
operation with an interval of zero current of a quarter
cycle of power frequency or longer.
In three-phase ungrounded systems this is only possible
when two phases breakdown simultaneously and if high-
frequency current interrupting capability of the breaker
is poor.
In a single phase test circuit the restrike current can be
measured or, resulting in oscillation current in parts of
the main circuit is not always easy to measure but can be
detected by its resulting effects, such as:
l a change of polarity of the load side voltage in the
case of an odd number of restrike current loops
l voltage escalation in case of multiple break
downs
Oscillogram shown in figure - 2, the restrike occurred
after 6 ms of current interruption during test duty 1 (BC1)
(single phase) on 12kV, 20kA Vacuum Circuit Breaker.
This failure attribute to the poor dielectric integrity of
the interrupter.
6.2 NSDD (Non-Sustained Disruptive Discharges)
NSDD is high frequency current discharge of transient
nature during recovery period. During this phenomenon,
the momentary collapse of voltages on one phase may
result in a corresponding offset of the power frequency
recovery voltage on all phases. Occurrence of NSDD
could be interpreted as showing signs of distress or any
late breakdown not evolving into a restrike. Oscillogram
shown in figure - 3, the NSDD occurred with current during
three phase single bank capacitor current switching test.
Oscillogram shown in figure - 4, two NSDD occurred
during test duty 1 (BC1) (single phase).
Oscillogram shown in figure - 5, NSDD occurred during
test duty 1 (CC1) (three phase).
7.0 Statistical Data
Statistics shows (refer Table - 1) that the Capacitive
current switching test performed as per the IEC in CPRI,
Bhopal are total 62 equipment tested out of which 53
passed & 9 failed due to restrikes, mechanism failure,
dielectric failure or NSSD observed beyond the limit
specified in the standard.
8.0 Conclusion
The aim of the revision of IEC to bring a good
representation of needs of user/manufacturer and
the possibility of testing in order to meet the service
conditions.
Failures of circuit breakers during capacitor switching
can be related to closing speed too low, bouncing of
contacts, Inadequate synchronization of closing of
three poles or Contact material.
Figure - 3
Figure - 2
APPENDIX
SWICON 2008 Papers
67
Table -1: Statistical Data
Year BC1 &
BC2
CC1 &
CC2
Total
Tested Passed Tested Passed Passed Failed Tested
2000 9 5 - - 5 4 9
2001 4 3 - - 3 1 4
2002 13 11 3 3 14 2 16
2003 2 2 3 3 5 0 5
2004 3 3 2 2 5 - 5
2005 5 4 8 8 12 1 13
2006 4 3 6 6 9 1 10
Total 40 31 22 22 53 9 62
Figure - 4
Figure - 5
Day 1 - Session II Testing, Standards & Common
68
A Simplified Method for Determining Hv Circuit
Breaker Contact Condition -
Dynamic Resistance Measurement
Jozef Levi
Dipl.el.ing Application Engineer
Doble Engineering Company
Abstract
The term dynamic resistance measurement may be
misleading when applied to circuit breaker contacts.
Dynamic resistance only applies to active circuits
which does not include breaker contacts. The contact
system of HV circuit breaker is a passive circuit where
elements are in motion hence the common use of
the term dynamic. To help determine the condition of
the contacts themselves, contact resistance, calcu-
lated using current and voltage drop, is sometimes
considered to be useful. The actual voltage measure-
ment in fact holds as much information and requires no
knowledge of the current value.
Index Terms AC circuit breakers, Contact resistance,
Contacts, Current measurement, EHV circuit breakers,
Motion measurement, Resistance measurement,
Switchgear testing, Testing, Voltage measurement
I. Introduction
The primary goal of circuit breaker testing is to determine
the condition of the breaker. Breakers have moving
parts components which allow electrical contacts
to separate (an open or trip operation) or to close.
Whether those contacts are in a vacuum, in oil or in a
gaseous medium, it makes sense to test the moving
parts of the breaker a motion or travel test.
If the motion of the contact system is in accordance
with manufacturer specifications then we can
reasonably conclude that all mechanical parts, from
the mechanism which provides the movement to the
contacts themselves, are in good condition.
The question is: what measurements will give
necessary but sufficient data for a correct decision
regarding breaker performance?
Practically all circuit breaker test instruments have
the capability to detect when the impedance of the
breaker contacts change from a relatively low value
(circuit breaker in closed position) to a relatively high
value (circuit breaker contacts in open position). A
typical high voltage circuit breaker contact system
consists of two sets of contacts: main contacts and
arcing contacts. When a standard timing method is
applied, arcing contact opening and closing time can be
measured through changes in impedance. Because of
the relatively small difference between arcing contacts
impedance and main contacts impedance, the moment
of change over between those two sets of contacts is
not detected. One way to try and see the changeover is
to inject a high DC current in to the breaker and, through
a voltage drop measurement, determine the impedance
and thus detects the moment of change over between
the two sets of contacts.
II. Method
A. History
The so called method of dynamic resistance
measurement was introduced to time particular
breakers with stationary arcing contact system. Arcing
contacts are fixed at a position determined during
breaker design and they do not move during circuit
breaker operation. To protect the main breaker contacts
an arcing ring is introduced. The material of the arcing
ring is a combination of graphite and other arc resistant
materials. Analyzing test results obtained during timing
of these breakers is often difficult with inconsistent
results. To mitigate this problem, the use of a high DC
current, injected in to the main contacts, is used to
try and determine slight changes in impedance. The
impedance is predominantly resistive and the breaker
contacts are in motion hence the misnomer dynamic
resistance.
SWICON 2008 Papers
69
Measurement of the static or non-moving contact
resistance with the breaker in a closed position will give
the total resistance from connection at one breaker
terminal to the connection at the other breaker terminal.
(Practically we can only measure the resistance with
the breaker closed; an open breaker will have infinite
resistance.) During such a static measurement the
arcing contacts are bypassed and we only measure the
main contacts. Consequently, the resistance value is a
good indicator of breaker main contact condition, but it
is not a good indicator for arcing contact condition.
B. Breaker contacts
The overall contact system of circuit breakers consists
of two distinct contact elements:
l Contacts with primary role to conduct currents when
breaker is in closed position
l Arcing contacts designed to be first to touch and
last to part; any electrical arc formed during breaker
operation will appear on the arcing contacts.
Whenever an arc is present there is an element of
destruction of the materials which are subjected to
the arc. The arcing contacts themselves are made
of a combination of metals with high temperature of
vaporization (e.g. tungsten) and low temperature of
vaporization (e.g. copper or silver). The reason is to
allow for longer contact life than could be achieved
through use of a single material.
The shape of the arcing contacts is probably their most
important characteristic, with individual designs based
on the dynamics of opening and closing the circuit
breaker. At some point during an arc the alternating
current which forms the arc will pass through zero; this
is the instant at which current practically ceases to
flow. At that moment a transient voltage will be present
across arcing contacts. If the distance between arcing
contacts is sufficient to withstand transient voltage we
will have a successful opening operation. If the voltage
is greater, the arc will re strike and alternating current
begins to flow again.
Let assume that a distance L sufficient to withstand
transient voltage is reached after time t. This
assumes that the shape of arcing contacts is according
to design and there is no damage to the contacts, and
that the breaker operates to move the contacts at a
given velocity (which is not constant but allows us to
reach the distance L in time t). In the case where
arcing contact shape has changed, for example through
damage from previous arcs, it is probable that the
distance L will not be sufficient to withstand transient
voltages and time t will increase as the contacts must
now travel further at a finite velocity to reach the new
value of L. If we do not change opening velocity the
breaker will not clear current (extinguish the arc) within
the specified time; this leads to a longer arc time and
consequently more material destruction and damage.
Clearly, the performance of the arcing contacts is
critical to the performance of the breaker.
Knowledge of the shape of the arcing contacts will give
us a tool to predict breaker performance and thus the
probable useful life of the breaker. The characteristics
of the arcing contacts can be inferred through several
methods, notably the so called dynamic resistance
measurement.
In practice there are two basic contact systems in use in
circuit breaker design:
l cluster type contact system with contact fingers
l so called butt contacts where two contact surfaces
meet
Maintaining contact pressure in the cluster system can
be achieved with additional separate springs or with
use of alloys for contact fingers which combines good
mechanical and electrical characteristics. Contact
fingers with springs are much more prone to bouncing
than contacts made of high hardness cupper alloys.
C. Existing dynamic resistance method
In essence, dynamic resistance is calculated from a
combination of:
l DC current is injected in to a breaker as it operates
l DC voltage across the HV circuit breaker contacts while
they are in motion
Results are presented graphically and in tabulation form
with resistance plotted as a function of time. From the
resulting resistance plot the point of change from main
contacts to arcing contacts can be detected. In the
case where motion is also measured, the actual length
of the arcing contacts can be calculated.
There is an alternative method which uses slow motion
of circuit breaker when DC current is injected. The only
difference between slow motion method and regular
speed method is that there is a need for additional
operation of circuit breaker and power source which can
supply power for prolonged period of time. Such slow
motion method results do not represent a real situation
because there are no breakers which will operate with
such low speed. Specifically contact system will not
behave as it will when breaker is operated with normal
velocity. Results of this method can be described as
static resistance measurement at multiple points and
are usually considered to be of substantially lower
value than those collected when the breaker operates
normally.
Day 1 - Session II Testing, Standards & Common
70
D. Simplified test method
Same as existing method DC current is injected during
breaker operation. Voltage drop is measured during trip
free or close open operation. Difference between
trip free and close open is for how long breaker will
be in closed position. During trip free operation closing
time is defined as dwell time and usually is between 20
and 50 ms. Dwell time is pre determined with auxiliary
switches. Close open operation is combination of two
separate operations closing and opening. Time when
breaker is in closed position can be adjusted with test
instrument. Difference between those two operations
is in mechanical stress on circuit breaker contact system.
During trip free operation breaker contact system is in
motion all the time and open operation follows close
operation.
When sufficient delay is implemented between close
and open operation then opening operation will be
without influence from closing operation. Delay time
of 250 to 350 ms is sufficient to have two separate
operations and influence of closing operation on
opening is minimal.
Using trip free or close open operation eliminates use
of DC battery protection. Battery is practically in short
circuit during testing. It is recommended to test trip free
or close open operation before using battery.
E. Test procedure
Circuit breaker is in open position. Regular 12 V batteries
can be used as source for current injection. Circuit
breaker is used to close and open battery circuit and
there is no need for special safety circuit to prevent too
long battery stress.
Analog channel at test instrument is used for voltage
drop measurement across breaker terminals.
It is recommended to perform trip free test without
battery to check if everything is connected properly and
breaker will operate trip free.
Trip free or close open operation is performed and
voltage drop is recorded.
F. Testing and test results analyze
Intention of testing circuit breakers is to find in what
condition is testing circuit breaker. After test is performed
and testing data is collected next step is to analyze test
results. Based upon test results analyze decision can
be made what are next steps. Decision can be from not
doing anything with breaker up to opening breaker and
physically checking contact systems and mechanical
parts.
One of most important request during analyzing process
is that someone who actually analyzes test results
has full knowledge of tested circuit breaker design
and operation. In case of voltage drop measurement
different contact system designs will have different
finger prints. There are two major groups of high voltage
circuit breaker contact system designs: cluster and butt
type. In this article we will concentrate on cluster type
contacts. Both main and arcing contact system can be
of cluster type. Main characteristic of cluster contact
system is that separated contacts are positioned
in circle and each contact element will have at least
one contact point. To achieve good contact pressure
there are two different approaches. Contact pressure
is produced with additional springs and second one
where contact pressure is produced with material
characteristics. Each type of contact system will have
own signature characteristics.
Figure 1, shows voltage drop measurement with cluster
contact system with springs. Contacts with springs allow
relatively large movement of fingers perpendicular to
moving contact travel. As results voltage drop diagram
shows changes during closing and during opening part
of operation. Contact elements are separate before
closing operation and during penetration changes
on voltage drop measurement are much more visible
than during opening operation. In case that there is
misalignment between stationary and moving contacts
that can be detected at closing.
Moving and arcing contacts are fully engaged before
opening operation and that will show les changes on
voltage drop diagram.
Figure 2, shows voltage drop measurement with cluster
contact system with no spring for arcing and main
contacts. Contacts made of copper chromium alloy do
not require springs and movement of contact fingers
is short in comparison with contacts with springs. As
results voltage drop diagram shows very small changes
during closing and during opening part of operation.
Fig. 1. Close Open voltage drop test results with cluster type con-
tacts with springs
SWICON 2008 Papers
71
G. Case study
Cluster type contacts with no springs
The Simplified method for detecting HV breaker contact
condition tests where performed on 420 kV live tank SF6
breaker at Energomex Mexico. Circuit breaker contact
system is without springs and contact fingers are made
of cupper chromium alloy. Arcing stationary contact is
also without springs and has two halves.
Timing CLOSE test showed that there are bouncing on
some of breaking element of two breaks per phase
breakers. Car battery was used as power source for high
current injection. Voltage drop was measured across
each breaking element during trip free operations.
rounding cables where used as conductors.
Fig. 3. Timing results of one phase of 420 kV breakers with bouncing
on one breaking element - digital test results.
Simplified method showed that there are bouncing
starting on arcing contacts and finishing when main
contacts are engaged. Main contacts are adjusted
properly and arcing contact bouncing is not visible after
main contacts are engaged. Arcing contact separation
shows no signs of imperfection. Trip free dwell time was
too short and that required additional adjustment.
After adjustment of arcing contact test was repeated
and there where no bouncing on arcing contacts.
Fig. 4. Bouncing on arcing contacts voltage drop measurement.
In case when motion and voltage drop are measured in
same time, length of arcing contact can be determined.
Following figure shows how arcing contact length is
determined.
Fig. 5. Test results after adjustment without bouncing
Fig. 6. Arcing contact length calculation
Fig. 2. Close Open voltage drop test results cluster type contacts
made with cupper chromium alloy.
Day 1 - Session II Testing, Standards & Common
72
H. Conclusions
Simplified method for detecting HV breaker contact
condition proved valuable in detecting contacts
problems. Test preparation is simple and there is no
need for additional hardware except ready available car
battery. Grounding cables can be used as conductors for
high DC current injection.
Both Close and Trip operation can be used for detection
contact system quality. VDM results depend on breaker
contact system design and can be compared with
previous test of same or same breaker type. VDM results
can be combined with motion measurement for arcing
contact length calculation. Test method can be used as
quality control in production and in service.
Different contact system will give different voltage drop
patterns and for test results analyze contact system
design and breaker operation has to be known.
III. REFERENCES
[1] Jose RODRIGUEZ ARIAS, Application of the Dynamic Resistance
Measurement Technique in the Measurement of Operating Times
for High Voltage Circuit Breakers, Doble European Colloquium,
Seville 1995
[2] Charles C. Serrie, DYNAMIC RESISTANCE TESTING AS A TOOL
FOR ASSESING SF6 BREAKER CONTACT CONDITION, Doble Spring
Conference 2005
[3] H.F.A. Verhaart and Andre E. Lux, A DIAGNOSTIC TO DETERMINE THE
CONDITION OF THE CONTACTS OF LOAD TAP CHANGERS IN POWER
TRANSFORMER, Doble Spring Conference 2004
SWICON 2008 Papers
73
Realistic High-power Testing Needs a Proper
Choice of Test-circuits
R.P.P. Smeets, S. Kuivenhoven, A.G.A. Lathouwers, P.P. Leufkens
KEMA T&D Testing Services
the Netherlands
Abstract
Short-circuit testing needs proper selection of test-
circuits and test methods, since the standards allow
a certain freedom of operation in the high-power
laboratories. This will be demonstrated with circuit
breaker tests, where the interaction of the active element
- the arc - with the surrounding circuit, simulating the real
network, is of utmost importance in the interruption
process.
Five examples are given, where due consideration of
choices of test-circuit and tests-conditions is needed.
1. In synthetic testing, often a current source (generator)
with a relatively low output voltage can in principle be
used. Due to the arc voltage of a (number of) breaker
chambers in series, distortion of the test current can
become unacceptable.
2. In SF6 breakers, the recovery of the gap in the thermal
region immediately after current interruption is sensitive
to very fast voltage transients that are produced by the
local topology of the circuit.
3. In vacuum circuit breaker testing, the choice of damping
in the circuit that produces the transient recovery
voltage influences the interruption performance of the
breaker after re-ignition.
4. In capacitive current switching, the energy in the test-
circuit must be equivalent to the real network, in order
to demonstrate the breakers withstand to restrike
events. Moreover, restrike in three-phase circuits has
other consequences (depending on network grounding
philosophy) than in single phase circuits.
5. Testing of three-phase devices in single-phase circuits
must be performed with adequate attention to typical
three-phase phenomena that influence the breaker
interruption capability.
1. Introduction
In testing of power equipment, the choice of test-circuits
and test-conditions is to a certain degree up to the
laboratory ordered to perform the tests. This is because
the international standards rather prescribe parameters
of waveshapes of currents and voltages to be produced
in the testing, than test-circuits. This situation leaves a
certain degree of flexibility in the choice of test-circuits
and test-practices: as long as the inherent waveshapes
are in agreement with the standards, any test-circuit is
correct.
Then, all too often, practicability of testing may lead to
concessions to technical correctness.
This might be acceptable for most type of equipment
that has a passive role in the networks, such as
transformers, arresters, capacitors etc. However, for
equipment having active control of power flow, such as
switching devices, realistic and correct representation
of the interaction between test-circuit and test-object
becomes of prime importance.
This interaction (of electrical and of mechanical nature)
consists mostly of the switching arc with the test-circuit,
and is usually out of the scope of standards.
In this contribution, the focus will be on circuit breakers,
facing - apart from high-current - complicated transient
recovery voltages (TRV) after current interruption.
Several examples are given to illustrate the importance
of choosing test-circuits that match the situation in
service.
Disregard of technical correctness may lead to circuit
breakers passing tests (because current and voltage
parameters are in accordance with standards), but may
still face problems in practical networks. Alternatively,
situations may turn up in which tests become
unnecessarily severe.
Day 1 - Session II Testing, Standards & Common
74
Several examples will illustrate this point, among which:
Without sufficient voltage available at the terminals
of the test-labs high-current source, synthetic test
results at high-voltages become unrealistic because
of the effect of (multiple) arcs in the test-circuit: weak
sources produce insufficient arc energy;
the interaction of the arc and test-circuit in the
current-zero region during short-line fault interruption
is strongly dependent on the topology of the TRV
circuitry: parasitic circuit elements in the vicinity of the
breaker influence the test-result;
the energy exchange between breaker and test-circuit
during restrike phenomena at capacitive current
switching is greatly depending on the type of test-
circuit used: direct test-circuits are more realistic than
synthetic circuits;
the philosophy of damping transient recovery voltages
in medium voltage test circuits affects the behaviour
of circuit breakers - especially vacuum breakers - that
are sensitive to high-frequency transients: too strong
damping of re-ignition current is unrealistic;
awareness of phase-to-phase interactions (mechanical,
dielectrical, dynamical) in three-phase enclosed
switchgear is needed to ensure realistic testing.
Proper knowledge and consideration of the effects of
the various influential factors, as well as assessment
of test-circuit behaviour is necessary in order to test in
accordance with practical service situations on the one
hand as well as to avoid too severe testing on the other
hand.
2. Influence of Current Source Voltage At
Synthetic Testing
Circuit breakers should generally be tested in the most
natural situation: under three-phase conditions with
current and voltage supplied by the same circuit as in
service. KEMAs testlab, having the highest power (of
8400 MVA at 50 Hz and 10.000 MVA at 60 Hz) available
in the world, can perform three-phase tests under these
conditions of circuit breakers up to 145 kV and 40 kA.
For higher ratings, synthetic testing is used, calling
for the need to review test-conditions carefully since
equivalence of (single phase) synthetic testing with
the three-phase service situation is not automatically
assured. Synthetic testing is the combination of a current
source supplying the arc current and representing the
thermal stress, and a separate voltage source, supplying
the (transient) recovery voltage for the dielectrical
stresses.
With the increasing breaking capacity of circuit breakers,
synthetic testing has become common these days,
often even so common that direct testing is neglected
by standardization committees quite often.
A major discrepancy between direct and synthetic
testing is in the available output voltage of the current
supplying circuit. By using a power source with relatively
low output voltage (<15 - 20 kV) for the short-circuit
current and a capacitor circuit, charged to high voltage
for the transient recovery voltage, synthetic testing is an
economic way to cope with the limitations of the direct
power source of a high-power laboratory. Because
current and voltage circuit are separated, the same
current source must be used when testing for example
a 145 kV / 50 kA or a 420 kV / 50 kA breaker.
However, circuit breakers of 420 kV or higher often
consist of more than one interrupting chamber and if
half-pole or a quarter-pole testing is not allowed (like
GIS), the current source must feed all the series
connected arcs inside the interrupting chambers of the
test object and the auxiliary breaker while keeping the
current constant. If the current source supply voltage
is too low compared to the sum of all the arc voltages,
the current waveform gets distorted and amplitude and
loop duration will drop [1].
This will be illustrated by an example of an IEC T100s test
[2], aimed at verification of the capability of a breaker to
interrupt a symmetrical short-circuit current at a terminal
fault of its full rated short-circuit breaking current. For
asymmetrical current interruption testing, the same
reasoning applies.
IEC 60427 (soon to be replaced by IEC 62271-101) [3]
requires that the amplitude of the final loop is equal or
more than 90% of the specified value in service. One
could use a small degree of asymmetry to modify the
total current waveform so this requirement is fulfilled,
Fig. 1 Simulation of the reduction of arc energy at synthetic testing with
reduced current source voltage with respect to service situation
SWICON 2008 Papers
75
since IEC permits a DC component at contact separation
of less than 20% (IEC 62271-100). Since the arc voltage
also affects the final loop duration, IEC 60427 requires
that the final loop duration is equal or more than 90%
of the power frequency loop duration. Finally, the RMS
value of the AC component shall not vary from the
average by more than 10% at contact separation.
Looking at all these tolerances, there seems quite
some freedom (negative tolerances) for high-power
laboratories with a relatively small current source to be
able still to test high-voltage circuit breakers.
This margin, however, directly affects the performance
of a circuit breaker.
Since both loop duration and amplitude may be each
10% less than the specified values, the arc power
and energy could easily be more than 10% lower than
in normal service. This means that puffer type circuit
breakers could pass the tests while having insufficient
interrupting power in case of a real fault. Breakers using
the arc energy to assist the interruption process suffer
a reduction of arc energy, resulting in a smaller pressure
build-up and testing may therefore be too severe.
While the total arc energy also depends on the arcing
time, the tolerances in loop duration and amplitude could
be of more importance to the interrupting capability
than the tolerances in the arcing time (maximum arcing
time: 0.5 ms, medium arcing time: 1 ms, IEC 62271-
100 Annex B).
As an example, the driving voltage of the current source
is varied from 14 kV and the rated phase-to-ground value
of 420/3 = 242 kV. In both cases the arcing time was
18 ms, which corresponds to a circuit breaker with a
minimum arcing time of 9 ms, tested at maximum arcing
time. The arc voltage is modeled using a linear rising
voltage with a rate of rise of 1 kV / 10 ms. To meet the
IEC requirements, in the 14 kV source voltage case a DC
percentage of 12.4 was needed. The final loop duration
was 95% of the power frequency loop duration and the
amplitude 90% of the specified value.
Figure 1 shows an oscillogram of both cases; the current
distortion due to the limited supply voltage can clearly
be seen. Also shown is the arc energy; compared with
the service case (242 kV), the arc energy is about 9
percent lower for the 14 kV case.
The IEC permits a negative tolerance of - 0.5 ms at
maximum arcing time; if we also include this negative
arcing time tolerance at the 14 kV case, the total
difference in arc energy becomes 13%.
This simulation shows that one should pay due attention
to the current source voltage amplitude as one does with
the arcing time during testing. The IEC tolerances for the
final loop duration and amplitude of the last current
loop may be too high considering the effect on the total
arc energy. Especially just before interruption, when
the breaker must build up enough pressure to interrupt
the arc, testing at the tolerance limits may overstress
a selfblast-type breaker or makes interruption too easy
for a puffer type. A selfblast breaker may therefore fail
and a puffer type may pass the test, while in a real life
fault situation the opposite may be true. Especially the
allowance to test simultaneous with 90% of rated loop
duration and 90% of last loop amplitude, may lead to a
significant deviation of test severity with respect to the
service situation.
Purchasers of switchgear should therefore pay attention
to the circumstances under which the circuit breaker
has been tested, especially to the level of the driving
voltage.
Also in the case of power arc tests (tests that verify the
thermal resistance of apparatus like insulator strings,
arresters etc. against external fault arcs) the driving
voltage of the current source has to be far above the arc
voltage in order not to influence the current in a negative
sense. When arcs are long, and have an associated high
arc voltage, maximum values of current source voltage
are needed in order to fulfill the requirements in the
standards regarding asymmetrical current peak value
[4].
3. Influence of Circuit Topology in Thermal
Interruption Testing
Probably the most difficult test to pass for a breaker is
the short-line fault (SLF) test. By this test, it is verified
that a breaker can interrupt a fault on an overhead line
within few kilometers from the breaker. The difficulty
is in the very steep rate-of-rise of recovery voltage
that arises due to travelling waves between breaker
and fault. Prior to this overhead line-based voltage
stresses, reflections within the station itself represent
even steeper initial transient recovery voltages (ITRV).
The very steep voltages stress the circuit breaker gap
during its early recovery after high-current interruption.
This delicate balance between cooling the hot remains
of the former arc on the one hand and the fast rising
voltage on the other is a matter of microseconds or less.
This is acknowledged in the IEC standard [1], describing
even the I(intial)TRV requirements in detail.
The design of test circuits for short-line fault tests
therefore requires a skillful approach in the treatment
of parasitic circuit elements that may be crucial in
success or failure in such tests. Prior to testing, a
detailed oscillograms of resulting (initial) TRV should
be presented to the customer by the test lab. Such
oscillograms should not be based on calculated results,
Day 1 - Session II Testing, Standards & Common
76
but on really observed waveshapes of the initial TRV
the actual circuit(-topology) produces, including voltage
dividers, grounding practice, additional capacitances,
bushings etc.
Not obeying this strict practice introduces the risk
that the initial part of the TRV (ITRV) is not represented
adequately. A compact circuit set-up usually produces
a more truthful and less severe ITRV than a more
spacious test set-up, due to stray inductances of the
connections.
The following (calculated) example makes this clear
(figure 2). The TRV of a short-line fault test on a circuit
breaker (rated 63 kA) having a parallel capacitance
to assist the interruption is calculated in the circuit
designing process. Two values of capacitance were used:
3 nF and 10 nF. The capacitors are located either near
the CB (3 m) or at a larger distance (10 m). In figure 2, an
increasing magnification of time and voltage scale has
been visualised from right to left: the rightmost picture
showing the complete TRV, the central one the TRV up to
the first peak of the SLF part of the TRV and the leftmost
one the initial TRV part only. In the thermal region,
where the arc is characterised by sub-microsecond
time constants, the initial voltage excursion is of crucial
importance.
The simulation results show that although the effect
of 10 nF on the SLF-TRV (central picture of fig. 2) is very
pronounced, the influence of circuit topology (or more
specifically the surge impedance of the capacitor
branch) is more decisive than the value of the capacitor
in the period below 1 (s (left picture of fig. 2).
In this case, it can be demonstrated that in the thermal
test-duties (SLF tests) the situation of 3 nF at 3 m gives
better interruption performance than 10 nF at 10 m. The
location of test-circuit components that influence the
initial TRV must be very well tuned to the situation in the
networks, in order to test under realistic conditions.
In this context, it needs to be mentioned that the initial
short-line fault circuitry (often called artificial line),
should be placed very close to the breaker under test,
in order to avoid an unrealistic initial voltage excursion
because of the stray inductance of connections and/or
capacitance of bushings if the artificial line is placed in
an adjacent building.
Therefore, we have the policy to use flexible and
transportable TRV components that are placed at
appropriate locations in the test circuit (as near as
necessary to the test-object). Artificial OH line circuits
with very small parasitic capacitance are used and placed
as close as possible to the test breaker. Stray inductance
of connections (shaping the ITRV) is minimized by the
use of coaxial or multi-core wires in the TRV circuitry.
With low-voltage current injection methods prior to the
tests, the presence of undesired voltage transients is
detected.
In the design of the test-circuit, simulation techniques,
from which fig. 2 results, are used.
4. Realistic TRV Circuits
In circuits for short-circuit current interruption tests, the
waveshape for the transient recovery voltage (TRV)
prescribed in the standards can in principal be produced
either with a series damped or with a parallel damped
circuit, see fig. 3. The principal difference between
the two is the rate of rise of voltage immediately after
interruption.
In test-laboratories, the parallel damped circuit must
be realized with lumped elements, the capacitance
of which is located close to the test-breakers, in order
to prevent any unwanted initial rise of the TRV. For the
parallel damped circuit, the resistor bank dissipates
a considerable amount of energy. A hybrid solution is
a series damped circuit with a (delay) capacitance in
parallel, resulting in a zero initial rate of rise.
At a voltage breakdown shortly after interruption
(usually termed re-ignition), the resulting HF current will
initially be supplied by the TRV circuit, causing a different
waveshape depending on what circuit is used.
In the parallel damped circuit, a high-frequency
(oscillating) current will flow, that may be interrupted by
the (vacuum) breaker, causing a successful interruption.
In the series damped case, the re-ignition current can be
overcritically damped having a waveshape without zero
crossings. In this situation, the power frequency current
Fig. 2 Calculated TRV of SLF circuit for test-CB equipped with parellel
capacitors of 3 nF and 10 nF at 3 m and 10 m away from the CB.
SWICON 2008 Papers
77
will re-establish and the interruption fails. This principal
difference is outlined in fig. 3, lower part.
Therefore, the choice of the TRV circuit topology, has
consequences for the interruption process, though the
(inherent) TRV waveshape matches the standards.
It is our practice to use the parallel damped circuit for
VCB testing, since field tests with discharging lines and
cables have shown an oscillatory reignition current to
be the realistic choice [5].
5. Capacitive Current Switching Tests
As in short-circuit tests, also in the capacitive current
switching tests preference must be given to direct
testing methods.
In the case that full rated capacitive load and/or the
necessary short-circuit power is not available, the
synthetic test method is a well-known work-around. This
is a combination of a (medium voltage) source providing
the rated current (not necessarily capacitive) and a
high-voltage source with restricted current capabilities.
The necessary initial TRV can be realized with separate
RLC elements. An auxiliary circuit breaker separates
the current circuit (with restricted voltage withstand
ability) from the high-voltage source. Synthetic tests
of a single-break 550 kV 63 kA breaker were succesfully
performed.
Generally speaking, (capacitive) synthetic testing
raises a number of considerations with respect to the
equivalence of the testing conditions and the network
situation:
1. A principle disadvantage of synthetic testing is that the
events after a restrike (late breakdown of the breaker
gap) cannot be represented correctly. The reason of
this is that the energy released by the restrike event
is generally lower in a synthetic circuit than in a direct
circuit. Therefore, damage to the breaker parts (notably
the nozzle) will not easily occur in synthetic testing,
whereas it would be more probable in direct tests, as
in service.
2. A difficulty with most synthetic test schemes is that
the ac and dc components of the recovery voltage are
normally applied at one terminal of the test object, the
other terminal being earthed. In particular for GIS and
UHV breakers this is an undesirable situation. Also,
in a number of synthetic test circuits (the so called
oscillatory circuits), the presence of dc voltage at load
side of the test-object before testing is a disadvantage.
Dc voltage interacts in a different way with insulator
material than ac voltage (residual charge deposition)
and its use other than perfectly in equivalence with
service conditions, should be avoided.
3. In the case that the recovery voltage is applied by an
oscillating circuit, a circuit with a very high quality
factor is needed to sustain a sufficiently high recovery
voltage for a sufficient time. All too often, voltage
decay is too rapid. This results in an unrealistically low
stress after interruption.
4. Interaction between circuit and circuit breaker arc can
be different in a number of cases, most notably current
chopping and due to rapid changes in the arc voltage
[6].
5. Minimum arcing time can be difficult to identify in
testing.
6. Single-phase Instead of Three-phase
Testing
Due to lack of test-laboratory power, tests are often
performed on a single-phase basis. Since relevant
components are normally functioning in three-phase
circuits, the following considerations apply to the
acceptance of single-phase testing as replacement of
three-phase testing.
6.1 Interaction between arc and mechanism.
For switchgear having a single mechanism to control
all three phases, it must be realised that the arc in all
three-phases has an interaction with the mechanism
due to the pressure that is built up in the chamber. This is
Fig. 3 Comparison of serier - and paralled damped TRV circuit and
re-ignition current.
Day 1 - Session II Testing, Standards & Common
78
especially evident with SF6 puffer breakers, where the
mechanism should provide the pressure for the blast of
the arc. This is illustrated in the oscillogram of figure 4,
showing a SF6 puffer breaker with a single mechanism.
The contact movement characteristics are given for 3
cases: no-load (without arc), arc in one phase of the
breaker and arcing in all three phases. It is clear that the
mechanism experiences most resistance from the arcing
in the three-phase tests, thus leading to more severe
interruption conditions in the three-phase application.
So-called suitable test criteria [2] quantify the allowed
deviation of the contact travel characteristics.
6.2 Influence of grounding in three-phase circuits
After restrike (when a breaker cannot withstand the
recovery voltage), the electrical situation in three-phase
test-circuits (and applications) is completely different
from the single-phase situation. In non-solidly grounded
three-phase circuits, restrike of one phase of a breaker
does not necessarily lead to failure of the breaker to
clear (only small zero-sequence current flows). In single-
phase test-circuits, restrike (of SF6 breakers) normally
leads to resumption of power frequency current.
Alternatively, in three-phase circuits, restrike can only
have consequences if two phases of the breaker restrike
simultaneously. Therefore, tests in three-phase circuits
tend to be more successful (and realistic) than in single-
phase circuits.
By the same reason, stresses during making of short-
circuit current in breaker chambers tested on a single-
phase basis are more severe (and less realistic) than
tested in three-phase circuits.
6.3 Arc duration
The duration of arcing (arcing time) in three-phase
networks is related in a very complicated way to
factors such as dc time constant, grounding, moment
of contact separation etc. In three-phase test circuits,
having the specified grounding, the correct conditions
for arcing times and TRV for all phases are automatically
fulfilled. In the case of single-phase tests, complicated
test conditions are prescribed for current and TRV, since
each of the phases is subjected to different conditions
regarding arc duration, current and TRV.
7. Conclusions
1. In tests where arcs are involved, high output voltage
of the current source is needed. When not available,
current becomes distorted with respect to the service
situation where fault current driving voltage is most
often (much) higher than laboratory generators.
2. For SF6 breakers, the first microsecond of transient
recovery voltage is of crucial importance in the
interruption. Test-circuits should be realized that take
this into account by proper design regarding topology,
measurement and verification.
3. Circuits that produce transient recovery voltage
in accordance with standards must also behave in
accordance with practical situations when breakers
initially fail to interrupt.
4. In capacitive current testing, due attention must be
paid to a proper choice of test circuits regarding the
release of energy at failure to withstand the recovery
voltage. Tests in direct capacitive circuits are more
reliable than in synthetic capacitive circuits.
5. Single-phase tests are usually more complicated, less
realistic and have a lower probability to be successful
for the test-object than three-phase tests. Three-phase
tests give more reliable results than single phase tests.
8. Bibliography
[1] Van der Sluis L., Sheng B.L., The influence of the arc voltage in
synthetic test circuits, IEEE Trans. on Pow. Del., Vol. 10, no. 1, pp.
274- 279, January 1995
[2] IEC Standard 62271-100, Ed. 1.1, High-voltage switchgear and con-
trolgear - Part 100: High-voltage alternating-current circuit-breakers,
IEC, 2003
[3] IEC Standard 60427, Synthetic testing of high-voltage alternating
voltage circuit breakers, 2000.
[4] Smeets R.P.P, Barts H., van der Linden W.A., Stenstrm L., Modern
ZnO Surge Arresters under short-circuit current Stresses: test ex-
periences and critical review of the IEC standard, CIGRE 2004
[5] Damstra G.C., Hooijmans J.A.A.N., Influence of TRV network on
circuit breaker interruption performance at terminal fault condi-
tions, IEE, 1990
[6] Smeets R.P.P., Lathouwers A.G.A., Capacitive Current Switching
Duties of High-Voltage Circuit Breakers: Background and Practice
of New IEC Requirements, IEEE Winter Meeting, 2000
Fig. 4 Example of the influence of single - and three phase arcing on
the contact travel during fault current interruption. One mechanism
controls three-phase. Single phase current and voltage (across CB)
is shown.
SWICON 2008 Papers
79
Inductive Load Switching:
A New IEC Standard IEC 62271-110
and Experience from Testing and Field
R. P. P. Smeets, P. Knol
KEMA T&D Testing Services
the Netherlands
D. F. Peelo
DF Peelo & Associates Ltd
Canada
Abstract
The vast majority of literature and research on high- and
medium circuit breakers is focused on the capability
to interrupt fault current. The seemingly more easy
switching of normal, inductive and capacitive loads, are
often taken for granted.
This contribution will highlight inductive load switching.
This duty deserve attention since the electrical stresses
can be considerable, not only to the breaker, but also to
the power network. Moreover, switching of inductive
load occurs far more often than interruption of fault
current.
Inductive loads, such as shunt reactors, have the property
to store a considerable amount of magnetic energy
during the switching process. The resulting dielectric
stress as this energy is released during the recovery of
the breaker is often beyond the tested specifications.
A series of re-ignitions is usually associated with this
switching duty, reason why this duty is sometimes
termed: a breakers night-mare.
A new IEC standard (IEC 62271-110) has been published in
2005, addressing various aspects of this switching duty.
Its new features will be highlighted.
Experience with the new standard and test results are
discussed.
1. Introduction
Traditionally, the emphasis in performance assessment
of circuit breakers is on its capability to interrupt fault
current. Although this is the prime task of a circuit
breaker, more routine based switching of lower current
can present significant concerns in distribution and
transmission networks.
Examples of lower-than-fault current switching are the
following:
Capacitive current switching:
In this situation, small capacitive current is interrupted
(up to few hundreds of A). Typical capacitive loads are
unloaded lines and cables, and capacitor banks.
Inductive load switching:
In this situation, very small to modest inductive current
(few A to several hundred of A) is interrupted, typically
from unloaded transformers, starting motors and
shunt reactors.
Normal load current switching:
In this situation, relatively small current (up to few kA)
is interrupted. Normally, this is no problem because
transient recovery voltage (the voltage transient that
appears across the breaker immediately after current
interruption) is of minor concern. Thanks to the high
power factor of normal loads, the transient recovery
voltage - the sum of the (small) power frequency voltage
at current zero and the transient due to switching - is
modest.
Normal load switching is therefore out of the scope of
this contribution.
Since capacitive or inductive current is small compared
to the breakers fault current interrupting capacity, the
breaker generally has no problem to interrupt this current.
Thus, very often interruption is successful even in cases
of short arcing times i.e. when contact separation
happens to be just before the power frequency current
zero of interruption. A consequence of this is the
possibility of having a small contact distance at current
zero, and subsequently contacts not yet sufficiently
mechanically separated at maximum voltage stress.
Such a situation of not yet fully developed dielectric
Day 1 - Session II Testing, Standards & Common
80
withstand capability greatly enhances the probability
of breakdown of the contact gap, in the case of severe
TRV.
Due to the power frequency nature of the recovery
voltage the highest probability of breakdown in
capacitive current interruption occurs a relatively long
time (5 - 10 ms) after current interruption. In this case,
when breakdown follows later than a quarter period
of power frequency after current interruption, the
breakdown is technically (from standardisation literature
[1], [2], [3]) termed restrike.
Restrike is the major concern in capacitive current
interruption because the released capacitive energy
can create overvoltages and/or damage to components.
Capacitive switching tests tests are thus aimed to
demonstrate the absence of restrikes, not to verify the
current interruption capability as such.
In inductive load interruption, where the nature of TRV
leads to a much earlier peak (0.050 - 0.5 ms) than in the
capacitive case (see sect. III), breakdown is termed re-
ignition, and occurs shorted than a quarter period of
power frequency.
Prolonged re-ignition is the major concern in inductive
load interruption, and testing is aimed to quantify the
re-ignition behaviour. Re-ignition (during a limited time)
is allowed, in contrast to restrike in capacitive current
interruption.
Restrike and re-ignition are of major concern because
they may lead to overvoltages in the network and can
endanger the integrity of network components, no the
least the breaker itself.
Generally, they can be avoided by utilizing controlled
switching, i.e. the strategy to postpone contact
separation until dielectrically sufficient contact-spacing
is guaranteed at current interruption.
Another common denominator of small current
interruption is the fact that current will be interrupted
slightly before natural current zero. This is called current
chopping and is due to the very strong SF6 gas blast,
needed for fault-current interruption. Since the breaker
at tripping is not aware of the magnitude of the current
to be interrupted, its action is always prepared for the
maximum current. This causes (much) smaller current to
be chopped at a level of a few amps (chopped current)
before actually reaching power frequency zero. In
vacuum breakers, the same phenomenon is observed,
in this case caused by the inability of the arc to be kept
alive at very small current.
For capacitive current interruption, this is of no concern.
For inductive load switching, however, the sometimes
large magnetic energy stored in the inductive load, even
at chopped current of few amps, can greatly enhance the
magnitude of the subsequent TRV, and is thus a reason
for concern.
Concluding, the small interrupted current is rather
a disadvantage than an advantage. In fault current
interruption a much larger contact distance is needed
for interruption, allowing the transient recovery voltage
(TRV) to develop across fully opened contacts.
2. Recovery Voltage And Re-ignition
Characteristic for inductive load switching is the
large inductance to be switched, such as an unloaded
transformer (magnetizing current), starting motor in
industrial applications and shunt reactors in power
systems.
Unlike capacitive switching, where trapped voltage on
the load capacitance is the issue, in inductive switching
it is the trapped current in the inductance that is of
concern. This trapped current is the chopped current
(see sect. 1), causing the load to contain energy that
can only be released at the cost of an enhanced TRV
(with respect to a TRV without current chopping).
In addition, this TRV reaches its peak value very shortly
after interruption, so that re-ignition of the circuit breaker
is quite a normal situation. Especially in medium voltage
situations, even multiple re-ignition (fast sequence of
re-ignition) is frequently observed. The extremely steep
fronts of the breakdowns are the concern here, especially
in case equipment containing windings (transformers,
rotating machines) is located in the immediate vicinity
of the breaker. Due to the nature of steep fronted waves
and the lack of damping, voltage distribution across
the windings may become strongly inhomogeneous,
stressing the entrance turn(s) sometimes beyond their
design limits.
3. Hv Shunt Reactor Switching
The most prominent inductive switching case is the
switching of shunt reactors. In this case, the peak of
TRV follows 0.05 - 0.5 ms (50 - 1000 kV) after current
interruption. This is associated with the natural
frequency of shunt reactor inductance with its stray
capacitance. Typical values are in the range of upto 80
kHz for medium voltage dry-type reactors and 1 - 2 kHz
for high-voltage reactors [4, 5].
An example of an actual HV shunt reactor switching
operation, including a re-ignition can be seen in fig. 1.
In this figure, the amount of (load)voltage increase
because of the chopped current, is indicated.
When the contacts separate shortly before current zero,
the breaker is prone to re-ignition. Above a certain level
of current, this will only be a single re-ignition, followed
SWICON 2008 Papers
81
by another loop of power frequency current At the next
power frequency current zero, the breaker will interrupt
without problem and without overvoltages.
short arcing times. When current is reduced to 50 A (not
a standardized value), multiple re-ignitions occurring
when time to current-zero is shorter than approx. 2.3 ms,
cause significant overvoltages.
In this case, multiple re-ignitions occured at currents
below the standardized values of 100 and 315 A, but
multiple re-ignitions, and damage of the interior breaker
chamber parts, have also been observed at currents up
to 315 A.
4. Standardisation Status
Since June 2005, the new standard IEC 62271-110 [7] on
inductive load switching exists. This standard cancels
and replaces IEC 61233 (1994).
The present standard consist of two parts:
a. High-voltage motor current switching tests, breakers
having rated voltage 1 - 17.5 kV.
Motors act as an inductive load during start or when
stalled. The aim of the test is to prove the ability of a
breaker to switch motors in this situation and to establish
its behaviour with respect to switching overvoltages, re-
ignitions and current chopping. Because the inductive
switching process is an interaction between breaker and
circuit, overvoltage data from tests in a laboratory cannot
be transferred directly to service practice. Therefore,
the interruption characteristics may serve as a basis for
estimates of the breakers performance in other motor
circuits. Overvoltages measured in the test-lab, can thus
not be directly transplanted to the service situation. The
laboratory test-circuits can be considered generally to
be more severe than actual motor application due to
the compact test set-ups in laboratories.
Fig 1. Example of a shun reactor switching test
Fig 2. Oscillograms of TRVs at HV shunt reactor swiching showing single
- (upper), multiple- (middle) and no re-ignition cs: contact separation
Fig 3. Maximum values of TRV produced during inductive switching of
a 420 kV CB depending on contact separation.
At low current (no general value can be given), the
breaker can interrupt the high-frequency current that
arises upon re-ignition, TRV rises again, re-ignition
follows and this sequence repeats itself several times.
This is called multiple re-ignition.
Multiple reignition is unwanted, because it can lead
to escalation of voltages and risk for the breaker [6].
An example is shown in fig. 2, middle trace, where the
voltage across the breaker is given during shunt reactor
switching (in the test lab). When contact separation is
sufficienty early before current zero (typically 3 - 4 ms),
no reignition occurs at any current (fig. 2, lower trace).
The voltage across the reactor is 1 pu smaller than
the indicated values. It is clear that opening shortly
before current zero can lead to voltage escalation
and overvoltages in the low-current case. This is not
an inherent weakness of the breaker, but a natural by-
product of shunt reactor switching.
In fig. 3, lower section, values of overvoltages are
summarized for the situation of 100 & 315 A, standardized
current values. Tests show no overvoltages even not at
Day 1 - Session II Testing, Standards & Common
82
Calculation methods, in order to predict from tests
with some accuracy the overvoltages to be expected
in the field, as possible with shunt reactor switching,
is not possible in the motor switching case because of
the extremely high frequencies that are involved in the
(multiple) re-ignition processes. The process is entirely
governed by parasitic network elements. Especially
with vacuum breakers, that have an excellent capability
to interrupt re-ignition current, multiple re-ignition in MV
networks is frequently observed, see the oscillogram
of fig. 4. As can be seen here, the characteristic of
the breaker - here the recovery curve indicated by the
dotted curve - together with the circuit - here the TRV
parameters - determine the ultimate overvoltage that
will be reached.
This has led to a strict definition (component values as
well as topology) in the standard of motor substitute
test circuits regarding their high-frequency behaviour.
It is essential to carry out these tests as three-phase
tests, in order to verify the absence of virtual current
chopping: current chopping in one phase, induced by
high-frequency re-ignition current in a neighbouring
phase [8]. Real cables and busbars must be used instead
of lumped elements.
The test-report shall mention various characteristics of
the observed voltage waveshapes.
Values of switching (over)voltages to be expected in
MV networks, due to inductive switching, and their
prevention can be found in [9].
b. Shunt reactor switching tests, applicable to breakers
having rated voltage 52 kV and above.
In shunt reactor switching, because of the much larger
circuits involved, much lower frequencies are involved
than in motor switching, and test-circuits with lumped
elements are prescribed by means of TRVs only.
Test circuits are defined based on 1-cos TRV, having
frequencies 1 - 10 kHz (see fig. 5), and peak values of
1.9 pu for rated voltages 245 kV and above (assuming
earthed neutral) and 2.8 for rated voltages below 245
kV (assuming isolated neutral).
The slower phenomena allow a more or less reliable
estimation of voltages, to be expected in service,
based on characteristics observed in tests. To this aim,
a calculation system is elaborated, based on the work
of CIGRE WG 13.02 [10], and summarised in [3], [4].
Criteria to pass the test are newly formulated as
follows:
i) The breaker shall consistently interrupt the current
with re-ignitions at one zero crossing only. This implies
that the contact separation velocity must be such that
after one loop of power frequency the full TRV must be
withstood. Example of test result, both fulfilling and not
fulfilling this requirement, are shown in fig. 6;
Fig 4. Multiple re-ignition of vacuum circuit breaker tested at KEMA;
dotted curve is approximate recovery characterstic
Fig 5. TRV frequencies and test current values for shunt reactor switch-
ing test.
Fig 6. Three shunt reactor switching test (145 kV, 100 A) showing two
cases of not fulfilling IEC 62271-110 criterion to have re-ignitions at one
current zero crossing only. Scale: Vertical: Voltage (in kV), current (in A,
divide by 2) Horizontal: time in ms.
ii) Re-ignitions shall always occur between the arcing
contacts. Cases have been observed that re-ignition
has taken place between the main contacts, by which
the flash-over across outer nozzle parts may have a
SWICON 2008 Papers
83
damaging effect on vital breaker parts. Puncturing of
the nozzle is also observed [11] in service as well as in
tests.
Switching of unloaded transformers (interruption of
magnetizing current, and formerly part of IEC 61233) is
no longer considered in the standard, because it is not
possible to correctly model this switching duty using
linear components of a test laboratory. Tests using an
available transformer are not representative for other
transformers.
5. Testing Issues
The challenge in testing is to measure and record all the
necessary
voltage characteristics with the required accuracy. Since
high-frequency phenomena are involved, especially in
motor switching tests, the measurement system must
have sufficient bandwidth and dynamic range in order to
capture the necessary characteristics for the report, as
required in the new standard. From fig. 6, central trace,
it can be learned that re-ignitions can be hidden right
before the actual interruption. As can be seen from the
test-example in fig. 6, the overvoltages in this (middle
trace) case is highest of all (in this case 3.6 pu).
In a more general sense, right-away rejection of breakers
that have an minimum arcing time longer than half a cycle
(which is a direct consenquence of the one-reigniting-
zero -only criterion - see 4.2i) seems to be debatable.
Proper handling of the extremely steep voltage wave
fronts of TRV collapse at re-ignition is one of the key
issues in the lab. Protection devices, as used in a service
situation, can impair measurement accuracy.
Moreover, test-engineers must decide to select the
proper location to measure, especially in MV networks,
where frequencies up to 1 MHz are involved and parasitic
elements in the measurement circuit can pollute the
measurement.
Problem may arise when tests are asked to be
performed with shunt reactors with voltages < 52 kV,
which now and then happens. Since no current values
or TRV parameters are given in the new standard 62271-
110 below 52 kV, preferred values for TRV frequencies
could be taken from the predecessor IEC TR 61233. In
doing this, it must be realized that the TRV time-to-peak
parameters t3 mentioned in this Technical Report are
(erronously) based on grounded shunt reactor banks
only, and a correction factor of (1.5 must be used as
a multiplication factor of the time parameter t3.in the
voltage range < 245 kV. Regarding current, it must be
realized that MV shunt reactors normally conduct much
more current than HV reactors, so the old values for
IEC 61233 (1600 and 500 A) maybe recommended.
For testing, the high-value of the amplitude factor 1.9
can be a problem, since this requires test-reactors with a
very high quality factor. TRV peaks at shunt reactor test
are higher than the highest TRV peak of terminal fault
test-requirements (T10 tests). In figure 7 a comparison is
made between various TRVs specified for rated voltage
52 kV. Please note that the shunt reactor TRV is an
inherent value (without arc interaction) and the actual
TRVs are always higher due to current chopping.
Regarding unit tests (testing only one element of a multi-
chamber breaker), it must be realized that these tests
have to be performed with an ample margin, because
the very fast voltages transients involved cause a
far from proportional voltage distribution across the
chambers: the chamber closest to the reactor is the
most stressed unit. To avoid later problems in the field,
unit tests should be avoided when possible.
KEMA uses 4 reactors of 700 MVAr each, with very small
parasitic capacitance. With this, shunt reactor tests in
accordance with IEC 62271-110 can be performed three-
phase up to (and including) 245 kV rated voltage, single-
phase up to (and including) 550 kV, and half-pole beyond
550 kV.
Complete test circuits for motor switching circuits are
also available.
6. Field Experiences
The switching of HV shunt reactors in the field has
evolved with the type of circuit breaker and failure
incidents are generally related to changes in technology.
The first circuit breakers used were air blast type, which
performed well, not for reasons of the circuit breaker, but
rather for the gapped type surge arresters in use at that
time. Due to the high current chopping capability of the
circuit breaker, the suppression peak overvoltages were
Fig 7. Comparison of TRV (rising parts) for a 52 kV breaker shunt reac-
tor TRV and terminal fault T 10 TRVs for cables (class S1) and for lines
(class S2)
Day 1 - Session II Testing, Standards & Common
84
sufficient to sparkover the arrester collapsing the load
side voltage and thereby reducing the recovery voltage
across the breaker to the power frequency source side
voltage only [12]. This fortuitous combination ended
with the advent of metal oxide surge arresters and the
breakers were now exposed to a more onerous transient
recovery voltage. The solution was to incorporate
opening resistors of the same order of ohmic magnitude
as the ohmic impedance of the shunt reactor.
In North America, and particularly at 500 kV, the first
SF6 gas devices used for shunt reactor switching were
load break devices, so-called circuit switchers. These
devices consisted of two interrupter units in series
and failure tended to occur after 1500 operations.
Investigation showed that the devices had long
arcing times that could in part be related to an uneven
voltage distribution between the two interrupters [12].
Correction of the voltage distribution helped but failures
persisted. The failure mode was such that a reignition
occurred in the interrupter closest to the reactor
followed by external flashover on the other interrupter
and is discussed further below. Use of the devices was
eventually discontinued and, in fairness, one must note
that the severity of the duty was not totally appreciated
at the time. At 735 kV (Hydro Quebec system) and at
765 kV (AEP system), the first SF6 circuit breakers used
incorporated metal oxide varistors across the breakers
in order to limit the transient recovery voltage and the
occurrence of reignitions. The disadvantage of this
solution was the weight of the varistors and the long-
term effect of vibrations on them due to the frequent
breaker operation.
Controlled switching to avoid reignitions altogether has
now become the norm and is applied at all HV and EHV
voltage levels. This does not mean that the duty is a
given since certain aspects of reactor switching are not
fully understood. Even with controlled switching random
failures of two interrupter breakers have occurred with
a failure mode identical to that described above for
circuit switchers. There appears to be a certain lack of
simultaneous cooperation between the two interrupters
and one theory suggests that a breakdown in the
interrupter closest to the reactor occurs first (whether
it is a first parallel or second parallel reignition can be
debated) and the total transient recovery voltage is
imposed on the outer interrupter. In the withstand race
between the internal and external insulation, the latter
sometimes loses. Internal examination of the interrupter
closest to the reactor has shown arcing on elements
other than the arcing contacts as also described in [11].
Ideally, such multiple interrupter circuit breakers should
be tested as they are intended for use. Field-testing is
also possible if a suitable measuring system is available
including optical voltage and current sensors to avoid
disturbing the capacitive voltage distribution network.
Such a test would also provide a better understanding of
the voltage distribution across the breaker and perhaps
an explanation for the random failures.
At medium voltage, both SF6 and vacuum circuit breakers
are in common use for switching shunt reactors. The
magnitudes of the currents is of course higher than for
HV applications and can no longer be termed as small
inductive currents. Experience on the whole has been
good but some failures have occurred. The failures are
mostly related to misapplication in that the duty is
treated as load switching instead of inductive load
switching and breakers selected based on the system
voltage rather than on the TRV of the reactor switching
duty.
7. Conclusions
Interruption of inductive current deserves attention
because after interruption, energy remains trapped in
the de-energized load. This energy is released in the
form of transient recovery voltage that appears across
the breaker immediately after interruption.
Because the current to be interrupted are much smaller
than the breakers capacity, interruption can already
follow in cases when contact separation is close to
current zero. In general the smaller the current, the more
easily overvoltages are generated.
Lastly, damage to the breaker interruption chamber is
sometimes observed after restrike / re-ignition.
In interrupting inductive loads, breakdown, if any, follows
early after interruption, and is called re-ignition. In cases
where re-ignition escalates into multiple re-ignition, a
series of steep fronted voltage wavetrains can damage
equipment.
Tests have to demonstrate that re-ignition only occurs
after one current zero crossing. In shunt reactor
switching, the characteristics from the switching
process, as recorded in a test, can be used to predict
the magnitude of possible overvoltages in service.
Although standard circuits are defined in the standards,
caution is necessary when it comes to the application
in other circuits.
From a user perspective, the application guides now
available and the new IEC 62271-110 standard have made
the reactor switching easier to handle. However, it must
be remembered that each application will be unique in
some way and therefore must be treated as such. As
with all new standards, issues arise (almost immediately)
that need to be addressed in the next revision. Two such
issues are how to treat high-voltage circuit breakers that
have minimum arcing times longer that one half-cycle
and how to deal with the case of very small medium
SWICON 2008 Papers
85
voltage shunt reactors where the procedure outlined in
[5] cannot be used.
8. Bibliography
[1] IEC Standard 62271-100, High-voltage and controlgear - High-voltage
alternating-current circuit-breakers, Ed. 1.1, IEC, 2003
[2] IEEE Standard C37.09, Test Procedure for AC High-Voltage Circuit
Breakers Rated on a Symmetrical Current Basis, IEEE, 1999
[3] IEEE Standard C37.012, Application Guide for Capacitance Current
Switching for AC High-Voltage Breakers, IEEE 2005[
[4] IEEE Standard C37.015, IEEE Application Guide for Shunt Reactor
Switching, IEEE, 1993
[5] CIGRE Guide for Application of IEC 62271-100 and IEC 62271-1,
Technical Brochure 305, 2006
[6] Tanae H. et al., High-Frequency Reignition Current and Its Influ-
ence on Electrical Durability of Circuit Breakers Associated with
Shunt-Reactor Current Switching, IEEE Trans. Pow. Del., vol.19 no.
3, 2004
[7] IEC Standard 62271-110, High-voltage and controlgear - Inductive
load switching, Ed. 1, IEEE 2005
[8] Smeets R.P.P., Switching Surges Associated with Vacuum Inter-
rupters in Motor Circuits, 11h CEPSI Conference, Kuala Lumpur,
Malaysia, paper 12.34, pp. 522-531, October 1996
[9] Schoonenberg G.C., Menheere W.M.M., Switching Voltages in M.V.
Networks, CIRED conference, paper 2.17, 1989
[10] CIGRE WG 13.02, Interruption of Small Inductive Currents, CIGRE
Brochure 50, 1995
[11] Bachiller J.A., Cavero E., Salamanca F., Rodriguez J., The Operation
of Shunt Reactors in the Spanish 400 kV Network - Study of the
Suitability of Different Circuit Breakers and Possible Solutions to
Observed Problems, CIGRE Conference 1994, paper 23-106
[12] Peelo D.F., Avent B.L., Drakos J., Irvine J. and Giudici B., Shunt Reac-
tor Switching Tests in BC Hydros 500 kV System. IEE Proceedings
C, September 1988.
Day 1 - Session II Testing, Standards & Common
86
Steps Towards RoHS Compliance-
The Global Need
Mahesh Kumar Dave
W.S. Test Systems Private Limited, Bangalore
Introduction
The RoHS directive stands for Restriction of the use of
certain Hazardous Substances in electrical and electronic
equipment. This directive will ban the placing on the
EU market of new electrical and electronic equipment
containing higher than agreed levels of lead, cadmium,
mercury, hexavalent chromium, polybrominated biphenyl
(PBB) and polybrominated diphenyl ether (PBDE) flame
retardants. The RoHS directive- 2002/95/EC is effective
as of July 1, 2006. It is designed to protect human life
as well as nature and wildlife restricting the above
mentioned six hazardous materials found in electrical
and electronic products.
The RoHS Directive applies to the equipment that is within
the scope of the Directive. None of the homogeneous
materials within compliant product must contain the
above six restricted substances at concentrations
above the maximum concentration values. The
producers of equipment are held responsible for
ensuring that their products must contain the six
restricted substances. The directive does not cover
components or sub-assemblies and so the equipment
producers will have to take their own steps to ensure
that all the parts and materials used in their products
do not contain restricted substances.
Why Restriction?
The whole concern is basically with the electronic
waste. A lot of electronics /electrical components are
ending their lives in open junkyards and waste dumps
all around the world - many of them with no chemical
control. The water from acid rain dissolves lead and other
hazardous materials from the electronic components
and rainwater mixed with these materials go straight to
the water table and then to drinking water. All the above
restricted substances are harmful to human beings,
animals and entire environment including air and water.
The adverse effects of all the above mentioned six
substances are explained in short:
[1] Mercury:
The volatility of mercury allows a significant airborne
global transport of mercury, and consequently mercury
is present in environmental media all over the globe at
levels that adversely affect humans and wildlife. Mercury
and its compounds are highly toxic, especially to the
developing nervous system. The applications of mercury
include lamps (including LCD backlighting), relays, flame
sensors, switches, thermostats and batteries.
[2] Lead:
Lead is causing concern in particular due to the possible
impacts on the nervous system of children, including
learning and behavioral disabilities. Typically, many
different products containing lead will end up in waste
management systems and be a source of lead to
incineration plants and/or landfills. The main application
of lead include metallic lead in solders and copper alloys,
lead compounds used for pigments and stabilizers,
CRTs, plasma display panels, fluorescent tubes and
optical glass.
[3] Cadmium:
Cadmium is a substance of particular concern due
to the accumulation in agricultural soils, which may
increase human intake by foodstuffs. The effect on
humans include kidney damage, osteomalacia etc. The
applications of cadmium include pigment in plastics,
ceramics, glass etc., plating on steel and aluminium,
alloys including low-melting alloys and soldering alloys
as well as semiconductors and batteries.
SWICON 2008 Papers
87
[4] Chromium:
Chromium occurs in number of oxidation states, but
trivalent chromium, Cr(III), and hexavalent chromium,
Cr(VI), are of greatest biological concern. Cr(VI) has
been demonstrated to cause a number of adverse
effects ranging from irritation to cancer. Skin exposure
of general public to Cr(VI) may occur from contact with
products containing chromium, e.g. chromium coating
of metal parts or chromium in soil. The principal
application area for Cr(VI) is chromate conversion
coatings. The corrosion resistance of a wide range of
metals including zinc, cadmium, aluminium, copper and
steel can be improved by treatment with chromate
based passivation solutions.
[5] & [6] PBB & PBDE:
PBB & PBDE are two groups of aromatic brominated
compounds formed by substituting bromine for
hydrogen in biphenyl and biphenyl oxide respectively. The
toxicity varies considerably among the various PBBs and
PBDEs. The adverse effects of these substances are in
liver, thyroid and neurobehavioral development in human
body. The applications of these substances are as flame
retardants mostly in plastic and textile industries.
The main application is in ABS plastic parts, flame
resistance plastics used in housings/castings, printed
circuit boards, contacts and switches, wires, lamp
sockets etc.
RoHS DIRECTIVE REQUIREMENTS:
As per the RoHS directive- 2002/95/EC, the restriction on
the amount of hazardous substances used in electrical/
electronics equipment is specified.
RoHS specifies maximum levels for the following six
restricted materials:
Restricted Substances Max.Level(MCV)
Cadmium (Cd) 100 ppm
Mercury (Hg) 100 ppm
Lead (Pb) 1000 ppm
Hexavalent Chromium
(CrVI)
1000 ppm
Polybrominated Biphenyls
(PBB)
1000 ppm
Polybrominated Diphenyl
Ethers (PBDE)
1000 ppm
Table 1. Maximum Concentration Values (MCV) for
restricted substances.
SCOPE OF THE RoHS DIRECTIVE
The RoHS Directive applies to certain types of electrical
and electronics equipment that are put on the market
as from 1 July 2006 as a finished product.
Though single components or parts of finished products
are not in the scope of the directive, as such, the
directives approach of addressing material contents
and restrictions of material used in a given finished
product indirectly implies requirements of those of its
parts (materials, components, sub-assemblies), which
contains the restricted substances, apart from the
exempted applications that are that are listed in annex
to the directive and in finally adopted and published
amendments to it.
As per the annex, the following product categories are
impacted under the RoHS Directive:
1. Large household appliances:
Refrigerators, washers, stoves, freezers,
microwave ovens, air conditioners, vacuum
cleaners.
2. Small household appliances:
Hair dryers, coffee makers, irons, blenders,
Mixers, fans etc.
3. Computing & communications equipment:
Computers, printers, copiers, phones, fax
machines.
4. Consumer electronics:
TVs, DVD players, stereos, video cameras,
LCD and CRT monitors.
5. Lighting Equipment:
Lamps, indoor and outdoor lighting fixtures,
Public and private security lighting systems.
6. Power tools:
Drills, saws, nail guns, sprayers, lathes,
trimmers, blowers.
7. Toys, leisure and sports equipment:
Videogames, electric trains, treadmills,
electronic games etc.
8. Automatic dispensers:
Vending machines, ATM machines
The obligations under the RoHS Directive do not apply to
Day 1 - Session II Testing, Standards & Common
88
any product that falls outside the scope of the directive.
It is perfectly legal to buy and sell products that are not
in the scope of the directive. These products need not
meet the material restrictions specified in the RoHS
Directive.
Exemptions:
As since long time, manufacturers are using majority of
these restricted substances and for typical applications
the similar alternatives or substitutes are not available,
new exempt applications to be introduced based on
previous stockholder consultations and technical
reviews. The logic for the exemption for essential and
typical application like military services is accepted.
Moreover, some exemption granted with condition by
the directive.
RoHS Directive also exempts certain applications from
the RoHS substance restrictions, because the use
of hazardous substances in specific materials and
components is technically or scientifically impracticable
or because the negative environmental, health and/
or consumer safety benefits thereof for maintaining
suitability of use and / or safety of the electrical and
electronic equipment.
The following products are currently exempted from
RoHS compliance:
1) Large stationary industrial tools
2) Control and monitoring equipment
3) National security use and military equipment
4) Medical devices
5) Some light bulbs and some batteries
6) Spare parts for electronic equipment in the market
before July 1, 2006.
Each exemption included in the RoHS annex will be
revisited at least every 4 years or 4 years after an
item has been added to the list of RoHS annex. For this
reason, any statements related to compliance with
RoHS Directive should be dated, and should reference
the directive and all amendments to it against which
compliance is claimed.
For its scope, the RoHS Directive makes reference to
the WEEE Directive. WEEE stands for Waste Electrical
and Electronic Equipment. It is another directive from
the European Commission (EC) and is closely related
to RoHS. In essence, WEEE mandates free recycling of
electrical and electronic equipment throughout the EU.
The consumer pays nothing at the point of collection.
The manufacturer pays for all costs associated with
collection, transportation, and recycling. In addition,
recyclers must be informed of the material content of
many items. The producer must also mark all affected
products with the WEEE symbol is shown in Fig.1 below
as defined in Annex IV of the directive.
Steps For The Compliance:
It is clearly unnecessary and too costly to analyze
every material. It is also very much important for
the manufacturer point of view where they may find
the alternative sources for each type of restricted
substances with indication of price implication for each
product.
There are some steps towards the compliance of such
requirements are explained here as guidelines.
STEP-[1] Education of RoHS Compliance.
The first step is education. It is very important to
understand, as much as possible, what it means to be
RoHS-compliant and what products are affected by RoHS.
One of the most important things to know is that the
(proposed) basis of compliance is each homogeneous
material; it means that each material used to construct
every part in every covered electrical and electronic
product must comply with RoHS. It is also important to
know what is and is not exempt from RoHS.
STEP-[2] RoHS Awareness.
The second step is awareness. Make sure that upper
management is aware of RoHS, when it comes into
effect, why the companys products are affected, and
what the potential impact on the company might be.
RoHS-compliance can be a costly and time-consuming
endeavor, so upper management will have to be on
board. RoHS-compliance can mean that your company
will have to go through big changes, including retooling,
redesign, renumbering of part numbers, adjustment of
purchasing practices, and editing of drawings and other
internal company documentation such as material
specifications.
STEP-[3] Routine Screening.
The third step is to do a survey of your materials and
parts suppliers. You should ask them if their products
are RoHS-compliant and if they are; ask them if they can
supply either a statement to that effect or a certificate
of analysis. If not, ask them if and when they expect
Fig.1
SWICON 2008 Papers
89
to be compliant or if they would be willing to get the
necessary information together to support their
product compliance. That may require them to do a
survey of their suppliers and/or test their products. You
may want to test their products if the statements you
receive are suspect.
STEP-[4] More Accurate Analysis.
The forth step is to fill-in the gaps in your product
compliance. That means one will have to change suppliers
to those who can demonstrate RoHS-compliance, or you
may have to test your remaining items for compliance.
Make sure that any testing you have done is done by a
competent laboratory; the best choice is a materials
testing laboratory with accreditation to ISO 17025. It is
not recommended that you engage a laboratory without
the assurance that their results are trustworthy. A key to
making such a judgment is to ask the laboratory if, based
on the results of testing, they will make a statement of
RoHS-compliance.
The very next step is to organize all the information you
have gathered to back up statements of compliance
for each product. This information should be kept
available in case it is requested by your clients or by an
enforcement authority. It is recommended that you
keep hard copies in addition to electronic copies of the
information.
STEP-[5] Develop a Roadmap of an Internal
RoHS Compliance.
An internal document will help guide plans for compliance.
This roadmap should define concrete actions the
company will take with an implementation schedule.
It should identify which products will be offered as
lead-free with timelines and deadlines for sample
availability and production availability. It might also set
deadlines for the discontinuation of leaded products;
identify plans for part renumbering (e.g., separate part
numbers for leaded vs. lead-free products); and discuss
substitute materials (e.g., preferred alloys to replace tin-
lead solder). The roadmap is a living document that will
adapt and change as the companys RoHS preparedness
evolves.
STEP [6] Company-wide Implementation.
RoHS compliance strategy is complex and requires
commitments from several departments. Once in place
it must be implemented company-wide. Engineers must
update design specifications, procurement officers
must understand which suppliers are high-risk and the
corporate team must be aware of changing requirements
and legal determinations (such as new restrictions
or changes in concentration levels or exemptions).
Specifications must reflect the appropriate RoHS
substance limits and be cited in manufacturing and
procurement contracts. Procurement needs to monitor
the supply chain closely and communicate to suppliers
the importance of compliance. Inventory managers must
be aware of deadlines. The sales team must be aware
of the companys program so that they can respond to
customer requests.
STEP-[7] Analysis for Alternatives/
Substitutes.
One should keep the close watch on the recent
developmental activities and introduction of
components / parts according to global requirement.
An analysis for the alternate parts/components with
implication of pricing structure is very useful step
towards the compliance. The company should allocate
the responsibilities to a separate team or department
to survey this information through the media of
internet, interaction with notified body and experts of
the relevant field.
Fig.2 shows the flow chart of RoHS Compliance decision
tree.
Recent Scenerio- Indian Regulation V/s Global
Trends.
India has earned the dubious distinction of becoming
the biggest consumer in the world of a highly toxic and
deadly substance: Mercury. Whats more appalling, while
the world is dumping mercury on us, we have neither
bothered to regulate its trade and use, nor inventorise
its stocks in the country. Imports of mercury to India
have registered a six-fold increase in seven years. This
has been brought to light by the Directorate General
of Commercial Intelligence and Statistics (DGCI&S),
Kolkata. While the world is phasing out mercury and
mercury products, we are phasing them in. This data
emphatically pointed to only one thing: that India is
rapidly becoming the worlds most preferred toxic dump
for mercury. Refer the data of Table 2 below:
Exporting country Mercury exported to India
between 1997 and 2003
Spain 417 tonnes
UK 368 tonnes
Russia 267 tonnes
Italy 172 tonnes
USA 165 tonnes
France 403 tonnes
Germany 806 tonnes
Japan 362 tonnes
China 627 tonnes
Table 2. Mercury exported to India.
Day 1 - Session II Testing, Standards & Common
90
According to the DGCI&S, between 1996 and 2002,
Mercury imports to India more than doubled from 254
tonnes to 531 tonnes
Organomercury compound (pesticides, slimicides etc)
imports increased a whopping 1,500 times from 0.7
tonnes to 1,312 tonnes
Imports of mercury containing products increased -
for instance, mercury vapour lamp imports rose from
2,100 to 0.12 million and thermostat imports increased
from 1.73 million to 2.51 million
Total imports of mercury and mercury compounds thus
jumped from 285 tonnes to 1,858 tonnes - more than
six times in seven years
Because of this dramatic rise in imports, India has now
outstripped the US in mercury consumption. The total
mercury consumed by the US in 1997-98 was 346
tonnes; US Geological Survey reports register a declining
trend in use from 1999 to 2003. In India, current mercury
consumption ranges between 1,350-1,843 tonnes per
annum. This is 50% of the mercury produced in the world.
India also processes nearly 70% of the worlds mercury.
We have become a willing buyer for this toxin.
The scenario becomes murkier when we consider the
state of regulations and inventories in India. According
to available data that CSE has studied ;
Only about 0.2% of the mercury used in the country is
regulated -- which effectively means that about 99 %
of the mercury we use is completely unregulated.
We have no information on how almost 90% of the
mercury we import is used in this country.
We cannot afford to become the global dump-yard for
toxic mercury. We desperately need a tough phase-out
policy that will ensure that regulations are enacted,
import is banned, existing stocks inventoried and
monitored strictly, recycling processes put in place and
substitutes to mercury adopted.
Hints on Alternatives/ Substitutes:
Here some of the alternatives / substitutes are discussed
based on the analysis and data collection in the benefit
of the manufacturers:
There are number of equipment and thousands
of different applications are involved for manufacturing
of electrical / electronic devices and hence it is difficult
to incorporate all such data, the popular and widely used
equipment data and their alternatives are tabulated
here.
In this table, the main six restricted substances and their
substitutes with price implications are covered.
l
l
l
l
l
l
SWICON 2008 Papers
91
Surge Supression in Electromagnetic Coils
Pamrendra Kumar
Larsen and Toubro Limited, Mumbai, India
Abstract
This paper talks about different ways for surge
suppression and protection in electromagnetic coils
specially contactor coils. Uses of surge protection
devices are explained. The effect of freewheeling
(in contactor coil) on the breaking velocity has been
explained in detail.
Introduction
Surge is a short duration high voltage pulse that generally
occurs during the switching off inductive load. The
voltage across the inductor is defined by L.di/dt. While
switching off, the current is broken in very less time. This
results in very high di/dt as dt is very low. Hence the
magnitude of voltage across the inductive load (V = L.di/
dt) becomes very high. The energy content of the surge
is equal to the inductive energy i.e. 0.5LI2.
Devices for Sugde Protection
1) Metal oxide varistors: Metal Oxide Varistors are most
commonly used for surge protection. MOV has a certain
voltage rating. If the voltage increases beyond that
level, it starts conducting and hence limits the voltage.
Every time MOV encounters a surge, some chemical
decomposition takes place and its life is reduced.
2) Transil: Transil is again used as surge protection device.
It has a very short switch-on time (often in picoseconds),
and much slower switch-off time. The only thing that has
to be kept in mind while designing the circuit that the
power decipation in transils should not be high enough
to destroy it.Unlike MOV it doesnot go through chemical
decomposition. Hence it can have much higher life than
MOV.
Fig. 2: V-I Curve for Unidirectional Transil
3) Back to back zener : Two zener diodes connected
back to back can also be used for surge protection. It
acts like a bidirectional Trinsil.
Techniques for Surge Supreession and
Protection
1). Freewheeling : One of the methods for avoiding surge
during coil switching is to use a freewheeling diode. In this
Surge may result in dielectric breakdown in the
components and hence may destroy the equipment.
Failure of electronic components due to surge is very
common.
Fig. 1: Surge
Day 1 - Session II Testing, Standards & Common
92
case after switching off, the current continues through,
the freewheel path. So the rate of change of current
(=di/dt) is low. Thus surge (=L.di/dt) can be avoided. All
the inductive energy is decipated in the coil.
One of the problems with freewheeling diode for DC
coils (or electronic driven coils) of a contactor is that it
reduces the breaking velocity significantly.
In conventional DC coil of a contactor (without
freewheeling), when the coil is switched off, the current
instanteneously drops to zero.
Consequently, the mmf (=NI) and the magnetic force
also instantenously drops to zero. There is no magnetic
force to oppose the return spring force. Also the spring
force is maximum when the magnet is in closed position.
So the initial acceleration of magnet is highest. Thus a
high breaking velocity is maintained.
The mmf (=NI) will follow the same path. Consequently
the magnetic force will decrease slowly. This magnetic
force will oppose the spring force. The net force will be
given by
Net Force = Spring force - Magnetic force
* neglecting frictional and gravitational forces
When the magnetic force becomes lesser than the return
spring force, the seperation of magnets starts. The net
force (= spring force - Magnetic force) at this point is
slightly above zero. Hence the initial acceleration of the
magnet is tending to zero. So, the breaking velocity is
very very poor.
The poor breaking velocity results in more arcing in the
contacts, hence causes faster contact erosion and poor
electrical life.
A solution for this is controlled freewheeling. For this
an electronic switch can be used in series with the
freewheeling diode. When the coil is switched off, the
current will freewheel and and its magnitude will start
reducing. The circuit will wait for the current to reduce
to a value just above the drop off current. When the
current reduces to this value, the freewheeling switch
will become off and the freewheeling diode will be out
of circuit, thus maintaining the breaking velocity. In this
case the surge generated will contain very less energy
because most of the energy will be decipated during
the freewheeling.
Fig. 4:Coil Current in DC contacor(with Freewheeling Diode in coil
)during switching off Fig. 5 : Controlled Freewheeling
If freewheeling is used with contactor coil, then even
after switching off, the current continues to flow through
freewheeling path. The current first decreases slowly
then increases and again decreases, depending on the
resistance and inductance of the system.
Fig. 3: Coil Current in DC contactor during Switching off
SWICON 2008 Papers
93
In this method, there will be a delay in drop off. But it will
not affect the electrical life of contactor as the breaking
velocity will be unaffected.
2. Filters with inductor and capacitor
Filters with inductor and capacitors are also used for
protection against mild surges. The inductor limits the
current (by limiting the rise of current) during the surge.
Capacitor reduces the voltage rise and hence protects
the circuit.
4. Transil or MOV along with resistance
The problem with inductor is that it only limits the rate of
rise of current only. So it can limit the current only for a very
short duration. The best way to limit the surge current is to
use a series resistance. The resistance should have high
surge withstand capacity. Normally wire wound resistance
can be used for this purpose. Otherwise several ceramic
resistors (general purpose resistors) in series can be
used for this purpose. Its disadvantage is that it will limit
the input current during normal working. At the same time
there is continuous i2R loss in the resistor. So this type of
protection is recommended when the continuous input
current is low.
Fig.6: Filter with L and C
Fig. 7
C1 should have high surge withstand capacity. If
some surge generating elements are the part of the
circuit, then C2 should also have high surge withstand
capacity.
3. Transil or MOV along with inductor
While using Transil or MOV for surge protection, it is
important to protect the MOV (or Transil) itself from over
current. This can be done by using an inductor in series
with the circuit. The inductor will limit the rate of rise of
current and hence will limit the surge current. Care should
be taken that the voltage rating of the components
(to be protected) should be higher than the clamping
voltage of surge protection device (i.e. MOV, Transil, etc)
The surge current (i) can be calculated using the ex-
pression:
(V - V
CL
)= (L
1
+ L
2
) di / dt
Where,
i = Surge Current
V = surge voltage
V
CL
= Clamping voltage of surge protection
device (i.e Transil, MOV, etc). This is a function of i.
L
1
, L
2
= Inductance
Again care should be taken that the voltage rating of the
components (to be protected) should be higher than
the clamping voltage of surge protection device (i.e.
MOV, Transil, etc)
The surge current will be calculated by the expression
I = (V-V
CL
) / (R
1
+ R
2
)
Where
I = Surge Current
V = surge voltage
V
CL
= Clamping voltage of surge protection device
(i.e. Transil, MOV, etc). This is a function of i.
R
1
, R
2
=Resistance
The surge withstand voltage and life largely depends on
the value of series resistance. The higher value of series
resistance will result in higher surge withstand voltage
and higher life of MOV.
Case study: When a MOV (14 mm dia) used with 8_ series
resistance, it was able to withstand 30 shorts of 4 KV,
0.2/50 _s surge. When the resistance was increased to
82 _, the same MOV was able to withstand more than
200 shorts of 6 KV, 0.2/50 _s surge
5. Use of load coil to limit surge current
If a coil is used as a load, then conventionally the coil is
attached after the filter circuit.
Fig. 8
Day 1 - Session II Testing, Standards & Common
94
But if we use the coil itself for the limiting the current,
there will be no need of addition series resistance or
inductor. The resistance and inductance of coil itself will
limit the surge current. The Surge Protection Device (i.e.
Transil, MOV, etc) should be placed after the coil. After
that the other components of circuit should be placed.
This type of protection is very effective if a coil is driven
through an electronics circuit
The surge current can be calculated from the
expression:
V = V
CL
+ L di/dt + Ri
Where
i = Surge Current
V = surge voltage
V
CL
= Clamping voltage of surge protection device
(i.e. Transil, MOV, etc). This is function of i
R = Coil Resistance
L = Inductance of coil
In the above scheme, the bridge rectifier is has to be
protected from surge. One of the simple and economical
solutions for this is to increase the voltage rating of the
bridge. To achieve this, more than one diode can be used
for each branch of the bridge.
Fig. 9
Consider the following diagram for the bridge rectifier.
Each arm of bridge consists four diodes. So the voltage
rating of the bridge will be four times the voltage rating
of diode. For example if we use the general purpose
diode 1N4007 (1000V, 1A), then the continuous
voltage rating of the bridge will be 4 KV. Similarly we can
increase the voltage rating of the bridge by increasing
the number of diodes in each branch. The disadvantage
of this technique is the higher forward voltage drop in
the bridge. This limitation should be taken care of while
designing.
Fig 8: Bridge rectifier
SWICON 2008 Papers
95
Day 1 - Session III Ultra High Voltage
1st Day, Monday, 21st January, 2008
From 1645 - 1830 Hrs. (105 Min)
SESSION III - ULTRA HIGH VOLTAGE
(6 Papers)
Organiser
96
SWICON 2008 Papers
97
Testing of UHV Circuit Breakers
R.P.P. Smeets, S. Kuivenhoven, A.B. Hofstee, P. Knol, P.P. Leufkens
KEMA T&D Testing Services
the Netherlands
Abstract
Circuit breakers for UHV application (rated voltage (
800 kV) are required especially for various large-scale
transmission projects, China being the most recent
focal point.
An overview is provided of the standardization status
of such equipment.
The testing of these apparatus is a challenge in itself.
Having experience with a large number of EHV breakers,
among which 550 kV types including single break, KEMA
has published a number of test schemes for high-power
testing EHV and UHV switchgear at the CIGRE Conference
in 2002.
In order to meet the requirements for metal enclosed
switchgear (as laid down in IEC 61633) of having the
correct dielectric stresses between life parts and
enclosure also during the interruption process, special
circuits were designed in which the test breakers
enclosure has to be raised to high-voltage. Since this
may cause major problems with mechanical stability,
control and secondary power lines to be brought to high-
voltage, costs, test duration etc. KEMA decided not to
continue these methods and to search for alternatives.
This resulted in the design, realization and testing of new
circuits for UHV. Key feature is the use of a double stage
synthetic circuit, one of which is placed in the vicinity
of the test-object. This has the advantage that the test-
object can remain on ground potential.
Various full-scale tests have now proved this principle to be
effective up to and including 800 kV on a full-pole basis.
Examples of tests will be demonstrated.
1. UHV Standardisation Issues
The IEC standards do not cover circuit breakers with
rated voltages in excess of 800 kV. Given the planning
and realization of UHV(AC) projects, most urgently in
China, there is a need to expand standardization into
UHV.
But also in India, in order to meet its expected energy
consumption increase with 50% between 2007 and
2012, Power Grid of India [1] is studying 1200 kV AC as
an option (see fig. 1).
In order to overcome the present deficiency, discussion
on test requirements above 800 kV has been initiated in
the beginning of 2007 with the establishment of CIGRE WG
A3.22: Technical specifications of substation equipment
exceeding 800 kV. First results have been presented at
the IEC/CIGRE Int. Symposium on International Standards
for Ultra High Voltage in 2007 [2].
The present IEC values of dielectric withstand for
AC, lightning and switching impulse are a more or less
proportional with voltage up to and including 800 kV,
as can be seen in fig 2. The question is, whether this
proportionality can be expanded beyond 800 kV. In order
Fig 1: Actual and projected transmission voltage levels in India (Power
Grid of India 2007)
Day 1 - Session III Ultra High Voltage
98
to obtain at least a feeling for this, dielectric withstand
specification values of (past and ongoing) UHV projects
in Japan, Russia, China, Italy and USA [2] have been
entered in figs. 2 (encircled). As can be seen, AC and
switching impulse voltages are close to extrapolations,
lightning impulse withstand is certainly below the values
extrapolated from present IEC data.
with k
pp
the first-pole-to-clear factor (in the range 1.1-
1.3 for UHV terminal faults), k
af
the amplitude-factor (1.4-
1.54 for terminal faults) and U
r
the rated voltage. This is
under the implicit assumption that the peak-TRV occurs
very close to the peak of the power frequency recovery
voltage. In UHV systems, this is not the case, given the
much longer time (t2) to reach the TRV peak compared
to non-UHV voltages. In fig. 4, this effect is shown for the
T100 test duty. Because of the large value of time-to-peak
t2, this effect is most pronounced in this test-duty. In its
essence this implies that TRVs are always superimposed
on the power frequency recovery voltage and cannot be
treated as stand-alone transients from test-circuits as
IEC considers them to be in synthetic testing.
2. Unit Testing Instead Of Full-pole Testing
For the E(xtra) and U(ltra) High Voltage levels (245 - 800
kV and ( 800 kV respectively), instead of testing the
complete pole of a circuit breaker, separate interrupter
units are often tested with the appropriate portion of
the rated voltage (unit-testing, or half-pole testing if
one pole consists of two interrupter units).
In case of unit- (or half pole in case of two units) testing
of metal enclosed EHV and UHV circuit-breakers, it is
very important to correctly represent the mechanical,
gasdynamic, electrodynamic and dielectrical stresses
with reference to the full pole tests [3, 4]. The following
requirements are applicable for the 100% terminal fault
tests and the short-line fault tests, as with these tests
the stress conditions mentioned are most severe.
2.1 Dielectric stresses
Half-pole tests on metal-enclosed circuit breakers
require special attention to the correct (full) dielectric
stresses between life parts and enclosure, at least for
the 100% short-circuit current make- and break tests
(T100s and T100a from IEC 62271-100 [3]). Adequate
dielectric stresses between enclosure and live parts
must be arranged.
3
2
r af pp c
U k k U
Fig 2: Values for dielectric withstand lesting of circuit breakers (upper:
lighting and switching impluse; lower; power frequency) as specified by
IEC up to and including 800 kV, the extrapolations (lines) and specified
values used in various UHV project (encircled)
Regarding characteristics of transient recovery voltages
to be used in testing of short-circuit interruption, similar
discussion are being held. In fig. 3, the extrapolated IEC
TRV envelopes are shown of the various short-circuit
test-duties based on 1100 kV. Also indicated (encircled)
are several values of the peak TRV voltage (Uc values) of
a number of UHV projects (1050-1150 kV) in the world. As
can be seen, as in the case of the dielectric withstand
also in switching transients, the actual (few) project
specifications tend to be equal to or lower than IEC
extrapolation.
One reason of a peak TRV value being less than
proportional to the rated voltage is the way IEC specifies
the test voltage [3]:
Fig 3: Envelopes of short-circuit TRVs for 1100 kV, extrapolated from IEC
and some values of T100 Uc values specified in UHV project
SWICON 2008 Papers
99
It is evident that half-pole tests, without taking into
account fully the fore-mentioned stresses, give
inadequate evidence for the correct performance of the
test object in service.
From many examples, experienced test stations know
the difficulties faced by designers of EHV and UHV circuit
breakers to control the phenomena described.
Adequate dielectric stress between enclosure and live
parts (Use in fig. 5) must be supplied by an additional
source. This source (Ue) can in principle be a dc, ac
or synthetic one. It can be positioned between the
enclosure and earth (fig. 5, top) or between short-circuit
point and earth (fig. 5 bottom). The disadvantage of the
first solution is the necessity to bring test object (and
its controls) to a high potential. In the second solution,
the synthetic installation (Us) and connections must be
designed for very high voltage (>1000 kV for an 800 kV
GIS).
In the relevant IEC 61633 [4] document the stresses to
be considered for single-phase testing resp. unit testing
are given:
l the dielectric stresses have to be equivalent to full-
pole testing (e.g. between phases and between phase
and enclosure);
l the exhaust gases effects (leading to reduced dielectric
withstand capabilities) have to be equivalent within the
same compartment;
l the mechanical stresses (operating mechanism and
gas dynamic phenomena) have to be equivalent;
l the electrodynamic forces (between arc and conductors
/other arcs, between moving contacts) have to be
equivalent.
2.2 Gas-dynamic stresses
Depending on the design involved (a combined gas
compartment for the arc extinguishing medium or
not), the dynamic gas pressures and gas flows of both
arcing chambers may mutually affect the gas-dynamic
phenomena, that interfere with the extinguishing
process.
Fig 4 : Comparision of actual TRV with Uc value, specified by IEC
The hot exhaust gases may also deteriorate the dielectric
withstand capability of the space surrounding the arcing
chambers (between poles, across the chamber, to the
enclosure). For designs with a mutual gas compartment,
it is required to either test full-pole or to test half-pole but
with an interruption of the test current in both interrupting
units (by using the other unit as auxiliary breaker in a
synthetic circuit).
Especially with GIS and dead-tank circuit breakers gas
dynamic phenomena and the influence of (hot, ionized,
contaminated) exhaust gas has to be taken into account with
respect to the decision to perform unit- or full-pole tests
and with respect to the decision to which side of the circuit
breaker the largest dielectric stress has to be applied.
2.3 Mechanical stresses
Typically for circuit breakers with two (or more) arcing
chambers for each phase, one operating mechanism and
Fig 5 : Principal diagrams for correct represention of valtage stress
between enclosure and life parts
Day 1 - Session III Ultra High Voltage
100
transmission system is applied per pole, driving both
interrupting units. With half-pole tests, the forces in the
operating mechanism and the structure are far less than
those encountered during full-pole tests. Therefore,
half-pole breaking tests are allowed provided that the
other unit is used as auxiliary breaker (or, alternatively,
a suitable test is made to verify the equality of the
mechanical travel characteristics).
With respect to closing, the 100% symmetrical and
asymmetrical short-circuit current making tests have to
be carried out anyway in a full-pole configuration.
The requirements above also apply to circuit breakers
that have a common operating mechanism for each
phase.
2.4 Electro-dynamic stresses
Half-pole tests, without using the other unit as an
auxiliary breaker, require an equivalent conducting path
for the short-circuit current, simulating correctly its
influence on the arc in the unit under test. For the same
reason, three-phase tests, as well as a single-phase
tests, are necessary on three-phase metal-enclosed
circuit-breakers, due to its compact design. Also the
high-current connections in the direct vicinity of the test
object have to be designed with great care, taking into
consideration a realistic electro-dynamic stress on the
arc and the structure.
3. Kemas Testing Experience With Uhv
Recently, KEMA demonstrated a full-pole test of an
800 kV circuit breaker, keeping the breaker at ground
potential. This is considered a better solution than unit
testing, as outlined in sect. 2.
One could consider the application of test-voltages at
both sides of the breaker, as KEMA proposed earlier [5]
- see fig. 6 -, and connect the breakers enclosure to one
side to ensure the correct voltage stresses between
enclosure and conductor. The drawback of this solution
is that this requires an extremely rigid platform (at high
potential) to guarantee mechanical stability.
Keeping the breaker on ground potential offers the
following advantages:
q Test-breaker remains on ground potential
q No problems with mechanical stability and integrity of
the breaker under heavy movement during switching
operation
q No problems with control, auxiliary power supply etc.
to HV potential
q No need to build an insulated platform
q Shorter testing time
q Lower costs
q Convenient for the user
q Most realistic test condition compared to service
situation
fig 6 : UHV Solution, originally proposed by KEMA
A two-stage synthetic solution was adopted - see fig.
7 -, in which a new mobile synthetic installation in the
testbay provides the second step of the 4-parameter
TRV superimposed on the voltage wave shape from the
Fig 7: Preferred UHV testing solution, demonstrated by KEMA
Fig 8 : Demonstration of double stage synthetic testing for 800 kV
circuit breakers
SWICON 2008 Papers
101
existing synthetic installation, as outlined in fig. 8. This
makes 800 kV testing possible without overstressing
the test buildings bushings and components that were
originally not designed for UHV testing. The T30 duty,
for example has the highest TRV peak of 1.3 MV.
Several components, like air core reactors and capacitor
banks, had to be raised to withstand a significant voltage
to earth, some were modified and a new triggered spark
gap was developed (see photo in fig. 9). A commercially
available 800 kV circuit breakers was installed as
auxiliary breaker.
Fig 9 : Impression of KEMA test-circuit for 800 kV circuit breakers
These tests paved the way to development of circuits
for even higher voltages, if the market requires so.
At present at KEMA, both studies and hardware
preparations are being carried out in order to prepare
test-circuits at even higher voltages, eg. up to 1100 kV
full-pole. Several problem still have to be solved, one of
these being the proper specification of voltage dividers,
having to deal with unusually slow rising switching
impulses.
4. Conclusions
In the case of metal enclosed (GIS) switchgear, it
is necessary to perform short-circuit tests on the
complete breaker. Test on separate breaker chambers
(unit-tests) do not represent service conditions of
dielectric stresses during switching. Full-pole testing of
800 kV circuit breakers is now possible at KEMA even
without complicated elevation of the test object to high
potential.
For higher voltages (> 800 kV), standards are not yet
available. Simple extrapolation of the existing standards
does only sometimes cover service conditions as
confirmed by network studies of 1100 kV systems. IEC
and CIGRE are working on expansion of the existing
equipment standards.
5. REFERENCES
[1] Nayak R.N., Sehgal Y.K., Subir Sen, Integration of 1200 kV AC Sys-
tems for Future Indian Grid, IEC/CIGRE UHV Symposium, 2007
[2] IEC/CIGRE UHV Symposium, July 2007, Bejing
[3] IEC Standard 62271-100, Ed. 1.1, High-vol tage switchgear and
controlgear - Part 100: High-voltage alternating-current circuit-
breakers, IEC, 2003
[4] IEC Technical Report 61633, High-voltage alternating current circuit-
breakers - Guide for short-circuit and switching test procedures for
metal-enclosed and dead tank circuit-breakers, IEC, 1995
[5] Janssen A.L.J., te Paske L.H., Knol P., Smeets R.P.P, Shin A., Limi-
tations of High-Power Testing Methods for EHV and UHV Circuit
Breakers, CIGRE Conference 2002
Day 1 - Session III Ultra High Voltage
102
The Role of Surge Arrestor in Substation
Insulation Coordination
D. Maheswaran S.Angelson Rajeshkumar C. Saiprakash
Larsen & Toubro Limited
Abstract
In the electrical power industry, the system voltage have
grown above 765kV worldwide. As the system nominal
voltage increases, the expected lightning as well as the
switching over voltages also increase. Any EHV station
should be designed for a low probability of insulation
failure. The protection of substation equipments against
over voltages is not only a question of which arrestor
to be chosen, but also important is to determine the
number and particularly the location of arrestors
required in order to obtain adequate protection. This
paper is intended to analyze the role of surge arrestors
in EHV/UHV in mitigating the expected over voltages. A
case study is presented by which the behavior of surge
arrestor for lightning & switching over voltages, the
number of surge arrestors and suitable locations in that
substation is analyzed.
1. Introduction
In recent years, the power system in India is growing
at a very rapid pace. As the generation of power
system grows, the voltage level needs to be increased
to transmit the large power generated. Hence, the
introduction of 765kV in India. In this context, the study
of insulation co-ordination of switchgears & equipments
of substation at EHV (400 & 765kV), are very important,
since the selection of insulation dominates the cost and
safety of equipments and switchgear. It has become a
mandatory practice by utilities to perform the insulation
co-ordination study for EHV, especially for 765kV
outdoor substation as well as Gas Insulated substation
projects.
One way of tackling these over voltage is to design the
insulation strength of the equipments and switchgears
to withstand the expected over voltage with sufficient
safety margin. This directly relates to higher cost of the
equipments.
The other way is to reduce the expected over voltages
at the equipments of substations to a permissible level.
There are few ways of doing the same viz. 1) use of surge
arrestors 2) use of closing resistor 3) provision of shield
wire etc.
2. Description Of The System - Case Study
The system taken for case study is the 400kV GIS
substation of Powergrid at Tehri which is being executed
by Larsen& Toubro Limited. The overall SLD of the Tehri is
shown in Fig-1
The length of the associated 400 kV transmission lines
from Tehri GIS: Koteshwar line- 8 km (2 Nos.), Tehri line
- 6 km (2 Nos.) and Meerut line - 180 km (2 Nos.)
3. Study Method
The studies have been carried out using an Electro-
Magnetic Transient Program -PSCAD/EMTDC software.
For the purpose of measurement over voltages
generated in the system, one long line (Meerut) and
one short line (Koteshwar) have been modeled other
lines have been omitted. This will fairly ensure the
measurement of severe over voltage condition that may
appear in the system. The above is done based on the
fact that the presence of other circuit elements reduces
the level of over voltages in the system.. The system
modeled in the PS-CAD software is as shown in Fig-2.
3.1 Switching Over Voltage Study
Switching over voltages or slow-front over voltages
appear in the system due to Line energization, Line re-
energization, Fault and fault clearing, Load rejection,
Switching of capacitive or inductive currents, Distant
lightning strokes on the conductor of overhead lines.
In the present system study, the over voltages due
to line energization and re-energization have been
SWICON 2008 Papers
103
considered. The over voltages due to other cases are
not critical/ applicable for the present system.
The re-energization may generate high slow-front over
voltages due to trapped charges on the energized line.
For studying the switching over voltages due to re-
energization, a case of three phase fast re-closing has
been simulated for 180 km long transmission line (Tehri
GIS station - Meerut).
3.2 Lightning Overvoltage Study
A lightning surge generates over voltage waves, which
may enter into a sub-station either by direct stroke or as
a traveling wave from the incoming transmission lines.
As per IEC-60071-2, back-flashover does not occur at
the tower close to the substation owing to the good
substation earthing. The shielding failures also do not
occur in the first span of the overhead line. Hence, the
lightning surge has been applied at a distance of one
overhead line span length, which results in maximum
possible steepness [1]. The amplitude and shape of the
lightning current surge injected in the overhead line is
100kA, 8/20 _ sec wave. The Basic Insulation Level for
400 kV substations is 1425 kVp [2]. Any lightning which
produces over voltages beyond this magnitude will
result in a flashover or a permanent damage to any of
the components of the switchyard. In the present study
over voltage due to direct stroke (shielding penetration)
has been considered
Fig-1. Overall System SLD
Fig-2. System modeled in PS-CAD software
Day 1 - Session III Ultra High Voltage
104
3.3 Study Criteria
The switchyard equipment at a considerable distance
from the surge arrester, experience the reduced
protective margins. IEC 60071-2 stipulates a minimum
margin of 5% for External Insulation and 15%. for
Internal Insulation. An Atmospheric Correction Factor
(Ka) for 400kV substation, located at an altitude of 932
mtr above sea level is calculated and found to be 1.077.
The maximum allowable voltages based on the above
margins have been indicated in the Table-1.
The study verifies that the over-voltage developed
at the equipment terminals due to lightning strike as
well as switching are less than the maximum allowable
voltages.
Table-1: Voltages as per the margins stipulated in IEC-
60071-2 for 400kV
Withstand
Voltage
Type of
insulation
Margin Maximum allowable
voltage
BIL= 1425 External 1.13 1261.06 (2.23 p.u.)
Internal 1.15 1239.13 (2.19 p.u.)
BIL = 1050 External 1.075 976.74(1.72 p.u.)
Internal 1.15 913.04 (1.61 p.u)
4. SYSTEM MODELING
The modeling of the equipment for switching and
lightning surge studies is based on the guidelines
formulated by IEEE working group [4]. The parameters of
the various equipments are used as inputs in the PSCAD
program.
4.1 Modeling Of The Transmission Line
Transmission lines can be modeled in two different
techniques viz, Begeron Model and Frequency dependant
model in PSCAD. The frequency dependent line model
represents the frequency dependency of all parameters.
This model is necessary for studies requiring a very
detailed representation of the line over a wide frequency
range. Hence, the frequency dependant phase model
has been chosen.
4.2 Modeling Of The Circuit Breaker
The circuit breaker has been modeled as a switch, i.e, an
ideal conductor (zero impedance) when closed and an
open circuit (infinite impedance) when open.
4.3 Modeling Of The Lightning Arrestor
Surge Arrestors have been modeled as a non-linear
resistor having Volt-Ampere characteristic furnished
by the manufacturer (in our case M/s Elpro-Drg.No:
3K2401).
4.4 Modeling Of The Bus Duct
For both switching and lightning over voltage studies, the
bus duct has been modeled as a coupled PI section.
4.5 Modeling Of The Lightning Surge Generator
In the lightning over voltages studies, the lighting surge
impinging on the system was applied on the system
using the lightning surge generator model of the
PSCAD/EMTDC. The 100kAp, 8/20-_sec current impulse
wave shape has been used.
4.6 Modeling Of The Multi Run Control Component
For varying the point on wave of switching of the circuit
breaker, the multi run component in PSCAD/EMTDC was
utilized. The CB was closed at various instants of the
wave in order to find out the maximum over voltage.
5. Over Voltage Study & Results
5.1 Switching Overvoltage Study
Switching overvoltage studies of two cases namely
Line energization with no charges on the line and Line
re-energization with the charges present on the line
corresponding to the earlier status of the line.
5.1.1 Line Energization Study
Configurations of different cases considered are shown
in Table-2. The same has been simulated and switching
surges due to line energization are being plotted in
figures from Fig-3 to Fig-6.
5.1.2 Line Re-Energization Study
Configurations of different cases considered are shown
in Table-3. The same has been simulated and switching
surges due to line re-energization are being plotted in
figures from Fig-7 to Fig-10.
5.2 Lightning Over Voltage Study
This deals with the study of lightning over voltages
occurring in the system due to back flashover or
shielding failure.
The magnitude of over voltage due to back flash over
voltage [3] was calculated and found that the flash over
voltage across the insulators is less than the break
down voltage.
Lightning surge due to shielding failure was studied
by injecting the 100kA amplitude current surge at the
entry point of the substation [2]. Simulation results are
presented in figures Fig-12 to Fig-13.
The rated lightning withstand voltage of the equipments
is 1425kVp. Considering a safety factor of 1.2, the
lightning overvoltages have to be maintained at 1188kVp
or below at all location within the substation.
The lightning surge considered for the study is shown
in Fig-11.
SWICON 2008 Papers
105
Table-2: Configurations and Results for Line Energization cases
Configuration Line Energization case Over voltage measured in p.u
Meerut CB open, without
LA in Meerut end.
180km line between Meerut and Tehri GIS is
energized by closing the CB at GIS end at the
instant corresponding to the probability of highest
over voltage in the system
Voltage measured at Meerut
end is 2.05 p.u. (668.3kV)
Refer: Fig-3
Meerut CB open, with LA in
Meerut end.
180km line between Meerut and Tehri Tehri GIS
is energized by closing the CB at GIS end at the
instant corresponding to the probability of highest
over voltage in the system.
Voltage measured at Meerut
end is 1.095 p.u. (356.97kV)
Refer: Fig-4
GIS CB open, without LA in
GIS end.
180km line between Meerut and Tehri GIS is
energized by closing the CB at Meerut end at the
instant corresponding to the probability of highest
over voltage in the system
Voltage measured at GIS end
is 1.975 p.u. (643.85kV)
Refer: Fig-5
GIS CB open, with LA in GIS
end.
180km line between Meerut and Tehri GIS is
energized by closing the CB at Meerut end at the
instant corresponding to the probability of highest
over voltage in the system
Voltage measured at GIS end
is 1.10 p.u. (358.6kV)
Refer: Fig-6
Fig-3 Voltage at Meerut end without LA in Meerut end (energizing
from GIS end)
Fig-4 Voltage at Meerut end with LA in Meerut end (energizing from
GIS end)
Fig-4 Vol tage at GIS end without LA in GIS end (energizing from
Meerut end)
Fig-5 Voltage at GIS end with LA in GIS end (energizing from Meerut
end)
Day 1 - Session III Ultra High Voltage
106
Table-3: Configurations and Results for Line Re-energization cases
Circuit configuration Line Re-energization case Over voltage measured in p.u
Without LA in Meerut end 180km line between Meerut and
Tehri GIS opened at maximum
positive peak and closed again at
maximum negative peak from GIS
end.
Voltage measured at Meerut end
is 2.78 p.u. (906.28kV) .Trapped
chargers are clamped to 1 p.u. at time
of opening the breaker. Refer: Fig-7
With LA in Meerut end. 180km line between Meerut and
Tehri GIS opened at maximum
positive peak and closed again at
maximum negative peak from GIS
end
Voltage measured at Meerut end is
1.10 p.u (358.6kV) Refer: Fig-8
Without LA in GIS end. 180km line between Meerut and Tehri
GIS opened at maximum positive
peak and closed again at maximum
negative peak from Meerut end
Voltage measured at Meerut end is
2.68 p.u (873.68kV) Trapped chargers
are clamped to 1 p.u. at time of
opening the breaker Refer: Fig-9
With LA in GIS end. 180km line between Meerut and Tehri
GIS opened at maximum positive
peak and closed again at maximum
negative peak from Meerut end
Voltage measured at GIS end is 1.11
p.u. (361.86kV) Refer: fig-10
Fig-7: Voltage at Meerut end without LA in Meerut end (re-energizing
from GIS end)
Fig-9: Voltage at GIS end without LA in GIS end (re-energizing from
Meerut end)
Fig-8: Voltage at Meerut end with LA in Meerut end (re-energizing
from GIS end)
Fig-10: Vol tage at GIS end with LA in GIS end (re-energizing from
Meerut end)
SWICON 2008 Papers
107
6. Conclusion
From the line energization and re-energization study
(5.1) it is observed that the maximum over voltage with
Table-4: Configurations for Lightning cases
Circuit configuration Lightning Case Over Voltage in p.u
With LA in GIS Lightning surge injected in Tehri GIS
substation at the entry of the line
Voltage measured at GIS end is 1.79 p.u.
(585.24kV) Refer: Fig-12
Without LA in GIS end Lightning surge injected in Tehri GIS
substation at the entry of the line
Voltage measured at GIS end is 6.11p.u.
(1995kV) Refer: Fig-13
Fig-11: Lightning surge injected
Fig-12: Voltage at GIS end with LA during the lightning condition
Fig-13: Voltage at GIS end without LA during the lightning condition
LAs in the circuit (Ref Table-2&3) is within the acceptable
values (Ref Table-1).
From the lightning over voltage study (5.2), it is observed
that the maximum over voltage due to shielding
failure with LAs in the Circuit (Ref Table-4) is within the
acceptable values (Ref Table-1).
Hence it can be concluded that number and the respective
locations of LAs are adequate to limit the overvoltages
due to switching and lightning to acceptable values.
7. REFERENCES
[1] IEC-60071-1, Insulation co-ordination Part 1: definitions, principles
and rules seventh edition, 1993-12
[2] IEC-60071-2, Insulation co-ordination Part 2: Application guide,
Third edition, 1996-12
[3] Andrew R Hileman, Insulation Coordination for Power Systems,
Marcel Dekker
[4] IEEE working group 15.08.09- Modeling and Analysis of system
Transients using digital Programs- 1998.
[5] IEC-60099-5, Surge arrester selection and application recom-
mendations.
Day 1 - Session III Ultra High Voltage
108
Circuit Breaker Platform for 550 kV
D. Fredrich, K. Schuler, N. Trapp
Siemens AG, Berlin, Germany
1 Introduction
Circuit-breakers have a protective function in a
high-voltage transmission and distribution system.
High reliability and continuous availability are basic
requirements for the service. Based on long-term
service experience with high-voltage circuit-breakers
the existing product portfolio has been completed with
a circuit-breaker platform for 550 kV [1-7]. This platform
supersedes the previous products for this voltage
rating, which were representatives of the successful
type family of double nozzle circuit-breakers with
electro-hydraulic operating mechanisms [8-14]. Now all
circuit-breakers in the product portfolio from 72 kV up to
800 kV use the same principle of arc assist interrupter
units and a stored-energy spring-spring operating
mechanism. The operating experiences for this product
family are adding up to more than 450 000 circuit-breaker
bay-years. The platform includes live tank and dead tank
circuit-breakers for air-insulated outdoor switchgear and
circuit-breakers for gas-insulated switchgear and highly
integrated switchgear as well.
2 Circuit-breaker Platform, a Modular Design
Concept
Very often modern circuit-beakers for one and the same
set of ratings are offered in various configurations
corresponding to the respective application: e. g. live
tank (LT) and dead tank (DT) circuit-breakers, circuit-
breakers for gas-insulated (GIS) or highly integrated
switchgear (HIS) or circuit-breakers for of so-called
hybrid or compact switchgear. If the development
responsibility for the different types of constructions
lies in a single hand, then advantages for both, the
user and the manufacturer, can be gained by creating a
modular design concept (platform) with standardised
modules and assembly groups from a common kit.
Where a product platform is developed instead of
three or four different products, the manufacturer
can concentrate his entire development force on one
subject. The development process can be optimised
and shortened without impact on the product quality;
on the contrary, the quality of the final products will be
improved as the development efforts have not to be
split.
The parts used for the individual modules of the
products are manufactured in higher numbers.
Therefore, more efficient manufacturing processes can
be utilised, resulting in reduced effort for the production
and harmonised assembly procedures. This leads to
optimised and stable processes and at the end to an
increased product quality.
As the manufacturer can focus his development work
on a single subject, the product platform, he is able
to acquire more knowledge on the materials used and
a better understanding of the behaviour of the new
products. The feedback from operation is based on
a bigger population as the number of nearly identical
samples in operation is considerably higher than in the
case of individual products. The operational experiences
gained during service are basically applicable for all
platform products.
Every component and module being part of the common
kit is designed for easy combination. Therefore, circuit-
breakers for special applications or further extensions
of the product portfolio can easily be constructed using
existing elements of the kit. As the number of different
spare parts is reduced due to the more or less identical
design of the different products, the delivery time of
spare parts is shorter and spare part management is
easier resulting in lower life-cycle costs.
Another advantage is the usage of identical components
in circuit-breakers with different ratings and for different
SWICON 2008 Papers
109
service applications. As the highest ratings must be
reached, circuit-breakers not exposed to the maximum
stresses the platform is designed for offer larger
margins than circuit-breakers which are developed for a
certain rating and a limited range of applications.
3 CIRCUIT-BREAKER PLATFORM 3AP2/3 - 550 kV / 63 kA
After the completion of the development the new SF6
circuit-breaker platform was introduced in 2006. The
basic ratings of the standard product are presented in
table 1. The following main configurations are offered:
l 3AP2FI - 550 kV Live tank circuit-breaker
l 3AP2DT - 550 kV Dead tank circuit-breaker
l 8DQ1 - 550 kV GIS applications
l 8DQ1 - 550 kV HIS applications
Rated voltage
Rated frequency
Rated normal current
Ambient temperature range
Short-circuit making current
Short-circuit breaking current
First-pole-to-clear factor
Break time
Capacitive voltage factor
Capacitive current switching
Mechanical endurance
Electrical endurance
Type of gas
Filling pressure at 20C
550 kV
50 / 60 Hz
4000 / 5000 A
- 30 to + 55 C
170 kA
63 kA
1.3 and 1.5
2 cycles
1.4 p.u.
Class C2
Class M2
Class E2
SF6
0.66 / 0.7 MPa
Table 1: Common main ratings of the type 3AP2 platform
circuit-breakers rated 550 kV
In every configuration the following identical basic
modules as the essential sub-assemblies of a circuit-
breaker are used:
l The arc assist self compression interrupter system with
insulating nozzle and
l the stored energy spring-spring operating
mechanism.
3.1 Interrupter Unit
A schematic diagram of the arc assist self compression
interrupter system is given in figure 1, its functional
principle is shown in figure 2. By the use of this switching
principle significantly improvements of the circuit-breaker
performance during short-circuit making and breaking
and in its capacitive current switching capabilities are
obtained. A wide contact gap of the arcing contacts
in open position ensures the high dielectric stability.
The high speed of the arcing contacts and the design
of the interrupter unit carefully improved and optimised
by means of various simulation tools have reduced the
minimum arcing time, so that all 550 kV circuit-breaker
types fulfil the condition for 2 cycles for 50 Hz and for
60 Hz as well according to IEC and IEEE standard rules.
Furthermore, due to these measures an excellent
capacitive current switching capability for 50 Hz and 60
Hz could be achieved. Some special applications are
presented later in this paper.
Figure 1: Schematic diagram of the interrupter unit of the 550 kV
platform circuit-breaker
1. Gear unit housing
2. Porcelain jacket
3. Double motion interrupter system
4. Grading capacitor
Figure 2: Functional principle of the arc assistself compression
interrupter system
Day 1 - Session III Ultra High Voltage
110
a) Breaker in Closed position
b) Breaking: Main contact open
c) Breaking: Arcing contact open
d) Breaker in Open position
1. Check valve 9. Heating volume
2. Compression volume 10. Auxiliary nozzle
3. Valve plate 11. Contact lamination
4. Heat cylinder 12. Nozzle
5. Tube contact 13. Pin contact
6. Guide rail 14. Cam lever
7. Pin 15. Lever
8. Piston
3.2 Operating Mechanism
The stored-energy spring-spring operating mechanism
(see figure 3) is - with respect to energy, contact speed
and moving characteristic - designed for a true 2 cycles
break time for 50 and 60 Hz according to IEC and IEEE
standards. The operating mechanism is assembled in a
compact and corrosion-free aluminium housing. Both,
the closing and the opening spring are arranged in the
same mechanism housing. The status, charged or not
charged, of both springs are visible from outside of
the mechanism cabinet. The entire operating system is
completely isolated from the SF6 gas compartments.
Anti-friction bearings and a maintenance-free operating
mechanism ensure more than two decades of reliable
operations. The charging time of the springs is short
enough to allow for all normal duty cycles like O - 0.3
sec - CO - 3 min - CO or CO - 15 sec - CO. All parts of the
cinematic chain are tested for a series of at least 10,000
operations, during the development those test series
have been applied repeatedly to make sure that every
sample has an appropriate safety margin for its entire
operational life.
3.3 Live Tank Circuit-breaker
The live tank circuit-breaker type 3AP2FI - 550 kV is shown
in figure 4. It is established with a double interrupter
head, based on the interrupter unit presented in 3.1,
and the operating mechanism, shown in 3.2, one drive
for each pole. Different versions with regard to the
clearances of the pole column and the interrupter units
are available. By appropriate choice of the insulator
lengths every requirement given in the relevant
standards for light up to very heavy pollution can be
fulfilled. An adaptation can be easily made at a later
date if the operational conditions change. Furthermore,
by the choice of the insulator lengths the circuit-breaker
can be strengthened to cope e.g. with an application on
higher altitude or with extreme dielectric requirements.
If the user prefers composite insulators, this type of
insulators can be used instead of porcelains.
1. Trip coil CLOSE 10. Charging shaft
2. Cam plate 11. Roller lever
3. Corner gear 12. Damper (for closing)
4. Connecting rod 13. Operating shaft
6. Connecting rod for 14. Damper (for opening)
opening spring
7. Closing spring 15. Trip coil OPEN
8. Emergency hand crank 16. Operating mechanism
housing
9. Charging gear 17. Opening spring
Where closing or pre-insertion resistors are requested,
they can be attached to the gear housing on top of
the column. The standard value of the resistors is 450
_ per pole; the insertion time is approximately 12 ms,
covering the majority of specifications. Other values
are available on demand.
For applications at extremely low temperatures a gas
mixture of SF6 and CF4 can be used instead of pure SF6.
Another option, which can be applied depending on the
minimum ambient temperature, is the use of pure SF6 at
reduced gas pressure.
1. Switch unit
2. Grading capacitor
3. Pole column
4. Basis
5. Control cabinet
6. Operating mechanism cabinet
Figure 3: Stored-energy spring-spring operating mechanism
SWICON 2008 Papers
111
3.4 Dead Tank Circuit-breaker
The same sub-assemblies are used for the dead tank
version of the 550 kV circuit-breaker. The housing of the
switch unit is made of cast-aluminium, the compartments
are more or less the same as used for the GIS and
HIS circuit-breakers (see also 3.5). To cope with non-
standard requirements as to pollution level, increased
voltage withstand capability or higher service altitudes
different bushing lengths can be supplied. Porcelain
or composite bushings are available. A large variety of
current transformers can be assembled on both sides
of the circuit-breaker to meet the specified ratings.
1. Bushing
2. Current transformer
3. Switch unit
4. Frame
5. Control cabinet
6. Operating mechanism cabinet
For applications at ambient temperature of less than -
30C three different options are available depending on
the operational conditions:
Figure 4: Live tank circuit-breaker 3AP2FI - 550 kV
Figure 5: Dead tank circuit-breaker 3AP2FI -550 kV
Day 1 - Session III Ultra High Voltage
112
l Pure SF6 at reduced filling pressure
l Mixture of SF6 and CF4
l Heating blankets around the switch unit
3.5 Circuit-breaker For Gis And His
The interrupter unit and the operating mechanism
presented in 3.1 and 3.2 respectively are also used in
the gas-insulated switchgear 8DQ1 - 550 kV. The 8DQ1
type has a single-phase encapsulated design which
keeps dielectric and dynamic stresses to a minimum. The
outline is shown in figure 7. The same circuit-breaker is
supplied with different frames for indoor application
(GIS) and outdoor application (HIS) as shown in figure 6.
Figure 8: Cast-aluminium housing components for the HIS, GIS and DT
versions of the platform circuit-breaker
With only 4 different cast-aluminium housing components
it is possible to realise all configurations for every GIS,
HIS and dead tank design, as shown in figure 8.
The conductor connections of the 8DQ1 GIS circuit-
breaker can be applied horizontally and vertically. In
figure 9 three typical arrangements are shown.
l U shape (top)
l L shape (mid)
l I shape (bottom)
Figure 7: Circuit-breaker for GIS and HIS application
Figure 9: Presentation of typical GIS circuit-breaker arrangements:
Figure 6: GIS and HIS arrangements
1. Switch unit 3. Frame
2. Control cabinet 4. Operating mechanism
cabinet
SWICON 2008 Papers
113
4 Type Tests
All different versions of circuit-breakers representing the
550 kV circuit-breaker platform have been completely
type tested according to the latest editions of IEC
62271-1, IEC 62271-100 and IEC 62271-101 as well as the
C37 series of IEEE. Where drafts of updated standards
were available, not contradicting present standards,
those have been applied as well. In total approximately
150 type test reports are available, each of them issued
by a third party laboratory, as there are e. g. CESI, KEMA
and PEHLA.
The tests are covering 50 Hz and 60 Hz applications for
63 kA. For short-line faults no additional capacitances
are needed. The tests for terminal faults have been
carried out for the first-pole-to-clear factor of 1.3 and
1.5, thus, covering also special requirements of some US
utilities even for the high voltage ratings. Out-of-phase
tests have been performed successfully for voltage
factors of 2.0 p.u. and 2.5 p.u. as well.
Capacitive current switching tests cover 50 Hz and 60
Hz applications for line, cable, capacitor banks and back-
to-back capacitor bank switching. All types of circuit-
breakers of the 550 kV platform are capable of switching
capacitive currents in the presence of the voltage
factor of 1.4 p.u.. Without any exception the tests have
been carried out fulfilling the class C2 requirements in
accordance with the relevant IEC and IEEE standards.
Although there are no type tests prescribed with regard
to the electrical endurance for circuit-breakers of this
rated voltage and to the switching capability of small
inductive currents, those tests have been carried out,
too. The results of the small inductive current switching
tests proved the suitability of this circuit-breaker for
switching of small inductive currents (e. g. shunt reactors)
even where smaller currents than specified in IEC 62271-
107 are applied. The switching overvoltages created
are distinctly lower than 2.0 p.u.. Where the occurrence
of harmless re-ignitions is not wanted, the use of the
synchronous relay PSD03 is recommended [15]. This
relay can also be applied for switching of lines, even
compensated lines, or any capacitive load to substitute
closing resistors without loosing operational reliability.
The electrical endurance tests have been carried out
for the more severe case of 60 Hz related to a short-
circuit breaking current of 63 kA according to the present
edition of IEC 62271-310. The behaviour of the circuit-
breaker during these tests gave prove of the excellent
switching, making and breaking capability throughout
the entire life time of this circuit-breaker type (class E2).
Each configuration passed the complete dielectric type
test to both, IEC and IEEE; to fulfil the IEEE requirements
also chopped wave tests have been carried out where
needed. As in some places test voltages beyond the
standards are specified by some clients, also test
evidence for those extreme testing parameters is given.
The dielectric tests on the control equipment have been
passed as well.
Depending on the operating conditions and the
configuration of the circuit-breaker at both 50 Hz and
60 Hz a rated current of 5000 A is available. Where,
for example, an ambient temperature as high as 55C
is specified a limitation to 4000 A may be necessary in
some rare cases.
The mechanical operating tests provided evidence of
the class M2 capability. Type tests have been performed
for each configuration. The earth quake withstand
capability has been proven by both, tests on the shaking
table in the laboratory and by means of computational
simulation.
Table 2 gives a summary of the type tests performed
on the different versions of the 550 kV platform circuit-
breaker.
Power tests for 50/60 Hz
- Terminal faults
- Short-line faults
- Capacitive current switching - line- and cable
charging
- Capacitive current switching - back to back
- Short-time withstand and peak withstand current
test
- Single-phase shunt reactor current
- Electrical endurance test
- Out-of-phase making test, with max. pre-arcing
between the contacts of the closing resistor
Dielectric Tests
- Rated power-frequency voltage test
- Rated lightning impulse withstand voltage test
- Lightning impulse voltage against power frequency
voltage
- Rated switching impulse withstand voltage tests
- Switching impulse voltage against power-frequency
voltage
- Chopped wave lightning impulse withstand voltage
- Dielectric tests on auxiliary and control circuits
- Electromagnetic compatibility on secondary
systems
Day 1 - Session III Ultra High Voltage
114
Mechanical tests for 50/60 Hz
- Mechanical life test - 10.000 operations
- Temperature rise test - 4000 / 5000 A
- Temperature rise test on auxiliary and control
circuits
- Low and high temperature test - 30C to 55C
- Degree of protection IP55 for operating mechanism
and control cabinet
- Sound pressure level measurement
Table 2 : Conclusion of the main type tests
(according to IEC and IEEE standards)
5 Features Beyond OR in Addition to The Type
Tests
As part of development or acceptance tests some
features beyond the relevant standards or in addition
to them have been tested on either circuit-breaker
configuration. The results of these tests give an idea
of the margins incorporated in the presented circuit-
breaker design.
Following a regional standard capacitive current
switching tests at a frequency of 66 Hz and for a
capacitive voltage factor of 1.4 p.u. have been tested
successfully. The conditions of class C2 have been
fulfilled.
To check the capability to cope with short-circuit
breaking currents higher than 63 kA terminal and short-
line fault tests at 80 kA have been carried out with good
results. For 90 % short-line fault at 60 Hz an additional
capacitance in the range of 15 nF was used on the line
side.
For special applications, e. g. in filter bank circuits of
HVDC systems, capacitive voltage factors higher than
1.4 p.u. are requested. Therefore, a capacitive current
switching test using a voltage factor of 1.64 p.u. has
been carried out at a power frequency of 50 Hz. No
restrike occurred during the test, the interrupter unit
was found in proper conditions after the test.
A series of fundamental tests has supported that the
circuit-breaker can be used without grading capacitors at
least for rated voltages of 420 kV and below. A complete
type test program will be carried out in the near future
to cover such applications.
6 Summary
The new circuit-breaker platform for 550 kV includes
live tank and dead tank circuit-breakers for air-insulated
outdoor switchgear and circuit-breakers for gas-
insulated switchgear and highly integrated switchgear.
Long time experience with the state of the art arc assist
self compression interrupter system and stored-energy
spring operating mechanism are incorporated in the
design of this circuit-breaker platform.
The platform concept for 550 kV using the same
modules and assembly groups from a common kit
provides several benefits for the manufacturer as well
as for the user.
The manufacturer can focus his development work on
a single subject, the product platform. More efficient
manufacturing processes can be utilised, resulting in
reduced effort for the production and harmonised
assembly procedures. This leads to optimised and stable
processes and at the end to an increased product quality.
The operational experiences gained during service are
basically applicable for all platform products.
As the number of different spare parts is reduced due
to the more or less identical design of the different
products, the delivery time of spare parts is shorter and
spare part management is easier resulting in lower life-
cycle costs.
The platform for 550 kV was proven to meet the
requirements of IEC and IEEE and even beyond these
standards. The wide experiences from development
and type tests with the excellent results are a basis
for further developments for higher voltage levels and
power ratings.
7 REFERENCES
[1] Siemens AG: Offenlegungsschrift 2316009. Deutsches Patentamt,
1973
[2] Stenzel, P.: For 245 kV too. EV-Report 3/99
[3] Marin, H.; Knobloch, H.; Schramm, H.-H.; Stenzel, P.: The dynamic
self compression HV SF6 circuit-breaker for high ratings. MatPost
`99, Lyon (France), 18/19 Nov.1999
[4] Knobloch, H.; Marin, H.; Schramm, H.; Stenzel, P.: Technological
trends in high-voltage circuit-breakers. CIGRE paper 13-106, Session
2000, Paris
[5] Bartlett, S.; Helbig, D.; Moller, I.; Schtte,A.: Highly Integrated
Switchgear - An Innovative Concept to Reduce Life Cycle Costs.
CIGRE Session Paris 2000, paper 23-108, August 2000
[6] Schuler, K.: 3AP1 Now available as Dead Tank. Power Today, Vol.
1, May 1/01
[7] Knobloch, H.; Stenzel, P.: Dead Tank based Compact Switchgear
- Optimized High Voltage substation Equipment for 145 kV. CIGRE
session Berlin 2007, paper to be published
[8] Beier, H.; Marin, H.; Noack, D.: A New Generation of Siemens SF6-
Circuit-Breakers. Siemens Rev. XL (1973) pp. 435 to 439
[9] Fischer, D.; Olsen, W.; Palm, J.: Three- Phase Encapsulated SF6-In-
sulated 8D.6 Switchgear for 123 to 145 kV. Siemens Rev. 43 (1976)
pp. 204 to 209
[10] Mller, W.: Single-Phase and Three-Phase Encapsulated of SF6-In-
sulated Metalclad Switchgear for 123 to 765 kV. Siemens Rev. 43
(1976) pp. 122 to 125
SWICON 2008 Papers
115
[11] Beier, H.; Lhrmann, H.; Marin, H.: Development of SF6 Circuit-Break-
ers at Siemens. Siemens Power Engineering III (1981) Special Issue
High-Voltage Tech-nology, pp. 29 to 36
[12] Olsen, W.; Rimpp, F.: SF6-Insulated High Voltage Switchgear: Pres-
ent Status and Development Trends. Siemens Power En-gineering
III (1981) Special Issue High-Voltage Technology, pp. 36 to 41
[13] Kopriva, O.; Kugler, R.: 420 kV and 550 kV Circuit-Breakers for Rated
Short-Circuit Breaking Currents of 80 to 100 kA. Siemens Power
Engineering VI (1984) No.1 With Special Section on High-Voltage
Technology, pp. 15 to 20
[14] Dankers, R.; Marin, H.; Schuler, K.: Greater Reliability for HV Circuit-
Breakers. Siemens Power Engineering & Automation Vol.X, No. 3
May/June 1988
[15] Wallner, C.; Richter, H.-G.: Three-Pole Controlled Auto-Reclosing
of Shunt Com-pensated Transmission Lines. CEPSI 2006, The 16th
Conference of the Electric Power Supply Industry 6-10 November,
2006, Mumbai, India
Day 1 - Session III Ultra High Voltage
116
Bypass Circuit Breaker for 800 kV DC
D. Fredrich, J. Hagen, N. Trapp
Siemens AG, Berlin, Germany
1 Backround
The growth of the power demand throughout the
world, in particular in the Asian region, necessitates the
transmission of large energies over large distances.
For this purpose the high-voltage direct current (HVDC)
technology with transmission voltages of up to 600
kV has been established as particularly efficient and
ecologically compatible procedure. During the past
years the requirements by the market for transmission of
more than 4000 MW on a single system over increasing
distances have intensified. The availability of a 800
kV ultra high-voltage direct current (UHVDC) technology
allows for the transmission of up to 6000 MW over
more than 2000 km from now. A first UHVDC system will
be installed in China from 2008 and taken into operation
not later than 2010.
2 Aplication of DC Bypass Circuit Breakers
The 800 kV UHVDC system is designed in a bipolar
mode. Each pole consists of two 12-pulse valve groups
connected in series. The simplified circuit of one pole is
shown in figure 1.
The switching elements presented in figure 1 - bypass
circuit-breakers CB1 and CB2, the disconnectors Q11
through Q23 and the earthing switches - are required
for switching on and off of the respective 12-pulse valve
group. In terms of voltages and currents the ratings are
based on a bipolar HVDC system with two 12-pulse
groups in series:
l Nominal DC transmission voltage 800 kV
l Nominal DC voltage per 12 p-group 400 kV
l Nominal DC current of the system 4000 A
For the utilities running the power plants and operating
the transmission systems the highest reliability and the
undisturbed availability of the UHVDC system are of
decisive importance.
In order to maintain power transmission in case of
outages or maintenance work on the system -
at least on a reduced level, each of the two valve groups
can be short-circuited by a bypass circuit-breaker (CB1
and CB2, see figure 1). In this operating status the
energy can be transmitted on a reduced voltage level
by the valve groups which remain in service. After the
outage or the completion of the maintenance work the
current is commutated again into the valve group by the
use of the bypass circuit-breaker.
3 Special Requirements
The basis for the development of the new bypass
circuit-breaker was the well approved technology of the
double nozzle interrupter unit used in the circuit-breaker
type 3AQ2 with two interrupter units and with an electro-
hydraulic operating mechanism. For the application in
the 800 kV UHVDC system the bypass circuit-breaker
has to fulfill very specific requirements. The stipulations
as to the creepage distance and the insulation levels Figure 1: Simplified circuit
SWICON 2008 Papers
117
necessitate utilising composite insulators with
extremely long clearances for both, the interrupter
units (2600 mm each) and the pole column (8200 mm). In
case of porcelain insulators the specified length of the
insulators would have been even longer (approximately
30%).
Table1: Special requirements
Due to the high specified test voltages, which
are substantially higher than for comparable AC
applications, some of the field grading electrodes had
to be modified. Special grading elements to control the
voltage distribution across the interrupter units for DC
application have been developed. As the circuit-breaker
is permanently exposed to DC voltage, the design of
the interrupter units had to be accommodated. For the
two different requirements with respect of the voltage
level to ground (800 kV and 400 kV) two different pole
versions of the circuit-breaker have been developed:
the 3AQ2 ES DC - 800 kV with a long and the 3AQ2 ES
- 400 kV with a short pole column (see figure 2).
4 Tests
As far as applicable standards are existent, the
circuit-breaker has been type tested to the relevant
IEC standards. In other cases testing procedures and
parameters have been defined based on the clients
specifications and instructions taking also into account
standards for similar equipment. The tests were
especially focussed on getting test evidence regarding
the dielectric and mechanical behaviour of the bypass
circuit-breaker.
left: 800 kV, connected to the pole bus
(CB1,upper 12-pulse valve group),
right: 400 kV, connected to the neutral bus
CB2, lower 12-pulse valve group)
4.1 High voltage tests
Due to the high testing values for lightning impulse,
switching impulse and DC voltage tests, some of the
existent testing facilities had to be extended (figures 3
and 4) and even some new installations had to be set up.
Figure 2: 2 versions of the bypass circuit breaker
Figure 4: High voltage test of a 400 kV Pole
Type tests specified for the 800 kV pole:
l DC voltage withstand test, dry between terminals,
600 kV, 60 min positive polarity terminal to ground,
1200 kV,
Figure 3: High voltage test of an 800 kV Pole
Day 1 - Session III Ultra High Voltage
118
60 min positive polarity
l Partial Discharge (PD) test, accompanying PD test
during the DC voltage withstand test (dry)
l DC voltage withstand test, wet
between terminals 600 kV,
60 min positive polarity,
60 min negative polarity
terminal to ground 1200 kV,
60 min positive polarity,
60 min negative polarity
l Radio interference voltage (RIV) measurement
at a test voltage of up to 1040 kV (DC),
max. acceptable RIV level 2500 V
Type tests specified for the 400 kV pole:
l DC voltage withstand test, dry
terminal to ground 600 kV,
60 min positive polarity
l Partial Discharge (PD) test ,
parallel to the DC voltage withstand test (dry)
l DC voltage withstand test, wet
terminal to ground 600 kV,
60 min positive polarity,
60 min negative polarity
lRadio interference voltage (RIV) measurement at a
test voltage of 520 kV (DC) ,
max. acceptable RIV level 2500 V.
All lightning and switching impulse tests have successfully
been performed in the high-voltage laboratories
of Siemens AG in Berlin. Also all DC voltage tests at
voltages up to 600 kV could be performed here, all with
positive results, too.
Additional investigations for DC voltages of up to
1200 kV have been carried out. The DC type tests
including the requested PD and RIV measurements will
be carried out at full voltage in the new laboratory of
Hochspannungsgerte Porz GmbH (HSP) at the end of
2007.
During the whole development additional tests have
been carried out to prove availability and reliability for
the expected life time of the circuit-breaker, e.g. influence
of dust and metallic particles on its dielectric strength.
In service the voltage stress on a single interrupter unit
will be 200 kV DC. Applying this voltage level, no signs of
external or internal discharges could be found along the
insulators and any insulating material in the interrupter
units. Even better results could be achieved: In every
case one voltage level higher than the service voltage
has been withstood for a period of several days.
To investigate the dielectric behaviour of the interrupter
unit - even with an extreme pollution - dielectric tests
have been performed with conductive pollution
Figure 5: Dielectric tests with graphite dust as an example for an
extreme pollution
(graphite dust, figure 5) and metallic particles (metallic
cuttings). Under clean conditions as well as with graphite
dust in the interrupter unit 1.5 times the system voltage
was withstood for several days. After this long term
stress no indications of discharges could be found on
the insulating materials. With metallic particles in the
interrupter unit a level of 1.5 times the system voltage
could not be withstood, however, even under these
extreme conditions, which are not at all characteristic
for normal service, the system voltage was withstood
for several days without any problems.
4.2 Mechanical tests
According to the specification the following type tests
are requested:
* Mechanical endurance test with 2000 close-open
cycles;
* Temperature rise test at the rated direct current of
4000 A;
* Verification of the seismic withstand capability.
For the bypass circuit-breaker with its very long pole
column and operating rod it was necessary to adapt the
operating mechanism and the travel characteristic of the
system consisting of drive, operating rod and interrupter
units. Especially because of the very long operating rod
(9200 mm) the damping characteristic of the electro-
hydraulic operating mechanism had to be optimised. The
mechanical development tests and the endurance tests
have been carried out in the laboratories of Siemens
AG in Berlin. The preparation of the test object is shown
SWICON 2008 Papers
119
in figures 6, 7 and 8.
Taking into account the application of the bypass
circuit-breaker the temperature rise tests had to be
performed applying direct current. To get a clear result
- also with respect to possible limits -the tests have
been performed in two steps, with a DC current of 3150
A and 4000 A. It is known that the use of composite
insulators normally causes the reduction of the current
carrying capability by one IEC current step. Independent
from that the specified capability for 4000 A DC could
be reached without any objections. The test results are
presented in the diagram of figure 9.
The verification of the seismic withstand capability of
the bypass circuit-breaker according to IEC 62271-300
(CDV) was performed by the use of a computational
simulation tool. This tool utilises the well known
commercial ANSYS software. The specified seismic
withstand capability of ZPA = 0,3 g is proved.
For the calculation of the mechanical stresses the
Figure 6, 7:Assembling of the pole column and the double-break inter-
rupter unit
Figure 8: Set-up for mechanical operation tests
Figure 9: Results of the Temperature rise test
Figure 10: Geometry of FEM-Model (left) and calculated mechanical
stresses (right)
geometry of the bypass circuit-breaker was modelled
by the use of shell and rod elements, the mechanical
tensions have been determined by the use of an FEM
software tool (figure 10).
4.3 High power tests
As a result of system simulations the worst case
conditions - the bypass circuit-breaker is exposed to
during switching and commutating operations with
respect to the voltage and current stresses - have been
determined. Based on these values the test parameters
for a half-pole test (test on a single interrupter unit
using the corresponding test values) on the 3AQ2 ES
DC -400 / 800 kV have been defined. For reasons
of the available testing technique the voltage after
Day 1 - Session III Ultra High Voltage
120
the specified interruption of 4 kA was applied in two
parts. This method is comparable with a test procedure
referred to as two-part test in IEC 62271-100, where the
transient recovery voltage and the recovery voltage
withstand capability of a circuit-breaker is tested in
two subsequent steps. In the first part of the test the
dielectric recovery capability immediately after current
zero is proved (di/dt with following du/dt). The second
part of the test is focussing on the crest value of the
recovery voltage across the bypass circuit-breaker (uC)
after current interrupting.
In figures 11 and 12 the test parameters for a full-pole test
on two interrupter units of the 3AQ2 ES DC - 400/800
kV are shown; the specified and the tested values are
compared in the diagrams.
trips the bypass circuit-breaker in an optimised way to
interrupt in the current zero.
To monitor the quenching behaviour of the bypass circuit-
breaker during the optimised arcing window the output
signal of an adapted reference contact is evaluated. The
reference contact is directly connected to the cinematic
chain of the bypass circuit-breaker (figure 13).
Figure 12: Second part of the breaking test: Amplitude of recovery
voltage (uC)
Figure 11: First part of the breaking test: Arc quenching capability
(du/dt, di/dt)
As the bypass circuit-breaker has to cope with a DC
application, there are no repeatedly occurring current
zeros where the current can be interrupted as it is the
case in AC applications. If the bypass circuit-breaker
would fail to interrupt in the only current zero shown
in the breaking process no further interrupting chance
would occur. Therefore, the control system of the UHVDC
Figure 13: Reference contact at the corner gear
5 Additional Basic Investigations
The development project has also been supported by
the Technical University of Munich (TUM). At the university
several basic subjects have been completed in parallel
to the design work and the investigations carried out in
the facilities of Siemens in Berlin. As examples some of
the subjects are given in the following:
l Long term voltage withstand capability of an
interrupter unit stressed by DC voltage and partial
discharge measurements (figure 14);
l Voltage distribution between the two interrupter units
of a double break circuit-breaker in case of DC voltage;
l Material characteristics of insulating material with
regard to the creation and degradation of charge
carriers.
SWICON 2008 Papers
121
6 Outlook
From March 2008 an UHVDC system will be put up on
behalf of China Southern Power Grid Company connecting
Guadong and the province of Yunnan. In this system the
bypass circuit-breakers described in this publication will
be used the first time. Having a transmission power of
5000 MW and a service voltage of 800 kV this system
will be one of the powerful and most advanced DC long
distance connections in the world. The system will be
put into service in 2010.
7 REFERENCES
[1] N. Trapp: Proven Quality from Berlin. Reprint from EV Report, Volume
5/1995, pages 12-16
[2] A. Luxa, N. Trapp: Schaltwerke in Berlin Demonstrate the Compe-
tence of their Testing Laboratory to EN 45001. Reprint from EV
Report, Volume 4/1992, pages 6 and 7
[3] R. Dankers, H. Marin, K. Schuler: Hhere Betriebssicherheit fr
Hochspannungs-Leistungsschalter. Energie Automation 10, 1988,
Heft 2, Seite 24-37
[4] H. Knobloch, B.-H. Krafft, A. Snderhauf: Entwicklungsprfungen
gewhren hohe Funktionssicherheit der Schalter 3AQ. Energie
Automation 10, 1988, Heft 5, Seite 14-17
[5] M. Haeusler, H. Koelsch, V. Ramaswami: Design Aspects of UHVDC
Equipment. 5th International Conference on PT&D Technology, April
2005, Beijing (China)
[6] W. Bhmer: Hochspannungs-Gleichstrom-bertragung bietet prak-
tische Vorteile.
EW Jahrgang 102, 2003, Heft 26
[7] K. Jopp: Hochspannungs-Gleichstrom-bertragung - Rckgrat der
weltweiten Energieversorgung.
EW Jahrgang 104, 2005, Heft 7
[8] TU-Mnchen, Homepage: Lehrstuhl fr Hochspannungs- und An-
lagentechnik: www.hsa.ei.tum.de
Figure 14: Tests at the Technical University of Munich - measurement
of partial discharges under AC voltage
Day 1 - Session III Ultra High Voltage
122
Transmission Solution for
1100kV Class Switchgear
Denis Dufournet - Philippe Ponchon
AREVA T&D Villeurbanne, FRANCE
Abstract
Due to the development of high-voltage networks in
countries, such as India and China, with rapidly increasing
demand for electricity and large distances between
supply and consumption, there is a renewed interest in
ultra-high voltages in the range 1000 kV - 1200 kV. During
a recent IEC-CIGRE symposium held in Beijing [1], it has
been concluded that the technology is sufficiently
mature for standards to be developed and to be urgently
standardized.
This paper intends to show the main implications for live
tank circuit breakers, from both the design and testing
points of view
Forty years of experience with circuit-breakers rated
800 kV and recent testing of present designs show
that an SF6 circuit-breaker of present technology with
four units per pole can meet the requirements for the
1200 kV rated voltage level. Demonstration of making,
breaking and switching performance can be made using
test results of a 550 kV circuit-breaker with two chambers
per pole, so that these capabilities are not an issue for
the dimensioning of circuit-breakers.
The paper shows that the higher rated voltage is mainly
critical for the dimensioning of live tank circuit-breakers
when requirements for switching impulse voltage and
power frequency voltage are considered.
Introduction
In the past, many studies and experiments have been
conducted in the world with an ultra-high rated voltage
in the range 1000-1500 kV [2]. Table 1 gives an overview
with some typical ratings that were specified.
Table 1 Example of ratings for UHV networks
China Italy Japan USA Russia
Maximum
voltage (kV)
1100 1050 1100 1500 1200
Line rated
current (A)
4000 3000 5000 - 5000
Short-circuit
current (kV)
50/63 63 50 40 40
There is now a renewed interest in new UHV projects
due to the fast development of networks in countries
like India and China having rapidly increasing demand
for electricity and its transmission over large distances
between supply and consumption.
During a recent IEC-CIGRE UHV symposium held in Beijing
[1], it has been concluded that the present technology
is sufficiently mature for standards to be developed
and that there is an urgent need for standards. This
conclusion was drawn after three days of technical
presentations that showed the past experience,
needs, plans and the available technology for UHV AC
networks.
In order to meet this challenge, IEC Technical committee 8
and Technical committee 28 will have to define the rated
voltage(s) and the insulation levels. Then, the product
standards will have to be revised to introduce values for
ultra-high voltage [3].
At the request of IEC subcommittee 17A (IEC SC17A),
a working group A3-22 of CIGRE Study committee A3
has been established to study technical requirements
for UHV switching equipment [4]. It will send its first
recommendations to IEC SC17A at the end of 2008.
As will be shown later on, the electrical requirements,
such as making, breaking and switching, should not
be problematic to be met with present technologies
SWICON 2008 Papers
123
of SF6 circuit-breakers, taking into account that 550 kV
circuit-breakers with two units per pole are already on
the market with short-circuit breaking currents up to
63 kA. The electrical performances can be met by a
corresponding circuit-breaker with four units per pole.
The basic insulation level can be more problematic and
special care has to be made during dimensioning to
meet the requirements for switching impulse voltage
and power frequency voltage.
The experience of Areva T&D in the extra-high-voltage
range, on which is based these statements, is briefly
presented before the developments of the subjects
of the design and testing for the 1000-1200 kV voltage
range.
Experience of AREVA T&D in 800kV Live tank
circuit-breakers
The circuit-breaker PK developed by AREVA T&D was
the first 735 kV circuit breaker installed in the world in
1965 (Montreal - Manicouagan line in Canada). It uses
the air blast technology, with initially twelve chambers in
series per pole and later, with the evolution in design and
performances, the number of chambers was reduced to
ten and eight chambers per pole.
The development of SF6 circuit-breakers, introduced first
in the fifties mainly for medium voltage, lead to a new
generation of 800kV: FX circuit-breakers were delivered
in Venezuela already in 1984 and later extended for the
very low ambient temperature market in Canada. These
circuit-breakers have four chambers per pole and are
operated by a hydraulic mechanism.
More recently, the new generation of SF6 circuit-breakers
has been developed to cover the full voltage range up
to 800 kV with low energy spring operated mechanism.
The GL318 circuit-breaker, first installed in Canada 2003,
uses the self-blast technology that allows to reduce
drastically the energy needed for operation. It has four
units in series per pole.
Based on this experience and as it will be explained
later, it is possible to design and propose 1200 kV circuit-
breakers with four chambers per pole.
Design of circuit-breakers for 1100 kV - 1200
kV network
Different values are specified in the 1100-1200 kV
Figure 1 GL 318 765 kV (Russia)
Rated Voltage Min= -25
o
C - 30
o
C-35
o
C,
max = +40
o
C
1100-1200 kV
Rated normal current 4000 A
Rated fequency 50-60 Hz
Rated insulation level
Lightning impulse phase to earth 2400 - 2600 kV
Lighhtning impulse Bias 2400 + 900 kV or 2600 + 630 kV
Switching impulse phase to earth 1800 kV
Switching impulse Bias 1675 + 900 kV or 1650 + 900 kV
Switching and breaking capability
Rated short-circuit current 50 kA - 63 kA
First-pole -to-clear factor 1.2 (1.3)
Capacitive current switching factor 1.4 (TRV = 1940 kV peak)
Service condition
Day 1 - Session III Ultra High Voltage
124
voltage range and there is a need for standardization as
said in the introduction. Table 2 gives some values that
are presently considered.
Table 2 : Typical characteristics for circuit-breakers in
1100 kV -1200 kV networks
In the following we examine the main challenges that are
met during the design stage of ultra-high voltage (UHV)
circuit-breakers.
Short circuit breaking and switching capabil-
ity
Manufacturers can rely on the experience gained during
the development of recent 300 kV to 800 kV circuit-
breakers.
At present, the breaking capability of 63 kA can be
obtained for live tank circuit-breaker using:
- one chamber per pole up to 300 kV,
- two chamber per pole for 550 kV,
- three or four chambers for 800 kV.
The different conditions of operation of the circuit
breakers in the networks and the respective test duties
standardized for qualification are discussed in the
following paragraphs:
Terminal fault making and breaking capability
For rated voltages in the range from 245 kV to 800 kV,
all systems are considered to be effectively earthed, it
follows that the peak TRV (transient recovery voltage)
and recovery voltage are both proportional to the rated
voltage, with a first-pole-to-clear factor equal to 1.3.
Therefore the making and breaking performance of a
550 kV is obtained using two 300 kV chambers in series,
taking into account that grading capacitors distribute
evenly the voltage on the two units.
The rate-of-rise-of-recovery-voltage (RRRV) has the same
standardized value for all test duties according to IEC. It
follows that the RRRV relative to one unit of a 550 kV
circuit-breaker (with two chambers) is only approximately
half the value seen by a 300 kV chamber.
This example shows that the making and breaking
performance of a 550 kV circuit-breaker with two units
in series is covered by the capability demonstrated on a
300 kV circuit breaker with one unit.
In a similar way, making and breaking performances of
a 1100 kV circuit-breaker, of a given rated short-circuit
current, can be obtained by using two 550 kV in series,
having the same short-circuit current and the same
operating speeds. With present self blast technology, a
rated short-circuit breaking current of 63 kA is met.
Moreover, the studies presently made by CIGRE WG A3-
22 show that in the UHV range the first-pole-to-clear
factor for terminal fault test duty T100, obtained from
equation (1), can be reduced to 1.2.
(1)
where X0 is the zero-sequence reactance and X1 the
positive-sequence reactance
In the case of transmission system connected to large
power transformers, with either a star connection
with an earthed neutral or a delta connection, a first-
pole-to-clear factor is less than 1.2, because a ratio of
X1/X0 is equal to or larger than 0.5 for fault occurring in
the vicinity of power stations or substations with large
power transformers e.g. terminal fault T100.
It follows that testing done on 550 kV circuit-breakers
can be used to demonstrate the breaking performance
of a 1200 kV circuit-breaker with four chambers per
pole.
Short-line-fault (SLF) breaking capability
There are two critical parameters for SLF interruption by
SF6 circuit-breakers the time derivative of current (di/dt)
at the instant of interruption, and the RRRV. It is well
known that the RRRV (on the line side) is given by:
(2)
0
1
2
3
X
X
k
pp
+
dt
di
Z RRRV
where Z is the line surge impedance
Up to now, the standardized value of Z is 450 ohm is the
same for all rated voltages. However, lower values are
obtained in practice in the extra-high voltage range as
bundle contraction that justifies the value of 450 ohm,
cannot actually happen in less than 3 cycles due to the
cross section and the weight of conductors.
It follows that, even with a conservative value of the
surge impedance, the RRRV that has to be withstood by
one unit of a 1200 kV circuit-breaker (with four units per
pole), is only about half the value seen by one unit of the
corresponding 550kV circuit-breaker. The short-line-fault
(SLF) breaking capability is therefore not a concern when
performances are demonstrated on the corresponding
550 kV version.
Long-line faults
There is no specific test duty for long-line faults
occurring at least at 100 km down the line. Under these
conditions, a high TRV peak can be obtained due to the
mutual coupling between phases. The current studies in
SWICON 2008 Papers
125
CIGRE WG A3-22 show that the breaking of test duty T10
with a first-pole-to-clear factor of 1.3 covers the case
of three-phase line faults in UHV systems if an amplitude
factor of 1.7 x 0.9 is specified.
Capacitive current switching capability
The use of grading capacitors ensures that the voltage
stress on the unit is the same as on one unit of a 550 kV
circuit-breaker with two chambers per pole. Having the
same tripping speed ensures that the 1100 kV or 1200
kV circuit-breaker will be of the same class as the 550 kV
apparatus, i.e. class C2.
Shunt-reactance switching capability
As it is already the case for extra-high voltage
applications, controlled switching can be used in UHV
to limit overvoltages during shunt-reactance switching
operations. As the voltage per chamber is approximately
330 kV for a 1200 kV circuit-breakers with four breaks per
pole, the minimum arcing time will stay within the usual
range that allows controlled switching to be applied.
Testing
Making and breaking tests of live tank UHV circuit
breakers does not require specific test circuits, contrary
to what is needed for GIS and Dead tank circuit-breakers,
as the phase to ground TRV withstand is not a concern
due to the length of the insulating columns. It is possible
to perform unit tests under the conditions already
prescribed in IEC 62271-100.
Dielectric withstand
A live tank circuit breaker is made up of two parallel
insulations: an internal insulation in SF6 and an external
insulation in air.
* Internal insulation in SF6
Between terminals of the circuit breaker, the number
of isolating distances in SF6 is equal to the number of
chambers. Each isolating distance has to withstand the
same proportion of the applied voltage. In standards,
the required voltage withstand capability does not
increase as quickly as the rated voltage. Iit follows that
the voltage stress on each isolating distance in SF6
decreases when the system voltage increases.
As an example, in the case of a 550 kV circuit-breaker
the IEC standard requirement for lightning impulse is
1550 (+315) kV = 1865 kV on two chambers. The voltage
applied on the most stressed chamber is about 950 kV,
whereas it is 1050 (+170) kV = 1220 kV in the case of a
300kV chamber.
An increased rated voltage is not a problem for the
internal withstand in SF6 when the same voltage per unit
is not exceeded. A 1100 kV or 1200 kV circuit breaker with
four chamber 300 kV in series meets this condition.
* external insulation in air.
The required insulation level in air defines the dimension
of the circuit breaker for both the phase to earth distance
and the distance between terminals. The external
insulation is determined by several requirements:
Lightning impulse withstand
The standard values of lightning impulse withstand
voltage, Up, do not increase as quickly as the network
voltage. For example : Up = 1050 kV is required for a 300
kV network; Up = 1550 kV for a 550 kV network and Up =
2100 kV for a 800 kV network. As withstand in air with
lightning impulse voltage is proportional to the length of
the gap (typically V= 530*d with V in kV and d in meter),
the air insulating distance has to increase less rapidly
than the system voltage.
Switching impulse withstand
The situation is the same as with lightning impulse
voltage. The standard values for switching impulse
voltage, Us, do not increase in proportion to the network
voltage : Us = 850 kV for 300 kV a network; Us = 1175
kV for 550 kV a network and Us = 1425 kV for 800 kV a
network. However, in the contrary to what was obtained
with lightning impulses, the necessary gap to withstand
the voltage increases more rapidly than the voltage
applied. This phenomenon has been studied in all main
high voltage laboratories. Based on these studies, the
team of G. Gallet [5] from Electricit de France (EDF) in
Les Renardires (France) has established the following
formula that gives the voltage withstand as function of
the insulating distance:
(3)
d
k V
8
1
3400
+
Due to this saturation phenomenon, the switching
impulse voltage is therefore the dimensioning parameter
for the insulating distance.
The performed type tests in our laboratories on
different type of circuit breakers at many voltages has
allowed us to determine the k factor of the formula
(3) and to calculate the voltage withstand as function of
the arcing distance as shown in figure 2.
Day 1 - Session III Ultra High Voltage
126
Power frequency voltage
The same considerations developed for switching
impulse voltage can be applied in the case of power
frequency voltage. The Gallet formula is in this case:
(4)
earth voltage. The IEC standard requires in such case a
withstand for the circuit breaker that is given by:
(5)
As this constraint is proportional to the network
voltage, it becomes more and more important in the
dimensioning when the network voltage increases.
arcing distance (m)
Figure 2 Switching impulse voltage withstand
Figure 3 Three-phase 1200 kV live tank circuit-breaker
d
k V
8
1
3400
1 . 1
+
In general, it can be considered that the stresses due
to the temporary over-voltage at power frequency
voltage are a little bit lower than those generated by
the switching impulse. However, during breaking of line-
charging currents, the circuit breaker has to sustain
on one side the power frequency voltage and on the
other side a direct current voltage. The last has a peak
value which can be 1.4 times higher than the phase to
3
4 . 1 2
Ur
V
Power frequency voltage under pollution :
The creepage distance of insulators is directly
proportional to the network voltage and its value is
dependent on the site pollution level. As the ratio
between the creepage distance and the arcing distance
cannot be higher than four (or specific pollution tests
have to be done), the creepage distance can also be a
dimensioning factor for the insulators and can be the
decisive parameter for the length of the insulating
distance in air.
Corona effect
To avoid the corona effect at the terminals of the circuit
breaker, it is necessary to limit the electrical field to 2
kV/m. This implies that grading rings must be used with
suitable dimensions at the end of each chamber and at
the top of the column.
At the end, the correct design for UHV requires a suitable
selection of the insulators for both the interrupting
units and the earth to ground insulation. With respect
to the basic rules for arcing and creepage distances as
described in precedent paragraphs, it can be expected
that an optimised design will be obtained with few
dimensioning tests.
Figure 4 GL319X 1200 kV circuit-breaker under dielectric tests at IREQ,
Canada
SWICON 2008 Papers
127
Mechanical design
Another challenge for live tank circuit breaker with large
height is the seismic withstand. Test on shaking table
are necessary to have all elements allowing numerical
modelling and demonstration of the seismic withstand.
To allow the use of a 3D circuit-breaker model for the
analysis of the seismic withstand, experimental tests
are mandatory. Tests on shaking table are necessary
to measure the natural frequency, damping ratio and
stresses in insulators.
Nevertheless a free oscillation test is sufficient to obtain
the first natural frequency and the damping ratio. It can be
used to build up a simplified model of the circuit-breaker.
Numerous tests on shaking table have been done on
AREVA breakers which have given all the necessary
data to model and calculate the seismic withstand. CFD
calculations have been made using ANSYS software.
These calculation enables us to check that the design
of the circuit-breaker is in agreement with the client s
requirements and that it will withstand the most severe
mechanical stresses at site.
Conclusion
The design of circuit breakers at rated voltage of 1100
kV and 1200 kV is mostly influenced by the dielectric
withstand capability, and in seismic regions by the
mechanical withstand. Thanks to the experience
acquired in the last decade on 550 kV and 800 kV
circuit breakers, it can be proposed a solution with four
chambers in series per pole, operated by low energy
spring operated mechanisms with reasonable safety
margins for the breaking performance, as well as for the
dielectric and mechanical withstand capability.
Bibliography
[1] IEC-CIGRE International Symposium on International Standards for
Ultra High Voltage, Beijing, July 18-21, 2007.
[2] CIGRE WG 38-04, Network problems and solutions peculiar to
UHV AC Transmission, Electra N122, January 1989
[3] IEC document SMB/3543/R, Report on the IEC-CIGRE Symposium on
UHV Standardization.
[4] H.Ito, A.Janssen, D.Dufournet, E.Colombo, V.Rashkes, A.Keri, Y.Filion
(on behalf of CIGRE WG A3-22), Technical requirements for UHV
switching equipment, IEC/CIGRE UHV Symposium, Beijing 18-21 July
2007.
[5] G. Gallet, G.Leroy, R.Lacey, I.Kramer, General expression for posi-
tive switching valid up to extra-long air gaps IEEE Transactions on
PAS-94, November/December 1975, pages 1989-1993
Figure 5 Modelling of half pole of 1200 kV circuit-breaker
Figure 6 : GL317 on shaking table during test in ISMES Laboratory (Italy)
Day 1 - Session III Ultra High Voltage
128
Dielectric Testing of 765 kV
Circuit Breakers at UHVRL
K. A. Aravind, Pradeep M. Nirgude, A. Yellaiah, B. Gunasekaran
Central Power Research Institute, Hyderabad
SWICON 2008 Papers
Abstract
UHVRL, CPRI, Hyderabad has all dielectric test facilities
for testing of equipment rated upto 800 kV. Recently,
UHVRL conducted all dielectric tests on 765 kV SF6 gas
filled circuit breaker as per IEC 62271-100 for the first
time in India. In this paper, the details of tests including
Combined Voltage test, Radio Interference Voltage
test and Corona inception and extinction voltage test
carried out on 765 kV SF6 gas filled circuit are discussed.
The test circuit to meet the requirements of IEC and
precautions to be taken during combined voltage test
are discussed.
Introduction
One of the most important elements of the power
transmission network is the circuit breaker. Circuit breakers
are used to energize and de-energize a portion of the
power transmission network. The current will normally
be less than or equal to the normal rated current for the
system under normal operating conditions. In case of a
short circuit occurring in the network, circuit breakers
are the only means of protecting the network. They
ensure the reliability and stability of the power system
network by isolating the faulty section of the system.
However, circuit breakers have to withstand the over
voltages that are imposed on them due to interruption
of a short circuit or due to switching operations of the
system and over-voltages due to natural lightning. As
the power system reliability and stability depends upon
the operation of circuit breaker, special care has to be
taken in their insulation design. To check whether the
design of the circuit breaker meets the insulation level
requirements, dielectric tests are conducted. This paper
is intended to establish and introduce the capability of
UHVRL in conducting all dielectric tests on equipment
rated upto 800 kV.
765 kV Circuit Breaker
765 kV Circuit breaker (single pole) essentially consists
of two 400 kV circuit breaker interrupters connected in
series along with grading capacitors and are provided
with two operating mechanisms. The longitudinal
insulation consists of 2 X 2 i.e. 4 interrupters per pole.
The breaker is supported by two vertical support
insulation columns rated for 765 kV and is mounted on
earthed metallic structure of 5 meters height as shown
in figure 1.
Figure 1: 765 kV Circuit Breaker
129
Day 1 - Session III Ultra High Voltage
Dielectric Tests
Combined voltage test (BIAS Test):
Combined voltage test is performed on circuit breakers
in open position to simulate the service condition. For a
circuit breaker, a situation may be there wherein the bus
and line side of a line are closed and the transmission line
energized from one side with remote end circuit breaker
in open position. Then, the remote end circuit breaker
terminals will be subjected to power frequency voltage
on bus side and switching surge on line side. Thus the
insulation between the circuit breaker main contacts
are subjected to this type of differential voltage
stress. Under similar system condition, instead of line
energization, a lightning over voltage occurs on the
line, the circuit breaker terminals are subjected to power
frequency-lightning impulse combined stress. This test is
conducted in the laboratory using two separate sources
generating voltages against earth and connected to the
open main contacts of the circuit breaker.
The rated impulse withstand (switching or lightning)
voltage phase to earth constitutes the main part of
the test voltage and is applied to one terminal. The
complementary voltage is supplied by peak of power
frequency voltage source of opposite polarity applied
to the opposite terminal. The frame of the breaker is
connected to earth during the test.
To take in to account the influence of the impulse on the
power frequency voltage wave, cause by the capacitive
coupling between the two voltage circuits, the following
test requirement has to be fulfilled: The voltage drop
on the power frequency wave shall be limited so that
the actual voltage to ground (measured at the instant
of the peak value of the impulse), is not less than
the value specified for the complementary voltage
with a tolerance of 5%. To meet this requirement,
the instantaneous power frequency voltage may be
increased upto, but not more than Ur(2/(3 for lightning
impulse tests and not more than 1.2 times Ur(2 / (3 for
the switching impulse tests.
The voltage drop can be greatly reduced by using a
capacitor of suitable value connected in parallel to
the terminal on the power frequency side. Due to the
coupling between the two generating systems, the
shapes and amplitudes of the two components of
combined voltage test differ from those produced
by the same sources separately. They shall therefore
be measured in combination, preferably, by means of
separate measuring system with respect to earth. The
protection shall be taken into account that incase of a
disruptive discharge occurring in a combined voltage
test, both the voltage sources will act directly against
each other if there are no additional protective elements
like resistors or protective gaps in the circuit. At UHVRL,
5000 kV (p), 500 kJ Impulse voltage generator and 1600
kV, 6A AC Power-frequency voltage source are used for
the combined voltage test. The circuit used is shown in
figure 2.
The supporting capacitor cum power frequency voltage
divider is erected near the circuit breaker under test. The
purpose is dual. One to measure the power frequency
voltage with reference to earth at the sample terminal,
the other one is to take care of the voltage dip when the
two sources are synchronized because of the coupling.
This was also necessary because of the fact that the
power frequency source is located far away from the
impulse generator requiring long measuring cables upto
the impulse control room where the measuring system is
located. Typical oscillograms recorded during the test for
positive impulse and negative lightning impulse voltage
applications are shown in figures 4 & 5 respectively.
Protective gap is introduced to protect impulse voltage
generator from continuous power-frequency voltage
in the event of breakdown of the test sample. The gap
distance is adjusted so that for normal PF test voltage,
no gap breakdown occurs. In case of breakdown of test
sample, the over-voltage appears and the protective
gap discharges so that the generator gets protected
from continuous PF voltage. The protective gap used is
shown in figure 3.
1. Impulse voltage generator 2. Impulse voltage divider
3. Digital recorder 4. Circuit breaker 5. Protective series
resistance 6. Power-frequency transformer 7. Protective
gap 8. Power-frequency voltage divider 9. Power-
frequency Peak voltmeter 10. Supporting capacitor
Figure 2: Test circuit diagram of combined voltage test
130
Polarity No. of
impulses
applied
LI voltage
kV(peak)
PF voltage
kV(peak)
Positive 15 2100 455
Negative 15 2100 455
Table 1: Test voltages during BIAS test
As per IEC 62271-100, BIAS test is to be conducted
with switching impulse voltage under both dry and wet
conditions. The test voltages applied during BIAS test
with switching impulse voltage are as in table 2.
Polarity No. of
impulses
applied
SI voltage
kV(peak)
PF voltage
kV(peak)
Positive 15 1100 650
Negative 15 1100 650
Table 2: Test voltages during BIAS test
Only positive polarity was applied for BIAS test under
dry conditions while both positive and negative polarity
were applied for BIAS test under wet conditions as
specified in standard. Wetting procedure and resistivity
of water used in wet test was maintained between 85
to 115 (-m as per IEC 60060-1.
Lightning-impulse and switching-impulse volt-
age tests on breaker in closed condition:
With the breaker in closed condition, the support
insulator columns of the breaker are tested to withstand
the lightning impulse voltages and switching impulse
voltages. The test set up is shown in figure 6.
Fi gure 5: Ch-1 Li ght ning impul se wavef or m, Ch-2 PF vol tage
waveform
Figure 3: Protective gap used in BIAS test
Fi gure 4: Ch-1 Li ght ning impul se wavef or m, Ch-2 PF vol tage
waveform
The test voltages applied during combined voltage test
on 765 kV circuit breaker are as in table 1.
1. Impulse voltage generator 2. Impulse voltage divider
3. Digital recorder 4. Test sample.
Figure 6: Test circuit diagram for LI and SI withstand tests on breaker
in closed condition.
The LI test voltages applied for 765 kV circuit breaker in
SWICON 2008 Papers
131
closed condition are as in table 3.
Polarity No. of impulses applied LI voltage
kV(peak)
Positive 15 2100
Negative 15 2100
Table 3: LI test voltage for breaker in closed condition
The SI test voltages applied for 765 kV circuit breaker in
closed condition are as in table 4.
Polarity No. of impulses
applied
SLI voltage
kV(peak)
Positive 15 1550
Negative 15 1550
Table 4: SI test voltage for breaker in closed condition
Power-frequency voltage test:
This test is conducted with circuit breaker in both closed
and open conditions. In closed condition, test voltage is
applied between phase to earth and in open condition;
the test voltage is applied across the open contacts
of the breaker. The voltage application was done as
per IEC 60060-1 applying correction factors to the
prevailing ambient conditions. The test was conducted
with a single source. The test circuit diagram is shown
in figure 7.
1. AC Test Transformer 2. AC voltage divider 3. Test
sample 4. Peak voltmeter
Figure 7: Test circuit diagram for PF voltage test
The test voltages applied are as in table 5.
Breaker
condition
Test Voltage kV
RMS, 50 Hz
Duration of
application
Close 830 One minute
Open 1150 One minute
Table 5: Test voltage for PF voltage test
Radio interference voltage test (RIV):
The radio interference test is conducted under dry
conditions on circuit-breaker with all its accessories like
grading capacitors, corona rings, HV connectors etc as
per clause 6.3 of IEC 60694. Corona free connections
were made between the test source and the circuit
breaker so that the interference measured is only due to
breaker. The test is performed on circuit breaker in both
closed and open condition. In closed condition, the test
voltage is applied between the terminals and earthed
frame. In open condition, the test voltage is applied
between one terminal and other terminal connected to
earth along with frame. 1200 kV corona free coupling
capacitor along with R & S, Germany make ESHS-10
RIV meter were used for interference measurement.
Measurement circuit used was tuned for 1 MHz
frequency and complied with CISPR 18-2 specification.
Circuit attenuation factor was measured as per CISPR
16-1. The test circuit diagram is shown in figure 8.
Ambient RIV level was measured before start of the
test. A test voltage of 1.1.Ur/3 i.e. 462 kV (Ur rated
voltage) was applied for 5 minutes duration. The voltage
was then decreased to 0.3 Ur/3 i.e. 140 kV in steps of
0.1 Ur/3 i.e. 46 kV, raised again by same steps to the
initial value and then finally decreased to 0.3 Ur/3. At
each step the radio interference voltage was recorded.
The radio interference voltage recorded during last
run is plotted against the voltage to obtain the radio
interference characteristics as shown in figure 9. The
breaker is considered to have passed the test if the RIV
at 1.1 Ur/3 is less than 2500 _V.
1. AC test transformer 2. Voltage divider 3. RMS
voltmeter 4. RF rejection coil 5. Coupling capacitor 6.
Impedance box 7. EMI test receiver 8. Test sample
Figure 8: Test circuit-diagram for RIV test
Day 1 - Session III Ultra High Voltage
132
Figure 9: RIV characteristics of 765 kV circuit-breaker
Corona inception and extinction voltage test:
The test was conducted as per customers
request with the breaker in:
- closed position, voltage applied between the terminals
and earth frame
- open position, voltage applied between one terminal
and other terminal connected to the earth frame.
The test was conducted at outdoor, in dark condition.
Corona free high voltage connection was made to circuit
breaker from voltage source. All observations were
visual, made with binoculars.
The power frequency voltage was increased in small
steps and visual observation was made at 432 kV, 508
kV, 584 kV and 660 kV. No corona was observed till
660 kV, the voltage was maintained at this value for 5
minutes. As no corona appeared, the test was stopped
and concluded as no visible corona
l
l
In case corona appears, the voltage is to be recorded as
corona inception voltage. The voltage shall then be
decreased till corona disappears. This voltage shall be
recorded as corona extinction voltage. This procedure
shall be repeated 4 times with record of inception and
extinction voltage each time. The minimum voltage
recorded for corona extinction shall be reported as the
corona extinction voltage.
REFERENCES
1. IEC 62271-100, High voltage switchgear and controlgear - Part 100:
High-voltage alternating-current circuit-breakers
2. IEC 60694, Common Specifications for high-voltage switchgear
and controlgear standards
3. CISPR 16-1-1 Specification for radio disturbance and immunity
measuring apparatus and measurement methods
Part 1-1 Radio disturbance and immunity measuring apparatus-
Measuring apparatus
4. CISPR 18-2 Radio interference characteristics of overhead power
lines and high-voltage equipment
Part-2: Methods of measurements and procedure for determining
limits
ACKNOWLEDGEMENTS
The authors wish to thank the CPRI management for
giving permission to write this paper.
SWICON 2008 Papers
133
Day 2 - Session IV-A High Voltage
2nd Day, Tuesday, 22nd January, 2008
From 0900 - 1115 Hrs. (135 Min)
SESSION IV-A - HIGH VOLTAGE
(8 Papers)
Organiser
134
SWICON 2008 Papers
135
Evaluation of Gas Flow Parameters in Two-stage
Blast Interrupter During Current Interruption
Dr. M. Mohana Rao and Dr. H.S. Jain
BHEL Corporate R&D Division,
Vikas nagar, Hyderabad - 500 093
Synopsis
The basic philosophy of a two-stage blast interrupter
is the combination of self-blast and puffer interrupting
principles. Conventionally, analytical techniques are
used to calculate thermodynamic properties, prior to
simulation, in different zones of the interrupter model.
The arc energy absorbed by the surrounding gas is
calculated using arc diameter, exposure area and similar
other parameters. However, these techniques can not
provide accurate results as the analysis is based on
assumptions, which may not be valid for the entire
arcing period.
In view of the above, a numerical model has been
developed using FLUENT platform to simulate the arc and
to estimate the energy distribution in different volumes
of the interrupter. Dynamic pressures and composite gas
flows are computed, during interruption period, from
the expansion / intermediate volumes and coupling
positions of the moving / fixed contacts. The variation
of pressure rise in different volumes and mss flow rate
w.r.t. time has been plotted for the proposed interrupter
model as part of the study. Finally, the mass flow rate
computed for the proposed interrupter is compared
against the conventional one to explain the advantages
of the new concept as well as the developed model.
Introduction
The new system is gaining importance in high voltage
applications for its low energy requirement for operation.
In this interrupter, a fraction of energy dissipated by the
arc, during high current phase, is absorbed as potential
energy in the gas contained in the expansion volume [1].
The gas flow is thus created which sweeps the arc out
of inter-electrode gap prior to current zero. The fresh gas
from compression volume follows this sweep operation,
providing high dielectric strength and desired insulation
recovery rate. The arc energy density and the
constants of expansion volume thus govern the current
interruption ability of such a device.
Conventionally, the performance of a circuit breaker
is evaluated in a short circuit laboratory based on its
capabilities to comply with the standards. Failures are
common during these tests as most of the circuit breaker,
are designed using conventional design practices
ignoring due consideration to gas flow and energy
transport. Specifically, the estimation of pressure rise
by assuming the uniform distribution of arc energy in the
expansion volume may not be accurate for this transient
phenomenon. Today with the advent of numerical
techniques, it is possible to simulate the interruption
and predict at least the thermal performance of a gas
interrupter during the design stage itself [2-4]. Close to
perfect design can thus be generated simulating actual
geometries at pre-prototype stage.
In General, most of the circuit breakers suffer with the
following deficiencies, which are utmost important for
enhancing its interrupting capabilities:
1. Management of available high pressure cold gas
around current zero (CZ).
2. Uncontrollable mass flow rate across arc column.
3. Poor response of gas passage areas between different
volumes of the interrupter.
In the present study, a numerical model is developed
for a circuit breaker model to evaluate the interrupting
performance prior to testing. Time varying
thermodynamic parameters of the gas like pressure-
rise, temperature distribution and velocity vectors have
been analyzed during various phases of arcing. The
suitability of developed numerical model for an optimal
design of two stage blast interrupter is analyzed as part
of the study.
Day 2 - Session IV-A High Voltage
136
Modelling Details
The interrupter analysis has been generally divided in to
the following two phases:
l Cold flow
l Hot flow
Cold flow analysis has been carried out to understand
behavior of the breaker during no-load / light load
operations. The pressure-rise due to low current arc
is insufficient to quench the arc. Thus the puffer
arrangement is necessary to generate required gas
pressure for arc-interruption. In the hot flow analysis,
gas pressure in the interrupter is increased due to the
increased arc input [4-6]. Thus the expansion volume
gas with this high pressure sweeps the arc followed by
fresh gas around current-zero.
FLUENT software has been used to calculate gas flow
parameters for the proposed interrupter model. FLUENT
is one of the most powerful software tool available in
Computational Fluid Dynamics (CFD) community. Since it
uses unstructured grids, the accuracy of the results is
better for complex configurations / models.
Fig. 1 shows the grid model of the interrupter
considered for the study. The total interrupter volume
has been divided into three sections for understanding
the behavior of the breaker during current interruption.
First one is the compression volume, where piston-
cylinder arrangement allows gas to compress and
provides necessary gas flow. The second one is the
expansion volume, where arc heats the gas and builds
necessary gas flow. The third one is an intermediate
volume, where gas pressure rises during arcing period.
one is the annular gap between fixed contact and nozzle
(OL3). The gas passage area of third outlet changes with
time. The following assumptions have been made to
study the thermodynamics of the gas during current
interruption:
1. The average speed of the moving contact of the two-
stage blast interrupter is 6.5 m/s.
2. The time varying grid model is considered for the
estimation of thermodynamic parameters.
3. The pre-arcing period is considered to be 5 ms (a total
contact wipe of 32.5 mm). The total arcing period is
considered to be for the time duration of 15 ms starting
from this instant.
4. A cylindrical arc is considered and the arc energy
absorbed by the surrounding gas is calculated by
assuming a radiation coefficient of 0.15.
5. The arc diameter is assumed to vary with current
sinusoidally, expressed by Dm sin_t, where Dm is
highest diameter of arc.
6. Arc current of 40 kA rms is considered for the study.
7. Gas flow from compression to intermediate volume is
uni-directional.
During pre-arcing period, the pressure-rise in the
compression volume takes place due to movement of
piston cylinder. The compression volume reduces with
time. A non-returnable valve is considered between
puffer volume and intermediate volume in such a way
that the gas can flow from compression to intermediate
(if Pc>Pi) volume. Here, Pc is compression volume pressure
and Pi is intermediate volume pressure. Till this period,
the gas in the compression chamber is pressurizes.
During pre-arcing period, the intermediate chamber
pressure follows compression chamber pressure as
the chambers are connected. During arcing period, the
gas flows from the expansion to main chamber. Area of
opening through which gas flows from expansion to main
chamber depends on the time varying arc diameter and
annular area available for gas passage. Beyond, particular
point of time, the movement of nozzle and moving
contact in downward direction allow the gas to flow
from expansion volume to main chamber. The amount
of gas in terms of mass flow rate from the expansion
to main chamber has been calculated for the proposed
interrupter model and compared with the conventional
system. During arcing period, the pressure-rise in the
expansion and intermediate volumes is different due to
variation in volume of gas as well as the exposed arc
energy.
Results and Discussions
The pressure-rise in different volumes / zones of the
interrupter model has been calculated for the arc
Fig. 1 Grid Model of an Interrupter under study.
The analysis with heatsource constitutes calculation
of pressures in different volumes of a given two-stage
blast interrupter with the arc heat as an additional input.
Three outlets have been considered for the present
model. First one is throat of moving contact (OL1).
Second one is throat of fixed contact (OL2). The third
SWICON 2008 Papers
137
current of 40 kA (Fig. 2). From the figure, it is seen that
the pressure-rise in expansion volume is higher than in
the intermediate volume during arcing period. The gas
pressure rise in expansion volume follows the current
waveform and reaches highest value of about 45 bar
and then falls to a pressure of 10 bar around current zero.
At this instant, pressurized gas in compression volume
flows into expansion and to the main volume through
the outlets specified above. Thus the pressurized
gas stored in compression volume around current zero
provides sufficient fresh gas to quench the arc. The gas
pressure rise in the intermediate volume depends on
the arcing time. In first half cycle, it can reach a maximum
value of 16 bar and in the second half cycle, the highest
gas pressure is about 30 bar. The pressure rise in the
intermediate volume depends on the passage area
between expansion and intermediate volume (Fig. 3).
This passage area shall be optimized based on two
constraints (a). desired mass flow during current zero (b).
desired pressure build-up during arcing period.
Fig. 4 shows the variation of highest temperature
of the arc column with arcing time. Here the highest
temperature of the arc column i.e. beyond 20000K is
maintained about 9 ms time in each half cycle of current
waveform and at around current zero it falls abruptly to
below 3000K. This may be due to non-availability of arc
energy around current zero.
Fig. 5 shows the temperature distribution around the
arc column at different time instants of the current
waveform. From the figure, it is seen that the arc column
length increases with time. It is also important to note
that, the arc column is influenced by the mass flow
rate. As arcing time increases, because of availability
of opening area through nozzle (OL3), the arc column
diameter decreases as compared to the first half
cycle. Similarly, gas flow velocity follows the current
waveform and reaches highest value around the current
peak (Fig. 6). It is interesting to note that the gas flow
velocity is highest during first current peak as compared
to the second current peak, even though pressure
rise increases with increase of arcing period. This may
be due to increased outlet area and hence increase in
mass flow rate. Similar to temperature distribution, the
gas flow velocity reduces around current zero (Fig. 7).
At this instant cold gas from compression volume shall
contributes for mass flow and shall de-ionize hot gas
patches in the arc column. From this figure, it is also seen
that the pressurized arc column pushes the surrounding
gas through outlets. In this process, arc generates high
velocity flow and helps in shaping out the arc column.
Fig. 2 Pressure-rise in different zones of the interrupter model.
Fig. 4 Temperature distribution in the Expansion Volume of the inter-
rupter.
Fig. 3 Gas Flow passage area between Expansion and Intermediate
volume.
Day 2 - Session IV-A High Voltage
138
Fig. 8 shows the mass flow from expansion volume
to the outlets considered in the study. The gas flow
increases with increase of current and reaches highest
value where the optimal passage area is available as
well as sufficient pressure-rise is build-up in the arcing
zone. This pattern also follows the current waveform
but instant of opening the contacts decides the gas flow
rate. The design of passage area between expansion
and intermediate volume shall consider the following
parameters:
1. Available gas in the compression volume
2. Maximum arcing time.
3. Pressure-rise in intermediate volume
During arcing period, the pressure build-up in the
expansion volume is very high as compared to the outlet
pressure. This pressure difference as well as pressure
distribution across the outlets generates sufficient
mass flow. As reported above, due to availability
of sufficient annular gap between nozzle and fixed
contact with increase of arcing time, the mass flow
rate also increases (refer Fig. 8). It is interesting to note
that, around CZ, the mass flow rate from the expansion
volume to main volume falls to very low value because of
drop in differential pressure (refer Fig. 2). More clearly, the
ionized gas in the arcing column could not be removed
completely at current zero and the hot residual may in
turn lead to restrike. Thus, a suitable mechanism has
to be incorporated around current zero for generating
requisite fresh gas flow (preferably cold gas). By using
Fig. 5 Temperature distribution in interrupting volume during current
interruption
(a). at 5 ms
(b). at current zero
(c). at 15 ms.
Fig. 6 Highest velocity of flow from the outlet of the interrupter during
current interruption.
SWICON 2008 Papers
139
1. Time instant at which compression volume
pressure exceeds intermediate volume pressure.
2. Time instant at which expansion volume pressure
and intermediate volume pressures becomes
equal.
3. Difference of compression and intermediate
volume pressures.
the two-stage interrupter, a 7 to 10 fold increase in
mass flow rate has been predicted in study in 1 ms time
duration (refer Fig. 9). The mass flow rate at this instant
depends mainly on the following parameters:
Fig. 8 Mass flow rate from the outlet of the interrupter during current
interruption.
Fig. 9 Mass flow from Compression to expansion volume of different
interrupter models around current zero (CZ).
(a). at 1 ms
(b). at 5 ms.
(c). at current zero
Fig. 7 Velocity vectors during current interruption.
Day 2 - Session IV-A High Voltage
140
By proper selection and design of gas flow rate around
CZ it is possible to rate accurately the interrupting
capability of the circuit breaker.
Conclusions
A numerical model has been developed using FLUENT
platform to simulate arc and to estimate energy
distribution in different volumes of the interrupter. The
analysis shows that the numerical techniques are of
great help to understand the arc-interruption process
and to predict the performance of an interrupter.
Dynamic grid model has been considered for realistic
estimation of thermodynamic parameters during
current interruption. Various thermodynamic properties
of the gas like pressure-rise, temperature distribution
and velocity vectors are calculated / analyzed for the
proposed interrupter model. The mass flow rate around
current zero has been improved by adopting two-stage
blast principle.
Acknowledgement
Authors are thankful to the Management of BHEL for
their permission to publish the work.
REFERENCES
[1]. H.Arita and K.Natsui, Interruption Ability of a Self-extinguishing
type Gas Circuit Breaker, IEEE Transactions on Power Delivery,
Vol.5, No.3, July1990.,pp 1362-1369.
[2]. M.Okamoto, M.Ishikawa, K. Suzuki and H. Ikeda Computer Simula-
tion of Phenomena associated with hot gas in a Puffer type Gas
Circuit Breaker, IEEE Trans. Power Delivery, vol. 6, no. 2, Apr. 1991,
pp. 833-839.
[3]. J.Y. Trepanier, X.D. Zhang, H. Pellegrin and R. Camarero, Application
of Computational Fluid Dynamics Tools to Circuit Breaker Flow
Analysis, IEEE Trans. Power Delivery, vol.10, no.2, Apr. 1995, pp.
817-823.
[4]. J.D.Yan, M.T.C.Fang and W. Hall, The Development of PC based
CAD Tools for Auto-Expansion Circuit Breaker Design, IEEE Trans.
Power Delivery, vol.14, no.1, pp. 176-180, Jan. 1999.
[5]. H.S.Jain and M.Mohan Rao, Estimation of Energy Transport in
Expansion Volume of Self-blast Interrupter, 12th International
Symposium of High Vol tage Engineering, ISH-2001, Bangalore,
India, vol. 2, pp. 413-416.
[6]. V. Sunitha, M. Mohana Rao and H.S Jain, CFD Modelling of a Vari-
able-blast Interrupter, 14th Intl Symposium on High Voltage Engg.,
Aug. 25th - 29th 2005, F-05, pp.1-4, China.
SWICON 2008 Papers
141
Versatile Dead Tank Circuit Breakers
V.Raghavan, M.Praveen Kumar, L.V.Rama Krishna
Vijai Electricals Ltd, Hyderabad, INDIA
Background
In the present world of modern technology,
energy utilisation level is considered one of the
basic measurable parameters, which represents the
economic status of any nation. The demand for power
and its quality in INDIA are increasing at a rapid pace and
to meet these demands with optimum resources and for
improved system reliability, there is a necessity to look
into the reliability aspects of each of the system
components.
Circuit breaker, being one of the critical protective devices
in the system, has a very crucial role for the improvement
of system reliability. Live tank circuit breakers are very
familiar to Indian utilities for a very long time and have
met various demands of the system. However, live
tank circuit breakers have a weak link from the system
due to its poor seismic stability and other reliability
aspects. With the major areas of the country coming
under seismic activity, there is necessity of alternative
design concepts such as dead tank circuit breakers,
which have lower center of Gravity and thus better
stability. Another option such as use of composite
insulators can also be
an additional solution.
Dead tank circuit
breakers are more
versatile that with
slight modifications or
additions of modules
can be effectively
combined as a system
bay integrating CTs,
Isolator, earth switch
and VTs.
Especially, to meet
the growing demands,
there is necessity for installation of more number of
bays and or upgrade the voltage level of the existing
system in conventional AIS concept, but this will
demand for larger space and other reliability issues
for higher voltages. Other options of GIS systems are
suitable for urban areas, with space constraints. For
upgrading the existing systems within the available
space (Ex: urban areas), GIS systems need very high
initial expenditure. In these situations, versatile dead
tank circuit breakers look highly promising by meeting
all the system requirements with a marginal increase in
initial expenditure as compared to AIS systems within
the available space.
Versatile Dead tank circuit breaker systems evolved by
the synthesis between AIS and GIS systems. Basically,
this concept consists of conventional dead tank circuit
breakers with inbuilt current transformers and with
extra provisions to incorporate other bay elements like
Disconnector, Earth switch and Voltage transformer in
the circuit by different arrangements with nearly 40%
space reduction as compared to AIS.
This paper discusses about dead tank circuit breakers
and various options to incorporate other elements in
the bay as an optimum cost effective solution in AIS.
Ais (Live Tank) Sf6 Circuit Breakers
Live tank circuit breaker as shown in Fig 01,
consists of interrupting unit, support insulator unit,
interfacing unit and drive/ mechanism to provide the
required energy for its function.
l Interrupting unit is enclosed in porcelain or polymer
housing with SF6 gas as internal medium. The
entire contact and nozzle system is housed in the
interrupting unit.
l Support insulator unit consists of a polymer or porcelain
Day 2 - Session IV-A High Voltage
142
housing, which isolates the interrupting unit from the
ground potential and houses an insulating rod in SF6
medium, which physically isolates the interrupter unit
from ground potential.
l Interfacing unit, which consist of shafts, levers and
other mechanical linkages to connect to the drive unit,
which provides the energy required for operation of
circuit breaker.
l Needs separate current transformers, which forms
another weak link from the system.
l Especially, Space requirements of live tank Circuit
breakers and other associated equipments are very
huge and this will be serious problem in urban areas
etc where space constraints are more.
In these circumstances dead tank circuit breaker and GIS
technologies provide a techno economic solution.
Dead Tank Circuit Breakers
Dead tank bulk oil circuit breakers have for many years
represented the majority of the circuit breaker world
population. In the last 30 years, minimum oil, air blast
and SF6 live tank concepts gained favor over dead
tank bulk oil circuit breakers by avoiding the problems
involved like fire risk, large volume of oil to be handled
and associated maiantence issues etc and seemed
to dominate the world markets. However, the space
constrains, adverse environmental effects and high
seismic level requirements are the basis for evolution of
dead tank circuit breakers and GIS technologies.
various fields like electrical field plotting, fabrication
technology etc are given a good solution to the above
issues.
Fig 02 shows a typical dead tank circuit breaker, contains
an earthed metallic enclosure, which houses the entire
interrupter module along with its support insulator units
and lead through SF6 bushing with polymer, or porcelain
insulation, that houses the conductor. The uniqueness
of dead tank circuit breaker is that there is a provision
for incorporation of Current transformers of ring type
or rogowski coils by effective utilization of lead through
bushing space.
Technical characteristics of dead tank
circuit breakers
Dead tank circuit breakers present some inherent
technical characteristics that are advantageous like:
l Smaller length and weight of moving masses, which
will reduce the energy requirement for operation and
thereby improvement of reliability of the total
system.
l Better seismic withstand characteristics due to its
lower center of gravity.
l Elimination of freestanding conventional current
transformers eliminates the risk of dielectric failures
and its disastrous consequences.
l Elimination of flashover between terminals caused by
pollution, since, the solid outdoor insulation is between
only terminals and ground.
l Possibility to incorporate the heaters to provide
the heating to avoid the liquefaction of gas at lower
temperatures.
l Possibility to transport in fully assembled and wired
condition up to 245 kV, with their current transformers
installed; Thereby great reduction of installation work
at site and workmanship required for commissioning.
Over 245kV and above, they can be shipped as partially
knocked down condition by separating bushing unit
from the total assembly due to height constraints.
l Most importantly, total life cycle cost of the standard
dead tank circuit breaker package (with inbuilt
current transformer) is 25 to 40 % less compared to
conventional AIS modules. (I.e. live tank circuit breaker
plus current transformers). This is due to higher
reliability and less space requirement of dead tank
circuit breakers.
The latest concept of hybrid circuit breakers (mix of Live
and Dead Tank circuit breaker principles) and adaptability
of other system components makes, the dead tank
circuit breakers a versatile solution to the entire system
But initially, the cost of tank and insulating supports was
a problem that delayed the development of dead tank
circuit breakers and various experiences over the world
show that the equipment cost of conventional dead
tank circuit breaker is marginally (10 to 15%) higher than
the live tank circuit breaker with current transformers.
However, with the advent of recent developments in
Fig 02- 245kV Conventional Dead Tank Circuit Breaker
SWICON 2008 Papers
143
with added reliability, huge reduction of space and
life cycle costs of the entire system. Therefore, dead
circuit breakers with added advantages will be a techno
economical solution for the areas, where it is difficult
to acquire land for new substations and upgrading of
existed systems.
Hybrid Circuit Breakers
Hybrid circuit breakers have been developed with
a combination dead tank design concepts, and
manufacturing, testing advantages of the modular
live tank circuit breaker concept. As compared to
conventional dead circuit breakers, in this case, in
addition to lower life cycle cost, reduction of equipment
cost is also achieved, by locating the interrupting unit
inside the bushing; it means effective utilisation of
bushing space for interrupter will reduce the size of the
tank, thereby the amount of support insulation and SF6
gas required.
Further, the blend of both conventional live tank and dead
tank circuit breakers design concept makes the hybrid
circuit breaker more economical with the additional
reliability benefits of dead circuit breakers and can be
assembled in the same plant and on the same assembly
tools and jigs used for live tank circuit breaker.
Fig 03 shows a typical diagram of three-phase hybrid
circuit breaker, that consist of two bushings per phase
and design is made in such a fashion, by effective
utilization of one of the bushing space for incorporating
the interrupter and the other one act as a simple lead
through SF6 bushing.
is limited only to house the solid insulator and insulting
rod. Fig 04 shows a typical view of pole of the hybrid
circuit breaker.
l The interrupter housing is an insulator body made
of high strength Alumina porcelain or composite
insulators and it houses the total interrupting unit
consisting of main and arcing contact modules and
nozzle, puffer systems with screening system.
l Other bushing is simply a lead through bushing, which
feeds the power through the circuit breaker and ring
core current transformers are placed external to the
earthed metallic tank, to avoid primary high voltage
surge effects.
l Earthed metallic tank as the name implies is at ground
potential and is made up of Aluminium or stainless
steel material. This houses solid supporting insulator
and insulting rod, which isolates high voltage parts
from ground potential.
Further, in this design, the existing interrupter of live tank
circuit breaker is used with minor modifications to meet
the electrical field requirements. Likewise, the tank size
Fig 03 245kV Hybrid Circuit Breaker
Fig 04 Pole Unit of 245kV Hybrid Circuit Breaker
The concept of hybrid circuit breakers is very effective
solution up to 245kV level and above 245kv level say
420kV etc. These designs become very complex and
not very economical as compared to conventional dead
tank circuit breakers due to various system requirements
like grading capacitors, closing resistors etc.
For Extra high voltage systems above, 245kV range
conventional dead tank systems are very effective
solution, because of its inherent feature to adapt
other systems components very easily with minor
Day 2 - Session IV-A High Voltage
144
modifications. Especially, to meet the increased
demands in the power industry, there is necessity for
installation of more number of bays In these situations,
versatile dead tank circuit breakers look very
promising by meeting all the system requirements with
a marginal increase in initial expenditure as compared to
AIS systems within the limited boundary.
Versatile Dead Tank Circuit Breakers
Versatile Dead tank circuit breakers have evolved by
the synthesis between AIS and GIS systems.
This concept consists of conventional dead tank circuit
breakers with inbuilt current transformers and with extra
provisions to incorporate remaining bay elements like
Disconnector, Earth switch and Voltage transformer in
the circuit by different arrangements with up to 60%
space reduction as compared to AIS.
l Conductors connect the circuit breaker through the
solid epoxy spacers to the integral switch and then
terminated by SF6 to air bushings for connection to line
terminal or substation bus.
Versatile dead tank circuit breaker (VDCB) is a combination
of conventional dead tank circuit breaker, gas insulated
integral switches and current transformers. Fig 05 shows
one of the typical arrangements of versatile dead tank
systems.
l Primary advantage of the versatile dead tank circuit
breakers is space saving at the substation.
l VDCB uses the proven dead tank circuit breaker
technology, but replaces the conventional air insulated
switches like disconnector and earth switches by SF6
insulated integral switches. Thus reliability issues like
contact erosion and failures of linkage mechanisms etc
of air insulated switches are avoided.
l VDCB replaces the standard combination of
conventional circuit breakers and air insulated switches
and serves the same function within in 40% of total
length.
VDCB features are
l Isolated dead tank circuit breakers supported by a
galvanized or epoxy painted steel frame.
l Each tank houses hybrid blast interrupter and the
interrupters are interfaced to other SF6 insulated
integral switchgear through solid epoxy spacers.
l Current transformers are mounted external to the tank.
Fig 05 Versatile Dead Tank Circuit Breaker
l The integral switch is a combination of earth switch
and disconnector provided with a viewing port, for
observation of contact geometry and their position
prior to carry out any maintentece on circuit breaker.
l Current transformers and bushings are d e s i g n e d
according to the specific requirements of customers.
l Possible to incorporate the Voltage transformer with
minor changes.
l The breaker control and electrical interlocks are
integrated in the local control cabinet p o s i t i o n e d
and installed in close proximity to the VDCB. Local
controls are provided or optionally they can be grouped
into a central control facility for remote operation.
Conclusion:
Hybrid dead tank circuit breakers are a preferred choice
of economic solution up to 245kv level with enhanced
reliability levels of the system within the limited boundary
of space. Versatile Dead tank circuit breakers (VDCB) are
preferred in areas having massive space constraints
with up to 60% reduction of space as compared to
conventional air insulated systems.
References
. High vol tage Electrical Apparatus with SF6 insulation - NIIVA.
( Russian edition)
SWICON 2008 Papers
145
Coupled Electromagnetic-thermal Analysis of
145kv Sf6 Circuit Breaker
Deosharan Roy, Sumedh Pawar and S. Saravanan
CG Global R & D center, Crompton Greaves Ltd., Mumbai
Abstract
The paper describes electromagnetic-thermal analysis
for predicting steady state temperature distribution in
various components of SF
6
circuit breaker pole assembly.
The power losses in conducting components calculated
by electromagnetic analysis are used as input data for
Computational Fluid Dynamics (CFD) analysis that gives
temperature and flow of gas over inside and outside
surface of pole assembly. Temperature variation of
material properties and effect of eddy current losses,
though not significant, was also considered. The
temperature distribution inside and outside was
compared with heat run test data to validate the
methodology and the method was further used for
design modification to reduce the temperature rise in
conductors.
Introduction
As one goes for higher rating of circuit breakers, steady
state temperature rise in various components becomes
a major deciding factor in acceptability of design as it
puts a limit on the maximum current carrying capacity
of the conductor. High temperature also affects the
dielectric and thermal properties of SF
6
gas used inside
the pole assembly.
Temperature rise in the various components of a circuit
breaker is mainly due to Joules losses in conducting parts
and at contacts. To predict temperature in contacting
parts of a SF
6
Circuit breaker one needs to analyze
Joules loss in various current carrying components
and at joints, heat transfer from the outer surface to
ambient air due to natural convection and radiation and
heat flow from current carrying parts to outside due to
conduction through solid parts and convection through
movement of SF
6
gas inside porcelain cover. A significant
portion of heat generated in conductors is transferred
to the porcelain cover by flow of SF
6
gas due to
buoyancy effect and hence flow study becomes crucial.
Due to complex geometry of porcelain cover, empirical
relations cannot calculate heat transfer coefficients for
natural convection accurately. Also electrical losses
in components with complex geometries cannot be
calculated with analytical method.
Software packages like ANSYS that is based on Finite
Element Method (FEM), can be used to simulate near
actual condition and find loss distribution in components
if material properties and boundary conditions are
applied properly. Computer simulations using FEM
and CFD tools help in appropriate design of cooling
system for higher current rating of the circuit breaker
before it goes for production and hence reduce product
development time. It also helps in sensitivity analysis of
certain design parameters and can be used for topology
or shape optimization through iterative process.
A 3 D solid model of existing design of 145 KV SF
6
circuit
breaker pole assembly has been shown in Fig. 1. An air
domain outside the porcelain surface has also been
modeled for simulating the heat transfer by convection
due to airflow. The solid model is imported to ANSYS for
electromagnetic analysis that gives losses in various
components. Same model is then taken to CFD software
ANSYS CFX10.0 with losses from previous analysis as
input to simulate heat transfer and gas flow inside and
outside the pole.
Electromagneic Analysis
When steady-state ac current flows in the conductor,
we can use the quasi-static approximation as [2]
(1)
(2)
J H X
r r
t
B
XE
r
Day 2 - Session IV-A High Voltage
146
Figure 1: A solid model of Circuit breaker pole assembly
1: Stationary contact holder 2. Joint 3. Stationary arc
contact 4.Stationary contact 5. Moving contact 6.
Moving arc contact 7. Cylinder support 8. Puffer cylinder
9. Piston rod 10. Lower finger contact 11. Spacer 12.
Lower terminal 13. Porcelain 14. Terminal pad 15. SF
6
Gas
16. Air domain
(3)
From (3) Magnetic vector potential A is
(4)
From the above equations, we derive the governing
equation as follows:
(5)
The eddy current in the conducting material is
(6)
We can rewrite (1) using source current and eddy
current as follows:
(7)
Considering the sinusoidally time-varying z directional
current, we write the governing equation (1) as
(8)
Power Loss
The losses generated in the conductors due to source
current and eddy current has been calculated using
nodal based time harmonic analysis. The conductors
have been modeled as current fed massive conductor
with A
x
, A
y
, A
z
, and VOLT as Degree of freedom (DOF).
Using (6), the power loss in the conductor is,
(9)
Where
= Joule heat per unit volume
= resistivity matrix
= complex total current density in the
element at integration point i
= complex conjugate of {Jti}
In this paper, power loss is analyzed for various
components when 4000A AC current flows into the
circuit breaker in closed position.
Cfd Simulation
The commercially available CFD code ANSYS-CFX
10.0 was used for the present simulation. The set of
equations solved by ANSYS CFX are the unsteady Navier-
Stokes equations in their conservation form, wherein
solution method used is the finite volume technique. The
governing equations for an unsteady, three dimensional,
compressible, viscous flows in the conservation form
[3] are as follows:
a) Continuity equation
(10)
b) Momentum equation
X component
(11)
0 B
r
A X B
r r
J A X X
s r
) (
. E J
e e
r r
s
J
r
e
J
r
. ) (
t
A
J J J A X X
e s e s
+
r
r r r r
A j J
y
A
y x
A
x
e s x y
r r
+
(
(
,
\
,
,
(
j
+
(
,
\
,
(
j
[ ][ ][ ]
*
1
2
1
Ti Ti
n
i
J J
n
P
P
[ ]
[ ]
Ti
J
[ ]
*
Ti
J
( ) 0 . +
V
t
( )
( )
x
f
x
w
z
u
z y
u
x
v
y
x
u
V
x x
p
uV
t
u
]
]
]
,
,
(
,
\
,
(
j
]
]
]
]
,
,
,
(
(
,
\
,
,
(
j
(
,
\
,
(
j
2 . .
SWICON 2008 Papers
147
Y component
(12)
Z component
(13)
c) Energy Equation
(14)
Where,
V - Flow velocity,
_ - Fluid density,
u, v, w are the components of velocity V in x, y and z
directions respectively.
f - Body force per unit mass acting on the fluid
element, with f
x
, f
y
and f
z
as its x, y and z components
respectively,
_ - Molecular viscosity coefficient
_ - Second viscosity coefficient
Table 1 gives the electrical and thermal properties
of various materials used in the analysis. Thermal
conductivity has been assumed to remain constant for
this range of temperature. An empirical relation [Eq. 15]
describing the density variation of SF
6
with pressure and
temperature has been obtained from published data [5]
and then used.
Material Resistivity (ohm-m) Thermal Conduct-
ivity (W/m- K)
@ 273 K @ 373 K
Copper 1.54e-8 2.22e-8 385
Aluminum 2.42e-8 3.57e-8 168
Iron 8.57e-8 14.4e-8 50
Porcelain 1.01e-1 - 1.01
SF6 1.01e1 - 0.012
Table 1: Properties of different materials
Variation of density with temperature and pressure has
been derived as
(15)
Where a is a dimensional constant given by
Air has been assumed as ideal gas and where density is
inversely proportional to temperature. Heat transfer by
radiation has also been considered for outer porcelain
surface. A fine layer of mesh (prism layer) has been
created for fluid-solid interface to capture the effect
of boundary layer and hence exact calculation of heat
transfer coefficient due to natural convection. Fig.2
shows the contour of y+ over the outer porcelain
surface. The maximum value of solver y+ obtained was
12.50.
( )
( )
y
f
z
v
y
w
z y
v
V
y
y
u
x
v
x y
p
vV
t
v
+
]
]
]
,
,
(
(
,
\
,
,
(
j
+
(
(
,
\
,
,
(
j
+
]
]
]
,
,
(
(
,
\
,
,
(
j
2 .
.
( )
( )
z
f
z
w
V
z z
v
y
w
y
x
w
z
u
x z
p
wV
t
w
+ (
,
\
,
(
j
+
]
]
]
,
,
(
(
,
\
,
,
(
j
+
]
]
]
,
,
(
,
\
,
(
j
2 .
.
( )
( )
]
]
]
]
,
,
,
(
(
,
\
,
,
(
j
+ (
,
\
,
(
j
+
(
,
\
,
(
j
(
,
\
,
(
j
+
(
(
,
\
,
,
(
j
+ (
,
\
,
(
j
+ +
2
2
2
.
2
.
x
v
y
u
x
u
x
u
x
u
p
z
T
k
z
y
T
k
y x
T
k
x
q eV
t
e
003 . 1 046 . 1
P aT
046 . 1 006 . 2 997 . 1 003 . 0
) ( 022247 . 0 K s m kg a
Figure 2: y+ contour over the porcelain surface
Day 2 - Session IV-A High Voltage
148
Results
Joule loss distribution in different components was
obtained from FEM analysis and was used as input for
CFD analysis. A plot of joule loss density has been shown
in Fig. 3. Maximum loss is obtained in the aluminum joint
and stationary contact holder. Temperature plot in a mid
plane has been shown in Fig.4 where a comparison
of simulated and tested result has also been shown
at places where thermocouples were placed during
testing. The simulated results, as shown in Table 2,
were within +3% of the experimental results. A
plot of heat transfer coefficient over porcelain inner
and outer surface has been shown in Fig. 5 and Fig. 7
respectively. Fig.6 shows the velocity vector plot that
helps in understanding the flow pattern of SF6 gas due
to heating and thus helps in thermal design.
A comparison of tested and simulated value of
temperature at marked position has been shown in
Table 2.
Marker
No
Thermocouple
Location
Temperature _C
Measured Simulated
1 Stationary
contact holder
132.7 130.7
2 Joint 136.9 131.6
3 Stationary main
contact tip
113.8 112.2
4 Moving main
contact
114.0 116.8
5 Puffer cylinder 112.0 113.6
6 Finger contact tip 97.8 97.7
7 Upper Terminal 109.3 106
8 Interrupter
Porcelain
36.7 39.4
Table 2: A comparison of tested and simulated value of
temperature at marked position
Figure 3: Plot of Joules loss density in various part of circuit breaker assembly
Figure 4: Temperature distribution plot in mid plane of the pole as-
sembly. Figure 6: Velocity vector plot
SWICON 2008 Papers
149
Conclusion
Use of Finite element Method to predict electromagnetic
losses in various components and subsequently
CFD analysis using these losses as input has helped
in prediction of temperature distribution in various
components of Switch Gear pole assembly. The
simulation result was first validated with tested data on
existing product and then this methodology was used
for design of cooling system.
Acknowledgement
The authors gratefully acknowledge the management of
Crompton Greaves Limited for permitting the publication
of this paper. We also
acknowledge the support provided by our Switch gear
division for providing accurate test data.
REFERENCES
1. Frei, P.U., Weichert, H.O., Advanced thermal simulation of a circuit
breaker, Electrical Contacts, 2004. Proceedings of the 50th IEEE
Holm Conference on Electrical Contacts and the 22nd International
Conference on Electrical Contacts
2. Kim S. W., Kim H. H., Hahn S. C., Lee B. Y., Park K. Y., Shin Y. J., Song
W. P. Kim J. B. Shin I. H., Coupled Finite-Element -Analytic Technique
for Prediction of Temperature Rise in Power Apparatus, IEEE Trans.
On Magnetics, Vol. 38, No. 2, March 2002.
3. Anderson, J. D., Computational Fluid Dynamics: The Basics with
Applications, Jr. Mc Graw Hill, 1995
4. Incropera, F.P., DeWitt, D. P., Fundamentals of Heat and Mass Trans-
fer, Fifth Edition, John Wiley and Sons.
5. SF6 Technical reference Honeywell
Figure 7: Plot of heat transfer coefficient between porcelain outer
cover and air
Figure 5: Plot of heat transfer coefficient between porcelain inner
wall and SF6 gas
Day 2 - Session IV-A High Voltage
150
Estimation of Breakdown Voltage of Contact
Gap in SF6 Gas Circuit Breakers
G.Srinivas, G. N. Patil, S. B. Potnis, Pradeep Nirgude
Abstract
The capacitive current switching duty requires highest
dielectric recovery performance, as very high voltage
is applied between moving and fixed arcing contacts
before the opening distance becomes large. This paper
describes a study of dielectric strength of SF6 in a puffer
type gas circuit breaker, by experimental means and by
analytical means.
Keywords --
Capacitive current switching, gas circuit breaker (GCB),
Dielectric withstand voltage
I. Introduction
Prediction of dielectric withstand characteristics of the
contact break in a circuit breaker is essential to estimate
the performance of the GCB during capacitive current
tests.
As lower currents contribute less energy of the arc,
it is natural to expect interruption of lower currents
to be a relatively simpler task, so GCB interrupts the
current very easily at a small contact opening distance.
However, the voltage between arcing contacts gradually
increases and the voltage reaches twice the peak
value of rated voltage at 0.5 cycles after current zero.
It is well known that interruption always takes place at
current zero and therefore for all practical purposes,
the system voltage is at its peak. So at the instant of
current interruption, the capacitor is fully charged and
the voltage is approximately equal to the peak voltage
of the supply. The source side on the other hand, will
follow the oscillation of the power frequency voltage
and therefore in approximately one half of a cycle the
voltage across the contacts would reach its peak value
accompanied by polarity reversal as shown in fig 1. The
severest case of capacitive current switching is that
GCB interrupts current
G.Srinivas, G.N.Patil and S.B.Potnis are with Crompton Greaves Ltd,
Nashik, India
Pradeep Nirgude is from Central Power Research Institute, Hyderabad
, India
just after contact separation with minimum arcing time.
In this case, the highest voltage appears across the
contacts, when the distance traveled is short. This is
the reason that capacitive current switching duty is very
severe.
Ii. Analysis Of Dielectric Strength
Two different calculation methods were employed in
analyzing the breakdown strength of the contact gap.
The first method calculates the electric field strength
at different locations, like fixed arc contact, Moving arc
contact, near main contacts etc., for different contact
gaps. A standard commercial software is used for these
calculations.
Fig 1: The current and voltage waveform during capacitive current
switching.
SWICON 2008 Papers
151
The breakdown strength of the contact gap is then
estimated considering the weakest point. Some factors
to take into the effect of contact areas and the surface
conditions were used in arriving at the breakdown
strength of the contact gaps. The gap pressure is
presumed to be same in the entire system.
The second method considers the geometric parameters
of the contact gap, and also the characteristics of the
mechanism, to analyze the gas flow conditions around
the contact system. These calculations use mass &
energy conservation equations and arrive at gas density
distribution in the contact system. From these the local
gas densities are calculated around different contacts.
Electrical stress is calculated at different contacts using
FEM software and the breakdown strength is calculated
considering the weakest point and also taking into
account the predicted local SF6 gas density around the
contacts. Considering the gas pressure variations and
local electric field intensity during switching. The critical
breakdown voltage can be obtained as follows.Where,
is the electric field stress, is the number of gas particles.
When the effective ionization coefficient is equal to
zero, (( is the Townsends first ionization coefficient &
( is the electron attachment coefficient) the ratio (E/
N) is called critical (E/N) denoted by (E/N)*. V(t) is the
potential difference between both the contacts. No
effect of heat energy of the arc is considered while
calculating the gas flow conditions.
Iii. Model Circuit Breaker Contact Gap
A model circuit breaker of 245 kV rating is used for the
analysis as shown in the fig. 2.
During the opening of circuit breaker puffer cylinder,
moving arc contact and nozzle gets separated from the
stationary contact against the stationary piston. But
during the analysis piston and stationary contacts are
considered moving for simplicity.
The material of the nozzle is considered as PTFE during
the analysis.
The tip of the arcing contact is investigated to get the
dielectric recovery strength, as the maximum electric
field strength and variation in the gas density occurs
due to the formation of shock waves.
( )
( )
) (t V
N
E
N
E
Vbd
(
(
(
,
\
,
,
,
(
j
(1)
Fig 2: Model gas circuit breaker - 245kV
Fig 3: The Stress pattern in the contact gap.
Fig 4: Potential distribution across the gap
Iv. Experimental Set Up
While the analysis gives us an estimate of withstand
voltage of the contact gap, an effort has been
made to find out the breakdown strength of the gap
experimentally.
It was decided to find out the breakdown strength of
Day 2 - Session IV-A High Voltage
152
the gap in dynamic condition. A slow rising voltage wave
has been applied to the circuit breaker contact gap at
different time instances over the contact travel.
The best possible values achieved at the lab (front time
of 2 m.sec and tail time of 8 m.sec.) were applied. These
experiments were conducted at the UHV laboratory of
CPRI, Hyderabad.
The test circuit was as shown in Fig.6.
The circuit breaker moving contact travel with respect to
time has been captured using a resistor type transducer.
From the output of this transducer, it is possible to find
out the position of opening contact with respect to the
stationary contact. The test voltage was applied on
to the circuit breaker contact gap during contact travel
using a time delay circuit. Both the travel curve of the
moving contact and the voltage applied are captured on
an oscillograph. Typical output of oscilogram is shown
in fig.7.
Fig 6: Details of experimental set up.
Iv. Results And Discussion
Many applications of voltages on the circuit breaker
contact gap were made to achieve proper spread.
Voltages of different magnitudes were applied at
Fig 5: SF6 gas density distribution.
Fig 7: Contact gap & applied voltage
Fig 8: Typical breakdown of the gap.
Fig 9: Typical Voltage wave at Break down
SWICON 2008 Papers
153
Fig 10: The predicted and actual breakdown voltages.
different time instances to find out the break down
voltage at that particular gap length.
A typical oscillogram showing a breakdown of the
contact gap is shown in fig.8 & Fig.9
The breakdown voltage strength given by calculations
and the results of the experiments conducted were
compiled and fig.10 shows the results of this study.
V. Conclusion
While commercially available FEM based softwares can
do calculation of electrical stress, the prediction of
breakdown voltages is more complicated and depends
on many other parameters. An attempt has been made
to arrive at the BDV using different calculations and
to verify the results by actually measuring the Break
down voltages in circuit breaker dynamic condition. It
is presumed that, in the puffer Circuit breakers, as the
contacts open, the gas pressure also changing near
the contacts and this will influence the contact gap
breakdown voltages. However the extent of this effect
will depend on the contact and nozzle configuration.
Based on the above, we conclude that
1. Tests were successfully conducted to obtain the
dynamic breakdown voltage of the contact gap at
various gap lengths.
2. It is observed from the above result that the actual
breakdown voltages are almost in the range of values
predicted by calculations by the method A.
3. For the circuit breaker chosen, it seem that the
momentary gas pressure rise is not affecting the
breakdown voltage, considerably.
4. The calculation method which takes into account the
gas density distribution needs to be further refined to
make it more accurate for the type of Circuit breaker
analysed.
REFERENCES
[1] F.Endo et al. Analytical prediction of transient breakdown charac-
teristics of SF6 gas circuit breakers. IEEE Trans. Power Delivery,
4(3):1731-1737, 1989.
[2] J.Y.Trepanier, M.Reggio, et al, Analysis of the Dielectric strength
of an SF6 circuit breaker, IEEE Trans. Power Delivery, Vol.6, No 2,
Apr 1991.
[3] M.Khalifa: High Voltage Engineering - Theory and Practice
[4] International Electro technical Commission, International Standard
IEC62271-100.
Day 2 - Session IV-A High Voltage
154
Analysis of Breakdown Strength of SF6 Circuit
Breaker During Small Current Interruption
Abstract
The capacitive current switching is one of the severe
duties of high voltage circuit breakers, which requires
highest dielectric recovery performance, as very high
voltage is applied between moving and fixed arcing
contacts before the opening distance becomes large.
Besides, the dielectric phenomenon gets further
complicated due to the pressure fluctuations around
the contact region. This paper describes the prediction
of dielectric strength of SF6 following the interruption
of small capacitive current in a puffer type gas circuit
breaker.
Keywords --
Capacitive current switching, gas circuit breaker (GCB),
Dielectric withstand voltage
Introduction
As regards circuit breakers, BTF, SLF and capacitive
current switching are the three severe duties. Among
them the capacitive current switching requires highest
dielectric recovery performance.
The switching of capacitor banks and unloaded lines
requires circuit breaker to interrupt small capacitive
currents of the order of few hundred amperes. However,
as lower currents contribute less energy to the arc and
recovery voltage at the instant of current interruption
is very small it is natural to expect interruption of
lower currents to be a relatively simpler task, so GCB
interrupts the current very easily at a small contact
opening distance. But the voltage between arcing
contacts gradually increases and the voltage reaches
twice the peak value of rated voltage at 0.5 cycles
after current zero. It is well known that interruption
always takes place at current zero and therefore for all
practical purposes, the system voltage is at its peak.
So at the instant of current interruption, the capacitor
is fully charged and the voltage is approximately equal
to the peak voltage of the supply. The source side on
the other hand, will follow the oscillation of the power
frequency voltage and therefore in approximately one
half of a cycle the voltage across the contacts would
reach its peak value accompanied by polarity reversal
as shown in fig 1. The severest case of capacitive
current switching is that GCB interrupts current just after
contact separation with minimum arcing time. In this
case, the highest voltage appears across the contacts,
when the distance traveled is short. This is the reason
that capacitive current switching duty is very severe.
G. N. Patil, S. S. Kale, S. S. Shete, S. B. Potnis, H.-K.Kim, K.-Y.Park
G.N.Patil, S.S.Kal e, S.S.Shete and S.B.Potni s are with Crompton
Greaves Ltd, Nashik 422010, India (e-mail: ghanashyam.patil@cgl.co.in)
H.-K.Kim and K.-Y.Park are with Korea Electrotechnology Research
Institute, Changwon 641-120, S.Korea (e-mail: kimhk@keri.re.kr)
Fig 1: The current and voltage waveform during capacitive current
switching.
Analysis Of Dielectric Strength
A. Method of Dielectric Recovery
The theoretical approach based on streamer theory
SWICON 2008 Papers
155
is used for the prediction of dielectric strength. The
theory predicts the development of spark discharge
directly from a single avalanche in which the space
charge developed by the avalanche itself is said to
transform the avalanche into a plasma streamer.
Considering the exponential growth of electron
avalanches, Pederson has proposed the electrical
breakdown equation as follows.
(1)
Where, is the Townsends first ionization coefficient,
is the electron attachment coefficient and
k 18
The above equation has been simplified by Trepanier
using the values of SF6 gas.
(2)
Where, E is the electric field stress, N is the number
of gas particles. When the effective ionization
coefficient ( ) is equal to zero, the ratio (E/N)
is called critical (E/N) denoted by (E/N)*. The effective
ionization coefficient plays a key role in the avalanche
development. The critical breakdown voltage can be
obtained as follows.
(3)
Where, is the potential difference between both the
contacts.
The recovery voltage after current interruption is
expressed as equation (4) according to the specification
of capacitive current switching.
V (t) = V max(1- cos (t)) (kV) (4)
Where,
B. Electric Field Analysis
The electric field stress during the contact opening is
calculated by finite element method.
The electric stress subjected is numerically equal to
the voltage gradient, and is equal to the electric field
intensity,
(5)
Where is electric field intensity,
is the applied voltage &
is a operator defined as
(6)
Where are components of position vector
The potential distribution in the contact region is
obtained by solving the Laplace equation:
(7)
C. Gas Flow Analysis
The gas flow field is calculated by solving the two
dimensional axisymmetric Eular equations, which
represent the conservation of mass, momentum and
energy.
The governing Mass Conservation equation is.
(8)
The governing Radial Momentum Conservation equation
is
(9)
The governing Axial Momentum Conservation equation
is
(10)
The governing Energy Conservation equation is
(11)
(
,
\
,
(
j
(
,
\
,
(
j
N
E
N
E
f
( )
( )
) (t V
N
E
N
E
Vbd
(
(
(
,
\
,
,
,
(
j
Vn V
(
,
\
,
(
j
3
2
2 . 1 max
E
z
a
y
a
x
a
z y x
k dx
x
0
) (
Vn is the rated applied voltage,
= 2
is frequency in Hz, and is time in msec.
Equation (3), for the evaluation of breakdown voltage,
requires the distribution of local gas density and electric
field stress during the moving action of the contacts.
0
2
0
) ( ) (
z
v
r r
ur
t
r r
pr
z
uv
r r
r u
t
u
) ( ) ( ) ( ) (
2
z
p
z
v
r r
uvr
t
v
) ( ) ( ) (
2
z
pv
r r
pur
z
vE
r r
uEr
t
E
) ( ) ( ) ( ) ( ) (
Where,
is gas density,
u and v are axial and radial velocities of flow,
p is pressure of gas, and
E is specific total energy.
Day 2 - Session IV-A High Voltage
156
Equations (8) to (11) are solved by employing FVFLIC
method.
Model Circuit Breaker and Nozzles
A model circuit breaker of 170kv is used for the analysis
as shown in the fig. 2.
Results and Discussion
Fig.4 represents the calculation result of dielectric
recovery strength during the contact movement for all
model circuit breakers. To get the worst case scenario
arcing time considered was zero.
Figure 4, illustrates that the circuit breaker model A and C
are showing failure at voltage peak, while the dielectric
recovery characteristics of model B and D is better than
model A and B circuit breakers.
Fig 2: Model gas circuit breaker - 170kV
During the opening of circuit breaker puffer cylinder,
moving arc contact and nozzle gets separated from the
stationary contact against the stationary piston. But
during the analysis piston and stationary contacts are
considered moving for simplicity.
Four kinds of nozzles were used for analysis as shown
in fig 3. The effect of distance from the moving arc
contact to the start of nozzle throat is analysed in
model A and B. The distance between contact tip and
nozzle start is higher in model B as compared to model
A. In model C and D the effect of nozzle throat length
and throat diameter is analysed. The throat diameter in
model C is kept constant and reduced the throat length
as compared to model A and B. In model D the throat
diameter is higher as compared to other models. The
material of the nozzle is considered as PTFE during the
analysis.
Fig 3: Model nozzles - 170kV
The tip of the fixed arcing contact is investigated to
get the dielectric recovery strength, as the maximum
electric field strength and variation in the gas density
occurs due to the formation of shock waves.
Fig 5: Gas density distribution plot - formation of shock wave at nozzle
throat region.
Fig 4: Comparison of transient breakdown voltage and applied voltage
for Model A,B,C&D
The failure in the model A can be explained from the fact
that, as the distance between moving arc contact tip
and nozzle throat is less the stationary contact during
opening reaches the nozzle throat early which makes
the gas velocity to increase to supersonic or subsonic
region (Mach no. > 1) near the throat generating shock
wave near the contact tip as shown in fig.5. These
shock waves drastically reduce the gas density which
is sufficient to start the cathode directed streamer,
ultimately lead to breakdown. Even though the distance
SWICON 2008 Papers
157
between moving contact tip and nozzle throat is
sufficient in model C it shows failure. This may be due
to small throat length which immediately diverges
after nozzle start sufficient enough to generate shock
wave.
Further, considering the model B and model D, the
safety margin between the applied voltage and recovery
voltage is 12% & 18% respectively. This clearly shows that
higher is the throat diameter and nozzle cup volume (i.e.
nozzle upstream region) compared to the pin diameter,
better is the performance. This is because the maximum
electric field strength abruptly increases as the fixed
arcing contact approaches to the nozzle throat and
slowly decreases as it comes out of the nozzle throat as
shown in the fig 6. This can be explained as, when the two
dielectrics of widely different permittivities are in series,
the electric stress is very much higher in the medium of
lower permittivity. Considering a solid insulation in a gas
medium, the stress in the gas becomes _r times that in
the solid dielectrics (where _r is the relative permittivity
of the solid dielectric). This enhanced stress occurs at
the electrode edge, which in turn reduces the withstand
voltage. Also due to the higher cup volume, the gas
is almost stagnant around the contact region due to
reduction in the velocity which results in increase of gas
density, hence the dielectric performance.
2. Also the formation of shock wave (which is responsible
for decrease in the gas density) in front of the arcing
contact has a major influence on the transient
breakdown voltage.
3. To improve the dielectric recovery characteristic of
circuit breaker, it is effective to reduce the maximum
electric field strength and the formation of the shock
wave near the arcing contact.
REFERENCES
[1] F.Endo et al. Analytical prediction of transient breakdown char-
acteristics of SF6 gas circuit breakers. IEEE Trans. Power Delivery,
4(3):1731-1737, 1989.
[2] J.Y.Trepanier, M.Reggio, et al, Analysis of the Dielectric strength
of an SF6 circuit breaker, IEEE Trans. Power Delivery, Vol.6, No 2,
Apr 1991.
[3] A. Pedersen, Criteria for Spark Breakdown in Sulfur Hexafluo-
ride, IEEE Trans. Power Apparatus and Systems, PAS-89(8), pp.
2043~2048, Nov. 1970.
[4] H.K.Kim et al. Optimal Design of Gas Circuit Breaker for Increasing
the Small Current Interruption Capacity. IEEE Trans. On Magnetics,
Vol. 39, No.3, May 2003.
[5] Lin Xin, Li Junmin, et al. Numerical Calculation of Int er rupti on
properties of the Self Extinguishing type SF6 circuit breaker dur-
ing Small Current Interruption. IEEE Trans. On Magnetics, Vol. 37,
No.5, Sept 2001.
[6] International Electro technical Commission, International Standard
IEC62271-100, 2003.
Fig 6: Comparison of variation in electric field strength in Model B&D
Finally model D circuit breaker is recommended for further
analysis and actual testing to access the performance.
Conclusion
Using the above method the dielectric recovery
characteristic of model circuit breakers has been
successfully calculated. The obtained results can be
summarized as follows.
1. It is observed from the above result that increasing the
throat diameter will increase the dielectric performance
by decreasing the stress.
Day 2 - Session IV-A High Voltage
158
Reliability and Safety Requirements of
Circuit Breakers
GR Patel, YG Shendre, MS Raja
ABB Ltd, India
1. Introduction
High-voltage live tank SF6 circuit-breakers fitted with
porcelain insulators have to meet several challenges
during their lifetime. Under all the circumstances, the
circuit breaker reliable operation is to be ensured. This
includes the reliability, availability and maintainability of
the circuit breaker as equipment in the substation. An
important aspect, which generally gets missed at the
time of breaker selection, is probable secondary failures
caused by failure of the circuit breaker. The secondary
failures, many a times, increase the down time of the
substation.
Transport to site from the manufacturer, installation
on site and maintenance play a vital role for safety. To
protect personnel from the possible hazard of insulator
failure, safety procedures given in the product manual
should be followed.
Protection against the effects of a possible internal fault
is not commonly used, but the option is to use rupture
discs that will relieve the excess pressure.
This paper discusses various considerations for
improving the reliability of the circuit breaker, testing and
safety aspects of circuit-breakers. Use of composite
insulators against porcelain discussed in relation to the
safety of the product.
2. Reliability
It is well known amongst the designers and the
users that the reduction in number of parts generally
improves the reliability of the circuit-breaker. This can be
understood by understanding the reliability of series and
parallel components. Well known series and parallel
systems can be expressed as under.
From these series and parallel configurations, it is
understood that
1. The system reliability in case of series system is
less than the component reliability.
2. The system reliability in case of parallel system is
more than the component reliability.
Figure 1: Series system of reliability
Figure 2: Parallel system of reliability
Circuit breaker assemblies typically constitute
1. Moving system where the energy is transferred
from the stored energy of the operating
mechanism to the moving contact, which mainly
contributes to the current interruption.
SWICON 2008 Papers
159
2. The current carrying components, which are in
series to provide continuous current path.
These two systems represent series system from the
reliability point of view.
2.1 Design aspects
To improve the reliability of the circuit-breaker, it is
essential to reduce the number of parts and the
connections between the parts, which are essentially
made using fastening and joining components.
Manufacturing technology used by ABB gives a possibility
of reducing the number of parts and the corresponding
joining components. For example, usage of copper
parts forming technology eliminates need of mounting
separate fingers and springs for contact pressure. The
less current carrying components and connections
improves consistency of the contact resistance and
thus improves reliability in long run.
The reliability of the moving system is a function of mass
of moving system. This is important to reduce the mass of
moving components to reduce the energy requirement
from operating mechanism for the required speed of the
contacts for current interruption. The lower the energy
helps in reducing the mechanical stresses and thus
improves reliability.
2.2 Testing
Circuit breaker reliability can be considered as series
system of various elements. Figure 3a and 3b gives the
main elements of the system, which can be considered
for the circuit breaker reliability evaluation.
Figure 3a: Typical reliability system for the mechanism
Figure 3b: Typical reliability system for the circuit breaker pole
For the simplicity of understanding, one may consider
each element to be equally reliable. Thus, the circuit
breaker reliability at a particular moment can be given
as under.
For circuit breaker to meet the M2 duty requirement as
per IEC 62271-100, 10,000 mechanical operations need
be performed without failure. Thus the circuit breaker
reliability is given as
Similarly for each element of the circuit breaker, the
reliability will be
Thus, each module need be tested for around 150,000
for satisfactory performance of the circuit breaker.
Module testing can be performed at component level
to ensure the required reliability before complete breaker
testing and thus, saving of time and cost.
) ( ) (
15 ker
t R t R
a circuitbre
10001
1
1 ) (
ker
t R
a circuitbre
150001
1
1 ) ( t R
element
One can consider the circuit breaker pole and the
operating mechanism to be a series system. One may
consider the system of 15 elements connected in series
for reliability of circuit breaker.
3. Safety
During lifetime, the circuit-breaker under pressurised
condition may be exposed to loads that may be a
potential safety hazard for personnel working in
the vicinity of the circuit-breaker. These loads can be
identified as follows:
1. Shocks and vibration during transport from the
manufacturing plant to site. This may involve transport
by road, rail, sea and/or air.
2. Shocks and vibration due to installation of the circuit-
breaker on site. The circuit-breaker needs to be removed
from its packaging and lifted on a foundation.
3. Operation of the circuit-breaker. A normal load for the
circuit-breaker not associated with a potential safety
hazard.
4. Lifting of other equipment in the vicinity of a pressurized
circuit-breaker.
5. Exposure to abnormal shocks and vibration such as
earthquakes.
6. A possible internal fault.
The loads identified above may damage the insulators,
which may be a source for personal injury if safety rules
are not followed. Safety rules are stated in the product
manual. Some rules associated with the safe working
Day 2 - Session IV-A High Voltage
160
around pressurized equipment are:
1. The first filling or topping up that takes place after
assembly of the circuit-breaker on site shall be done
from a protected place.
2. When performing maintenance such as cleaning of
insulators and/or lifting of equipment in the vicinity of
the circuit-breaker, the pressure should preferably be
reduced.
3. In the unlikely event of an internal fault, the overpressure
in the circuit-breaker can be reduced using a rupture
disc.
While safety rule 1 and 2 are common sense, the safety
provided by a rupture disc should be approached with
caution. Tests have shown that the proper function of a
rupture disc is depending upon the type of internal fault
and the insulators used.
A rupture disc is a pressure relief device that will open
at a predetermined pressure. The gas inside the circuit-
breaker is vented into the ambient air.
There are several designs of rupture discs available on
the market. A typical design is a metal diaphragm that
has been tension loaded and scored. Figure 4 shows an
example of a similar rupture disc.
Figure 5 shows a typical arrangement of a rupture disc
incorporated in a flange at the end of the insulator.
Figure 4 - Rupture disc
1 Rupture disc
2 Top flange
3 Protective cover
4. Insulators for live-tank circuit-breakers
Traditionally high-voltage live tank circuit-breakers are
fitted with ceramic insulators. The insulators used for
SF6 circuit-breaker are hollow and pressurised objects.
The last decades have seen a change towards composite
insulators.
4.1. Ceramic insulators
Figure 6 shows a design of a hollow pressurized insulator.
It consists of a hollow insulator body of ceramic material
and two end flanges. The sheds are part of the hollow
insulator body. The hollow insulator body is glazed on
the inside and outside. The flanges are cemented to the
hollow insulator body.
Figure 6 - Hollow ceramic insulator
The ceramic body of the insulator is very strong and able
to withstand high pressures and loads, but susceptible to
thermal shock. An internal arc can result in disintegration
of the insulator. Such events may cause considerable
damage to the surrounding equipment.
On polluted sites, insulators may need cleaning, which
means that a personnel has to get close to the insulator.
This often requires the use of sky lifts, ladders etc.
For safety reasons, the pressure needs to be reduced
to transport pressure (slightly above atmospheric
pressure). Reducing pressure requires the use of a gas
handling plant, as no SF6 shall be released into the
atmosphere. The result is that availability is reduced.
4.2. Composite insulator
The composite insulator is illustrated in Figure 7. It
consists of a base, in this case a glass fiber reinforced
epoxy tube, two end flanges and the sheds. To protect
the fibers from the SF6 decomposition products, an
inner liner is used. The sheds are of a different material
compared to the base. The most common shed material
used is Silicone rubber (SiR).
The strength of a composite insulator mainly depends
on the strength of the base, i.e. the epoxy tube. The
winding angle of the glass fibers, the number of layers
and the type of glass fibers are some of the variables
used in order to find the optimum design of the epoxy
tube. Figure 5 - Rupture disc arrangement
SWICON 2008 Papers
161
Figure 7 - Composite insulator
Composite insulators provide several advantages to
ceramic insulators. Some of the most significant are:
1. Superior pollution performance due to the use of
SiR. In polluted areas there is no need to occasionally
clean the insulators, which reduces the exposure to
possible damage to the sheds. The lesser the need
for maintenance, the higher the availability of the
equipment.
2. Lower weight. The weight of a composite insulator
is less than half of that of a ceramic hollow insulator
used for the same application. It makes handling of the
parts that need to be lifted on site easier.
One feature that may be seen as a disadvantage is that
the SiR sheds are flexible and that they may easily be
damaged during transport and installation. With proper
care during packing and installation, damage to the
sheds can be avoided.
5. Safety needs of rupture disc
Although the frequency of occurrence of internal faults
is very low, they need to be considered from a safety
point of view. The result of an internal fault is a pressure
rise that may result in explosion of the circuit-breaker.
Depending on the current, the pressure build-up may be
slow (for low currents) or fast (for short-circuit currents).
For a low current it will take considerable time before
the pressure is so high that the rupture disc operates.
During this time, heat is radiated towards the insulator
wall. When a ceramic insulator is exposed to this type
of fault, the heat radiated towards the insulator wall
may cause thermal shock, resulting in shattering of the
insulator. This may happen even before a rupture disc
operates.
For a high current, the time from fault initiation to
operation of the rupture disc is much shorter than the
time required for thermal shock to the porcelain insulator
and thus, operates before and reduces the damages of
the surrounding equipments.
A composite insulator does not have this type of
behaviour: it will sustain the overpressure and thermal
shock and will not explode. The rupture disc (when
installed) will release the overpressure in an affective
manner.
6. Behaviour of insulators during internal arcs
To study the behaviour of ceramic and composite
insulators during internal arc, tests results are available
with high and low currents.
6.1 Ceramic insulator
The following tests were performed:
1. An internal arc test with low current - 170 A until
failure;
2. An internal arc fault test with high current, 50 kA
asymmetrical with artificially prolonged arcing time.
The result of the low current test was that the breaking
chamber disintegrated after approximately 35 s. The
rupture disc arrangement was still intact. The high
current test resulted in a rupture of the rupture disc and
the pressure was relieved. Shortly after the insulator
disintegrated and fell to the ground.
The test performed to investigate the shattering of
porcelain insulator. The insulator pressurised with
air inside and hammered. The distance of pieces of
the insulator spread around the circuit breaker also
measured. The tests were carried out at various filling
pressures. The big pieces of the porcelain fall near to
the breaker and small pieces found quite far which is
quite dangerous for safety point of view.
6.2 Composite insulator
Similar test results with composite insulators: an
internal arc test with low current and with high current.
In both cases the rupture disc opened without further
disintegration of the insulator.
Additionally, an internal arc test was performed on a
circuit-breaker fitted with composite insulators without
rupture disc. The result of this test was that the arc
burned through the insulator, relieving the pressure. No
explosion or disintegration of the circuit-breaker took
place.
Day 2 - Session IV-A High Voltage
162
7. Conclusion
From the considerations given in this paper the
conclusion may be drawn that the best protection
against the possible failure of an insulator due to shocks,
vibrations or a possible internal fault is to use a circuit-
breaker with composite insulators and rupture disc.
Not only do they provide inherent personnel safety, but
due to their superior pollution performance, they require
less maintenance which means increased availability of
the equipment.
SWICON 2008 Papers
163
Modelling of Sf6 Circuit Breaker Arc Quenching
Phenomena In Pscad
B. Kondala Rao, Gopal Gaj jar
ABB Ltd., Maneja, Vadodara, India
Introduction
Circuit breakers play an important role in transmission
and distribution systems. They must clear faults and
isolate faulted sections rapidly and clearly. They are
also used for normal load switching. Any circuit breaker
designed should interrupt at natural current zero and
withstand dielectric stresses caused during interruption.
Depending on the extinguishing medium used, the circuit
breakers are classified as oil, air blast, vacuum and SF6
circuit breakers.
SF6 is used as an extinguishing medium for high voltage
circuit breakers. SF6 breakers are characterized by
their superior dielectric properties, highest electrical
endurance, reliability and availability, low noise level. SF6
puffer type circuit breaker is the breaker type used for
the interruption of highest short circuit powers, up to
550 kV, 63 kA per interrupter [1].
The current interruption is performed by cooling
the arc plasma so that the electric arc, which is
formed between the breaker contacts after contact
separation, disappears. At short circuit current zero,
the instantaneous energy input to the arc is minimal,
enabling the arc to extinguish. Immediately after the
extinction of the arc, the power network reacts with a
transient recovery voltage (TRV) that stresses the gap.
In PSCAD, breaker is used as a simple switch. With this
switch the various phenomena that occur in breaker
such as chopping current, multiple re-ignitions cannot be
observed. So a detailed model of the breaker is required
which replicates the original breaker characteristics.
Normally, arc models are applied to problems such as
determining a circuit breaker limiting curve for a SLF test
or predicting current chopping while interrupting low
inductive currents.
For SF6 breaker, various black box arc models have
been proposed which give the possibility to extend the
information obtained during the tests in a High power
laboratory. The aim of the black box arc models is to
describe the interaction of the switching arc and the
corresponding electrical network during an interruption
process. The black box arc models make use of the
voltage and current traces from a circuit breaker test
together with a given mathematical differential equation
to deduce a mathematical model of the arc for that
particular network conditions[2]. The developed model
is then used to predict the interruption behaviour of the
circuit breaker for all other network conditions.
Modelling Of Sf6 Breaker
By modelling, it is meant that the model is characterized
by experimentally measured parameters to describe the
statistical properties of different phenomena taking
place in the breaker opening process. Various black
box arc models have been proposed which give the
possibility to extend the information obtained during
the tests in a High power laboratory.
The flow chart for the application of Black box arc
models is as shown in Figure 1. For the accurate
analysis, practical values of the breaker parameters
obtained from real experiment are to be provided for
the model as explained in the flowchart. As these
values are not available, some tentative values have
been considered.
Black box arc models are mathematically expressed
as formulae for the time varying arc conductance as a
function of arc current, arc voltage and several constant
or time varying parameters representing arc properties.
Day 2 - Session IV-A High Voltage
164
Cassie model
In 1939, A. M. Cassie has proposed an arc model [1] with
the assumptions that the arc channel has the shape of
a cylinder filled with highly ionized gas with a constant
temperature T, but with a variable diameter. He further
assumed that the heat content per unit volume remains
constant and so does the conductance per unit volume.
Cassie model is well suited for studying the behaviour
of the arc conductance in the high current time interval.
Mayr model
In 1943, O. Mayr assumed power losses are caused
by thermal conduction [1] at small currents. This
means that the conductance is strongly temperature
dependent but fairly independent of the cross-section
area of the arc. The area is therefore assumed constant.
The electrical conductivity varies exponentially with the
temperature. He further assumed that the power loss of
the arc channel is constant. Mayr model is well suited
for modelling arc in the vicinity of current zero.
where g Arc conductance
u Arc voltage
i Arc current
P
o
Cooling Power
_m Time constant (Rate at which arc
is extinguished)
Implementation of Breaker Model
The electric arc has been simulated in PSCAD as a black-
box model. The external electrical circuit sees the arc
as an equivalent electrical conductance that changes
with time and other physical variables.
As the transients occur in breaker in the range of
microseconds, the time step for simulation should be
sufficiently less to observe the effect of transients in
the breaker. The simulation time considered is in the
range of 0.1 _s.
Testing of Breaker Model
The breaker model developed is tested to validate
its accuracy for Short Line Fault clearing and switching
of low impedance currents. The breaker parameters
considered in both the cases are not specific to a
particular make or from real experiments.
Short Line Fault (SLF)
SLF is the critical fault, which occurs on a transmission
line within some distance (a few km) from the breaker.
The most severe stresses occur in the case of relatively
short lines some km in length[3]. This voltage arises
from the trapped energy on the line section between
the breaker and the fault location.
Because cables and overhead lines have distributed
constants, the breaker line side voltage oscillates in
the form of a traveling wave. The line side component
of the recovery voltage has a saw-toothed shape and a
high rate of rise[4]. As seen earlier, the source recovery
voltage rises much more slowly and only the line side
triangular recovery voltage is important during the early
portion of the TRV.
The SLF test is performed only for the single-phase
circuits. It is more severe in this case only. These
faults have currents close to the CB rating and have
an appreciable source side transient and a line side
transient given by the short length of the line between
the breaker and the fault.
As the fault location moves away from the breaker, the
fault current decreases and the Rate of rise of recovery
voltage (RRRV) decreases.
(
(
,
\
,
,
(
j
1
1 1
o m
P
ui
dt
dg
g
Figure 1 Application of Black Box model [2]
Figure 2 TRV waveform for SLF
SWICON 2008 Papers
165
Figure 3 Test circuit to study the effect of SLF[5]
To validate the accuracy of this model for short line fault,
three cases have been considered showing the effect
of the load capacitance, effect of the fault location and
the effect of the cooling power.
For the present case, the load side capacitance is
reduced from 1.1nF to 1.1pF.The RRRV has increased
from 9.243 kV/_s to 9.575 kV/_s.
Effect of the fault location
The length of the line has been reduced from 1.5km to
1.2km keeping all other parameters constant. In this
case, the TRV monitored is as shown in Figure 6.
Initially the cooling power is considered as 293 kW
and the time constant is considered as 1_s. The rated
voltage of the system is 245 kV (peak).
With these circuit parameters, the breaker has
interrupted the arc successfully at the first current zero.
The TRV across the breaker is as shown in Figure 4. The
peak value of the fault current obtained is 47.5 kA. The
RRRV is 9.243 kV/_s and the peak value of first TRV (ITRV)
is 96.04 kV.
Effect of source and load capacitances
The source side capacitance provides the time delay prior
to the initial rate of rise of the source side TRV. The purpose
of line side capacitance is to provide time delay prior to the
initial rate of rise of the line side TRV. The variation of RRRV
with line capacitance is shown in Figure 5.
For this case, the peak value of the ITRV observed is
73.36 kV. The peak value of the fault current is 49.05 kA.
Figure 5 Effect of load capacitance on TRV
Figure 4 TRV across the breaker
Figure 6 TRV across the breaker
Day 2 - Session IV-A High Voltage
166
In this case, the breaker has failed to interrupt the arc.
From Figure 7, it is observed that as the fault location
is reduced from 1.5 km to 1.2 km, the severity of the
fault has been increased and the breaker has failed to
interrupt the arc. For the reduced fault distance, the
RRRV is 9.928 kV/_s.
Effect of cooling power
From Mayr model, it is known that for constant _m, as
cooling power (Po) is increased, (ui/Po) will be less than
1 and the rate of change of conductance will have better
response as shown in Figure 8 and Figure 9. The cooling
power is decreased from 293 kW to 250 kW keeping all
other parameters constant.
The value of conductance just before current zero
influences the breaker in its interrupting ability[6]. So the
conductance before the current zero is compared in both
the cases as shown in Figure 9. Lower the conductance
value better is the interrupting ability.
With the reduced cooling power, the breaker has failed
to interrupt the arc. Hence the minimum cooling power
required to interrupt the arc for various fault locations is
found and is shown in Figure 10.
In Figure 11, a graph is plotted between conductance
at 200ns before current zero and the test case. It is
Figure 7 Comparison of TRV for different fault locations
Figure 8 Comparison of conductance
Figure 9 Comparison of conductance before current zero
Figure 10 Minimum cooling power required for arc interruption for
various fault locations
Figure 11 Conductance before current zero (-200ns) for different test
cases
SWICON 2008 Papers
167
observed that for all the cases where G (-200 ns) > 2.5
mS, the test resulted in re-ignition and G (-200ns) < 2.5
mS, resulted in successful interruption.
Interruption of Low Inductive currents
Interruption of low inductive currents occurs when
unloaded transformers are taken in and out of service,
motors are disconnected, or electric furnaces are
switched. When an interrupting device interrupts a
small inductive current, the current can be interrupted
at a short arcing time. The gap between the arcing
contacts, after current interruption, is rather small and
the capability to withstand dielectric breakdown in
relatively low[1].
The interruption of low currents leads to situations
known as current chopping and virtual current chopping.
These phenomena lead to high frequency oscillations
through the arc channel, thus forcing a zero crossing
before the actual power frequency current zero. When
the breaker interrupts this high frequency current, the
resulting TRV has an extremely high peak value and these
overvoltages lead to multiple re-ignitions.
Figure 13 Plots showing the TRV and the breaker current
Figure 12 Test circuit showing the interruption of low inductive cur-
rents
To validate the accuracy of this model, three cases
have been considered showing the effect of the load
capacitance, cooling power and arcing time.
Initially the cooling power is considered as 15 kW and
the time constant is considered as 0.5_s. The rated
voltage of the system is 245 kV (peak).
For the given circuit parameters, the TRV and the breaker
current waveforms are as shown below.
Effect of the load capacitance
When the current interruption is successful at current
zero, the voltage across load capacitance is zero, and
the TRV building up across the breaker contacts charges
first the load capacitance, which causes the so called
time delay of the TRV waveform.
The chopping current magnitude is further dependent
on the load capacitance. By increasing the load
capacitance from 5 nF to 10 nF, the chopping current has
been almost doubled as shown in Figure 14. The rate of
rise of TRV (RRRV) has been reduced from 2.6 kV/_s to
1.8 kV/ _s.
Figure 14 Comparison of TRV and current for varying load capaci-
tance
Day 2 - Session IV-A High Voltage
168
Effect of the cooling power
By increasing the value of the cooling power from 15 kW
to 30 kW, the chopping current magnitude in increased
from 9A to 20A. This results in the increased stress
between the contacts. So the peak value of the TRV has
increased from 248 kV to 305 kV. The TRV and the current
plots for different cooling power are shown in Figure 15.
Higher the cooling power, higher is the chopping current
magnitude.
Effect of arcing time
The arcing time of the breakers is the time between the
contact separation and the corresponding current zero.
As the arcing time is increased, the magnitude of the TRV
gets on reducing. The closer the breaker contacts open to
current zero, the higher the chopping current magnitude.
Conclusions
Mayr arc model with constant time parameter and
cooling power is implemented to develop SF6 breaker
model in PSCAD.
From the SLF test, it is observed that for the successful
interruption of the arc, the fault location should be
within the critical length, cooling power should be
optimal for the given fault location and the presence of
the capacitances across the breaker is required. For the
interruption of inductive currents, the various factors
that affect the TRV are studied in detail.
It can be concluded that the breaker model developed
can be used to design the arc quenching power of the
breaker to meet the SLF requirement.
REFERENCES
[1] Lou Vander Sluis, Transients in Power Systems, John Wiley & Sons
Ltd, 2001
[2] CIGRE WORKING GROUP 13.01, Applications of Black Box Modelling
to Circuit Breakers, Electra, August 1994, 149, pp. 41-71
[3] Current Interruption in HV Networks, edited by Klaus Ragaller,
Plenum press, NewYork, 1978
[4] IEEE Application Guide for TRV for AC High Voltage Circuit Breakers
rated on a symmetrical current basis, IEEE Std., C37.011 - 1994
[5] Black Box Arc Modelling, Chapter 5, Applied ATP-EMTP to Highly
Sophisticated electric power systems, August 2003
[6] R.P.P. Smeets and V. Kertesz, Current Zero Analysis as a Novel
aid in the Development process of HV Circuit Breakers, IEEMA
Conference (SWICON - 2004), Section V, paper 5
Figure 15 Comparison of TRV and current for different cooling power
Figure 16 Comparison of TRV and breaker current for different arcing
time
SWICON 2008 Papers
169
Dead Tank Based Compact Switchgear -
Optimized High Voltage Substation Equipment
D. Fredrich, P. Stenzel
Siemens AG, Germany
Summary
Air insulated switchgear (AIS) in rural areas and gas
insulated switchgear (GIS) in urban areas are integral
parts of power transmission and distribution systems.
The interim sphere for rural areas can be served with
compact switchgear-solutions like the Dead Tank
based Compact Switchgear (DTC). Depending on the
customers demands a factor analysis considering
substation design and space limits as well as terminal
conditions or operational requirements allows to make
the choice for the right solution in each single case.
DTC is an air-insulated switchgear assembly, combining
a dead tank type circuit-breaker with disconnectors,
earthing switches and instrument-transformers, forming
a compact composite configuration for air-insulated
switchgear-installations. The actual DTC product
portfolio covers the rated voltages from 145 kV to 245
kV.
Requirements of multiple switchgear layouts can
be met with the basic DTC components and flexible
extension components. This makes it possible to create
various switchgear layouts which can be realized with a
minimum of engineering effort. All components used are
tested according to applicable IEC standards. All routine
tests are performed in accordance with the latest IEC
and ANSI standards. The poles packed for shipment
fit on a standard truck or container. The installation of
the entire module requires only a few hours. On-site
tests are very similar to those used for live tank circuit-
breakers. The economical, compact design guarantees
low investment costs and low operating costs for the
customer and is a further step towards optimized asset
management.
All variations of the DTC are based on products of the
existing product portfolio. The combination of well
established products guarantees high reliability of the
DTC equipment. Predefined DTC modules for 145 kV
and 245 kV which are herein described are the basis for
further single lines and substation layouts.
1 Introdruction
Today, power transmission and distribution is a vital
issue. One of the key elements is the high voltage
substation, an installation which generally contain
different types of equipment like circuit-breakers,
disconnectors, earthing switches and current- and
voltage transformers. The dead tank based compact
switchgear (Dead Tank Compact, DTC), combines various
devices with different functions within a high voltage
substation into one piece of equipment.
One core component of the DTC is the dead tank
circuit-breaker with current transformers, which has
been recognized as a well established product for
years. Also the other components like disconnectors
and earthing switches are taken from the existing GIS
product family and from the AIS portfolio. The result
is a compact space-saving design in comparison to
a conventional air insulated substation. DTC needs
much fewer external insulators than traditional AIS.
Because of the use of SF6-encapsulated disconnectors
all well known problems with air-insulated devices (e.g.
uncovered contacts in polluted areas near the sea or in
cold countries) are solved. The compact design of DTC
leads to a good earthquake withstand capability.
Regarding the general concept high voltage substations
can normally be classified into two main groups: one is
based on conventional air-insulated switchgear (AIS)
the other one on gas insulated switchgear (GIS) or
highly integrated switchgear (HIS). Figure 1 shows the
grade of encapsulation and the integration of functions
of different switchgear solutions. The DTC concept
Day 2 - Session IV-A High Voltage
170
exactly fits into the gap between the full integration of
the gas insulated switchgear (GIS) and the installation
of separate devices for conventional air-insulated
switchgear (AIS).
Compact switchgear assemblies are preferably installed
in medium developed areas and areas with high pollution.
They are also applicable in urban areas because of the
space saving setup.
One main target for the concept of the new compact
switchgear assembly was it to create a new platform-
based product-family from 123 kV to 245 kV. The design
principles of the modules are the same for both voltage
ratings. Table 1 gives and overview of the main technical
data. Figure 2 shows the actual DTC portfolio covering
the voltage range from 123 kV to 245 kV and short circuits
currents up to 63 kA.
2 The Modular Design Concept
All assemblies of the DTC are based on products of
the existing product portfolio. The customer greatly
benefits from the possibility to choose predefined
modules for standardized substation layouts. The basic
DTC concept offers:
l Several in-/out-modules,
l single and double bus bar modules and
l combined disconnecting modules.
Independent from that by using the modular components
of the DTC it is also possible to setup customized
modules for various substation layouts and different
applications in high voltage substation because of the
very flexible concept.
The pole assemblies are filled with pressurized SF6 gas
and fixed on a common base frame. Figure 3 shows
typical arrangements with bushings on the incoming
and outgoing side, the circuit-breaker and three position
switches for disconnection and earthing functions. The
circuit-breaker for 145 kV has a common stored-energy
spring drive mechanism. The control cabinets for the
circuit-breaker, for the three position switch and for the
terminals of the current transformers are located in front
of the switchgear module. A linkage fitted between the
poles connects the three position switches to a common
drive mechanism.
Technical Data DTC
Rated Power Voltage 145kV 245kV
Power-frequency withstand Voltage 275kV 460kV
Lightining impulse withstand voltage 2500 A 3150 A
Figure 2: DTC product portfoliofrom 123 kV to 245 kV, up to 63 kA
Table 1: Main ratings of the DTC for 145 kV and 245 kV
Figure 1:Regarding the integration of functions and the grade of en-
capsulation the DTC is located between AIS and GIS
The DTC is a combined product solution between
an installation of single units like circuit-breaker,
disconnectors, earthing switches and current-/ voltage-
transformers for conventional air insulated switchgear
(AIS) on the one hand and gas insulated switchgear
systems like GIS on the other hand.
The compact setup of the DTC solution saves about 40
% in floor space compared to conventional AIS equipped
with dead tank circuit-breakers and approximately 70%
compared to conventional AIS equipped with life tank
circuit-breakers. This is a benefit for new installations
but it also offers the possibility to extend and upgrade
an existing substation within the given floor plan.
Compact solutions also reduce the erection time on-site
and the effort for installation compared to a conventional
air insulated substation. This is an important advantage
especially for the extension of existing AIS substations
with limited space taking into account the demand for a
short outage time.
SWICON 2008 Papers
171
a In-/out-variant with single pole drive
b Double busbar variant
c Circuit-breaker with combined function and air-
insulated earthing switch (see paragraph 3.3)
Figure 4 shows one typical arrangement for 245 kV. Here
the DTC is shown in a single pole arrangement. The
circuit-breaker as well as the disconnector / earthing
switch are equipped with a single pole mechanism for
single pole operation.
The DTC circuit-breaker uses an arc assisted interrupter
unit and a stored-energy spring operating mechanism.
These core components are both adopted from the
well established 3AP circuit-breaker family [1], a circuit-
breaker platform which covers the voltage range from
72.5 kV up to 800 kV and short circuit currents up to 63
kA.
The design concept for the disconnector / earthing
switch modules was optimised in order to have the same
general setup for three different types of disconnector /
earthing switches (figure 5).
l single disconnector,
l combined disconnector / earthing switch and
l combined earthing switch / disconnector / earthing
switch.
The disconnector / earthing switch modules are based
on the design of existing GIS components, using the
same contact system, insulators, shafts and levers.
The reliability of these components has been proved in
operation over many years. The motor drive, also based
on a modular design, is an established and reliable
component adopted from GIS disconnector / earthing
Figure 3: Selected switchgear module arrangements of DTC (shown
for DTC 145 kV)
Figure 4: Selected single pole arrangements for DTC 245 kV Double
busbar variant
Day 2 - Session IV-A High Voltage
172
switch products. This motor can be assembled as the
drive for the three types of switch mentioned above.
a Disconnector
b Disconnector / earthing switch
c Earthing switch / disconnector / earthing switch
Because of the 3-position-switch arrangement
applied for the combination of earthing switch and a
disconnector, the interlocking between these devices
is automatically incorporated. No extra interlocking is
necessary.
The wiring scheme of a standard module is designed
for the typical control schemes in AIS substations. Each
single device (e.g. circuit-breaker, disconnector) is wired
to a control cubical for a direct connection on the bay
level. A local control cubical directly connected to the
module with all interlocking functions is also available.
Figure 5: Modular design of the disconnector / earthing switch com-
ponent
Figure 6: Current transformer housing with current transformers
Insulating clearance to avoid a current return path over
the CT housing
The DTC is equipped with conventional type current
transformers (CTs). The current transformer housing
accommodates many combinations of ring type core
arrangements with different ratings for metering and
protection. The current transformer is located between
the circuit-breaker and the disconnector / earthing
switch. This is equivalent to the location of current
transformers in AIS. To avoid a return current over the
CT housing in case of an internal failure an isolating
clearance is located between the two flanges of the CT
housing (figure 6).
DTC switchgear is connected to the overhead lines and
AIS busbars by SF6 insulated bushings. A conductor
and a shield electrode are fixed inside the bushing. The
insulator is available in either porcelain or composite
materials, the latter consisting of epoxy impregnated
fibreglass tube with silicon rubber sheds. The versions
with air insulated earthing switches are equipped with
porcelain bushings (see figure 3c).
3 Standard Variants
The actual DTC product portfolio covers the rated
voltages from 145 kV to 245 kV. The concept of the DTC
SWICON 2008 Papers
173
is to offer an economical compact design for different
types of switching modules and to create further
options for the operator. One main objective of this
concept is to provide a number of predefined modules
for standardized substation layouts. As examples of the
DTC 145 kV the figures 7, 8 and 9 show some of the most
important predefined modules which are described
more detailed in the following subsections.
Of course, in addition to these predefined modules it is
also possible to create with a minimum of engineering
effort customized modules for several applications
because of the modular design concept of the DTC:
3.1 In- / Out-Variant
The In-/Out-Variant (figure 7) represents the basic module
of the DTC. A dead tank circuit-breaker with current
transformer on the incoming side and an disconnector /
earthing switch combination (figure 5b) on the outgoing
side. A combination of earthing switch / disconnector /
earthing switch (figure 5c) is also available. For defined
application (e.g. earthing of overhead lines and of the
DTC itself) a special high speed earthing switch is
not necessary. Compared to portable grounding rods
or freestanding air insulated grounding switches the
integrated earthing switch shown here offers several
advantages with respect to safety, reliability and
handling.
3.2 Double Busbar Variant
The DTC can also be used as a double busbar-variant
(figure 8). One side of the circuit-breaker is equipped
with a disconnector / earthing switch component and
with current transformers. The other side of the circuit-
breaker provides two exits which can be connected to
a double busbar system. By two disconnector / earthing
switch modules (one for each exit) the connection/
disconnection of the two busbar is possible.
Gastight insulating bushings are available upon request.
They divide each device into functionally separated
gas compartments, i.e. a separation between the
gas compartments of the circuit-breaker and of the
disconnector is possible. This arrangement takes the
fundamental idea of a double busbar concept into
account: In the unlikely event of a failure in one busbar or
inside of one disconnector, further operation with the
second busbar is still possible. In case of maintenance or
repair work it is not necessary to take the entire bay out
of service. The gas compartments are under constant
monitoring by means of density monitors with an
integrated indicator; any nonconformity is immediately
signalled. The SF6 bushings can be delivered in porcelain
or epoxy design.
3.3 Circuit-breaker with Combined Function and Outdoor
Earthing Switches
A further version is the standardized DTC module with
a circuit-breaker which fulfills combined function-
Figure 7: Cross sectional view and single line diagram of the in- / out-
module(DTC 145 kV)
Figure 8: Cross sectional view and single line diagrams of the double
busbar-module (DTC 145 kV)
Day 2 - Session IV-A High Voltage
174
requirements and outdoor earthing switches attached
on both sides of the module (figure 9). Combined
function means that the circuit-breaker operates as a
circuit-breaker and at the same time as a disconnector.
This combined function module provides a simple and
compact substation layout, a visible indication of the
earthing contact position, no creepage currents across
the insulators and the use of conventional current
transformers. The module can be equipped with earthing
switches on both sides of the DTC. They can be operated
either by motor or by hand. The complete module
including the earthing switches and drives is mounted
on a common base frame. Compared to the traditional
substation layout with individual components, DTC
offers complete control of the substation equipment.
4 Design, Simulation And Tests
The objective for the design concept of the DTC was to
create a compact, reliable and flexible product platform.
The whole design process was made by the use of 3D
design tools.
The design process was supported by simulation.
Based on the long experience with the technology of
high voltage SF6 insulated equipments in combination
with the use of modern methods of numeric design
engineering, a optimized design was the result.
The electrical field strength was calculated in all main
components. Furthermore all the mechanical forces
(including loads resulting from earth quake) where
evaluated by the mean of high performance programs
(like ANSYS) to calculate the mechanical strength in all
relevant parts. Forces due to electro-dynamic loads
were evaluated with the same software. The results
were verified by development- and type-tests.
5 International Standards And Type Tests
The type tests for the components used were done
according to IEC 62271-205 [2]. Additionally, several tests
according to the relevant IEC standards were performed
on the circuit-breaker [3] and the disconnector / earthing
switches [4]. Some tests during the development exceed
the condition checks proposed by this standard, thus
guaranteeing high operation reliability in the field. The
tests performed include combinations of high power
breaking tests with short circuit currents, mechanical
switching and dielectric tests. Figure 10 shows as an
example the climatic test of a 145 kV DTC with ice-load.
DTC modules with combined function circuit-breakers
were additionally tested in accordance with IEC 62271-
108 [5]. Because of this procedure the DTC fulfills the
common specifications IEC 62271-1 [6]. All type tests
specified by the relevant IEC standards have been
passed (figure 11).
Figure 10: Climatic tests with ice-load
Figure 9: Cross sectional view and single line diagrams of the combined
function module including outdoor earthing switches (DTC 145 kV)
SWICON 2008 Papers
175
Figure 11: IEC standard IEC 62271-108 is only valid for modules consist-
ing of circuit-breakers with combined function
The main components of the compact switchgear are
subjected to complete pre-acceptance pressure testing
before assembly. Based on this high level of quality, it
is possible to guarantee a leakage rate of less than 0.5
% per year. Routine tests are performed in accordance
with the latest IEC or ANSI standards. Figure 12 shows a
145 kV DTC during the routine tests.
With the compact design of DTC Switchgear assembly
a maximum degree of factory assembly and testing is
reached.
6 Transport and Erection
The DTC modules fit on a standard truck or into a
container. The on-site erection is simple and needs only
a few hours because there are only few shipping units
for each module.. Because the DTC-poles are shipped
pre-filled with SF6 no vacuum work is necessary, only
to fill up to the operating pressure. The commissioning
tests are comparable to those of live tank breakers.
They are limited to mechanical functional testing of
the components, measurement of the gas quality and
functional testing of control and auxiliary equipment.
7 Reduction of Life Cycle Costs
The economical compact design of the DTC switchgear
assemblies guarantees low investment costs and low
operating costs for the user.
Low investment costs are a consequence of
l economical switchgear layout resulting from
standardized modules,
l no buildings, fewer single pieces of equipment,
resulting in fewer foundations,
l low costs for real estate because of space-saving
compact and combined switchgear,
l low engineering work for the substation layout because
of standardization,
l low cost for erection and commissioning of factory
tested modules.
Low operating costs are due to
l low maintenance costs because of long maintenance
intervals and long life cycles,
l low failure costs thanks to high reliability and
encapsulated components ,
l low outage costs thanks to high reliability and
separated functions in separated gas compartments
8 Summary
The Dead Tank Compact (DTC) technology closes
the gap between gas-insulated switchgear (GIS) and
conventional air-insulated switchgear (AIS). Thanks to
features like its prefabricated modules and high reliability
it offers a space-saving solution that allows
flexible use in various substation layouts.
The economical compact design guarantees
low investment costs and low operating
costs for the customer and is a further step
towards optimized asset management.
9 Bibliography
[1] H. Marin, H. Knobloch, H. Schramm, P. Stenzel: The
dynamic self compression hv SF6 circuit-breaker for high
ratings. MatPost 99, Lyon (France), 18/19 Nov. 1999
[2] IEC 62271-205: Assemblies of high voltage devices
(17C/386/CDV)
[3] IEC 62271-100: Al ter nating cur rent circuit-
breakers
[4] IEC 62271-102: High voltage alternating current
disconnectors and earthing switches
[5] IEC 62271-108: High vol tage a.c. disconnecting
circuit-breakers for rated voltages above 1 kV up to
72.5 kV and above
[6] IEC 62271-1: Common specifications
Figure 12: Dielectric routine tests
Day 2 - Session IV-A High Voltage
176
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
177
Day 2 - Session IV-B Low Voltage
2nd Day, Tuesday, 22nd January, 2008
From 0900 - 1115 Hrs. (135 Min)
SESSION IV-B - LOW VOLTAGE
(8 Papers)
Organiser
178
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
179
Trend from Mechanic to Electronic is Changing
The Low Voltage Switchgear Market Worldwide
Dr. Erich Voss
Siemens AG, Automation and Drives, Low-Voltage Controls and Distribution, Amberg
Abstract
Switching devices with additional features like
communication links, sensor functions and monitoring
modules lead to a reduction in life cycle cost and allow
decentralized installation structures. Electronics play an
important role to implement all these functions. Due to
their flexible and integrated design electronic solutions
are often at an advantage over conventional systems.
An overview about present market trends and
relevant technologies is given. Application examples
demonstrate the further development process from
electronically enhanced conventional devices, via hybrid
switching devices to full solid state switchgear.
1. Introduction
The market for low voltage switchgear and controls is
showing a tencency to move from devices based on
mechanical principles to devices based on electronics.
Other technologies for switching high currents, like
conductive polymers, liquid metal or high temperature
superconductors are not expected to play an important
role in the future. These are mostly suitable only for
niche applications, like e.g. current limiters.
Electronic switching comprises many different devices,
with different solid state principles employed for different
applications. A comparison of some of these principles
and their capabilities with those of conventional
mechanical designs shows the advantages of the new
technology, but also the problems which remain to be
solved.
2. Present market trends
The market for industrial switching devices contains two
main segments. The first of these is the Infrastructure
segment which focuses on safe power supply and
distribution from the medium or low voltage input
transformer to the outgoing feeder for the individual
load branches. Typical products in this area include circuit
breakers, disconnectors or busbar trunking systems.
The other segment is Industrial Automation. Its main
concerns are the switching, protecting, monitoring
and controlling of drive systems or special process
machinery. This involves a lot of different devices, like
motor starters, contactors, devices with diagnostic or
safety functions and relays. The main requirement in the
industrial area is the reduction of total life cycle cost.
The life cycle is composed of the design or planning
process, the assembly and installation of the equipment,
the operation phase and also maintenance or retrofit
activities. In products for Industrial Automation the
largest costs are typically connected to the planning or
engineering process, while the costs in the Infrastructure
segment are dominated by the device and installation
costs.
Translating these requirements for product design means
that we need devices which cover more functions,
which can be applied as flexibly as possible and which
are easy to plan for. Installation costs can be decreased
by reducing unit size and power loss.
Installations in the industrial world are moving from
centralized towards decentralized systems. With
electrical installations physically closer to production
lines and workers, there are increased requirements
for safety and for compatibility with environmental
conditions like temperature, dust or electromagnetic
tolerance. Decentralized installations are controlled
over communication systems.
Furthermore customers are increasingly interested
in condition-based monitoring and forecasting, so
additional sensoring and innovative evaluation is
Day 2 - Session IV-B Low Voltage
180
needed inside the products. These additions must have
an even smaller margin of error than the already very
robust conventional products.
An increase in additional functions demands a more
and more integrated design, which can only be met by
electronic solutions.
3. Technology comparison
Conventional electro-mechanic switching as it has
been used in traditional relays and confactors for many
decades still has a number of advantages. First and
foremost there is the bulk resistance, which can easily
differ more than 10 orders of magnitude between the
closed and the open state. In both of these states the
resistance is very important: In the closed state a low
contact resistance is desirable for low power loss,
and in the open state a true galvanical separation of
the electric branch needs to be achieved. Mechanical
contact systems can handle overload situations very
well, so the device can be designed for rated currents.
Also the short-circuit protection is steadily improving:
Circuit-breakers with current-limiting capability are able
to switch off short-circuit currents up to 150 kA, largely
due to the fact that excess energy can be dissipated by
arcing. And, last but not least, mechanical systems are
still the low cost choice.
On the other hand high material costs make further
cost reductions unlikely - especially in view of the
recent development of metal prices. The mechanical
parts suffer from wear, which ultimately limits the
lifetime of the device and generates dust close to the
contact pieces. The contact making itself can also get
disturbed by dust from wear or from the outside, and
corrosive environments can cause unwanted layers of
poorly conducting material on the contact surfaces.
The switching arc requires an extra containment for use
in explosive atmospheres, and generates interference in
the radio spectrum.
An overwiew of the main differences between mechanic
and electronic switching is presented in Table 1.
Table 1 Technology comparison for main current path
Mechanic solid state
Switching
operations
106 ... 107 108 .... Infinity
Power loss low high
Control power high very low
Overload
capability
very high very low
Short-circuit
protection
high complex and
costly
Shock and
vibration
medium high
Electrical
isolation
galvan. Sep. very high
Switching noise medium minimal
Enhancement of
functions
complex and
costly
simple and
cheap
Unit volume medium high
Product cost moderate high
Taking the way of electronic switching, there are still
several technologies to choose from. The commercially
most widely used layout is the thyristor device, because
of its high blocking voltage and high destruction limit.
For AC switching actually two antiparallel thyristors are
necessary in each phase.
The main advantage of the semiconductor is its fast
switching time. For example modern Insulated Gate
Bipolar Transistors (IGBT) are capable of switching
frequencies in the range of several tens of kHz.
Furthermore the easy integration into larger electronic
layouts makes other complex functions possible,
which need significantly more hardware when done in
conventional technology. For example an electronic soft
starter replacing a Y--Star-delta-starter combination.
The most promising technology is the Junction Field
Effect Transistor (JFET) based on silicon carbide (SiC).
The main advantage of SiC is its large bandgap which
leads to a larger blocking voltage and the ability to
withstand greater junction temperatures. SiC-devices
feature a low specific drain-source resistance, have very
good switching behaviour, and allow much higher power
densities with small total losses [I]. Figure 1 illustrates
the advantage of SiC over Si by comparing some
material properties relevant to power electronics.
Contrary to conventional semiconductors JFETs are
conductive in the resting state. For a current blocking
Figure 1 Material properties of Si and SiC
SWICON 2008 Papers
181
ability in the switched off state a cascaded MOSFET
is necessary.
Currently the fabrication is still problematic and cost
intensive, especially for high power devices. Relatively
large areas of ultra pure layers on the one hand and the
doping with acceptor atoms on the other hand make
highest demands on the production process. In the near
future Sic will be used in high voltage switches with
operating frequencies up to the GHz-range. A typical
device for these requirements would be a frequency
converter.
Semiconductors are small and silent and the relatively
high cost of their fabrication can be balanced by the
inclusion of additional features. On the other hand, AC-
switching with electronics can be problematic when not
close to current zero: The characteristic fast switching
of the semiconductor leads to a voltage rise due to the
inductance of the net in response to the current change.
With a slower change in current, the energy stored in
the net causes heat problems on the chip.
While conventional systems effectively deal with
this energy by arcing, semiconductors must either be
dimensioned to withstand the voltage, or would need
a network of additional components like resistors,
capacitors or diodes [2]. In the future short-circuit
protection with low let-through energies can be realized
with very fast short-circuit detection algorithms.
One major disadvantage of semiconductors is their
residual bulk resistance in the closed state. The resulting
energy loss leads to a substantial heat generation and
therefore large heat sinks are necessary, effectively
eliminating the intrinsic size advantage of the solid
state device. The largest obstacle however lies in the
demand of many applications for a complete galvanical
separation. The bulk resistance of the electronic switch
in the open state can not satisfy this.
With all these limitations the pure electronic switching
still has a way to go towards completely taking over
the market for electrical switchgear. In the meantime
however electronics are advancing as enhancements
of conventional systems and in the form of peripheral
controllers. For a while devices have already been
equipped with an interface for fieldbus communications
or for fault detection. The next logical step was the
upgrade of these on-board electronics for purposes like
the monitoring of states. The way for the future will be
to increasingly merge the electronic components and
the mechanic components into mechatronic devices.
With further addition of sensors and actuators it will
be possible to monitor more electrical quantities, or
to govern the controlled movement of mechanical
components. Also device settings could be input digitally
and operational parameters computed according to
preprogrammed tables.
Another intermediate step towards pure solid state
switching is available in the form of the hybrid
system. Its main characteristic is the parallel layout
of an electronic and a conventional switching system,
combining the advantages of both technologies. The
best example for this is in the soft starter, where the
electronic system is used for complex switching tasks
like ramp-uplramp-down, while the conventional system
with its lower power loss takes over during periods of
steady operation.
Figure 2 Operation of a hybrid switch
Figure 2 shows the sequence of events in a hybrid
switching device, with the state changes in the
switching command, the electronic power module and
the mechanical contact system respectively. The state
of the electronic power module is simplified as a rampup
and a ramp-down function, showing the effective result
of phase cutting. In order to achieve an arcless switching
in the mechanical system the semiconductor is in the
on-state during the movement of the contact pieces.
With respect to the heat balance in the power modules
the complete handover process should be as short
as possible (overlayed in grey in the figure). The next
development steps will focus on the timing between the
mechanical and electronic components [3] and also on
improved heat transfer from the chips to the heat sink.
4. Application examples
Currently available products are reflecting the pros and
cons of todays solid state switching technology.
A typical example of an electronically enhanced
conventional device is the contactor with electronically
controlled drive. It has an improved switching behavior,
combined with a much wider control voltage range or a
maintenance module:
Day 2 - Session IV-B Low Voltage
182
A microprocessor checks the control voltage (AC or DC,
amplitude) and pulses the coil voltage of the magnetic
drive accordingly. Contact bounce is reduced and a
higher number of switching operations is achieved [4].
The number of different coil types drops from 20 to
three variants. Additionally it is possible to connect a
module which evaluates the remaining lifetime of the
contact system. Together with the watch dog-function
of the microprocessor the lifetime limiting components
are not only monitored but can also be timely replaced.
Protection devices can contain an Electronic Tripping
Unit (ETU). This provides very precise and long time
stable tripping characteristics compared with
electromechanical tripping units. Additionally the
overload tripping class of a device is not fixed but
can be adjusted for a particular application. Moreover
it is possible to implement tripping characteristics
which cannot be realized electromechanically e.g.
characteristics optimized for line protection. This feature
becomes especially important in connection with the
most obvious advantage for the customer namely the
larger setting range for the trip current of the ETU.
The power loss of an ETU is practically independent
of the current it is designed for. So it is widely used in
applications for higher currents like ACBs and MCCBs.
In such devices the ETU electronics are not only
used for its protecting function but also for tasks like
monitoring of higher order harmonics and recording of
power consumption. Earth fault indication is also easily
implemented, so it is often present in devices which
span the whole current range like electronic overload
relays. With their large settings range and small power
loss they form the premium segment for motor overload
protection.
An example of a recent product which relies heavily
on electronic monitoring features is the compact
starter: A single device which realizes both switching
and protection functions. It is designed to replace a
complete classical motor branch, thereby saving much
space and wiring effort. Using the intelligent control of an
electronic system, it needs only one electromechanical
switching contact per phase, effectively reducing the
total resistance of the motor branch. Additionally the
electronic cirtcuitry can accommodate an ETU for a
wide operating range, and a communications interface
for modern control structures.
The example of the communications interface also
shows how devices with electronic control units are
generally easier to integrate into infrastructure of
industrial automation.
The reference product for hybrid switching is the already
mentioned soft starter. Figure 3 shows the torque and
current characteristics when using a soft starter in
comparison with direct starting and with a star-delta-
configuration. The current maximum when starting a
motor directly is twice the value of soft starting. Star-
delta-switching leads to a sharp current step whereas the
soft starter provides a comparatively constant current
over the whole starting time. The torque behaviour
can be seen to be similar: Direct starting shows the
characteristic instantaneous high torque while star-delta-
starting exhibits a step of strong acceleration when
switching into delta-wiring. With a soft starter there are
only small deviations from the nominal torque of the
motor. In summary all the drive train components have to
withstand much less mechanical and electrical stress.
Figure 4 Temperature control in an injection molding machine by rapid
switching
Figure 3 Comparison of motor starting conditions
Despite having two switching systems in parallel the
soft starter can save space in a cabinet because the
electrical requirements for the electromechanical
contact are far less than in a contactor dimensioned for
direct or star-delta-starting.
As with the ETU, the already integrated electronic
components of a hybrid device make it easy to
incorporate standard communications interfaces. High-
end soft starters can contain a serial bus for configuring
its characteristics via PC, and a fieldbus controller like
profibus.
Lastly there is the class of pure electronic switches
exemplified by the solid state relay or contactor.
These are mostly used in applications that require high
switching frequencies. An example is the temperature
control in a high quality injection molding machine, as
shown in Figure 4.
SWICON 2008 Papers
183
For these applications it is necessary to switch at
current zero. This is not a problem, as the switching
phase of the solid state contactor can be set at any
value. Because the switch is already an electronic device
it is easy to connect an external controller directly. There
are preconfigured modules for constructing standard
control loops not only for for temperature, but also for
power consumption and so on. Also monitoring of the
load, the power line and the contactor itself as well as
signaling to a higher level controller is realized much
easier than in an electromechanical contactor.
Figure 5 shows a converter module that converts an
analog temperature deviation signal (0 ... 10 V DC)
coming from a controller unit into a pulse-duration
modulated digital signal. This signal can be used directly
to drive the solid state switching device and thereby
control the heating current . The parallel process
through a temperature monitoring relay monitors the
regulator circuit.
Fachbericht 61, VDE Verlag GmbH, Berlin, Offenbach,
2005, pp. 221-225
[2] Elektromechanische Schaltkontakte und gesteuerte
Halbleiter - Eine Gegenuberstellung W. Rieder, VDE-
Fachbericht 57, VDE Verlag GmbH, Berlin, Offenbach,
2001, pp. 21-27
[3] A Hybrid Switch for Automotive Applications G.
Brauner, F. A. Himmelstoss, G. Pascoli, F. Pirker, K. A.
Berger, Vehicle Power and Propulsion, IEEE Conference
Volume, Sept. 2005
[4] Praxisorientierte Bewertung von Verfahren zur
Regelung elektromagnetischer Schutzantriebe B.
Trautmann, N. Mitlmeier, VDE-Fachbericht 59, VDE
Verlag GmbH, Berlin, Offenbach, 2003, pp. 165-1 70
Figure 5 Easily put together regulator loop of an electroplating bath
5. Summary
Electronic solutions show promising potential for a
future generation of switching devices. Even while
including more functionality these devices would
be easier to plan for, more cost-effective, and more
adaptable to an increasing diversity and complexity
of applications. Improvements in semiconductor
technology already allow the design of advanced
switching devices, but several manufacturing and
application problems still remain to be solved. In the
meantime more and more conventional products are
being upgraded with electronic units for sensing,
controlling, and communications, and the concept of
hybrid switching combines the best of both worlds for
a maximized customer benefit.
6. Literature
[I] Einsatz intelligenter Halbleiterschalter als Teil einer
Kaskodenschaltung mit Sic - JFETS J. Rupp, VDE-
Day 2 - Session IV-B Low Voltage
184
Energy Margin Approach
to Improve Efficiency of
Circuit Breaker Mechanism
Narendra Arun Akhadkar
Veermata Jijabai Technological Institute,
Mumbai.
Dr. M. A. Dharap
Veermata Jijabai Technological Institute,
Mumbai.
Abstract
This paper investigates the energy analysis of a spring-
type operating mechanism for a circuit breaker. To find the
dynamic response of spring operated mechanism from
the known value of spring stiffness and known initial
position of mechanism called the forward dynamics.
The equation of motion which is second order non
linear differential equation and special form of Lagrange
equation is used to analyze the dynamic response
of the spring type operating mechanism considering
friction in the various joints of the mechanism. Equation
of motion is solved in MATLAB gives the motion of the
system as a function of time. Results gives the duration
of closing operation for the circuit breaker and which
is comparable with those obtained numerically by
Visual Nastran Working Model and experimentally by
the circuit breaker analyzer. These results of equation
of motion used to find the dynamic forces as well as
torque required to operate the mechanism by the matrix
or virtual work method and also used to calculate the
frictional torque in the various joints which further gives
frictional energy loss.
Next steps is energy analysis means energy available in
closing spring which while operating the mechanism is
converted into kinetic energy of the entire mechanism,
energy lost due to friction in various joints and energy
stored in the opening spring. Again kinetic energy of
entire mechanism is further converted into energy lost
due to impact of moving fingers (pole) and energy stored
in the pole springs. Summation of energy available in
closing spring, kinetic energy of the entire mechanism,
energy lost due to friction in various joints and energy
stored in the opening spring will give the required energy
margin in the circuit breaker mechanism. Improvement in
energy margin ultimately improves the efficiency of the
breaker.
1. Introduction
A circuit breaker can be manually opened and closed,
as well as automatically opened to protect conductors
or equipment from damage caused by excessive
temperature from over current in the event of a short
circuit. The basic design considerations of a circuit
breaker are insulation, heat conduction, and electrical
conductivity and so on. For a open (TRIP) operation of
a circuit breaker, important consideration is breaking
time which is customarily designed to be in the order
of milliseconds to avoid prolonged arcing time that
overheats and thus melting moving and fixed contacts.
For close operation of circuit breaker moving contact
must snap the fixed contact with some contact pressure
to avoid arcing. The high-speed activation and rapid
closing or breaking of a circuit breaker demands that
the members of the operating mechanism be tough and
durable, and safe to withstand incoming power supply so
that in situations of system breakdown, they function
as required.
[1]
This paper investigates the energy margin approach
to improve the efficiency of circuit breaker. The energy
margin in the mechanism can be found out by energy
available, energy required with energy losses in the
mechanism. Energy losses in friction can be finding out
by complete dynamic analysis of the breaker mechanism.
The dynamic response of circuit breakers is generally
analyzed and simulated using computer aided design
packages, but one limitation with this computer aided
design packages are any change in the dimension of the
parts should required to build the 3-D model and then
simulate that model to get the results. But by using
the mathematical model one can simulate the system
simply by changing the parameters.
[02, 03, 06]
The dynamic response of circuit breakers can be
analyzed using multi-body dynamics
[03]
. This method
SWICON 2008 Papers
185
is particularly important in analyzing the dynamics of
complicated mechanisms. In multi-body dynamics,
Lagrange equation is usually employed to derive a set
of second-order non-linear differential equations that
are subsequently solved by numerical methods.
[2, 3]
However, the number of differential equations increases
exponentially with increasing complication. Not only
does the derivation process become tedious, the
computing time also increases significantly when solving
these equations numerically. But the use of equation of
motion (simplified form of Lagrange equation) reduces
complexity for the single degree of freedom multi-body
system which can be formulated by single equation so
the computing time automatically reduces. The principle
behind the equation of motion method is discussed,
which includes the Kinematic coefficients of the links
and their centers of gravity.
[4]
The equation of motion is
then solved using the four-order Runge-Kutta method or
by MATLAB by substituting the initial conditions of the
links and the results from positional analysis. As a result,
the angular velocities and angular accelerations of the
links for completing the entire operation are calculated
this then used to calculate the linear velocity and linear
acceleration of the links.
[4]
useful in power supply systems where unpredicted
situations may arise. In undesirable circumstances,
the tripping and closing springs in this circuit breaker,
which are constantly in the ready mode, can be manually
overridden to perform the sequence open-return-close-
open-return in an instant.
[1]
.
3. Equation Of Motion
If all the members of a single degree-of-freedom
mechanical system are rigid bodies and their motions
can be represented by a second-order non-linear
differential equation
[4]
as
This is also known as the generalized equation of
motion. is the angular displacement of the input link,
I() is the generalized inertia, C()=(1/2)(d[I()]/d) and
M() is the generalized moment.
If a mechanism is formed by n number of links, then I()
and C() in Eq. (1) can be represented by
..(2)
..(3)
( ) ( ) ( ) ( ) ( ) ( ) 1 ........ ..........
2
M t C t I +
& & &
( ) [ ]
+ +
n
i
i
j
i
j
giy
j
giy
j
gix
j
gix
j
h h I h h h h m C
i
i
1
' ) ' ' (
( ) [ ]
+ +
n
i
i
j
giy
j
gix
j
h I h h m I
i
i
1
2 2 2
) (
2. Circuit Breaker Operating Mechanism
In the close operation, as illustrated in Fig.1, link 5
is locked by the tripping latch and hence, remains
stationary. Link 1 is the driving link, and link 4 generates
the output motion. At the same time, the contact spring
for close operation is compressed. In open operation
as the tripping latch is turned on, the tripping spring
rotates link 5 to generate the output motion. At the same
time, link 4 is rotated clockwise from the effect of the
contact spring. This type of circuit breaker is particularly
Figure1: Vector-loop diagram of operating mechanism
where mi is the mass of link i, Ii is the mass moment of
inertia of link i,
j
h
i
is the kinematic coefficient of link i
relative to the input link (link j) and
j
h
gix
and
j
h
giy
are the
kinematic coefficients of the centre of gravity of link i
in the X and the Y axis respectively relative to the input
link (link j). The sign () represents the derivative of the
variable When using the equation of motion to analyze
the dynamic response of a spring-type operating
mechanism circuit breaker, the kinematic coefficients
of the members and their centers of gravity must first
be derived to obtain the coefficients in the equation of
motion. The equation can then be solved by numerical
iteration after applying the initial conditions and the
results from positional analysis.
The next step is to calculate the inertia forces by
DAlemberts principle and torque required to operate
the mechanism by using matrix method or by virtual
work method.
4. Friction in the Dynamic Analysis
In dynamic analysis of systems frictional force depends
on the resultant reactive forces between the two
mating surfaces, which in turn, depend not only on the
static loading but also on the forces developed by the
motion of the mechanism. However, the motion of the
mechanism is again derivable only when the friction
force is known.
Day 2 - Session IV-B Low Voltage
186
The collapse of the toggle mechanism in the presence
of Coulomb friction method utilizing both equations
of motion and the kinetostatic analysis is outlined to
solve for frictional torque and it is concluded that the
performance of the mechanism under the influence of
Coulomb friction depends highly upon the input energy
to the system.
[07]
The complex nonlinear characteristic of the Coulomb
friction, especially in the dynamic mode at a joint, makes
the analysis cumbersome. This type of friction produces
some form of energy dissipation, which is a function
of torque, which is in turn a function of instantaneous
dynamic load. Coulomb friction depends on the joint
reactions, and its contribution to the generalized force
cannot be determined until the equations of motion are
solved. This reasoning suggests a procedure whereby
the equations of motion are solved using the energy
method over a small step, with Coulomb friction
ignored. Therefore, the assumption is that no friction
exists at time zero. Then the joint reactions, including
friction, are found from a kinetostatic analysis by solving
for two nonlinear equations. Find the torque due to this
friction and substitute this in the equation of motion as
an external torque for the next time interval.
[7, 8, 9]
x = Extension in spring.
1. Energy released by Closing Spring = E
1
2. Energy stored in Opening Spring = E
2
3. Energy stored in Pole Spring = E
3
4. K.E. loss in the mechanism = E
4
= E
3
+ E
6
5. Frictional energy loss in the mechanism = E
5
6. Energy loss due to impact = E
6
7. Energy margin = E
7
= E
1
- (E
4
+ E
5
+ E
2
)
...(5)
6. Estimation of Losses During Closing
Operation
In order to improve efficiency, it is essential to find out
if the energy stored in the closing spring is actually
essential for the proper functioning of the circuit breaker.
If the energy stored in the closing spring can be reduced
without affecting the performance of the circuit breaker,
then the efficiency can be improved or by improving
the energy margin, means minimizing frictional energy
losses and improving the conversion of kinetic energy
loss of mechanism to charging the pole spring.
2
5 . 0 x k E
2
2 2
2
2 2
2
2 2
2
2 2 2
) ( 5 . 0 ) ( 5 . 0
&
I R m I V m T
g
+ +
Figure 2: Flow Chart for the equation of motion with the effect of
friction.
5. Energy Analysis and Efficiency of Circuit
Breaker
The efficiency of the circuit breaker is defined as the
ratio of sum of Energy stored in pole springs, energy
stored in the opening spring and energy margin to the
energy stored in the closing springs in the charged
condition. Following are the values of energy stored in
various springs. These values are calculated using the
formula,
..............(4)
Where,
E= Energy stored in spring, k = Spring constant
( ) [ ]
1 7 3 2
/ E E E Breaker of Efficiency E + +
Figure 3: Flow of Energy in Circuit Breaker Mechanism
I) Kinetic Energy of the entire mechanism
During closing of the circuit, the velocity of each link
can be formulated by differentiating the position of the
center of gravity CG of the link with respect to time. The
total kinetic energy of each link is then the sum of the
kinetic energies of the translation and the rotation of
the link.
..(6)
Similar equations for remaining links,
Where,
T
i
= Kinetic Energy,
SWICON 2008 Papers
187
M
i
= Mass of Link (Kg)
V
i
= Linear velocity of link (m/s)
i = Angular Velocity of link (rad/sec.)
II) Energy lost due to friction in various joints
Frictional losses between the joints were calculated as
follows. Frictional loss in each time step is given by
...(7)
where,
E
loss
= Energy lost in one times step
= Frictional torque acting on joint.
t = Rotation of the joint in the time step.
III) Energy lost due to impact
Energy loss due to deformation is the dominant
mechanism of energy dissipation in collisions between
compact solid bodies with aspect ratios near unity.
To justify this, the possible means of energy loss that
arise in impact events will be considered and their
significance evaluated. Only means of dissipation that
occur because of the impact are relevant. For instance,
losses to air drag are not pertinent because they would
exist regardless or whether or not an impact event takes
place. The other possible contributions to total energy
dissipation are:
[8-12]
a) Frictional losses from the two surfaces sliding against
one another
Frictional losses are manifested from the surfaces of
the two bodies sliding against each other during the
contact period.
[10]
b) Production of sound from induced vibrations in the
surrounding air
If the collision produces symmetrical spherical waves
from a single source, the average rate of energy flow
through a spherical surface of radius r is
[10]
......(8)
Where,
P = Pressure,
c = wave speed in air and
= density of undisturbed air.
c) Energy transformed into internal vibrations of one or
both bodies
The amount of energy lost to vibrations in the bodies
has been studied by Rayleigh, investigated the amount
of the initial kinetic energy lost to vibrations when an
elastic sphere collides with a half space.
[10,11]
...(9)
Where,
V
O
is the normal relative speed at impact
C
O
is the wave propagation speed referred to as the bar
velocity.
Result of equation 9 multiplied by 100 gives the percent
of initial kinetic energy lost to vibration.
d) Losses due to material deformation
Since all other means of energy dissipation are negligible
for the collisions of moving and fixed poles, the losses
due to material deformation must be almost entirely
responsible for the energy loss during impact.
[10-12]
Energy Loss Due To Impact
...... (10)
6. Results and Discussion
After deriving the equations of motion of a spring-
type operating mechanism for a circuit breaker in close
operations, they are then solved by substituting the
dimensions, masses, centers of gravity and moment of
inertia. Mass, centre of gravity and moment of inertia
are computed by constructing a solid model of the
individual machine members using the computer-aided
designing software. Given the initial position of the
mechanism, and that the initial velocity is zero, Equation
(1), a second-order non-linear differential equation, can
easily be solved using the fourth-order Runge-Kutta
method [MATLAB]. Results for the close operation
are illustrated in Figure-4 and the comparison with
experimental results which show good agreement. The
predicted energy margin in the close operation is 14%.
t loss
E
( ) c P r W
o sound
2 4
2 2
( ) ( )
2
2 2
2
1 1
5 . 0 5 . 0
c
W
Dynamic Response In Close Operation - Orientation Vs Time
4.3
4.4
4.5
4.6
4.7
4.8
4.9
5
5.1
5.2
0 0.005 0.01 0.015 0.02
Time (Sec.)
Orientation of Link 1 (Radians)
( ) ( )
0 0
50 1 Rayleigh, C V E E
in Vib
Figure 4: Dynamic response in close operation
Day 2 - Session IV-B Low Voltage
188
Energy balance sheet:-
The total energy balance of the circuit breaker mechanism
is given as the energy available which is function of
stiffness and deflection of the main spring. The different
losses in the mechanism can be calculated. Then the
summation of these losses and energy available gives
the energy margin in the mechanism.
Energy Distribution
32%
2%
11%
41%
14%
Total Kinetic Energy of Mechanism
Total Energy Loss In Impact Of Toggle pin
Total Energy Loss In Friction
Energy Stored In Opening Springs
Energy Margin
Figure 6: Energy Distribution in the mechanism
Conclusion
In case of circuit breakers, due to long static periods of
inactivity the systems are required to have high degree
of reliability. One of the function of a circuit breaker is to
close (ON) the mechanism positively with some contact
force (contact depression).If contact depression is not
Table 1: Summary of Energy Distribution
Figure 5: Frictional energy loss in different joints
Table 2: Efficiency of Circuit Breaker
sufficient then there will be arcing between moving and
fixed contacts as the magnetic forces tries to lift the
contacts, so heat is generated which erodes the contact
tip thereby reducing the life of the breaker by a great
extent. So there should be energy margin means extra
available energy to close the breaker positively with
some contact depression in case of inaccuracies in the
operating mechanism. The equations of motion derived
in this paper can accurately predict the durations of the
close operation of a spring-type operating mechanism
as well as be used to compute the dynamic response of
the moving contact. Furthermore, the dynamic response
analyzed herein is also applicable to other spring-type
operated mechanisms, such as hinges etc. For the
energy margin analysis complete dynamic analysis
of circuit breaker mechanism considering friction is
necessary to calculate losses. During dynamic analysis
minimum torque required to operate the mechanism can
be found out from that data optimization of main closing
spring can be possible. Therefore it is stressed here that
the energy margin approach is very efficient to improve
the efficiency of circuit breaker (toggle) mechanism.
REFERENCES
[1] C.C. Jobes, G.M. Palmer, K.H. Means, Synthesis of a controllable
circuit breaker mechanism, Journal of Mechanical Design 112 (3)
(1990) 324-330.
[2] F-C Chen and Y-F Tzeng, On the dynamics of a spring-type operating
mechanism for a gas-insulated circuit breaker in open operation
using the Lagrange equation, Journal of Mechanical Engineering
Science, Issue: Volume 216 Number 8 / 2002 , Pages: 831 -843.
[3] E.Otten, Inverse and forward dynamics: models of multi-body
systems, The Royal Society, Published online 13 August 2003.
[4] Fu-Chen Chen, Dynamic response of spring-type operating mecha-
nism for 69 KV SF6 gas insulated circuit breaker, Mechanism and
Machine Theory, Volume 38, 2003, Pages 119-134.
[5] Fu-Chen Chen, On the Design of Spring-Actuated Mechanism for
69KV SF6 Gas Insulated Circuit Breaker Transactions of the ASME,
Vol. 125, December 2003,page 840-844
SWICON 2008 Papers
189
[6] Javier Garc.a de Jaln and Eduardo Bayo, Kinematic And Dynamic
Simulation Of Multibody Systems(The Real-Time Challenge).
[7] A.Mostofi, Toggle Mechanisms: Dynamics And Energy Dissipa-
tion, Mechanism and Machine Theory Vol. 20, No. 2, pp. 83-93,
1985
[8] Joseph F. Deck, Steven Dubowsky, On The Limitations Of Predic-
tions Of The Dynamic Response Of Machines With Clearance
Connections, Massachusetts Institute of Technology Cambridge,
Rev. Aug. 18, 1993
[9] Alessandro Tasora, Edzeario Prati, Marco Silvestri, Experimental
Investigation Of Clearance Effects In A Revolute Joint , 2004
AIMETA International Tribology Conference, September 14-17, 2004,
Rome, Italy
[10] Joshua Philip Orsini Coaplen,[ Thesis-M.S.], Predicting Compos-
ite Coefficients of Restitution for Collisions Between Disparate
Bodies from Self-Similar Collision Data, 2002,University Of Cali-
fornia.
[11] Sean McNamara and Eric Falcon, Simulations of vibrated granular
medium with impact velocity dependent restitution coefficient,
arXiv:cond-mat/0502172 v1 7 Feb 2005.
[12]Irina Hussainovaa, Klaus-Peter Schadeb and Sergei Tislerc, Dy-
namic coefficients in impact mechanics, Proc.Estonian Acad. Sci.
Eng., 2006, 12, 1, 26-31
Day 2 - Session IV-B Low Voltage
190
Prediction of Arc Resistance
Switchgear Testing
Sandip Satish Sonar
Veermata Jijabai
Technological Institute,
Mumbai.
Dr. M. A. Dharap
Veermata Jijabai T
echnological Institute, Mumbai.
Debabrata Mukharjee
Technology Manager, GE IIC,
Hyderabad.
Abstract
To foresee the structural behavior of the switchgear and
the thermal characteristics of the exhaust gases due
to arcing fault, it is necessary to calculate the pressure
developed inside the switchgear in the presence of
an electric arc. In this paper the fundamental physical
phenomena are mentioned & their importance for
process of pressure rise is explained. The behavior of
the air in low-voltage switching devices due to arcing is
determined by the complex interactions of current flow,
gas flow, heat conduction, and radiation. Simulations
of pressure & temperature in breaker compartment is
presented, which consider all these interactions. These
simulations are carried out by solving fluid flow governing
Quasi-linear partial differential equations using MATLAB.
Typical simulation examples are presented for different
design details. IEEE1584 is used for estimation of arcing
current. The predictive math model developed is flexible
enough to change the input parameters as required.
1. Introduction
1.1. Arc resistant switchgear:
Arc resistant switchgear is an equipment designed
to withstand the effects of internal arcing fault and the
huge pressure developed due to arcing. Such equipment
should comply with the requirements listed in standards
such as IEC, IEEE, EEMAC, UL, and NFPA.
1.2. Characteristics of Arc Resistant Switchgear
Designs
Arc resistant switchgear is characterized by some
special design features necessary to achieve the
required ratings. Typically, these include:
a. Robust construction to contain the internal arc
pressure and direct it to the exhaust chambers designed
for the purpose of safely venting the gases.
b. Movable vent
flaps that open due to the arc fault pressure, increasing
the volume containing the arc products.
For complying with these design and standard
requirements a clear understanding of the magnitude of
the pressure developed inside the switchgear cubicle,
is required. This can be achieved by following different
calculation methods.
There are four methods [CFD (Computational Fluid
Dynamics), Ray tracing Method, SCM (Standard
Calculation Method) & Blast wave data] to estimate
Pressure & temperature due to arcing fault. But each one
is having its own advantages & disadvantages. From
these we are going to select optimum method which
suits to our requirement.
The main requirement is to develop a tool which can give an
approximate value of pressure & temperature for different
concepts during design stage with short solution time &
which can be readily applied to any product.
From all requirements, comparison for quick solution;
standard calculation method is found out to be the
optimum method for our application. Hence along
with some more considerations I have used standard
calculation method. In this paper, the ISCM (Improved
Standard Calculation Method) theory applied to develop
a transfer function to determine transient pressure &
temperature in switchgear due to arc fault.
2. Standard Calculation Method
The methodology used in designing arc resistant
switchgear as shown in figure 1. First the governing
partial differential equations are applied to arcing fault
chamber considering arcing as energy input. Next the
same methodology is used for other chambers which
are in communication with the arcing chamber & so on.
SWICON 2008 Papers
191
Considering the breaker compartment volume as the
control volume, the energy input to this volume is the P
el
dt
, where P
el
is power loss due to arcing which is function of
arc voltage & arc current, as shown in figure 1,
Thus the pressure rise dp due to the electrical energy
dWel = Peldt dissipated in the arc is given by :
Where,
M= Molar mass of the gas,
R = Molar gas constant or Universal Gas constant,
V = Volume of the compartment,
C
v
= Specific heat of the gas at constant volume,
k
P
= Fraction of dWel leading to pressure rise .
P
el
= Electrical power loss due to Joule heating.
= ... (For Purely resistive load)
I
p
= Peak value of RMS current.
V
p
=Peak value of RMS voltage.
w= Power supply frequency.
dt P Q
or
dt P W
el
el
En er gy fe d i nt o an adjoini ng v olume
( B y convecti on, Pl asma j ets & ot her mechani sm)
B oundar y of th e
ar c c ol umn
B oundar y of Vo lume
adj oi nin g t he ar c column
Arc
In ter nal
E ner gy
El ectro de
H eat ing
El ectr i c I nput
En er gy (I
2
R)
R adiation
L oss
dT C m dt P
equations, above From
dT C m dU
system,
closed for energy internal of definition From
, I From
dt P - orW dt P Q
, convension sign mic Thermodyna From
v el
v
st
el el
p
p p
k
W Q dU
law
k k
) 2 (
R m
, . . .
,
) 1 (
C m
P
a
v
el
L
L
dt
dT
V dt
dp
t time t r w equation above the ing Differtiat
T mR PV
state of equation from Now
k
dt
dT
a
p
V
k
C dt
dp
k
V dt
dp
p
v
p
el
a
v
el
a
P
R
C m
P
R m
2, & 1 Equation From
) 3 (
.
L
V
dt P k
C M
R
dp
el p
v
()233cos elLLpp PVIVIwt
3LL VI
Figure 1 Control volume equivalent to air in breaker compartment.
Here I am going to introduce one new term kp which
is called Thermal transfer coefficient (Conversion
coefficient (k
p
)) which represent the fraction of electrical
energy lost which is responsible for pressure rise. The
arc energy is used partially for the vaporization of the
metallic materials constituting the electrodes, partially
for the vaporization of the plastic materials located
in proximity of the arc, partially for the heating of the
conductors and of the enclosure and the remaining
part is used to heat the gas and consequently to raise
the pressure. This coefficient depends on the type
of the area where the arc is developed and must be
determined experimentally when it cannot be derived
from an analogous situation.
For most of the applications for small volume its value
can be taken ~0.4 [5] (Care should be taken not to relay
on this assumption for each application it should be
verified experimentally).
Figure 2 Energy balance in Arcing fault.
Day 2 - Session IV-B Low Voltage
192
3. Improved Standard Calculation Method
[Iscm] for Pressure Modelling
Applying the governing thermodynamic equations to
the control volume which is in communication with
other compartment or the surrounding environment as
shown in figure 3, along with the assumptions:
Current and Voltage are assumed to remain sinusoidal
during the arcing time.
Thermal transfer coefficient kp = 0.4.
Homogeneous energy addition throughout the
volume.
Neglecting turbulence.
We get the following PDEs equations,
constant, it is sufficient to discuss (and calculate) the
variation of one of the specific heats with T. We shall
talk about C
v
in this note.
C
p
=f (T)
Since, C
p
- C
v
=R
Hence, C
v
=f (T)
Since, T= f (t)
Cv = f (t)Cp/R=A=a+b*T+c*T2+d*T3+e*T4
[Mechanical Engineering Handbook Ed. Frank Kreith.]
Let, C
p
/R=A
If T<=1000 K
A=0.721-1.87*10
3
*T+4.719*10
6
T
2
-4.45*10
1
0*T
3
+ 8.531*10
13
*T
4
If T=1000-3000 K
A=2.78+1.92*10
3
*T-0.94*10
6
T2+2.321*10
10
*T
3
-0.2229*10
13
*T
4
Since, K = Cp/Cv
Therefore, K=A/ (A-1)
This implies K=f (T), which is used for solving the
governing equations.
Arcing current (IEEE 1584: IEEE Guide for Performing Arc-
Flash Hazard Calculations.):
The predicted three-phase arcing current must be found
so the operating time for protective devices can be
determined.
For applications with a system voltage under 1000 V
solve the following equation :
lgI
a
=K+ 0.662 lgI
bf
+ 0.0966V+ 0.000526G+ 0.5588V(lgI
bf
)
- 0.00304G(lgI
bf
)
Where,
lg is the log10Iais arcing current (kA)
K is -0.153 for open configurations and
is -0.097 for box configurations
I
bf
is bolted fault current for three-phase faults
(symmetrical RMS) (kA)
V is system voltage (kV)
G is the gap between conductors, (mm)
For applications with a system voltage of 1000 V and
higher solve the following equation :
lg
Ia
= 0.00402 + 0.983 lg I
bf
The high-voltage case makes no distinction between
dt P Q
el
A
dt
dm
( ) [ ]
]
]
]
]
,
,
,
+
o
v
el p
T K T 1 K
T R
2
P A
C
P K
V
R
dt
dP
( )
]
]
]
,
T R
2
P A T T K
C
P K
V P
T R
dt
dT
0
v
el p
,
,
,
(
j
(
(
(
,
\
]
]
]
]
]
,
,
,
,
]
]
]
,
]
]
]
,
+
K
1 K
o
K
2
o
P
P
P
P
1 K
K
Wh er e
These Quasilinear Ordinary differential equations are
required to be solved simultaneously. These are solved
by MATLABs ODE solver.
Improved standard Calculation method differs from
standard calculation method in terms of temperature
dependent property considerations. These
considerations are:
Specific heat of the air changes with respect to
temperature. Most diatomic gases such as nitrogen
(N
2
) and oxygen (O
2
) at or near room temperature have
specific heats (C
v
and C
p
) that are almost constant.
However, as the temperature (T) rises above about
700 K, the specific heat begins to rise. Because the
relation C
p
(T) _ C
v
(T)=R remains valid, where R is the gas
Figure 3: Control Volume with pressure relief opening
QuickTime and a
Graphics decompressor
are needed to see this picture.
T emperature surf ace f or A =200-1000 mm
2
SWICON 2008 Papers
193
QuickTime and a
Graphics decompressor
are needed to see this picture.
T emperature surf ace f or A =200-1000 mm
2
open and box configurations.
Convert from lg:
I
a
=10lgI
a
Calculate a second arc current equal to 85% of Ia, so that
a second arc duration can be determined.
For factors for equipment and voltage classes refer
table 6-1: Factors for equipment and voltage classes.
(Reference: IEEE Std 1584-2002).
4. Application & Result:
This proposed theory is applied to one of the LV
Switchgear as shown in figure 4.
are as given below,
1. Bolted fault for 3-Phase fault(Ibf) : 65 kA
2. System Line Voltage(Vbf) : 600 v
3. Arcing current (Ia) : 40.68 kA
4. Arcing Voltage(Va) : 600 V
5. Volume : 0.388 m3
6. Press relief opening time : 10 msec
7. Opening Area(A) : 1000 mm2
8. Arcing time : 500 ms
9. Total time of interest : 2000 ms
10. Ambient air temperature : 28.88 C
11. Ambient air Pressure : 101325 Pa
12. Frequency : 60 Hz
For this case for different pressure relief openings the
results are plotted as surface plot as shown in figure 5
& 6 below,
QuickTime and a
Graphics decompressor
are needed to see this picture.
P r e ss u r e s u rf a c e f o r A = 2 0 0 -1 0 0 0 m m
2
Pressure surface for A=200-1000mm
Figure 4: LV Swichgear.
The specifications & gas volume calculations are as
given in table below,]
Unit
in3 m3
S w i t c h g e a r
compartment
34125 0.559208423
CB -8996 0.147417992
36 run-ins -770.4 0.012624591
3 run in retainers -429 0.007030049
36 insulator lugs -243 0.003982056
Gas volume 23686.6 0.388153735
LV switchgears are usually tested for 65kA three phase
bolted fault current & voltage 600V. There are three time
inputs required to be given viz, pressure relief opening
time (tc), arcing time (to) & total time of interest up to
which user is interested the pressure & temperature.
This data & other necessary inputs to the predictive tool
Figure 6: Temperature surface.
igure 5: Pressure surface.
Day 2 - Session IV-B Low Voltage
194
5. Conclusion
1. As opening area increases Pressure & temperature
built up decreases i.e. the value of peak pressure &
peak temperature for larger opening area is smaller as
compared to smaller pressure relief opening.
2. If we magnify the graph as shown in figure 7.6, it can be
seen that there is a pressure & temperature fluctuations
ue to sinusoidal behavior of current & voltage
3. The nonlinearity ,as shown in figure 7 of the result is
due to the consideration of specific heat as function
of temperature. Hence the rate at which the pressure
& temperature increases with constant specific heat is
more than that with actual real gas behavior.
4. From these graphs it can be seen that for same arcing
fault current & voltage the opening area controls the
severity of fault. And which can be selected from this
surface plot.
5. It can be shown that for same arcing fault current &
voltage the volume of the compartment can control the
severity of fault.
6. From figure 6 it can be seen that for larger opening
areas thought the arcing is taking place the pressure
decreases. This is because the rate of flow of gas
outside the control volume is higher than the rate of
increase of pressure.
7. The pressure relief opening can be designed from
this predicted data such that it will open after some
threshold value is reached. Thus from this data designer
can chose the volume or the pressure relief opening area
such that the structure can withstand the pressure &
temperature due to arcing fault.
8. For smaller arcing time there is a drastic changes in
the pressure after the end of arcing, if arcing time ends
while rising pressure period.
REFERENCES
[1] G. Friberg & G. J. Pietsch ,Calculation of pressure rise due to arc-
ing fault, IEEE Transactions on Power Delivery, Vol. 14, No. 2, April
1999,pp.365-370.
[2] A. Dasbach & G.J. Pietsch ,Calculation of pressure wave in sub-
station building due to arcing faults, IEEE Transactions on Power
Delivery, Vol. 5, No.4, Nov1990, pp.1760-1765.
[3] Yasushi Hayashi, Masato Watanabe, Akitoshi Okino and Eiki Hotta,
Dynamics of exhaust gas generated by arc extinction, Depart-
ment of Energy Science, Tokyo Institute of Technology, Japan,
Journal of Applied Physics, Vol.90, No.10, 15Nov2001.
[4] Ralph H. Lee, Pressure developed by arcs, IEEE Transactions on
Industry applications, Vol.IA-23, No.4, Jul/Aug1987, pp.360-363.
[5] F. Nadeau & M. G. Drouet, Pressure wave due to arcing fault in
substation, IEEE Transactions on Power Apparatus & system, Vol.
PAS-98, No.5, Sep/Oct 1979, pp.1632-1635.
[6] R. Wilkins, M.Allison & M.Lang, Ferraz Shawmut,Inc., Improved
Method for arc flash analysis Newburyport, USA, May2004.
[7] James E. Bowen, Michael W. Wactor, Grogory H. Miller & Mary Ca-
pelli-Schellpfeffer, Modeling the pressure wave associated with
arc fault, IEEE Industry applications magazine, July/Aug 2004 ,
PP.59-67.
[8] Petroleum and Chemical Industry Committee of the Industry Ap-
plications Society, IEEE Guide for Performing Arc-Flash Hazard
Calculations IEEE Std 1584-2002.
[9] A. krokstad, S. Strom & S. Sorsdal, Calculating the acoustical
room response by the use of a ray tracing technique, Journal of
Sounds & Vibrations, Vol.8, No.1, PP.118-125.
[10] Xiang Zhang, Gerhard Pietsch, and Ernst Gockenbach, Investiga-
tion of the thermal transfer coefficient by the energy balance of
fault arcs in electrical installations, IEEE Transactions on Power
Delivery, Vol. 21, No.1, January2006, PP.425-431.
[11]John D. Anderson, Computational Fluid Dynamics, McGraw-
Hill,inc.
[12]Monica de Mier Torrecilla, Introduction to numerical simulation of
Fluid Flow, Technical University of Munich.
[13][13] Xiang Zhang, Gerhard Pietsch, and Ernst Gockenbach, Inves-
tigation of the thermal transfer coefficient by the energy balance
of fault arcs in electrical installations, IEEE Transactions on Power
Delivery, Vol. 21, No.1, January2006, PP.425-431.
[14][14] John D. Anderson, Computational Fluid Dynamics, McGraw-
Hill,inc.
Math tool Architecture:
Figure 7: Exaggerated view of figure 5& 6.
SWICON 2008 Papers
195
Safety & Reliability Standards/Practices in
International Market vis-a-vis Indian Industries
Sachin S Khare
Larsen & Toubro Limited, Powai.
Introduction
Electricity is the prime mover in any industry. Smooth
& uninterrupted operation of plant depends on safety &
reliability standards/practices adopted in the equipment
used in the plant. Switchboard is the major electrical
equipment in any industry. The basic function of
switchboard is to control, protect & monitor the electric
supply to a given premises. To achieve the above,
lot of interaction takes place between personnel &
switchboard. Obviously safety becomes the important
criteria for switchboard. Safety of the system & safety to
the personnel are the critical parameters in switchboard
design. Also since switchboard has to protect against
the adverse conditions & refrain itself from operation
during healthy conditions, reliable operation is another
important criteria in switchboard design. In the forgoing
discussion, we are covering the trends in safety &
reliability standards / practices / features employed in LV
switchboard.
Safety
Safety can be improved by using proper separation
between live parts, using good quality of insulating
material. Some of the important trends in this area are
mentioned below.
Forms of separation : In recent years, separation has
become the most important factor in the design &
specification of switchboard. It is based on the need
to separate people from live parts & different group
of live parts from each other. Different levels & types
of separation as per British standards with their
requirement/specification are listed below.
Form1- In this type of assembly, all equipment are
enclosed in a common enclosure. It does not provide
any internal separation between different live parts.
Form2- Busbars are separated from functional unit &
terminal for external connection.
Form3- Busbars are separated from functional units
& terminals. Functional units are separated from each
other. Terminals are separated from functional units, but
not from each other.
Form4- Busbars are separated from functional unit &
terminals. Functional units are separated from each
other. Terminals are separated from functional unit &
from each other.
Fig 1 to Fig 4 shows the basic forms of separation. As
per British Standards, each form is further subdivided. It
can be seen that Form 3 is the lowest form of protection
to restrict the movement of solid foreign bodies from
one section to another. Form 4, however allows greater
flexibility, allowing the personnel to work on a feeder
without the need of adjacent feeder to be isolated.
Requirement of type of separation needed is decided
based on
Maintenance needs of switchgear
Probability of need to access cable terminals of feeder
when adjacent feeder terminals are live & in service
Skill level of personnel handling the equipment
Difficulty & inconvenience of isolating th switchboard
IP2X internal protection: It is for the safety to the
personnel against the contact with the live part after
the door is opened. Use of electrical equipment having
built in finger proof feature or by providing the shrouds
that blocks the direct access to live parts helps in
achieving this protection.
Advantages of segregation:
Improves safety to personnel against direct contact
with the live parts
l
l
l
l
l
Day 2 - Session IV-B Low Voltage
196
Improves protection against entry of solid foreign
bodies from one unit to another
Reduces the probability of initiating arc faults
Increases maintainability of switchboard.
It must be clearly understood that standard does not
guarantee safe live working even with the highest
segregation as safe live working depends not only on
the switchboard design, but also on the circumstances
surrounding the work .
Quality of insulation: Safety to the installation is also
decided by the quality of insulating material used in the
Switchboard. Higher CTI & material satisfying the Glow
wire test are important criteria for deciding the quality
of material.
High CTI (Comparative Tracking Index): Higher CTI
ensures the resistance to tracking under the influence
of specific drops of salty water during the test. This test
& procedure is defined in ASTM D3638.
Glow wire test: This test checks the temperature
withstand capability & fire retarding capability of the
insulating material by conducting the test (as per
IEC60695) with the help of Nickel/chromium wire at a
specific temperature & it is checked that
Specimen does not cause ignition under defined
condition
Even if it ignites, it has limited duration of burning
without spreading fire by flames or burning or glowing
particles falling from the specimen.
Apart from the above, features like safety shutter with
locking arrangement for blocking the access to the
live parts when the withdrawable module is removed
& padlocking arrangement of drawout feeders in all
position are used for increasing the safety.
Reliability
Reliability of operation is mainly decided by the
good practices followed in selection of equipment &
interlocking schemes. In the forgoing discussion, we
l
l
l
l
l
will cover typical requirement of interlocking circuits,
problems generally encountered by operation &
maintenance people & proposed solution.
Capacitance effect due to long distance
cabling:
Sometimes it has been seen that motor does not stop
even after the STOP command is issued. This problem is
generally observed in the process industry. If electrical
motors are controlled from field as well as control room,
control wires run for 500-600 m. Capacitance of the wire
increases as the length of the wire increases. Charge
accumulated in capacitor does not allow the contactor
to drop off even if the STOP command is issued. Some
solutions to eliminate this problem are given below.
Use 110V AC supply instead of 240V AC as maximum
length allowed is inversely proportional to square of
the voltage.
Use of DC control supply for interposing relay for
receiving the supply & AC control
supply for main contactor
Use of NO contact of remote stop commands in parallel
to contactor coil as shown in fig 5.
l
l
l
l
SWICON 2008 Papers
197
Design the substation layout in such a way that total
distance does not exceed 200m.
Use of shielded wire
Separate route for power wires & control wires in the
cable trench
Restricted earth fault (REF) protection:
REF protection is provided for star connected earthed
secondary winding of transformer. It works on differential
principle. It is also required that REF protection should
operate for the faults within the zone & not for the faults
outside the zone. Use of correct no. of CTs & correct
location of CTs is very important for reliable operation
of REF.
Case-1: If earthing of the transformer is as shown in
Fig 6, five (5) CTs are required for reliable operation. CT
on neutral within switchboard (T4) is required to avoid
nuisance tripping during unbalance condition. CT (T5)
detects the fault within the zone & trips the system.
If fault is outside the zone, fault current flows through
phase CT as well as CT mounted on trafo neutral. Current
through trafo neutral flows in opposite direction as that
of phase CT. Thus blocks the nuisance tripping
l
l
l
Case-2: If transformer earthing is as per Fig-7, only four
(4) CTs are required for reliable operation. In this case, CT
(T4) performs all the three operation explained above.
Co-ordination for earth fault: Trend has been to provide
the earth fault protection in all the starters. Since
contactor has to break under the earth fault condition,
it has to be suitably rated so as to break the circuit till
the cross over point of earth fault relay & SCPD. However
there is a limit beyond which contactor rating cannot
be increased because of physical limitation. Other
alternative to this problem is to delay the earth fault
setting & shift the cross over point of earth fault relay &
fuse within the reach of contactor breaking capacity.
Nuisance tripping of earth fault relay during starting:
Earth fault is sensed either by a residual connection of
CTs or by CBCT connection. If earth fault is detected using
residual connection of CTs, sometimes this problem
is observed. It happens because of mismatch in CT
characteristics. As such AC source is not coaxial. During
the starting of the motor, when the current is 6 times
the full load current, problem aggravates & causes spill
over current to flow through the earth fault element of
the relay & trips the relay. This phenomenon is generally
observed in the higher rated motors (about 55KW
& above). This problem can be resolved by selecting
suitable variable stabilizing resistor in series with earth
fault element as shown in Fig 8. Other alternative is to
delay the earth fault setting or bypassing the earth fault
protection during the starting of the motor.
24V AC wdg. htg. circuit: A very common method of
preventing condensation on motor winding when the
motor is not running is by impressing a low voltage
(24V AC) across any two of the three terminals of a
motor. The I2R losses generated in the winding raise
its temperature by 5 to 10(C above the ambient, thus
Day 2 - Session IV-B Low Voltage
198
preventing condensation. This method is generally
adopted for motors having ratings upto 30KW.
Problems faced in 24V AC Wdg Htg
Blowing of power fuses during starting:
This problem is noticed if 24V AC supply is not fully
disconnected before the pick-up of main contactor.
Welding of contacts of wdg htg contactor:
This is noticed mainly because of 2 reasons:
i) Paralleling of 415V and 24V supplies: This happens
because of overlap of opening time of the main
contactor and closing time of the wdg heating
contactor.
ii) Back EMF: The back EMF during disconnection of a
motor leads to paralleling of this EMF with the 24V
impressed across the winding.
Both these problems can be avoided by introducing
intentional definite time lag between switching of 415V
and 24V supplies. Fig.9 shows how the same can be
achieved. The auxiliary contactor K3 ensures that 24V
circuit is positively discharged before the main contactor
is switched on. A timer D1 is added to ensure a delay
between the 24V winding heating contactor pick-up
and 240V AC drop-off, keeping sufficient allowances for
back EMF to subside.
In Intelligent relays these delays are built in the relay so
that extra contactor and timer are avoided.
Conlusion: Smooth operation of the plant depends
largely on the safe & reliable operation of the equipment
used in the plant. Some of the methods for improving
the safety & reliability of LV switchboard are discussed
above. Due consideration should be given to the site
requirement, maintainability requirement, skill level of
operating personnel, operation complexity & accordingly
required safety features & interlocking arrangement
should be specified by the users. Though the features
discussed above look costly, it will benefit in smooth,
reliable & efficient operation of the plant in long run.
l
l
SWICON 2008 Papers
199
Energy Saving in Switchgear
M Prakash & Gautam Shetye
Siemens Limited,
Automation & Drives Division,
Kalwa, Mumbai
Background
The need for energy conservation and the benefits are
obvious. Industries, the major consumers of electrical
energy have dual motive at that. The first being
the commitment to themselves in the form of cost
reduction and the second, commitment towards society
at large in terms of providing a cleaner and greener
environment. Many companies are actively pursuing
energy conservation practices and are discovering new
avenues to save electrical energy. Switchgear is one
such avenue where companies are increasingly turning
to, for saving energy. This paper aims to discuss the
energy saving possibilities in Low Voltage switchgear
and the details users should pay attention to.
Energy Saving in Switchgear
When it comes to energy saving in switchgear, the old
adage Little drops of water make the mighty ocean,
would be very appropriate. In transformers, motors, or
lighting systems, which perform conversion of energy,
improving the efficiency of conversion could lead to a
significant saving of energy. Whereas for switchgear,
which is primarily used for switching, protection and
control, the efficiency can be defined in terms of
energy lost per MWh handled. Although this loss per
equipment is small, collectively at a plant level it is quite
significant.
The term switchgear comprises
l Power distribution components like Circuit Breakers
(ACB, MCCB, MCB), Switch disconnectors, Fuses and
so on
l Motor control components like contactors, overload
relays, starters and
l Control components like push buttons, indicating
lamps, limit switches and so on.
Because of their unlimited application and ever growing
automation, switchgear is used in large numbers and a
small energy saving in each of them would sum up to a
substantial amount.
Broadly, energy saving in switchgear is possible on two
accounts
1. By reducing the losses in the power and control circuit
and
2. By use of modern/alternate method of Switching,
Protecting and Controlling.
1. Saving in energy : Reduced watt loss
Due to the inherent presence of internal resistance, any
switchgear (ACB, MCCB, etc) will have some power loss
during its normal operation and is expressed in watts
(W). These watts do not serve any useful purpose and
are dissipated as heat energy from the device and hence
this is termed as Watt Loss. This Watt Loss considered
over a period of time is the Loss of Energy (Wh or kWh)
which is undesirable. Since switchgear, particularly,
power distribution components are always in the circuit
and carry current all the time, the energy loss happens
all the time though it may not be noticeable.
In order to achieve energy saving in switchgear it would
be prudent to select switchgear with lower watt loss.
More so in components like Air Circuit Breakers, Moulded
Case Circuit Breakers & Switch Disconnectors and fuses
which carry higher currents.
The watt loss is a function of the internal resistance
of the device and the square of current flowing in the
circuit. The load determines the current flow and the
only controllable factor is the device resistance. Hence
by minimizing the device internal resistance the watt
loss can be minimized.
Day 2 - Session IV-B Low Voltage
200
The internal resistance can be minimized in the following
ways
l Eliminating joints in the current carrying paths,
l Proper metallurgical engineering (choice of appropriate
material and geometry)
l Use of modern manufacturing methods to name a few.
Modern Circuit Breakers available in the market make
use of the above methods and techniques to achieve
lower contact resistance.
For example, these circuit breakers
l Are engineered to have current carrying paths with non-
deteriorating joints.
l Use alloys that offer very low contact resistance
l Make use of modern manufacturing techniques like
laser welding which provides homogenous joints and
offer absolutely minimum joint resistance.
A picture of contact system of a modern Air Circuit
Breaker is given below
front, even when the incoming supply is live. Unlike in a
conventional ACB, there is no need to take a shutdown.
This increased reliability and ease of maintenance
provides an opportunity to the user to use fixed
mounted breakers which offers a watt-loss reduction
of up to 50% compared to a draw-out breaker. This also
reduces the initial cost of installation / investment.
Comparison of watt-loss
Manufacturers furnish watt loss values for their devices
either on the catalog or on demand. Comparing the watt
loss furnished by various manufacturers can however
be tricky for a user as watt loss can be measured in
more that one way or can be extrapolated differently.
The most popular methods used are:
A. Calculation based on cold state resistance
B. Extrapolation of measurement at lower currents
C. Measurement at rated current but in the cold state
D. Extrapolation of 3 Phase values from 1 phase value
A. Calculation based on cold-state resistance
In this method, the device resistance is measured in cold
state using a micro-ohm meter and then the watt loss is
calculated using the simple formula:
Watts = I
2
R
Where I is the rated current of the device and
R is the resistance measured in cold state.
B. Extrapolation of measurement at lower
currents
Here, a test current, e.g. 100A DC is passed through the
device and the voltage drop (generally in milli-volts) is
measured across the incoming and outgoing terminals.
This voltage drop is used to arrive at the resistance
of the device and the watt-loss at rated current is
extrapolated using the formula discussed above.
C. Measurement at rated current but in the
old state
In this method, the rated current is passed through the
device and the voltage drop is measured across the
incoming and outgoing terminals. The watt loss of the
device is then calculated using methods described
earlier.
D. Extrapolation of 3 phase values from 1
phase values
All the above methods can be done on single pole at cold
state and the values declared as Watt-loss per pole.
Rating
Conventional
ACB (W)
Energy Cost
/ Annum
(Rs.)
Modern
ACB (W)
Energy Cost /
Annum (Rs.)
Saving per ACB /
Annum (Rs.)
1000A 260 7605 205 5996 1609
1250A 280 8190 255 7458 732
1600A 390 11408 310 9067 2341
2000A 480 14040 310 9067 4973
2500A 645 18866 535 15648 3218
3200A 985 28811 760 22230 6581
* Energy cost calculated at 20 operating hours/day for 325 days.
Energy Tariff considered is Rs. 4.5 / kWH (e.g. (260/1000) x 20 x 325
x 4.5 = 7605)
Modern ACBs, are highly reliable and provide
maintenance-free operation. They have modular Plug-
n-Play accessories which are safely accessible from
A comparison between the watt loss of conventional
low-technology ACB and a modern high technology ACB
is furnished below
SWICON 2008 Papers
201
While watt loss can be arrived at various methods, a
user might be interested in knowing if there are any
standards for measuring watt loss in circuit breakers.
Yes, IEC 60947-2 describes the method of measuring
watt loss in circuit breakers. Let us look at the method
described in IEC
IEC method of Watt Loss measurement
IEC 60947-2 (Annex G) specifies that Power Loss be
measured for all three poles simultaneously under rated
current and steady state temperature conditions.
A 3 phase rated current test with the use of wattmeter in
each pole is recommended. The watt loss of the device
would be the sum of the three-watt meter readings.
However, for currents up to 400A, where the interaction
between poles is not significant, use of single-phase
currents is permitted.
The point to note however is that IEC prescribes actual
measurement watt loss and NOT extrapolation of
watt loss from the milli-volt drop measured at 100A DC
current
Because the device resistance would vary with the
temperature, use of rated currents is recommended
and watt-loss is to be measured after the steady
state temperature is reached. It is well known that
all the poles of a three-pole device do not reach the
same temperature although carrying equal currents.
Generally the centre pole runs hotter compared to the
other poles. Therefore a three- phase test is essential
and hence specifying Watt-loss per pole for a 3-pole
device would be misleading and it is not prescribed in
IEC.
At test currents like 100A DC the behavior of the device
would be different than the actual working condition
and the watt loss calculated would be different than the
actual value.
To sum up, IEC recommended method simulate the actual
field condition, considering the effects on the pole
resistance due to phase differences, hot conditions, and
inequality of temperatures of different poles.
Caveat Emptor
In order to have a meaningful comparison and arrive at
a rightful decision, users have to keep the following in
mind :
l Watt loss is measured as per IEC 60947
l That watt loss is NOT calculated from
resistance at cold state
l That watt loss is NOT calculated from
milli-volt drop measured at 100 A DC.
l Watt loss is not declared per pole for a
three-pole device.
l The claims are supported by test reports
from reputed laboratory
Use of Low Watt Loss fuses
LV HRC fuse is another vital link in power distribution,
which carry current continuously. Watt loss occurs all
the time due to its internal resistance. By appropriate
selection of fuse elements and use of latest
manufacturing techniques watt-loss in fuses can be
minimized. Many users are already practicing use of low
watt loss fuses to conserve energy.
However, a word of caution here : the importance of low
watt loss values should not dilute the importance of the
Connection for Circuit Breakers ab ove 400 A
r U
1
r U
2
r U
3
I
1
Source
Connection for Circuit Breakers up to 400 A
Supply
A
r U1
r U2
r U3
Day 2 - Session IV-B Low Voltage
202
cut-off values and the let through energy values as they
decide the amount of fault energy that is fed into the
system during short circuit conditions.
2. Saving in energy due to modern/
alternate method of Switching, Protecting
and Controlling
Developments in technology has always fostered energy
saving. The advent of microprocessor and development
in power electronics is opening up new areas for energy
saving in switchgear. A few of the examples include
l Microprocessor based overload relays
l Soft Starters
l Semiconductor switching devices (Thyristor based
contactors)
These devices offer a good scope for energy saving
against the conventional products.
2.1 Use of Microprocessor based overload
relays
Bimetal overload relays used to protect motors against
overload cause watt-loss in the power circuit.. Built-in CT
operated microprocessor based overload protection
devices for motor protection offers accurate protection
at reduced watt-loss.
A look at the difference in watt loss between the thermal
overload relays and microprocessor-based relays would
reiterate the point.
contactors have their own power loss in the power &
control circuit.
Modern soft starters come equipped with integral
bypass contacts, which bypass the thyristors from
the main circuit once the motor starting is achieved.
This eliminates the need to have an additional bypass
contactor and the associated problems
A comparison of watt loss in soft starter feeders
without by pass and with integral bypass would highlight
the significance
Energy cost calculated at 20 operating hours/day for 325 days. Energy
Tariff considered is Rs. 4.5 / kWH
2.3 Use of LED pilot lights
Another area where alternate or new technology can be
used to save energy is the use of LED lamps against the
conventional filament lamps for indication in panels.
LED pilot lights offer more than 50 % reduction in power
consumption against the filament lamps. Additionally
the life of a LED lamp is more than a filament lamp by
50 %
Though the saving per unit may appear miniscule, since
these are used in large numbers the total savings per
annum at plant level would be substantial.
Let us look at an example below
Amps
Thermal
Relay
(W)
Energy Cost /
Annum (Rs.)
Microprocessor
Relay (W)
Energy Cost /
Annum (Rs.)
Saving
(Rs.)
10: A 6.75 197 0.05 1.5 196
40A 9 263 0.05 1.5 262
90 A 12 351 0.05 1.5 350
90 788 23049 75 2193 20856
110 900 26325 90 2632 23692
132 1125 32906 125 3656 29250
Saving per year
(Rs.)
Motor
rating (kW)
Watt loss of a
soft starter
without by-pass
(W)
Energy
Cost*/
Annum (Rs.)
Watt Loss of
soft starter
with bypass
(W)
Energy
Cost*/
Annum (Rs.)
No. of lamps 500
Watt loss per
unit (W)
Total watt
loss(W)
Energy Cost
/ Annum
(Rs.)
Filament Lamp 2 1000 29250
LED Pilot Lamp 1 500 14625
Saving per annum (Rs.) 14625
Energy cost calculated at 20 operating hours/day for
325 days. Energy Tariff considered is Rs. 4.5 / kWH
Apart from the reduced watt loss, the microprocessor-
based relays offer other important benefits like accurate
protection, non-drifting of tripping characteristics due
to ageing and so on.
2.2 Use of Integrated by-pass for soft
starters
Soft starters are thyristor-based devices, which are
used for reduced voltage starting to achieve a smooth
acceleration of motors. Once the motor is started, the
thyristors becomes redundant and if they continue to be
in the circuit they only contribute to power loss.
To overcome this, soft starters are bypassed using
contactors after the starting time. But still, these bypass
Conclusion:
A small energy saving from each component of
switchgear would add up to substantial savings.
Energy saving in switchgear results from
l Reduced power loss in power distribution products like
ACB, MCCB etc
l Use of low watt loss fuses
Use of new technologies like
SWICON 2008 Papers
203
l Soft starters with in-built bypass contact
l Microprocessor based protection devices
l Solid-state switch devices like semiconductor
contactors.
l Low coil consumption contactors
l LED pilot lamps
Watt-loss values of switchgear should be measured and
declared as per IEC method. Extrapolation should not
be used.
Finally, a word of caution - the user should not lose sight
of the fact that reliable switching, accurate protection
and safety of plant & personnel are the primary functions
of any switchgear. Energy saving is an additional benefit.
Using watt-loss values as the only yardstick for selection
of switchgear would be inappropriate.
Day 2 - Session IV-B Low Voltage
204
Ecodesign Principles : The Approach within
a Switchgear Manufacturer
S. Theoleyre
Schneider Electric, Grenoble, France
1. Introduction: A Company Which Strives for
Contribution to The Environment
A company shall demonstrate its awareness of the
importance of environmental protection. First of all
its policy shall be published and duly implemented. As
example, here is the one published in our organisation,
launched already in the early nineties. Its prupose is to :
_ Reduce the environmental impact of its products
and solutions throughout their life cycle, by using an
eco-design approach. This involves the optimisation
of their consumption of natural resources by using
fewer materials and proposing end-of-life recycling
solutions and the minimisation of the use of dangerous
substances in its processes and products and, if
applicable, improving the energy efficiency of their
applications;
_ Offer environmentally-friendly services and help our
customers to optimise their use of energy;
Minimise the environmental impact of its sites, in
particular by reducing their consumption of natural
resources and the waste and emissions related
to their activities and using the best available
techniques.(BAT);
_ Involve its employees, suppliers and partners in its
continuous improvement approach, so that together
with its customers, it can better satisfy the expectations
of society.
Having made this an integral part of its Principles of
Responsibility, then it is decided to undertake to :
_ Comply with the applicable environmental regulations
and go even further when appropriate;
_ Design environmentally-friendly products and solutions
by pursuing an eco-design process approach;
_ Offer its customers products and solutions that
ensure safety, energy efficiency and environmental
friendliness;
_ Combine innovation and continuous improvement to
meet the new environmental challenges;
_ Promote environmental consideration by providing
training for all and developing a skills network to
facilitate the use of best practice;
_ Improve its environmental performance on a
continuous basis as a service to communities and those
who use its products, its workforce, its customers and
its shareholders, both now and in the future;
_ Be accountable to all the stakeholders for the
environmental impact of the companys activities;
_ Contribute to the sustainable development of the
planet. We are committed to safeguarding our planet.
The aim of this Paper is to show what has been done in
practical terms and the motivation behind it.
2. Eco-design: A Continuous Improvement
Approach at The Service of Our Customers
2.1 General and the EUP directive
With respect to environmental issues, the priorities of
our customers and markets focus mainly on regulatory
compliance issues and direct or incidental costs. To
date, they are in fact not particularly stringent in terms
of product environmental specifications. However,
the implementation of eco-design approaches is a
widespread trend, which leads to their suppliers to
adopt similar approaches.
We should also note that in general, it is Europe that has
the largest number and the most advanced regulatory
initiatives, but that the effect of globalisation leads to
SWICON 2008 Papers
205
the cross-border spread of regulations throughout the
entire world.
To encourage the development of more environmentally-
friendly products, the European Community took this
preventive approach into consideration and, in 2005,
promulgated the EUP framework directive relative to
energy-using products (Eco-design for Energy Using
Product).
A set of resulting directives is currently being developed,
which will apply to products that have the greatest
environmental impacts, in particular in terms of
consumed energy. As a priority, the products targeted
will be those sold in large numbers and whose potential
for progress at an acceptable cost has been identified.
If applicable, and according to the environmental
challenges, there are two possible requirement levels:
2.2.1 Generic
In this case, products will have to be developed using a
proven eco-design approach, allowing manufacturers to
choose the main areas of progress.
2.2.1 Specific
In addition to the eco-design approach, certain
environmental objectives will have to be met.
2.2 Deployment
Although the switchgear products probably remain
outside the scope of the EUP, it has, in line with its
proactive environmental policy, extended the eco-
design approach to all its development activities.
Consequently, to meet these expectations, its approach
is based on three principles:
_ Establish the eco-design process, in accordance with its
commitment. Then, it can be also an approved supplier
for those companies that implement sustainable
development policies.
_ Target the priority impacts of its products, by applying
and anticipating the European regulations, including
those involving fields not directly related to its activities:
apart from compliance with the legislation, this enables
its products to address the main environmental
concerns, meanwhile complying with the emerging
market values in the environmental field.
_ Provide transparent, accurate information about
the environmental characteristics of its products to
highlight and raise awareness of the improvements
provided by its products.
2.2.1 The eco-design process
A product impacts the environment throughout its
life cycle, interacting with it from cradle to grave. The
characteristics of a product determine the nature and
the extent of its impacts and they are fixed at the design
stage. The environment must therefore be taken into
account at this stage to minimise any impacts that the
product may have.
This involves adding environmental requirements to the
usual product specifications (technical performance,
cost, quality, personal safety), with the design aiming
to find the best compromise between the various
requirements.
The global multi-phase, multi-criteria methodology
known as Life Cycle Assessments (LCA) must be used to
ensure that the improvement obtained for one of the life
cycle phases or one environmental criterion does not
have a detrimental effect on another phase or area:
_ multi-phase: takes into account all the activities in
a products life cycle (extraction of raw materials,
production, distribution and recovery at end of life).
_ multi-criteria: takes into account all the environmental
aspects (consumption of natural resources,
waste,emissions to water,air and soil).
Implementation of eco-design has been done by using
the appropriate procedures within two documented
processes:
1- The ISO 9001 departmental management
process
This process includes the environmental policy, the
objectives and the specific action plans designed to
reduce the environmental impacts of the products. Such
improvements are either achieved through product
replacement plans or through the management of
existing products. Annual management system reviews
monitor the development of the companys action plans.
Compliance with regulatory documents and the use of
tools such as the EIME LCA software are necessary to
identify significant LCA environmental issues.
2- The offer creation process
This process is used to implement the eco-design
policy and the main areas of progress in the products.
It includes the implementation of environmental tasks
and deliverables throughout the product development
stages.
The organization has chosen the EIME software
(Environmental Information and Management Explorer)
for its LCAs. This ground-breaking software, whose
databases and calculation rules conform to the
normative requirements of the LCAs, was specially
developed for the electrical and electronic industry
which needed an easy-to-use LCA tool.
Day 2 - Session IV-B Low Voltage
206
2.2.2 Main areas of progress
The main areas of environmental progress must be
justified by environmental concerns but also clear
and of obvious value to the customer. As mentioned
above, the approach of the group is based on European
legislation currently in force or under development.
A large number of Directives or regulations on
environmental aspects relative to products have been
published or are under examination. They can be grouped
into large categories corresponding to the priorities
announced by the European Community. (fig. 1)
The following are examples of the main ones relating to
electrical switchgear:
health and safety protection: chemical directives
preservation of natural resources: directives relative to
packaging or waste recovery
climate change: energy efficiency and greenhouse gas
directives
at a lesser level, there is the consideration of biodiversity
or quality of life with the more specific directives and a
more marginal impact (noise, EMF, wildlife protection,
etc.)
Consequently, the aims of the main transverse areas
of progress applicable to all the Groups product lines
are:
identify dangerous substances in its products, or even
eliminate them
l
l
l
l
l
l
reduce product waste at end of life
improve the energy efficiency of its products and
especially the efficiency of their applications
Furthermore, considering the diversity of our products,
specific, local main areas of environmental progress
can also be selected, depending on the product lines
concerned.
They are the target areas of progress,
chosen:
on the basis of specific applicable regulations
(packaging, electric cells and batteries, greenhouse
gas emissions, etc.)
considering the result of the full product Life Cycle
Assessments (LCA) to identify the Significant
Environmental Aspects of the product range
concerned
In all cases, the main areas of progress
targeted must:
be environmentally significant
have the potential for technical progress
be transparent to the market in both terms of policy
and outcomes.
l
l
l
l
l
l
l
fig. 1
SWICON 2008 Papers
207
This approach meets the expectations of the European
Community which encourages voluntary initiatives, thus
avoiding the need for a binding legislative framework.
Therefore, electrical switchgear is expected to remain
outside the scope of the EUP directive, or at least not
require special measures.
2.2.3 Communication with Customers
By undertaking to provide information on the
environmental characteristics of its products which
have been established using recognised and reliable
reference systems, the group has opted for a policy of
transparency to:
ensure that our customers are aware of the voluntary
actions to which it is committed and to make this
prescriptive
use its influence with the institutions to prevent unfair
competition based on environmental impacts
This approach is the essential complement to the eco-
design approach and the recitals of the EUP directive. It
is a two-steps headway.
1- Product Environmental Profile: PEP
Environmental declarations are produced to make the
environmental characteristics of the products known to
customers: they are the Product Environmental Profiles.
The PEP document was developed by the company to
inform its customers of the environmental impacts of
its products throughout their life cycle and the best end-
of-life treatment solutions. Its content is the subject of
discussions within the industry to ensure compliance
with ISO 14025 and it is now at the international
standardisation stage.
Our target of 120 Product Environmental Profiles
published in recognised databases by the end of 2008
to cover over 50% of the products sold demonstrates
the companys commitment.
2-Transparent progress approach:
In addition, a principle for measuring the environmental
improvement of our products is currently being
considered for the purposes of highlighting and
promoting the products that meet a number of
environmental criteria.
The purpose of this plan is to specify a number of
additional environmental criteria based on the actions
that have been implemented:
Eco-design procedure and Environmental declaration
Management of dangerous substances
Compliance with end-of-life criteria
l
l
l
l
l
Quantified improvement in a number of impacts
Green site products (ISO 14000 / energy / waste)
To be added to the usual reference systems (quality
marks, standards, specifications)
These results shall also be used for appropriate
information to the administration, possibly via
professional associations to:
_ control legislative development:
by emphasising the voluntary commitments made
by companies to avoid unnecessary legislation, by
clarifying the content and interpretations to facilitate
implementation within the market and finally, by
contributing to global harmonisation.
prevent unfair competition : Measurement of
environmental performance is in fact highly subjective
and greatly dependent on the context of the studies. It
must be used to promote the progress approach and
must not become an aim in itself. In this respect, there
is good reason to encourage the creation of generic
environmental databases to allow our customers to
implement their eco-design analyses.
3. Dangerous Substances: Addressing Our
Customers Concerns and Issues
3.1 General and the RoHS & REACH regulations
The control and management of hazardous substances
is a priority throughout the world and particularly within
the European Community. In fact, such substances are a
potential source of pollution or a health risk during the
product utilisation or end-of-life phases. This issue has
therefore given rise to a great deal of legislation.
The organization has long been concerned with this
issue and has incorporated it into its environmental
policy, with the aim of reducing the impacts of its
products on human health and on the environment
companys policy has four essential objectives:
Conform to current legislation requirements
Anticipate future utilisation regulations or restrictions
Help our customers to comply with current or future
legislation
Promote the approach in the electrical industry
The European directives taken into consideration in
drawing up our company internal action plans are EN
76/769/EEC, the European RoHS directive and its various
transpositions and the REACH directive.
EN 76/769/EEC, which was first published in 1976,
prohibits the use of a large number of substances for all
types of applications. It has long been widely used.
l
l
l
l
l
l
l
l
l
Day 2 - Session IV-B Low Voltage
208
More recently, the RoHS directive aims to remove six
substances (Lead, Mercury, Cadmium, Hexavalent
chromium, Polybrominated biphenyls (PBB),
Polybrominated diphenyl ethers (PBDE)) from certain
electrical and electronic equipment, but not from
electrical switchgear.
REACH aims to identify all the chemicals used in Europe.
Each substance must be recorded and its risks to health
and to the environment assessed. If it is deemed to be
of great concern (carcinogenic, repro-toxic, mutagenic,
very persistent, or persistent and toxic), authorisation
must be given for its use in the applications concerned.
Downstream users or article manufacturers can therefore
be sure that the substances used or incorporated into
their products are duly recorded or authorised. In certain
cases, such substances will have to be notified or
declared. In all cases, this directive, which is expected to
be deployed over the next ten years, requires a detailed
chemical traceability system within companies.
3.2 Deployment
3.2.1 Principle of management of hazardous and
environmentally-sensitive substances
A list of hazardous and environmentally-sensitive
substances specific to our organization has therefore
been compiled. Based on the hazardous nature of
the substances, it takes into account the statutory
requirements, customer issues, competitivity
requirements or important trends in the procurement
chain.
These substances are classified in two main
categories.
Prohibited substances
These substances, for example asbestos or
polychlorinated biphenyl (PCB), are banned by law, or as
a result of a voluntary commitment by the group. This is,
for example, the case with certain halogenated flame
retardants or substances listed by the RoHS for reasons
of market expectations.
A substance substitution programme has been
launched with respect to these substances. They must
not be used in products in quantities exceeding a certain
threshold, unless exemption has been granted.
Substances to be declared
These substances must be identified (type, place,
quantity) for legal reasons or because they are
considered to be particularly environmentally-sensitive.
This is the case if they are to be gradually withdrawn, or
if they are associated with a significant environmental
and/or health hazard during the manufacturing process,
or if they involve the use of safety measures during the
l
l
utilisation or end-of-life phases of the products.
The use of these substances must be avoided as soon
as possible, or at least reduced. If they cannot be
avoided (either for technical or economic reasons or
for reliability requirements) and if their concentration
exceeds a certain threshold, the concentration and their
location in the product must be declared and listed.
3.3 Specific Programs
In fact, 2 major programs were launched to specifically
addressed this aspects, which are directly linked to RoHS
and Reach.
RoHS program
There is little mention of our equipment and devices in
the directive:
very few of our products fall directly within its scope
a larger, but limited number of our products are
indirectly affected by the materials used in our
equipment (finished products), which come within the
scope of the directive.
We have , however, decided to make an RoHS conformity
plan a priority for all its products. This also includes
the local or independent brands manufactured in our
factories or products which simply bear the Schneider
label.
This plan, which is scheduled for a target date of 2008
includes:
maintaining the quality, reliability and performance of
the products;
helping systems integrators, machine manufacturers,
OEMs and distributors to meet the obligations of the
directive.
Apart from the simple legal application, this position
fulfils the companys obligations in terms of sustainable
development and meets the customers requirements.
REACH program
An action plan called the REACH program is planned
within the Group to ensure the traceability of substances
in our products and processes in order to:
Ensure that the substances used by us are duly recorded
and authorised in our applications, in accordance with
the requirements of the REACH directive.
Ensure that the products do not contain one of the
prohibited substances in a quantity exceeding the
authorised threshold and track the declarable
substances if they are used in quantities above the
declaration threshold.
_ Draw up component specifications that take into
l
l
l
l
l
l
SWICON 2008 Papers
209
consideration the management of hazardous
substances if they are used in quantity above the
declaration threshold
_ Draw up the information to be sent to our user
customers downstream.
4. Waste: More Responsibility for The
Producer
4.1 General and the WEEE directive
Waste management is one of the priorities of
environmental protection, as waste is one of the main
sources of pollution and also a potential source of raw
materials.
In many European States, this priority is reflected in
policy agreements or regulations specifically applying
to waste electrical products: the WEEE directive has not
only been transposed in each European State, but also in
Japan, China and India and in the USA.
WEEE: The main objective of this European directive
was to curb the increase in the main items of
electrical waste, i.e. household appliances such as
televisions, refrigerators, lighting and computer and
telecommunications equipment with a very short lifetime
(PCs, etc.). It only touches on professional electrical and
electronic equipment.
The directive holds electrical equipment manufacturers
responsible for setting up dedicated systems to ensure
that their electrical equipment is collected and treated
in a specific manner. Recovery and recycling are clearly
addressed and the minimum rates to be observed are
given.
The group is aware of the potential hazards that would
arise if the waste generated by the products it markets
were badly managed, in particular the risks to the
environment, its installer customers or users and the
risk of additional legislative requirements that would
severely hinder its activities. That is why the Group
is actively committed to a responsible waste policy,
even though almost all its products do not come within
the scope of this directive. It should be noted that
although end users are responsible for the end of life
of their products, as a responsible company, the group
is launching a special programme designed to ensure
the organisation and financing of the disposal of waste
from its products in conformance with personal and
environmental safety.
4.2 Deployment
Its actions cover three main areas:
Identify the treatment systems
As a responsible company and to avoid new regulations
l
that might not be appropriate to our industries
and products, we must be able to demonstrate the
existence of organised end-of-life systems. They must
be financed and approved for the collection, treatment
and recycling of its products at end of life, in compliance
with environmental and health protection.
The Group and all its partners must commit themselves
to such a system. Each State must implement a policy
for identifying, approving and even organising treatment
systems for electrical equipment waste and establish
appropriate indicators. It is important to ensure that, as
far as possible, electrical waste is always considered as
non-hazardous waste and that it is transported as easily
as possible within a country and beyond its borders.
It should be noted that in the case of batteries or other
consumables, waste management is the responsibility
of the producers of such products. Our policy supports
this shared responsibility, bearing in mind the fact that we
are still responsible for notifying any such consumables
that may be present in our equipment.
The obligation to implement a treatment system
provides opportunities to offer services, in particular
with respect to business, for large electrical distribution
or processing plants. Such product end-of-life treatment,
dismantling and recycling services are already operating in
certain countries, in particular for SF6 or PCB equipment.
They allow customers to dispose of their products in full
compliance with the relevant legislation and, above all,
to ensure that their products will be handled in the most
environmentally-friendly manner when they reach the
end of their life. In addition, the contacts made in this
way provide privileged access to prospective customer
opportunities.
Integrate end of life into the design phase
Product eco-design now involves taking its disposal
phase into account, as the environmental impact of a
product, particularly at end of life, is determined at the
design stage.
Apart from the EIME software which calculates a
potential recovery rate, we have developed a handbook
of good design rules for optimising the costs incurred
at end of life and the potential recyclability rate of its
products.
In addition, we have decided to include in its product
instruction manuals the good practices and necessary
recommendations to ensure that end-of-life treatment is
carried out under environmentally-friendly conditions.
Reduce the waste generated during the process
The company manages the waste it generates during its
activities.
l
l
Day 2 - Session IV-B Low Voltage
210
It has set itself two priorities in this field: to reduce by
10% per annum the quantity of waste it produces and to
improve its waste recovery rate by 10% per annum. This
approach is fully within the framework of the ISO 14001
certification required by the group for all its production
sites throughout the world.
5. Energy Efficiency: Potential for Growth for
Schneider Electric
5.1 General and EPB, ETS & EUEES directives
In front of Climate Change threat, a significant reduction
of CO2 emissions seems necessary. As they result from
fossil fuel combustion for energy production, this will
necessarily result in actions to improve Energy Efficiency
of all energy using products or systems.
Among all energies, electricity plays a major role :
actually, electrical energy of fossil fuel origin represent
approximately 1/3 of the total energy used. Furthermore
electricity allows through automation and control, a very
significant reduction and savings in the usage of other
energies ( Heating control , AC control , Lighting control
, automation and control of electric motor systems ....)
Energy efficiency improvement, i.e. less energy ( the
just necessary ) for the same result ( same production,
same safety , same comfort ...), is based on 4 axis :
To reduce consumption of end use devices by using
high efficiency products such as High efficiency
motors, High efficiency light bulbs , high efficiency
transformers , Capacitors for power factor correction
in distribution systems ...
_ To optimize end use with Automation & Control Efficiency
Enabling systems, thus avoiding products functioning
when not needed or excessive heating for instense.
Typical solutions are presence and light detectors,T
imers,Variable Speed Drives,Electric motor systems
automation & control, PLC
_ To stengthen Energy Efficiency through Quality,
Reliability and Continuity of supply to avoid costly
production scrap, waste and production restart costs,
with Uninterruptible Power Supplies, generating sets
and automatic transfer switches, Filters, etc
_ To insure sustainable performance by setting adequate
diagnosis: smart metering systems, Monitoring
systems and services, Energy management systems
and services etc
5.2 Deployment
For it, this strategic area applies more for business
development than for product specific design.
In fact, this concept concerns the design of only a few
specific products: the loads (lighting, electronic devices)
or power equipment used for energy transformation
l
(transformers, variable speed drives, UPS, etc.). For
these products, energy efficiency is a major criterion.
For other types of products such as switchgear that
only let the current through, this criterion is meaningful
only in very few cases.
However, the group undertakes to play a major part in
optimising energy consumption on its customers sites
(building and industrial process) through its range of
products and services.
6. Standardisation: The Reference to Value
Our Voluntary Actions
6.1 general and IEC standardization work
The standardization bodies have also considered the
growing importance of environmental matters and
of the related regulation. This is the case within the
IEC which has set up in October 2004 a dedicated
Technical Committee, as reference to standard has been
proven necessary and efficient to assess regulation
compliance. This Committee is the TC111- Environmental
Standardization for Electrical and Electronic Products
and Systems.
As mentioned in its Strategic Policy Statement [IEC
SMB/3339 /R], its purpose is to deal with environmental
standardization aspects, to develop horizontal standards
on environmental aspects for electrical and electronic
products and systems. For the time being, most of the
standardization work is done at the international level.
As these questions are very transverse and address a
world-wide market, it is very likely that it will remain in
the future.
Letting apart specific environmental aspects that are
covered within each product technical committee,
currently 8 projects are progressing on under
consideration, which can be correlated with the major
regulated domains, and more specifically the above
mentioned EU directives. (fig. 2)
fig. 2
SWICON 2008 Papers
211
RoHS and substance use restriction in
products:
The first projects, which is at the 2nd CDV stage is:
IEC 62321 Ed. 1: Procedures for the determination of levels
of six regulated substances (Lead, Mercury, Cadmium,
Hexavalent Chromium, Polybrominated Biphenyls,
Polybrominated Diphenyl Ethers) in electrotechnical
products :
The purpose of this normative document is to provide
test procedures that will allow the electrotechnical
industry to determine the levels of the substances
regulated by the EU RoHS, but also related regulation in
China, US, Japan, Korea, etc.) in electrotechnical products
on a consistent global basis.
As these testing procedures applies to samples, is due to
be complemented by a Public Available Publication.
IEC PAS Sample disjointment
The work is under progress and a first draft is expected
by the end of 2007.
Finally, under preparation is the IEC 62476, TS, Ed.1:
Guidance for compliance framework:
it will provide a framework specifying generic
processes for assessing compliance of products with
respect to the use of restricted substances in electrical
and electronic products and systems. It particular
is shows the complementarities between testing,
information from the supply chain and Substance
Management Systems. It also describes the technical
documentation that may be required when further proof
of compliance is required.
One can expected the work is extended in the future to
cover the substance management systems with more
details or to address product marking aspects
REACH
One of the implications of this European Regulation is
the necessity to make available material and substance
content information along the supply chain.
The publication IEC 62474 Ed. 1: Material Declaration
will provide the form and procedure relating to the
declarations of materials in products. This standard
will also reference a database of material groups and
declarable substances to be reported, which will be
updated annually per existing IEC/ISO Guidance.
EUP and Environmental impact communication
The publication IEC 62430 Ed.1: Environmentally
Conscious Design will specify general procedures
to integrate environmental aspects into design and
development processes of electrical and electronic
products; and systems.
This is a horizontal standard, and all TCs/SCs are
requested to refer to this standard when they develop
their deliverables relating to environmentally conscious
design. It does not specify any specific targets or
environmental performance, therefore the application
of this standard would be fully adequate to provide
conformity to EUP generic requirements.
Obviously, the output of Material declaration applied to
components is one of the major input of ECD, as well as
other inputs related to End of Life , or Energy Efficiency
, not yet considered in the TC 111 standardization
process.
Closely related is the question of the environmental
declarations. The purpose of the New Proposed PAS:
Environmental information on electrical and electronic
equipment (EIEEE)
Is to provide guidelines on generic environmental
attributes to be considered by product committees to
disclose credible, relevant, and harmonized product
related environmental information to who needs or
requests it. As a result, generic requirements to be
followed by upstream suppliers to deliver necessary
information to downstream producers are also
specified.
WEEE
This question was recently discussed and it is very likely
that a new work will be proposed to national committees,
to cover in particular information from manufacturers to
recyclers and methodology for calculating a potential
rate of recovery.
Naturally, all these projets has shown the necessity to
define a vocabulary and there is a future project that will
be submitted to NCs which is the NP: Terminology
6.2 Deploiement
As for the other technical aspects of our products, it is
endeavouring to get the standards used as reference
documents to provide evidence of product conformity
with statutory or non-statutory environmental
requirements. In fact, recognised assessment methods
that leave no room for interpretation or controversy
must be developed. This is particularly important where
hazardous substances are concerned.
The organization has a policy of leadership in the field of
environmental standardisation and actively participates
in the dedicated Technical Committee recently set up at
IEC level (TC 111).
Day 2 - Session IV-B Low Voltage
212
Remains a key issue with regards to compliance
assessment.
In line with the way it considers environmental
requirements as only an additional parameter for product
design, it considers that the well operating usual practice
in the electrical industry shall be maintained. Therefore
its conformity policy is based on three principles:
* create no new environmentally-specific brands or
labels that would impair legibility;
* introduce into its usual market reference systems
(customer specifications, standards, conformity marks)
the environmental criteria that could enhance our
progress approach;
* comply with the usual market requirements in terms of
conformity. From the manufacturers declaration to the
conformity mark and including third-party certification,
the same market control systems must used for
environmental and other issues.
7. Conclusion : Environmental aspects have
became a key issue
Environmental Conscious Design shall be definitely
included in manufacturer strategy.
In the example given here, one can see that orientations
have been established and published, and related action
plans are implemented.
This represents a major part of its Sustainable
Development Report.
Its policy is based on the principle of continuous
improvement process which shall anticipate
environmental regulations. The purpose of this iterative
process is to service customer needs, their applications
and match social expectations.
Four priorities were selected then:
Implementation of Environmental Conscious Design
Process applied to all product developments
Control of hazardous substances for People &
Environment safety
Material consumption and waste management for
reduction of Raw Material depletion
Energy efficiency especially focused on customer
application, for climate change consideration
However, the real respect of environmental performances
is a key issue. To address it, international standards
shall remain the referential for regulation compliance
assessment.
l
l
l
l
SWICON 2008 Papers
213
Recent Changes in IEC60947, LV Switchgear
Product Standards.
Karl Hiereth, Heinz Walker
Siemens Germany
Madhukar Kulkarni
Siemens India
Background
The authors are active members of different Working
Groups in IEC standardization committee SC17B Low
voltage switchgear and controlgear.
This committee is responsible for new development and
maintenance of IEC60947-series standards.
The IEC60947 series of standards cover the requirements
and tests for Low voltage switchgear and controlgear.
Around 35 countries are organized in 10 Working Groups
to develop individual product parts of the standard.
Chairman: Stefan Kaellnas - ABB - Sweden
New Secretary: Josef Briant - Groupe Schneider - France
(Replacement for Marcel Delaplace)
GENERAL
The IEC 60947-series documents are continuously
reviewed and updated taking into consideration new
trends in product enhancements, new product features,
additional performance requirements, new technologies
and horizontal standardization.
The elaborated proposals and changes are reflected
through amendments to the standards or new editions
which may contain many amendments to existing
standards.
The authors would like to share some new developments
either already approved or proposed together with
some important background information.
Important Changes
There are many changes in the different parts of the
series at various stages of implementation. The most
important changes are listed below:
- Harmonization of IEC and UL standards (UL 508 and
UL 489)
A Task Force under IEC 17B Working Group 2 is
working on the task of harmonizing IEC 60947-1 and
-4 with UL 508 and UL 489. This work has resulted in
many changes in IEC standards and drafts which are
reflected in IEC documents (CD/CDV or FDIS).
- Introduction and reflection of the new generic EMC-
standards e.g. EMC - requirements for functional
safety
The EMC requirements of LV Switchgear products are
continuously reviewed by MT13 and updated with a
view to increase the safety of the products.
- Harmonization of environmental testing ( Annex Q, IEC
60947-1)
- Standardization of device profiles for communication
within networked industrial devices
This is an effort to have uniform codes for
communication between different devices.
- Assessment of reliability of SC17B - products to provide
B10 values for functional safety
Technical Committee TC44 responsible for IEC62061
is working on establishing a procedure to determine
the functional safety level of systems.The products
standards are required to provide input.
- Harmonization of Utilization categories in IEC60947
standards
In different parts of IEC 60947 standard, for the
same application different Utilization Categories are
specified (e.g. AC3 in part 4-1,AC23 in part 3 etc).A
proposal is made for harmonizing the categories and
tests into a common set to be used in all parts.
Day 2 - Session IV-B Low Voltage
214
- Environmental aspects and materials declaration
- Insulation coordination, reflection of new IEC 60664-
standards
Recent Amendments and Proposals in
Circulation.
The standards have been amended by incorporating
changes already approved by National Committees.
There are a few proposals in circulation and after
approval of the National committees will be introduced
into the standards.
A summary of such amendments in different parts of
IEC60947 is given below with explanations.
More details can be found in the standards or documents
in circulation.
IEC 60947-1 Edition 5: 2007-06 Low Voltage
Switchgear and Controlgear - General Rules.
Subclauses 7.1.1 and 7.1.2 - Materials
Restructuring of these subclauses, no technical
change beside the addition of Table M.2, which gives
materials requirements for parts not keeping live parts
in position.
Annex R: Application of metal foil
For dielectric type testing, because of varying practices
followed for application of the metal foil in different
laboratories, it was agreed to describe the application
rules more precisely.
The application was also reduced to only the necessary
surfaces to ensure safety aspects. Further application
is the responsibility of the manufacturer.
Annex N: Protective separation- protective impedance
device
The addition is based on IEC 61140 and relates to the
isolation with impedances by limiting the current to not
dangerous levels.
Subclause 8.4: EMC Tests: acceptance criteria, test set
ups
Test set up and the change of voltage dips is based on
horizontal/generic standards.
Table 7a: Relationship between conductor cross-section
and diameter
Added by MT14 to simplify the application.
Annex L.6 Terminal marking.
This added marking has been established in Europe for
many years. Now it is included in IEC.
Annex O: Environmental aspects
Harmonized with the newest version of IEC Guideline
109, no technical changes.
Materials declaration was planned to be introduced, but
was moved to the next maintenance cycle.
Annex Q: Special tests - Damp heat, salt mist, shock and
vibrations
Classification and related test sequences for the
defined environments. The idea was to find a suitable and
harmonized test related to the shipping requirements.
Also other environments, e.g. wind mills are covered.
Annex S: Digital inputs and outputs
These requirements were adopted by IEC 61131-2 totally
unchanged, also to simplify the application.
In this new Annex are given all values necessary for the
contactors to be designed compatible with the PLCs.
IEC 60947-2: 2006-05 Circuit breakers
Insulation withstand verification was harmonized with
IEC 60947-1.
Power frequency test and Uimp testing as type test and
printing of the Uimp value on the device.
EMC requirements in Annexes B, F, J and M are changed.
Test setups and updated as per generic requirements
New Annex O for Instantaneous trip circuit breakers
ICB was added.
Background is USA applications, to cover the switches
derived from an existing circuit breaker. The overload
relay is blocked or taken out of the circuit breaker and
the rest is a load switch with or without short circuit
release e.g. as a self protecting device.
IEC 60947-3: Edition 2.2 2005-06 Switches,
Disconnectors, switch - disconnectors and
fuse-combination units.
Requirements for single pole operated three pole
switches as Annex C added.
This is to be tested in a specified manner, because the
switching sequence is not defined for such single pole
operated devices. In this annex the test sequence is
given.
Sampling test as an option instead of routine tests was
added (8.1.3.1)
This is based on statistical methods, similar to other
low voltage switchgear
Additional test requirements for multiple tip contacts
SWICON 2008 Papers
215
have been added ( 8.2.5.2)
Its a special design characteristic to have multiple
tip contacts and it was recognized that these special
contacts need special test requirements, particularly
for isolation function.
Temperature rise limits philosophy changed to adopt to
IEC 60947-2
A general discussion originated by Germany on
maximum terminal temperatures brought a change in
the test philosophy, that is from testing in new and clean
condition to Temperature verification after switching
(as specified for Circuit Breakers).
In the next maintenance cycle this will be discussed
again and my lead to a possible change in temperature
tests.
IEC 60947-4-1 Amd. 2 : 2005-06 Contactors.
Draft changes proposed in 1565/CD
Annex K. Procedure to determine data for functional
safety applications using electromechanical
contactors
A requirement of TC44/IEC 62061 says that a B10 value
has to be provided by electromechanical devices used
in functional safety applications.
Contactors are widely used as functional elements and
therefore B10 values are to be specified.
The determination and testing of these B10 values is
described in this Annex.
Many years discussion within 17B WG2 and WG3 and
MT15 is not yet finished, but the proposal is agreed in
WG2 and the comments to the draft will show how the
proposal is the accepted by the national committees.
Deletion of utilization category AC2
This proposal comes from the IEC/UL harmonization and
also from the subject of harmonization of utilization
categories. AC2 is replaced by other categories so it is
unnecessary to keep it.
Marking requirements for no thermal memory
capability
For the electronic overload relays recently a thermal
memory was introduced. It was already required to
indicate that it has to be marked if the requirements are
not fulfilled.
Now it is clearly said how this marking has to be done.
Limits of operation for time delay overload relays
The understanding of these operation limits was
discussed and introduced into
Table 3. Now a new change is proposed and will be
discussed while reviewing the comments to 1565/CD.
Short circuit testing for type 1 - coordination, new
Table 16
UL- harmonization discussion resulted in the agreement
to delete the r-current short circuit test for Type 1
coordination. However testing for Iq - current with a
minimum value is specified according table 16 .This
requirement comes in principle from the UL testing.
Change of Annex H : Extended functions in electronic
overload relays
Change of Annex H to replace residual current sensing
means by ground/earth fault current to clarify that
there is a difference in the capability of the fault current
sensing means of IEC 60947-2 and IEC 60947-4-1.
IEC 60947-4-2 Amd.2 : 2006-11 Contact and
Motor Starters - AC semiconductor motor
controllers and starters.
Requirements and test descriptions for electronic
overload relays and the related thermal memory have
been introduced into the standard in line with changes
made in
IEC 60947-4-1,
New tripping classes according IEC 60947-4-1 are
introduced.
(Identical to IEC 60947-4-1)
Heat sink temperatures higher than 50 K are now
allowed, if a suitable warning is done.
This was required by manufacturers, the thyristor
temperatures become higher and so other actions to
protect people from burns (e.g. by covers) should be
allowed.
If higher temperatures exist, this shall be informed to the
customers so that it can be reflected in the application.
Editorial changes to harmonize with IEC 60947-4-3
These are often discussions to merge the standards
IEC 60947-4-2 and IEC 60947-4-3. As a first step the
corresponding clauses are harmonized as far as
possible.
Results to be obtained after the blocking and
commutating capability tests are changed according the
better performance of thyristors used in softstarter.
The test requirements were not very practical. So after
some experience of practical testing the requirements
were improved and the higher capability of new thyristors
is also reflected in the changes.
Day 2 - Session IV-B Low Voltage
216
nnex C: Coordination between Starter and SCPD is
adopted from IEC 60947-4-1.
Annex K: Extended functions in an electronic overload
relay was introduced in line with in IEC 60947-4-1.
IEC 60947-4-3 Amd.1 : 2006-10 Contact and
Motor Starters - AC semiconductor control-
lers and contactors for non motor loads
Heat sink temperatures higher than 50 K are now
allowed, if a suitable warning is done.
This was required by manufacturers, the thyristor
temperatures become higher and so other actions to
protect people from burns (e.g. by covers) should be
allowed.
If higher temperatures exist, this shall be informed to the
customers so that it can be reflected in the application.
Editorial changes to harmonize with IEC 60947-4-2
These are often discussions to merge the standards
IEC 60947-4-2 and IEC 60947-4-3. As a first step the
corresponding clauses are harmonized as far as
possible.
Results to be obtained after the blocking and
commutating capability tests are changed according the
better performance of thyristors used in softstarter.
The test requirements were not very practical. So after
some experience of practical testing the requirements
were improved and the higher capability of new thyristors
is also reflected in the changes.
IEC 60947-5-1: 2004 3.0 Edition Control Cir-
cuit Devices and Switching Elements -Electro-
mechanical Control Circuit Devices.
Insulation Coordination was adapted to IEC 60947-1.
Former insulation requirements within IEC 60947-5-1
were different from the IEC 60947-1. To harmonize with
other products and to be based on the horizontal rules
of IEC 60664-1 now a reference is made to IEC 60947-
1 for the insulation coordination and corresponding
testing.
EMC requirements and test have been changed
fundamentally.
Tests referenced to IEC 60947-1,need some additional
testing.
Normative annex J Special requirements for indicator
lights and indicating towers was changed by adding
indicating towers.
Additions made to cover requirements for these
products.
IEC 60947-6-1: 2005-08 Multiple Function
Equipment - Transfer Switching Equipment.
The scope was expanded and covers now the manually
operated transfer switches, remote operated transfer
switches and automatically operated transfer switches.
The limited scope of the old IEC 60947-6-1 was opened
and covers now most of the existing industrial transfer
switches. The concept of Derived Transfer Switches is
introduced to cover devices that are based on contactors,
circuit breakers or switches etc. The test requirements
for derived TSEs are revised to to avoid repetition of the
type tests done on the used devices(MCCBs,ACBs etc)..
This stands very much in contradiction to the testing in
USA, and lead to big discussions in the working group.
A new utilization category AC 32 A/B was added to cover
the switching of mixed resistive and inductive loads.
The subject of number and time duration of the test
switching for electrical and mechanical operations was
added for the new device classes.
These numbers and durations were adopted from the
device standards of the contactors and circuit breakers
etc.
The whole standard was editorially changed.
The last maintenance of the IEC 60947-6-1 was many
years before and so a comprehensive editorial update
was necessary.
IEC 60947-6-2: 2007-03 Multiple Function
Equipment- Control and protective switching
devices
The new Edition 2.1 of IEC 60947-6-2 is upgraded in
all clauses according the new developments in the
standards for circuit breakers and starters.
Within the regular maintenance cycle ( 3 years) a lot
of developments were done in the basic low voltage
switchgear and this had to be reflected.
This upgrade covers e.g. the electronic overload relay,
EMC, thermal memory, extended functions, testing for
IT applications, coordination of CPS and SCPD within the
same circuit under short circuit conditions.
IEC 60947-8: 2006 Control Units for built-in Thermal
Protection (PTC) for Rotating Electrical Machines.
Short circuit detection within the sensor circuit was in
the informative Annex C. With the Amendment 1 this
was introduced into the main body of the standard.
A big discussion arose to the detection level. Finally it was
decided to rely on the information of the manufacturer
SWICON 2008 Papers
217
with a hint that the PTC - manufacturer give a minimum
resistance of 20 OHM for the components.
The requirements and the test and performance
requirements for shock and vibration test have been
introduced additionally.
The test level is adopted from the IEC 60947-1 Annex Q.
Conclusion
The various changes in LV Switchgear standards
represent the on going efforts made by the working
groups to make the products safer, user friendly and to
cover the state of the art in technology.
An attempt has been made to share the information on
these changes with some background information.
It is important for the industry to incorporate necessary
changes to the products to meet the new requirements
and also for the testing and certifying agencies to
gear up to conduct the tests as per the new/changed
requirements.
Day 2 - Session IV-B Low Voltage
218
A Novel Electroless Electrochemical route for
fabricating Silver Tinoxide Electrical Contact
Materials
S. S. Godkhindi, G. S. Grewal , P.B. Joshi *, M. Ramamoorty** and A. K. Singh
Electrical Research and Development Association, ERDA Road, Makarpura,
Vadodara 390 010
Abstract
Modern electrical switchgear devices such as breakers,
contactors, relays, switches etc. are characterized
by small dimensions, high reliability & long life. These
characteristics depend mainly on the configuration
of the electrical contacts used in switchgears, and
in particular on the choice of the contact material.
Silver-cadmium oxide type contact materials have
been extensively used by the electrical industry for
switchgear applications such as contactors, circuit
breakers, switches, power relays, telephone relays
etc. However, of late, the use of cadmium and cadmium
oxide containing contact materials has been strongly
discouraged in most parts of the world in view of the
toxicity of these materials and resultant environmental
& health hazards, tin oxide has emerged as a substitute
candidate material in place of cadmium oxide as the
major modern silver-metal oxide contact system for
industrial application.
Normally used methods of synthesis of silver-cadmium
oxide composite contacts (namely internal oxidation and
powder metallurgy route of co-precipitation) have been
found to be unsuitable for production of silver-tin oxide
contact material mainly because of incompatibility of
existing compounds of tin metal that are water soluble
and which can be used for co-precipitation with silver
salt such as silver nitrate as well as the very slow rates
of internal oxidation of tin in silver-tin oxide system as
compared to that of cadmium in silver-cadmium oxide
system.
To overcome these limitations in synthesis of silver-
tin oxide powders, a novel method principle based
on electroless coating, has been developed. The
contacts have been fabricated from the powders
prepared through this route by press - sinter repress
route and are evaluated for their physical properties
such as density, hardness, electrical conductivity &
electrical performance. In addition to this, the effect
of concentrations of dopant, has been studied.
The erosion characteristics of contact materials on
erosion behaviour of AgSnO2 contact using various
concentrations of WO2 dopant have been evaluated
(for conventional operational performance study) for
AC-3 rating at 32 A as per IS: 13947 (Pt. IV) Section I-1993
and IEC 947-4-1(1990) (specification for low voltage
switchgear & controls gear) and an optimal composition
has been identified.
This process also appears to be more environment -
friendly and industrially viable.
1.0 Introduction
Electrical contacts are composite materials that make,
carry and break the electrical continuity or flow of
current. Electrical contacts have versatile applications
in switches, switchgears, circuit breakers, timers, relays,
contactors and electrical brushes, etc.
It is well known that as a contact material, silver
cadmium oxide has excellent switching properties and
hence is widely used in low voltage power engineering
[1]. The use of cadmium and cadmium oxide is now
being discouraged due to its toxic property, as cadmium
is poisonous and can cause serious health problems
if ingested and inhaled [2]. Cadmium compounds are
considered to be carcinogens. Acute exposure to
cadmium fumes damage the lungs as well as the kidneys.
Therefore, it is now banned in countries such as Sweden,
Japan and USA. Owing to the toxic properties of cadmium,
many laboratories all over the world are engaged in the
development of substitute, eco-friendly materials as
replacement for silver- cadmium oxide, [3-5].
From available literature, it appears that, the silver-
tin oxide based contact materials are the most likely
SWICON 2008 Papers
219
candidates for replacing silver-cadmium oxide contacts.
However, it is also observed that silver tin oxide contact
materials show more temperature rise in comparison to
cadmium oxide. This problem is usually tackled by adding
dopants such as tungsten oxide, indium oxide, bismuth
oxide etc. [6-18].
Silver-tin oxide contacts are commonly manufactured by
Internal Oxidation (in German) and Powder Metallurgy (in
Japan) route. They require silver powder of high purity,
fineness and spherical morphology. This increases the
cost of silver-based contacts. In addition to this, these
methods have limitations. As on example, internal
oxidation is known for its inability to incorporate greater
than 10% tin oxide material, as well as long processing
time. Further, in the powder metallurgy process, needle
like structures are formed which lead to embrittlement
of the material, [3].
* Professor, Metallurgical and Materials Engineering Department,
Faculty of Technology & Engineering, M.S. University of Baroda,
Vadodara - 390 001
** Former Director, ERDA
In the present work, the aforesaid limitations have
been overcome by using a novel method for preparing
AgSnO2 contact tips, where tin oxide particles are coated
by silver by an electroless coating technique and dopant
is also concurrently incorporated in the electroless
process. Subsequently, the powders are consolidated
into contact tips by the powder metallurgy route.
The process described here can be applied to many
silver-metal oxide systems; it is not limited in terms
of composition by silver solid solubility and produces
fine homogeneous microstructure, which, as in many
other metallurgical fields, is now recognized as
being of paramount importance in obtaining optimum
performance. In addition, the effect of variation in
concentration of dopant was also studied to determine
the optimum composition.
2.0 Experimental Work
Silver-tin oxide contact tips with different concentrations
of tungsten oxide (dopant) were prepared by coating
collidal tinoxide particles by electroless deposition
technique. During the deposition, tungsten oxide
dopant was also added. The obtained composite
powder was washed & dried. Further the contact tips
were manufactured by powder metallurgy route. (press
- sinter & hot pressing) The presence of constituents
was confirmed using the SEM/ EDAX. (Figure 1)
The process parameters for the manufacture of the
contact tips were optimized. Subsequently, the contact
tips were brazed on the lugs in a commercially available
contactor & were subjected to conventional operational
performance study ( Endurance test) for AC3 rating test
at 32 A as per IS 13947 - Section 4 Part 11993 and IEC 947-
4-1(1990) test standards. The weight loss of the contact
material at the end of the testing was measured.
3.0 Results & Discussion
Contact materials were characterized / evaluated using
the following techniques.
1. Physical and micro structural characterization.
2. Electrical Performance Evaluation
3.1 Physical and micro structural characterization
This evaluation is of primary concern to ensure
consistency. The properties that were studied were,
3.1.1 Density, Microstructure, Hardness & Conductivity.
3.1.1.1 Density:
For the contact tips without addition of dopant, the
maximum value of density obtained is about 98.6%
of the theoretical density. For contact tips with tin
oxide content of 8.7 wt % along with 0.3 wt % of say
WO2, the density obtained is 98.4% of the theoretical
density. Similarly, in case of tin oxide of 8.7 wt % with
0.5 wt % dopant, the density obtained is 98.3% of the
theoretical density, which is relatively less than the
density obtained for contact tips containing of 0.3 wt
% tungsten oxide. Incase of tin oxide of 8.7 wt % with
0.7 wt % dopant the density obtained is 97.5% of the
theoretical density, which is relatively lower than that
obtained for contact tips containing 0.3 wt % & 0.5 wt
% tungsten oxides. These observations show that as
the tungsten oxide content increases, the density of
the contact tips decreases. This may be due to poor
ductility of tungsten oxide, which prevents attainment
of adequate densification during the die-pressing
operation
3.1.1.2 Hardness
Hardness of the silver tin oxide composite is affected
by the microstructure, wt % of tin oxide as well as the
particle size. Further, secondary working also affects
the porosity level and grain size of the compact.
In the present work, the tin oxide particles used are
fine and uniformly distributed and hence the hardness
is uniform and high. The hardness obtained without
tungsten oxide as well as with 0.3 wt %, 0.5 wt % &
0.7 wt % tungsten oxide, levels is in the range of 86-87
VPN. This indicates that the presence of tungsten oxide
in the range 0.3 - 0.7 wt % does not affect contact tip
hardness.
3.1.1.3 Conductivity
Electrical conductivity measurement indicates that silver
Day 2 - Session IV-B Low Voltage
220
tin oxide contacts prepared by the electroless coating
technique have conductivity comparable to Ag-CdO
contacts. For Ag-SnO2 contact without incorporation of
tungsten oxide dopant, the conductivity was 84% ICAS.
After incorporation of 0.3 wt %, 0.5 wt % and 0.7 wt %
dopant levels, the conductivity values are in the range
78% to 76%. The trend of decreasing conductivity with
increasing dopant content is expected.
The results for density, hardness, conductivity
measurements are presented in Table-I.
3.1.1.4 Microstructure
Microstructures show uniform dispersion of tin oxide
particles in silver matrix. In general, results indicate that
electroless deposition technique allows easy control
over degree of agglomeration of the particulates. In
addition to this, volume loading of tin oxide can be
controlled. The well dispersed tin oxide particles serve
to increase the arc welding resistance at the contact
points in switches and circuit breakers. Further, such
particulates are not expected to grow into needle like
crystals on thermal aging as they are well separated
from each other. The uniform dispersion of tin oxide
particulates in Ag matrix is expected to give uniform
erosion resistance and hence longer useful life of the
contact. Further, the presence of tungsten oxide in the
contact tips does not effect the basic microstructure of
the Ag-SnO2 composite. (Fig. 2)
3.2 Electrical evaluation of contact tips
In order to study the electrical performance of the
contacts, a commercially available contactor was used.
The contact tips of required sizes and shape needed for
this commercial contactor were prepared and brazed
onto the lugs & subsequently subjected to the AC-3 rating
study as per IS 13947 - Section 4 part 11993 and IEC 947-
4-1(1990) (specification for low voltage switchgear &
controlgear) for conventional operational performance
study.
Performance Test
For carrying out make break testing, parameters used for
testing were as per clause No. 8.3.3.6. of IS: 13947 (Pt. IV)
Section 1-1993 and IEC 947-4-1(1990) (specification for
low voltage switchgear & controlgear). For evaluation of
the performance of the contact tips, loss of material in
terms of wt % after completion of testing is computed.
Conditions for the testing:
Utilization Category : AC3
Rated operational Voltage (Ue) : 415 V
Rated Operational current (Ie) : 32 A
Required test parameters Measured
Parameters,
(Value)
Applied voltage (V): 415 x 1.05= 436 447V
Test current (I) : 64 A 64.4A
Power Factor (cos (): 0.45 0.448
Total No. of operations : 6000
On time : 50 m sec.
Off Time : 10 sec
It is observed that the 0.3 wt % tungsten oxide
containing contacts show minimum wear among other
compositions i.e. without dopant & 0.5 wt % and 0.7 wt
% tungsten oxide, dopant containing contacts. It is also
observed that contact material with 0.7 wt % tungsten
oxide shows maximum wear. Thus, there appear to an
optimal level of tungsten oxide incorporation beyond
which the wear properties markedly degrade. (Table 2
& Fig 3)
Fig 2 Micro structure showing uniform distribution of tin oxide in
silver matrix
Fig. 1: EDS spectrum showing the presence of silver-tin-oxide & tungsten
oxide in the contact tip
SWICON 2008 Papers
221
Sr.
No.
Type of
contact
material
Densifi-
cation,
%
Micro-
hardness
at 40 g,
VPN
Conduc
tivity,
% IACS
1 Without
dopant
98.6 86 84
2 0.3 wt %
dopant
98.4 87 74
3 0.5 wt %
dopant
98.3 87 77
4 0.7 wt %
dopant
97.7 87 76
Table 1 Physical properties of contact tips with various
concentrations of dopant
Sr.
No.
Type of Contact material Total wt % loss
of material
1 Without dopant 4.575
2 With 0.3 wt % dopant 1.5717
3 With 0.5 wt % dopant 4.0728
4 With 0.7 wt % dopant 15.5219
4) AC3 Performance testing on the silver - tinoxide
- tungsten oxide Ag - SnO2 --WO2 system indicate
that the most optimal degradation & wear resistant
properties are obtained with incorporation of about
0.3 wt % dopant.
Acknowledgement
We gratefully acknowledge RSOP of the Ministry of
Power, Government of India for supporting this work.
REFERENCES:
1. N. Behrens, W. Bohm, P. Braumann, G. Kleoo, Experiences with
the Contact Material Ag/SnO2, Proc. of Holm Conf. on Electrical
Contacts, (1984), P. 185-191
2. A. Verma and T. R. Anantharaman, Processing and Properties of
Internally Oxidized Silver-Tin Oxide Electrical Contact Materials
without Additives, Metals, Materials and Processes, Vol. 6, No.2,
(1994), p. 125.
3. H. Chang, C. H. Pitt and G. B. Alexander, Novel Method for prepara-
tion of Silver-Tin Oxide Electrical Contacts, J. of Matls. Engg. And
Performance, vol. 1(2), (1992), p. 255
4. M. Poniatowski. E. Schulz, and A. Wirths, The Replacement of
Silver-Cadmium Oxide by Silver-Tin Oxide in Low Voltage Switching
devices, Proc. of Holm Conf. on Electrical Contacts (1976), p.
359
5. P. C. Wingert and C. H. Leung, The Development of Silver-Based
Cadmium-Free Contact Materials, Proc. of Holm Conf. on Electrical
Contacts, vol. 12, No.1, march (1988), p.31
6. A Shibata, Silver metal oxide contact material by internal oxida-
tion process Proc. 71CECP, Paris 1974. PP 749-754.
7. H. Yamasaki S Oda, etc. Sintered Silver Tin oxide Materials for
Electrical Contacts Proc. 10 ICECP, Budapest 1980. Pp 799-808.
8. D. Jeannot, J. Pinard, P. Ramoni and EM Jost Physical and chemical
properties of metal oxide addition to Silver Tin-Oxide contact ma-
terials and prediction of electrical performance. IEEE transaction
on components, packaging and manufacturing technology Part A,
Vol. 17 No. 1, March 1994, P. 17-23.
9. P. C. Wingert and Chi-Hung Leung The development of Silver based
Cadmium free contact material IEEE transaction on components,
hybrids and manufacturing technology Vol. 12 No. 1, March 1989,
P. 16-20.
10. P. B. Joshi & P. Ramakrishnan, Materials for Electrical & Electronic
Contacts - Processing, Propertics and Applications, Science Pub-
lishers Inc., USA, (2004)
11. G. Gengenbach, R. Michal Erosion characteristics of Silver based
contact material in a DC contactor. Electrical contacts 1984 P.
No. 201-207.
12. N. Behrens, W. Bohm, Switching performance of different Silver
Tin oxide contact materials made by powder metallurgy, Proc
11th ICECP, Berlin 1982, pp 203-207.
13. B. Gangenbach, U. Mayer R. Michal, etc. Investigation on switching
behavior of Silver Tin oxide material in commercial contactor; proc.
13, Holm conf. Electrical contact, Chicago 1984, pp 243-247.
14. R. Michal, K. E. Saeger Application of Silver based contact materi-
als in air break switching devices for power engineering Proceed-
ing of 34th IEEE Holm conference of electrical contacts 1988 P.
121-127.
15. E. Hetzmannseder & W. F. Rieder the Influence of Bounce parame-
ters on the make Erosion of Silver/ Metal oxide contact materials
IEEE transaction on components, packaging and manufacturing
4.0 Conclusions
1) It is possible to obtain dense and uniform deposition
of silver on tin-oxide (in a colloidal solution) using the
electroless deposition technique.
2) It is also shown that concurrent deposition of silver and
tungsten dopants can be efficiently conducted using
the electroless coating technique.
3) The post sintered microstructures of silver - tin oxide -
tungsten oxide, Ag - SnO2 - WO2 system show a uniform
distribution of tin-oxide, SnO2 in a silver matrix.
Fig. 3: Weight loss of contact tips of different compositions after
performance test
Table2 Weight loss of contact tips of various compositions after
performance study
Day 2 - Session IV-B Low Voltage
222
technology Part A Vol. 17 No.1, March-1994, P. 9-15
16. Yuan Shou Shen, Lawrence Erosion Modes of Internally oxidizes
Ag-CdO and Ag (Sn, In) O material. IEEE transaction on components,
packaging and manufacturing technology Part A, 1987, P. 157-161.
17. K. Herz, E. Sauter Erosion, Welding and contact resistant charac-
terizes of several powder metallurgical, Silver contact material.
IEEE transaction on components, packaging and manufacturing
technology Part A, 1984, P. 215-221.
18. B. Gengenbach, K.W. Jager, U. Mayer etc., Mechanism of arc ero-
sion on Silver Tin oxide contact materials Proc 11 ICECP Berlin
1982, P. 208-211.
SWICON 2008 Papers
223
Day 2 - Session V-A High Voltage
2nd Day, Tuesday, 22nd January, 2008
From 1145 - 1330 Hrs. (105 Min)
SESSION V -A- HIGH VOLTAGE
(7 Papers)
Organiser
224
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
225
Lifetime Arcing Stresses of
High-voltage Circuit Breakers
R. P. P. SMEETS
KEMA T&D Testing Services, the Netherlands
Abstract
This contribution quantifies the accumulated arcing
stress inside high-voltage circuit breakers during a
25 year period of operation. The aim is to design a
suitable test program to verify endurance against this
accumulated arcing stress: electrical endurance. Passing
this test program should assure a period of 25 years
without major maintenance. With such parameters in
hand, users can identify situations in which breakers
are expected to endure lifetime stresses beyond the
standard limits of electrical arcing stresses.
Data of fault- and network characteristics collected from
13 countries worldwide are used in a statistical computer
model in order to quantify an electrical endurance test
program in an IEC standard. It was concluded that the
present IEC test program is too severe, and an alternative
is sketched.
1. Introduction
During service life, circuit breakers have to interrupt
fault currents repeatedly. Due to the thermal and
mechanical stresses on the interrupting chamber parts
(mainly contacts, nozzle, gas) interruption of current is
associated with a degree of degradation.
The extent to which the breaker can cope with this
repeated electrical arcing stresses is called electrical
endurance. Regarding the present day emphasis on
rationalizing maintenance while maintaining reliability at
a very high level, there is a need for a test program, by
which the electrical arcing stress during a representative
maintenance-free period is simulated in a series of
laboratory tests.
The problem is how to define such a test program. Little
is known about the number of times circuit breakers have
to break fault currents, and even less is known about
the actual magnitude of these fault currents. Therefore,
a representative test program can only be derived from:
1. Statistics of actual fault occurrences;
2. an estimate of the actual fault currents derived from
system parameters;
3. a method to express the equivalent degrading effect
of a number of fault currents having a distribution of
magnitudes, in a much smaller (affordable) number of
fixed larger currents in a test laboratory.
2. Degradation Mechanisms
Manufacturers usually suggest the maximum number of
interruptions (N) at a given current (I) as an equation in
the form of: N = AI
B
; see fig. 1.
Heavy users of breakers, such as high-power
laboratories use such equations to determne when their
own (auxiliary) breakers should be revised (complete
replacement of breaker chamber interior parts).
Specified nr. of interruptions for a 170 kV 63 kA CB
N
j
B
j
I
A
1
1
1
Day 2 - Session V-A High Voltage
226
Typical values for a 170 kV 63 kA breaker are:
A = 5.10
-5
and B = -1.8.
Using this method, this implies a breaker is ready for revision
after a weighted summation of current has reached the
value of 1 after N tests, each with a current I
j
:
In standard practice at KEMA, one auxiliary breaker
chamber is revised 5 - 6 times per year.
reason for failure. Detailed measurements of near-
current-zero arc conductivity [1] in the course of a large
number of short-line fault tests show that there is trend
of increasing arc conductivity as tests proceed, which
suggests a gradual widening of the nozzle, ultimately
limiting the ability to clear short-line faults.
For duties with the highest currents and long arc
duration (asymmetrical current interruption), the effect
of (arcing) contact material losses and the interaction
of the metallic vapour with the environment may be the
dominant factor.
It is very difficult to give general rules, since some
laboratory breakers end their recommended service life
in spite of virtually undamaged nozzles (fig. 2), wheras
other designs show severe nozzle damage after the
same accumulated arcing stress (fig. 3), and are still
functioning. Some end their life with virtually unaffected
contacts (fig. 4).
Fig. 2: Nozzle of 170 kV 63 kA CB at the end of manufaturer suggested
service life
Fig. 3: Nozzle of 245 kV 50 kA CB at the end of manufaturer sug-
gested service life
Fig. 4: Arcing contacts of circuit beaker at manufaturer suggested
service life
Experiments at EDF suggest that the main reason of
service life limitation is the wear of contacts and the
associated pollution [2].
Probably, the various degradation processes (loss of
contact material, nozzle ablation, gas pollution etc.)
each have their own impact depending on technology
(puffer, self blast), current (many times a smaller current
or few times a large current), arcing time etc [3].
3. World Wide Fault Statistics
By far the most reliable and extensive source of
information on the electrical arcing stresses that circuit
breakers experience in service is the world-wide survey
that WG 13.08 of CIGRE conducted in the late 1990s
[4, 5]. Information is given on the number of faults in
HV networks and especially on overhead (OH) lines.
The degrading components due to electrical stress
are various. It is KEMAs experience that result
of degradation affects each switching capability
differently. For switching duties in which very fast rising
transient recovery voltages are involved, and for which
the thermal interruption capability is to be verified by
testing (eg. short-line fault tests), material loss from the
PTFE nozzle leading to widening of the nozzle throat
and thus loss of SF6 gas blast pressure is the dominant
SWICON 2008 Papers
227
The whole population covered 900,000 circuit breaker
years, 70,000 OH-line years in the system voltage class
of 63 kV and above.
Thirteen countries in 4 continents were involved.
Statistical information on the number of phases involved
and the autoreclosing effectiveness is collected. The
outcome of this survey is used to set up a representative
test-program to simulate electrical stresses during 25
years by a limited number of laboratory tests.
Occurrence and nature of short-circuits
By far, most short-circuits in a transmission network
occur on the overhead-lines: more than 90% of all faults.
The reported number of faults per transformer is 3 to
4 per 100 transformer-years. The number of faults per
substation /busbar(s) is 2 to 3 per 100 substation-years.
Also the number of faults per cable circuit is very low, in
comparison with the number of faults on OH-line.
In fig. 5, the number of short-circuits per 100 km*year
OH line is plotted for the power companies that
participated. As can be seen there is a wide variation
among the various companies, even regionally.
In table 1, results are summarized per voltage class,
showing less short-circuits in higher voltage systems.
From the point of view of electrical arcing stresses, two
aspects of the short-circuit are relevant: the number of
phases involved and the autoreclosing duty used. The
number of phases involved in a short-circuit on a OH line
is depicted in fig. 6. It can be seen that for the lower
voltages, 70% of the faults are single-phase faults,
20% two-phase faults and 10% three-phase faults. For
the higher voltages, 90% of the cases are singlephase
faults. The percentage of succesful autoreclosing
operations is high, as can be seen in fig. 7: 80% of the
faults disappear after an OC (open-close) operation;
another 5% disappears after an O-CO-C operation and
about 15% of the faults is permanent.
< 100 kV 100-200kV 200-300kV 300-500kV 500-700kV
median value 10.5 4.7 2.3 2.0 1.2
90% value 17.3 8.3 4.8 3.3 4.2
Table 1 : Number of short-circuits per 100 km*years OH line [4]
Fig. 5: Number of short-circuits per 100 km*year OH line for a number of power utilities [5] by system voltage
Fig. 6: Number of phases involved in fault per voltage class[5]
Day 2 - Session V-A High Voltage
228
Magnitude of short-circuit current.
Now there is more information on occurrence and nature
of short-circuits, it is necessary for the estimation of
electrical arcing stresses to have information on
the magnitude of short-circuit current. This proved to
be far more difficult to quantify, since only few field
measurement data are available.
Three current values are important in this respect:
1. The rated short-circuit breaking current (Ir) of the
breaker installed;
2. The expected maximum short-circuit current (Ib)
(terminal fault current at the specific location of the
circuit breaker);
3. The actual short-circuit current (I). This is not a single
value, but it depends on the nature and location of the
fault, the impedance of the OH line, impedance of the
station etc.
In normal practice, I < I
b
< I
r
.
From the international survey [4,5] it was concluded
that the average expected (from short-circuit current
calculation) maximum possible short-circuit (in a terminal
fault situation) is 40 - 60% of the rated short-circuit
capacity of the circuit breaker. The 90-percentile is 70
- 80% of the rated short-circuit capacity of the circuit
breaker. From a few examples, it was concluded that the
average actual short-circuit current is around 20% of the
rated short-circuit breaking current of the circuit breaker.
The 90-percentile is 30-40% of the rated short-circuit
current of the circuit-breaker. These values are visualised
in fig. 8.
4. Electrical Arc Stress Estimation
In order to set up a proper test program to simulate the
electrical arcing stresses of circuit breakers during a
specified interval by a limited number of high-current
tests, IEC (the International Electrotechnical Commission)
set up a working group (WG 29) that evaluated the
results of the international survey as shown above. This
led to the IEC Technical Report 62271-310 [6] in 2004,
in which such a test program is specified. The aim of
this test program is to assign (when passed) so-called
class E2 of electrical endurance to circuit breakers,
meaning: a circuit breaker designed so as not to require
maintenance of the interrupting parts of the main circuit
during its expected operating life [of 25 years] and only
minimal maintenance of its other parts. Expected
operating life in this definition means a minimum period
of use without maintenance of the interrupting parts.
Normally the life expectancy of the design is higher.
Already before the publication of the IEC Technical Report
IEC 62271-310 wide spread criticism arose of the way on
how data was evaluated statistically, causing the test-
program to be too severe and not reflecting service
practice. Therefore CIGRE decided to set-up a task force
(TF A3.01) to review this evalation completely.
Calculation method
TF A3.01 choose to set up a completely new approach
in order to estimate the electrical stress based on the
CIGRE world-wide fault- and network statistics. The
idea is to computer-generate faults (in a Monte Carlo
method) that have the same frequency of occurrence,
same distribution of 1-phase, 2-phase and 3-phase faults,
same fault persistence (O-C or O-CO-C or O-CO-CO), and
same share of stressing the phases as prescribed by the
statistics collected by CIGRE WG 13.08. For details see [7].
These faults occur at randomly choosen locations on
the OH line in a power system consisting of:
q stations, having the same statistical distribution of
Fig. 8: Ranges of actual short-circuit currents (I) and expectec maximum
possible currents (I
b
) as percentage of rated short-circuit breaking
current (I
r
) [5]
Fig. 7: Fault removal rate by switching ooperation per voltage class [5]
SWICON 2008 Papers
229
relative terminal fault current (maximum possible
terminal fault current at the specific location / rated
short-circuit breaking current) and all the other
characteristics as collected by CIGRE WG 13.08 and
others;
q overhead lines having the characteristics (statistical
distribution of direct- and zero sequence impedances,
length) as collected by CIGRE WG 13.08 and others.
Practically, this implies the construction of adequate
distribution functions that fit optimally to the field data
of the relevant quantities.
For the fault density and the overhead line length, two-
dimensional Weibull distribution functions have been
adopted because sufficient separate datapoints are
available from the 16 utilities that participated in the
WG 13.08 enquiry. For the impedances of station and
lines, Gaussian distribution functions were used.
Then, with dices, having a gaussian or Weibull weight
appropriate to the distribution function of the system
parameters (line length and - impedances, source
power), a power subsystem is defined.
Next, a fault is generated in this system randomly on the
line, and with the appropriate dice (Gaussian, Weibull
or uniform) the type of fault, persistence and phases
stress is determined.
(a reference value to 60% of the rated short-circuit
breaking current has been chosen because of the rarity
of 100% short-circuit current in service).
Some results are shown in fig. 9, showing the statistical
distribution of the number of faults per breaker. It is
concluded that 50% of breakers have to interrupt less
than 30 faults in 25 years, and that 90% of the breakers
have to interrupt less than 110 faults in 25 years.
This fault generating procedure is repeated on the same
system a number of times covering a period of 25 years.
The sum of all the equivalent 60% current fractions is
then the electrical stress, expressed in number of 60%
current stress, for a particular circuit breaker in this 25
year period.
This procedure is repeated for many (order 100,000)
other subsystems. Thus, a distribution of number of
r
r
r
r
I I for
I
I
f I I for
I
I
f 35 . 0 38 . 2 ; 35 . 0 35 . 9
7 . 1
60
3
60
(
(
,
\
,
,
(
j
<
(
(
,
\
,
,
(
j
Fig. 9 : Distribution of estimated number of faul ts/circuit breake
from Monte Carlo study involving 100,000 circuit breakers during
25 vears.
Fig. 10 : Calculation of Fault current distribution due to faults on
overheadlines
Fig. 10 : Calculative distribution of fault currents on line and short-
circuit current value in station (terminal fault)
Thus, a fault current (I) is calculated, that is translated
to an equivalent fraction (f
60
) of the 60% current (0.6I
r
)
stress with the following empirically determined
equation [8]:
Day 2 - Session V-A High Voltage
230
equivalent 60% stress arises. The 90-percentile of this
distribution is thought to be the 90-percentile of the
arcing stress that breakers have to cope with.
In fig. 10, the distribution of fault current level is given
for a typical 40 kA breaker installed in a 245 kV system.
As can be seen the result confirms (by definition!) the
field-observation that actual interrupted currents are
far lower than the installed breaker can interrupt. Also,
the calculated maximum station short-circuit current is
much high than the actual fault current, due to damping
of the OH line length.
Results and value of the Monte Carlo statistical analysis
have been verified with the help of recent Japanese
survey that supplied detailed values of actual short-
circuit current in 300- and 550 kV systems [9].
5. Electrical Endurance Testing
Based on the results, summarized above, the electrical
endurance test-program, as laid down in IEC 62271-310
[6] is thought to be too severe, and an IEC maintenance
team (MT40) has now proposed a test-program of
significantly reduced severity that is thought to match
service conditions better. This is outlined in table 2
(second row), where an equivalent number of short-
circuit current tests with 60% of the rated short-circuit
breaking current of the breaker is proposed.
Also entered is the original test-program (third row), that
is subject to discussion.
In the IEEE standard on circuit breakers IEEE Std.C37.04
[10], the term electrical endurance is not mentioned,
nor is there a test program to verify electrical endurance
beyond the standard type test.
However, part of the standard IEEE type test is
the requirement which at least is aimed to show
performance of the breaker after a certain degradation
due to repeated high-current interruption:
The circuit breaker shall be capable of the following
interrupting performance: Between its rated continuous
current and 85% of its required asymmetrical interrupting
capability, a number of operations in which the sum
of the currents is a minimum of 800% of the required
asymmetrical interrupting capability of the circuit
breakers at its operating voltage (Clause 5.8.2.5).
Due to the free choice of how to reach the summed
800% current value, these electrical stresses cannot
easily be compared with the IEC requirements, but
generally for the lighter breakers (25 kA and below) the
IEC requirements are more severe than IEEE, whereas
for the heavier breakers (31.5 kA and above) the IEEE
requirement is probably more severe.
In addition to the tests as outlined above that simulate
degradation, IEC describes a series of acceptance tests,
in order to verify that after degradation (wear phase),
the breaker is still capable to fulfil some of its basic
switching duties: normal load switching, unloaded OH
line switching and reduced fault current interruption.
6. Summary and Conclusions
The arc inside a high-voltage circuit breaker has a
detrimental effect on the contact system through loss
of (synthetic) nozzle material, loss of (metallic) arcing
contact material and through gas pollution.
This contribution tries to quantify the accumulated
arcing stress during a 25 year period of operation. The
aim is to designing a suitable test program to verify
endurance of this accumulated arcing stress: electrical
endurance. With such parameters in hand, users can
identify situations in which breakers are expected to
endure lifetime stresses beyond the standard limits of
electrical arcing stresses.
Data from an international study on faults in high-voltage
networks yield information on network characteristics
(line length, impedance), fault occurrence (how often) and
fault characteristics (how many phases take part? How
long does the fault last?). It is concluded that as a median
value, depending on the system voltage, between 11 (<
100 kV) and 1 (> 500 kV) short-circuits occur per year
per 100 km of overhead line. Local variations, however,
can be quite large. The vast majority of these faults are
single-phase faults (especially at the higher voltages)
and they disappear mostly after a single OC operation.
Breakers normally interrupt current that are far below
their specified capability: it was surveyed that
theoretically maximum possible currents in the station
are only around 50% of the breakers capability and
that the vast majority of actually observed short-circuit
currents is even smaller (10 - 20% of the rated short-
circuit current breaking capability of breakers).
rated s hort-circ uit brea king cur rent (kA) 20 25 31.5 40 50 63 80
new pr oposal in revision of IEC 62271-310 18 15 12 10 8 7 5
present IEC 62271-310 test-pr ogram 21 21 21 21 15 10 7
Table 2: Proposed number of 60% curre nt( 0.6I
r
) tests to si mulate degradation due to arc ing i n a 2 5 year per iod
SWICON 2008 Papers
231
In order to quantify the magnitude of the fault current
and the accumulated stresses during 25 years of service,
a computer program based on statistics has been
developed that simulates faults in networks having the
same characteristics as surveyed.
From this, it is concluded that - depending on the rated
short-circuit current of the breaker - 90% of the breakers
face an accumulated 25 year of arcing stress lower than
a given equivalent number of interruptions at 60% of full
rated short-circuit current. This number varies from 21
(for 20 kA breakers) to 7 (for 80 kA breakers).
Based on the findings above, IEC is in the process of
revising its standard for electrical endurance testing,
and a major modification is proposed, making the test
program less severe.
7. REFERENCES
[1] Smeets R.P.P., Kertsz V, Nishiwaki S., Koshizuka T., Suzuki K., Short-
Line Fault Interruption Assessment of High-Voltage Circuit Breakers
by Means of Current Zero Analysis, CIGRE A3 Colloquium, 2003.
[2] Jeanjean R., Salzard C., Migaud P., Electrical Endurance Tests for
HV Circuit-Breakers, IEEE Winter Meeting, 2002.
[3] Osawa N., Yoshioka Y., Analysis of Nozzle Ablation Characteristics
of Gas Circuit Breakers, IEEE T&D Conference Asia Pacific, 2003.
[4] Janssen A.L.J., Yamagata Y., Lanz W., Aldrovandi G., Degen W.,
Studies on Life Management of Circuit-Breakers, paper 13-204,
CIGRE Conference 1998
[5] CIGRE WG 13.08: Life Management of Circuit-Breakers, CIGRE
Technical Brochure 165, 2000. [6] IEC TR 62271-310: Electrical
Endurance Testing for Circuit-breakers of Rated Voltage 72.5 kV
and Above, April 2004.
[7] CIGRE Taskforce A3.01, Statistical Analysis of Electrical Stresses
on High-Voltage Circuit-Breakers in Service, Electra, June 2005.
[8] Pons A, Sabot A, G. Babusci, Electrical Endurance and Reliability
of Circuit Breakers, Common Experience and Practice of two Utili-
ties, IEEE Trans. on Pow. Del., vol. 8, no. 1, Jan. 1993.
[9] Smeets R.P.P., Ito H., Electrical Endurance of Circuit Breakers in
Service, CIGRE A3/B3 Colloquium, paper 102, Tokyo, 2005.
[10] IEEE Std C37-04, IEEE Standard Rating Structure for AC High-Voltage
Circuit Breakers, 1999.
Day 2 - Session V-A High Voltage
232
Traveling Wave Reflections
for Adaptive Auto Re-closing
W. Z. Gandhare, V. D. Sadegaonkar
Rsearch scholar
Government College of Engineering, Aurangabad
Abstract:
Adaptive Autoreclosing is an established measure for
improving Power System Stability. The vital issue during
the process of Autoreclosing is to ensure that line
should not be re-closed on enduring fault. This paper
presents a new technique of sensing the reflection and
refraction of traveling waves so as to take a decision
whether fault is cleared before reclosing or not.
Performing simulations of lines to be reclosed to derive
the traveling wave fundamental components with the
reflected components leads to a new decision tree. The
frequency of sensing the number of arrival of waves
at each terminal is found to be high in case of enduring
fault due to continuous reflections and refractions. The
number of reflections and refractions reduce to very
large extent and remain constant when fault is cleared as
compared to fault enduring process. The reflections and
refractions lead to a chain reaction. Decision algorithm
is developed to incorporate this feature in relay to
develop a new relay for taking decision to reclose the
circuit Breaker or not.
Key Words: Adaptive Reclosing, Traveling Waves,
Reflections and Refractions
NOMENCLATURE
SPAR - Single Pole Auto Reclosure
CB - Circuit Breaker
TW - Traveling Wave
SI - Surge Impedance
RFL - Reflection RFR - Refraction
I. Introduction
The adaptive autoreclosing based on single phase
switching has got benefits of improving transient stability,
reliability and reduction in switching over voltages with
torsional oscillations of shafts of generators. Ninety
three percent of faults are found to be L-G type and
transient nature [1]. Most of the autoreclosing schemes
adopt scheme of fixed time reclosure and retrip if there
is a permanent fault in absence of knowledge or nature
of fault. Research has found this to be inadequate due
to severe stress on closing breaker, bus and Generator.
Conventional SPAR uses a fixed dead time, following
Circuit Breaker Opening, after which the circuit breaker
reclosure, is initiated. Adaptive SPAR is used with various
advantages like High Speed Reclose, optimum moment,
arc extinction, Backup, Control Logic and no reclosing on
Permanent faults [2].
A Numerical Multipurpose Algorithm is developed
using least square errors technique [3]. Realistic arc
models are developed for identifying whether a fault
is of transients nature or permanent nature by digital
simulation [4]. Adaptive Reclosing has also been derived
to reduce high torques on Turbine - Generator System
and improve Stability [5]. A Carrier based scheme to
distinguish between transient faults and permanent
faults is developed using method of mode components
[6].
Apart from above Schemes it is found that the transient
phenomenon of traveling waves can be effectively
used to predict the behavior of fault during transient
conditions so as to decide whether fault has been
extinguished before autoreclosure on the particular
faulty phase. A Scheme has been defined to utilize the
features of traveling waves to detect fault presence and
distance with other fault information [7]. Traveling waves
can be used for ultra high speed relaying with one cycle
fault clearance. Initial current traveling waves can be
analyzed by using wavelets to take the crucial decision
of reclosing time. A multi-resolution morphological
SWICON 2008 Papers
233
gradient method is developed to extract transients
during fault and find out location of fault [8].
Transient Phenomenon During Earth Fault:
1. When sudden change like line fault occurs on the
line the required redistribution of energy in the
electromagnetic field is initiated at the point of change
i.e. fault, the line inductance and mainly capacitance
respond to the change which initiate transient high
velocity and high frequency waves called as traveling
waves. The Speed is observed to be nearly equal to
velocity of light.
2. The long lines cannot be treated as pie or tee models
but they are to be treated as distributed parameter
lines.
3. The Power frequency voltage at the fault point collapses
and a wave with magnitude equal and opposite to
power frequency voltage travels to both ends with high
frequency components. kV Milliseconds
-
V
L
I
(1)
x
=
t
-
I
C
V
(2)
x
=
t
DAlemberts solution
V (x, t) = F1 ( x - gt ) + G2 ( x + gt )
V - Voltage
X - Distance traveled
g - 1/l c
Modeling of the equation leading to simulation in time
domain form gives traveling waves in transient form.
II.Numerical Simulations
Figure 3: Traveling Wave Recorded on CRO for L-G fault The general
equation from a distributed line
Figure 4: Generation of Traveling Waves due to Fault
Figure 1: Practically Recorded Voltage Collapse Phenomenon Leading
to Traveling waves.
Figure 2: Scheme of Measurement Using Transient Recorder
Day 2 - Session V-A High Voltage
234
Figure 4 shows a midway fault between two generators
on line. The electromagnetic waves emanate from fault
point and travel to ends at velocity
= 1 /l c
Following parameters are derived from modeling and
simulation at relay point by using the D Alemberts
solution:
1. Peak Values of Voltages and currents
2. Frequency
3. Velocity
4. Attenuation after refraction and reflection
5. Number of reflections per unit time with time unit
predefined.
According to linear theory fault can be visualized as a
source of Energy [8]. This source of energy generates
fault waves in form of traveling waves, hence only time
of fault inception and resistance of line ground decide
amplitude and polarity of traveling waves.
When system is without faults, there are no transient
processes and no traveling waves and they can be detected
as they appear. If traveling waves exist, protective relays
sense fault and trip due to fault on line.
Simulation Results based on D Alemberts
theory: -
The Waveform in Figure 6 shows sinusoidal oscillating
wave superimposed with a decaying component and a
cosine wave. The time period is long as compared to
waves at shorter distances because of change in time
constant.
Figure 5: Reflections and Refractions at a Busbar
Figure 6: Distance of Fault 168 km From Relay End Figure 8: Wave Shape When Fault at 2km
Figure 7: L - G Fault at168/228.4km Complete Wave Form up to Decay
With all Possible Envelopes of High Frequency Wave.
The various waveforms indicate that frequency for the
oscillating component depends upon parameters of line
and source parameters. Frequency can be measured by
demodulating the signals. The frequency is observed to
be of order of few hundred Hertz to few tens of kHz. The
frequency depends upon distance of fault from relay
location point and vice versa.
SWICON 2008 Papers
235
III. Analysis of Results
The Bewleys lattice diagram
When traveling wave on a line reaches a transition point
at which there is an abrupt change in circuit constants,
open circuit or short circuit, junction, machine winding,
part of the wave is reflected and part is refracted.
The voltage at transition point may be zero to double
the magnitude of wave depending upon terminal
characteristics. These waves are formed as per
Kirchoffs laws and they follow differential equations of
line. In many important problems it is necessary to
consider reflections of traveling waves. It is difficult to
keep a track of multiplicity of these waves and hence a
lattice or time and space/distance diagram has been
devised by Bewley is used which shows time space
positions of the waves.
Fault created reflections and refractions can be
summarized as follows
1. Traveling waves of high frequency are initiated from
fault point
2. These waves travel to far ends of lines
3. Waves are reflected back from junction point of lines
because the impedance of equipments ahead does
not match with surge impedance
4. Reflected wave encounters a break at point of fault and
suffer reflection and refraction. This process goes on
until the waves become feeble and die out.
Distance
Figure 10: The waveform shows one oscillation and decay compo-
nent
Figure11: Lattice Before Fault Removal
Figure 12: Lattice After Fault is Removed
Figure 9: The Wave Shapes in Form of Readable Pulses
Following Observations can be summarized from the
Bewleys lattice diagram
1. As the reflections and refractions continue across ends
of line and waves are reflected and refracted through
the fault point the number of signals arriving at any of
the two ends increase.
2. If time is divided in suitable blocks depending upon
the time required for reflection of waves to reach ends
Day 2 - Session V-A High Voltage
236
and removal of fault at a particular instant of time is
imagined, then it can be deduced that number of
signals per unit of time arriving at any particular end is
higher before removal of fault as compared to signals
after fault.
3. The most important reason for this is reduction in
reflected and refracted waves from point of fault
after it vanishes leading to sensing lesser number
i.e. 8 instead of 12. 4. By using calculations of point
number
4, a decision can be taken to reclose the breaker or not.
5. The time required to travel one end of line for a traveling
of traveling wave incidents.
6. By using the phenomenon the fault information can
be used to judge the exact moment of removal of fault
by continuously measuring number of arriving signals.
As soon as the number of signals show tendency
of reduction, it can be fairly concluded that fault is
removed.
7 . If number of signals is not reduced, fault can be regarded
to be persistent and reclosure is not possible.
The Decision tree
A new concept of decision tree gives accurate and quick
results for judging extinction of fault Inception of fault
Traveling Waves Initiation
5. Breaker re-closed. 6. Following numerical observations
are found
l The traveling wave tree propagates in proportion of
successive increasing cumulative powers of two i.e. 2
n
where n is number of cycle.
l The progression flattens at the point of removal of fault
and numbers of reflections remain constant as per last
figure.
Figure 13: The Decision tree for issuing tripping command to Breaker
The phenomenon after fault removal is summarized as
follows
1. Fault removed
2. Refractions due to fault disappear
3. Reflections of refracted waves disappear
4. Reflections per unit time at relay end reduced
Figure 14: Number of Progressive Reflections; Fault On.
Figure 15: Fault Cleared, Reflections Remain constant
The traveling waves undergo reflections and refractions,
when fault disappears the refraction due to it disappear
leading to reduction in traveling wave refractions and
reflections per unit time predefined before design of
new relay.
IV. Logic
Measure Number ofSignals
Not increasing progressively
SWICON 2008 Papers
237
Issue ON command
Increasing Progressively Do not issue ON command to
Circuit Breaker
6. Fast degradation takes place and slow degradation
when fault cleared and not cleared respectively.
Significance:
1. If fault is extinguishes, number of reflections and
number of arriving signals at ends flatten to a
considerable extent. This feature can be used by
a preset relay to calculate frequency of number of
arriving signals and logic can be developed to activate
relay.
2. The decision in above case is taken very fast because
it does not require a channel and waves travel at light
velocity.
REFERENCES
1. IEEE power System Relaying working Group,Single Phase tripping
and Autoreclosing of Lines, IEEE committee report, Vol. 7 , pp, 1
to 6.
2. Baohui H. Zang, Yachun C. Yaun, Zhe Chen Computation of Optimal
Reclosure Time for Transmission Lines, IEEE transaction on Power
systems vol. 7, pp, 1-8.
3. D. S. Fitton, I. P. gardiner, Neural network based single pole au-
toreclosure relay, IEEE Colloquium, pp, 1-4.
4. Z. M. Radozevic, V. V. Terzila, M.B. Djurid, Multipurpose Overhead
Lines Protection IEEE Transactions on Power delivery, 1999, pp,
1-7.
5. R. K. Aggarwal, Y. H. Song, A.T. Johns, Adaptive Autoreclosure
scheme Based on designing and Identifying Fault Induced Voltage
Waveform patterns IEEE Power tech conference, Athens, 1993,
pp, 1-7.
6. A. M. Al Serafi, S. O. Farid, Effect of Adaptive reclosing on Turbine
Generator, Shaft Torsional torques IEEE Transactions on Power
systems , Vol. 9, pp, 121-129.
7. Huang quing, Li Yongli, Li Bin, A new Adaptive Autoreclosure
scheme to Distinguish Transient Faults from Permanent Fault IEEE
Transactions on Power delivery, pp, 1-9.
8. Shaohuo Jiao, Ziquan Bo, Wan shun Liu, Qixun Yang, New Basic
Principles to Detect Faults During Power swings, IEEE Transactions
on Power Delivery, vol. 72 pp, 515-518.
Authors:-
1. W. Z. Gandhare, Ph. D. (Electrical), F. I .E, Principal
Government College of Engineering, Aurangabad.
Research areas are High Voltage motor switching
and Wind power Quality. He is Ph.D. Guide for Shivaji
University, Kolhapur, Nagpur University, Nagpur and
Dr.B.A.M.U., Aurangabad. He has published thirty four
papers in various international, national conferences
and journals.
2. Vilas D. Sadegaonkar, M. E. (EPS), LL.B., D.T.L., D.C.A.,
LL.M., B.M.C.J., Research Scholar in Electrical Power
Systems. He is working as Assistant Engineer at 400 kV
Receiving Station, Waluj, Aurangabad in MSETCL, India.
He has published seven research contributory papers in
two international and five in national conferences. Out
of these, one was published at IEEE conference abroad.
E-mail vilassadegaonkar@yahoo.co.in
Figure 16: Logic Diagram
V. Conclusions
1. High frequency traveling wave protection can be
realized without any dedicated channel. The arriving
traveling wave contains abundant information about
fault, which can be deciphered and used.
2. Fault resistance does not affect traveling wave
protection.
3. Removal of fault before closing the Circuit Breaker
is related to continuing same number reflections
instead of continually increasing numbers before fault
extinction. signals. This, in turn flattens the frequency
of number of arriving signals and the same feature can
be used to sense whether fault has been extinguished
or not. Time period for a distance of 300km is 1
millisecond hence the decision can be taken to the
fastest extent. This is an improvement over earlier
referred reclosure schemes.
4. The number of traveling wave signals arriving per unit
of time can be sensed through a relay element so that
decision whether a fault is extinguished or not can be
taken, this principle is derived.
5. Traveling Wave protection is immune to C.T. Saturation.
Time period between receipt of signals is less when fault
persists and high after fault has been extinguished.
IV. LOGIC
Measure
Number of
Signals
Not increasing
progressively
Issue
ON
command
Increasing
Progressively
Do not issue ON command to
Circuit Breaker
Day 2 - Session V-A High Voltage
238
Effect of Oil Temperature on Time-current
Characteristics of Oil Immersed
Expulsion Type Fuse Used for CSP
Transformers
Nayan Shah, Dr. Jashavant J Patel
ABB Ltd., Maneja, Vadodara, India
Abstract
The Completely Self Protection (CSP) concept is widely
applied to distribution transformers having one low
voltage winding (440V or 230V) and power rating up
to 75-100kVA. This concept protects the transformer
from internal as well as secondary side faults (low
voltage side), lighting and overloads, by providing oil
immersed expulsion type fuse on high voltage side of
the transformer. Proper selection of expulsion type
fuse is important from the point of safety, reliability
and efficiency of distribution transformer. This paper
discusses about the behaviour of variation in time-
current characteristics for oil immersed expulsion fuse
with change in oil temperature. Fuse de-rating curves
are available for fuses, which are used in air; however
no guidelines are available for fuses which are intended
to be used in oil. Generally manufacturers specify the
characteristics at 25C. Various experiments were
performed on different makes of oil immersed expulsion
fuses to study the behaviour of their fusing with respect
to different oil temperature, and a typical behaviour
was established. A failure in fusing of an oil immersed
expulsion fuse installed in distribution transformer in
one of the installation leads to this type of detailed
investigation.
Introduction
High voltage oil immersed expulsion type fuse being
simple and economical are provided on high voltage
side of the distribution transformers of moderate or
less power to protect the transformer from damage
due to, long time overloads by removing transformer
from service after a severe overload of significant
time duration and also to disconnect itself from the
system in the event of internal faults. The primary fuse
of a distribution transformer should maintain proper
coordination with upstream protection devices, such as
other fuses, reclosers, or relayed circuit breakers. This
requires that fuse installed inside the transformer should
operate when required giving adequate protection.
Selection of Fuse
Lets brief few points, which are taken into consideration
before selecting expulsion, type fuses to protect
transformers:
l Continuous rating of fuse must be large enough to
withstand transformer inrush current, as well as to
withstand transformer overloading and emergency
operation.
l Fuse must protect the system on the line side of the
transformer from effects of short circuits on load side
of the transformer.
l Fuses must coordinate with transformer secondary
protection.
l Voltage rating of the fuse should be equal to or greater
than the maximum voltage expected in the system.
l Fuses must protect against core/winding faults.
Factors Affecting Operation of Expulsion Fuse
Once fuse has been selected properly it doesnt mean
that it gives 100% desired protection. The biggest
factor that can lead to malfunctioning of fusing is the
temperature surrounding the fuse. For oil immersed
expulsion fuses, oil temperature is one of the factors,
which play an important role in deciding fusing time. One
can counter argue this statement saying that normal
working temperature of oil in transformer is somewhere
around 50C to 65C. However the temperature of oil at
the time of switching on after a long halt or shutdown
is near to atmospheric condition (during cold load
SWICON 2008 Papers
239
condition). This temperature depends on geographical
location of the installation, and can be lower than
10C. This low temperature drastically affects the
Time-Current characteristics of the fuse, and can cause
havoc on distribution system. General practice is to
apply Derating Factor during selection of fuse to take
care of the atmospheric conditions. These factors are
suitable where the medium is air, but not for oil medium.
In case of oil immersed expulsion fuse, with change
in oil temperature parameters related fluid dynamics
equations changes drastically. Also Derating Factors are
helpful for the cases where your working temperature is
going to remain fixed or with a small variation. However
if the oil temperature, changes considerably it is
obvious that these chances will affect the Time-Current
characteristics. The severity of this can be explained by
the following case:
A 6.6kV/0.240kV 1-, 25kVA 4.5% impedance pole mounted
CSP type transformer was installed on the newly build
distribution system. The system was in un-energized
condition for more than 5 months after installation. This
system was energized during winter season, when the
ambient was around 7C, however immediately after
energizing heavy short circuit happened on the secondary
side near to the terminals, damaging the transformer.
Despite having internal breaker and fuse for protection,
transformer was not protected and got damaged. On
investigation it was observed that circuit breaker installed
on secondary side of the transformer failed to operate
due to mechanical problem, however fuse installed on
the primary side, should have operated. After theoretical
calculations, primary fault current was estimated to be
around 93Amps. At such high current on the primary side
fuse must have given adequate protection by fusing,
but it failed to do so. Why? As per the Time-Current
Characteristics of the fuse (with reference oil temperature
of 25C), the installed fuse on the transformer should have
fussed within 2.7sec. After further investigation and series
of experiments it was found that due to low temperature
of oil, fuse failed to clear. The fuse would have operated
satisfactorily if the fault would have occurred after few
hours of operation by which time transformer oil would
have had higher temperature due to load. Sections below
describe the behaviour of Time-Current characteristics
with respect to different oil temperature for three different
makes of fuses.
Experimental Results
Experiments were carried out on three different
makes of fuses in order to establish behaviour of Time-
Current characteristics at different oil temperatures.
All these three makes were having minor differences in
construction. Make A & B have hollow cylindrical tube
as an enclosure open from both the ends. Whereas
make C also has cylindrical tube as an enclosure with
both the ends closed. For all the three makes, fusing
element was located inside the cylindrical tube.
Following points were considered during experiments:
l The fuse of different makes were selected such that
there Time-Current characteristics are same at ambient
of 25C.
l It was decided to establish the characteristics for oil
temperature from 10C to 60C, in steps of 10C.
l Variation in current was limited to 2% during
experiment.
l Average of 10 readings were taken for each set of
experiment
Make A
The ratings of make A fuses are as follows:
Voltage Rating: 11kV
Nominal Current Rating: 11A
Time Current Characteristics of Make "B"
0
2
4
6
8
10
12
14
16
18
20
55 65 75 85 95 105 115 125 135
Current (Amps)
Time (Sec)
10 Deg
20 Deg
30 Deg
40 Deg
50 Deg
60 Deg
Figure 2 Time-Current Characteristics of Make B fuses at different
Temperatures
Time Current Characteristics of Make "A"
0
2
4
6
8
10
12
14
16
18
20
22
24
55 65 75 85 95 105 115 125 135
Current (Amps)
Time (Sec)
10 Deg
25 Deg
30 Deg
50 Deg
60 Deg
40 Deg
Figure 1 Time-Current Characteristics of Make A fuses at different
Temperatures
Make B
The ratings of make B fuses are as follows:
Voltage Rating: 6.6kV
Nominal Current Rating: 19A
Day 2 - Session V-A High Voltage
240
Make C
The ratings of make C fuses are as follows:
Voltage Rating: 12kV
Nominal Current Rating: 17A
Make A
Figure 4 Variation of Total Clearing Time for Make A fuses at differ-
ent temperatures
Thus looking at the practical behaviour it can be
been seen that any coordination done on the system
considering the IT-Characteristics provided by the
manufacturer, and operating oil temperature not taken
into consideration can lead to nuisance behavior of
protection.
Theoretical variation of this curve is shown in Figure 5.
Time Current Characteristics of Make "C"
0
2
4
6
8
10
12
14
16
18
20
55 65 75 85 95 105 115 125 135
Current (Amps)
Time (Sec)
10 Deg
20 Deg
30 Deg
40 Deg
50 Deg
60 Deg
Variation of Total Clearing Time At Different Oil Temperature Taking 25C as
Reference For Make 'A'
0
20
40
60
80
100
120
140
160
5 15 25 35 45 55 65
Oil Temperature in Deg Cel
% Total Clearing Time Taking 25C as
Reference
530% of Irated (W)
640% of Irated (X)
830% of Irated (Y)
1080% of Irated (Z)
Figure 3 Time-Current Characteristics of Make C fuses at different
Temperatures
A wide variation is observed for all the three Time-Current
Characteristics for lower values of oil temperature and
lower value of current. However even more effective way
of representing these characteristics is by comparing
them with respect to some reference. The next section
describes this in detail.
Analysis
Analysis was carried out for four different current
values; these currents are further referred as W, X,
Y and Z amps. The analysis describes that how much
more or less time a fuse will take in fusing at a particular
ampere at different oil temperatures taking 25C as
reference. This reference curve is the curve defined
by manufacturer. Also an attempt was made to make
a mathematical model of fuse for all three different
makes and compare the results. Developing the most
accurate model for oil immersed expulsion fuse is a
difficult task as it involves lots of parameters. Hence the
time obtained from theoretical model is limited with an
error within 15-20%.
Interpretation of curve: For example for type A if the
fuse takes N seconds to melt at 640% of rated current
when surrounding oil temperature is 25C, then at 40C
oil temperature it will take 0.58 x N seconds as shown in
Figure 4.
From the curve shown in Figure 4, it can be seen that
with increase in oil temperature and also with increase
in current, the variation in fusing time is not linear for
all the sets. The fusing time increases considerably for
530% and 640% at lower temperatures compare to
reference temperature. Same trend can also be seen for
higher current ratings and higher oil temperatures.
Variation of Total Clearing Time At Different Oil Temperature Taking 25C
as Reference for Make 'A'
85
90
95
100
105
110
115
0 10 20 30 40 50 60 70
Oil Temperature in Deg Cel
% Total Clearing Time Taking 25C as
Reference
Make B
Fuse of Make B was employed in the distribution
transformer, which was described at the starting of this
paper.
Comparing this graph with the graph of Make A for
higher values of current variation is much more with
change in temperature. This fuse takes approximately
30% more time to fuse at 10C and 54% less time at
60C for Z current. Such type of behaviour of fuse is
very harmful from protection point.
Figure 5 Theoretical variation of Total Clearing Time for Make A fuses
at different temperatures
SWICON 2008 Papers
241
Figure 7 Theoretical variation of Total Clearing Time for Make B fuses
at different temperatures
Variation of Total Clearing Time At Different Oil Temperature Taking 25C
as Reference For Make 'B'
0
20
40
60
80
100
120
140
5 15 25 35 45 55 65
Oil Temperature in Deg Cel
% Total Clearing Time Taking 25C as
Reference
530% of Irated (W)
640% of Irated (X)
1080% of Irated (Z)
830% of Irated (Y)
Variation of Total Clearing Time At Different Oil Temperature Taking 25C as
Reference for Make 'B'
85
90
95
100
105
110
115
0 10 20 30 40 50 60 70
Oil Temperature in Deg Cel
% Total Clearing Time Taking 25C as
Reference
necessary that one should take into consideration the
behavior of fuse at different temperatures. Utilities
should study the Time-Current characteristics at
different oil temperatures before selecting the fuse. On
the other hand manufacturers should also provide Time-
Current characteristics at few different temperatures. It
would be of great help if apart from the characteristics,
manufacturer can provide mathematical equation
indicating Time-Current characteristics depending upon
temperature.
REFERENCES
[1] A Wright & P N Newberry, A Book on Electical Fuses
[2] B.Kacprzak & A.Hyrczak, Service Experience of New High-Voltage
Expulsion Fuses at Rural Outdoor Networks, CIRED 1989.
Figure 6 Variation of Total Clearing Time for Make B fuses at different
temperatures
Figure 8 Variation of Total Clearing Time for Make C fuses at differ-
ent temperatures
Variation of Total Clearing Time At Different Oil Temperature Taking 25C
as Reference For Make 'C'
0
20
40
60
80
100
120
140
160
5 15 25 35 45 55 65
Oil Temperature in Deg Cel
% Total Clearing Time Taking 25C as
Reference
1080% of Irated (Z)
530% of Irated (W)
830% of Irated (Y)
640% of Irated (X)
Theoretical variation of curve for Make B is shown in
Figure 7. The values obtained for Make B are almost
equal to that of Make A.
Make C
Figure 8 indicates the behaviour of fuse for Make C,
this sets of curve is even worse than previous two sets.
The construction of this fuse being much more complex
from the previous two makes hence it was not possible
to make mathematical model for this fuse at this stage.
Conclusions
Wide variation in fusing time was observed with change
in oil temperature for all makes of oil immersed expulsion
fuse. From the theoretical model it was seen that due to
complex thermodynamic behaviour it is not possible to
get linear variation with respect to oil temperatures for
all current values. However while selecting oil immersed
fuse or making proper coordination for system, it is very
Day 2 - Session V-A High Voltage
242
Evaluation of Gas Insulated Disconnector
Switch for Bus Charging and
Bus Transfer Currents
Dr. M. Mohana Rao, Dr. H.S. Jain
BHEL Corporate R&D Division, Vikasnagar,
Hyderabad - 500 093
D.K. Dikshit
BHEL, Piplani, Bhopal - 462022
Synopsis
During switching of capacitive currents (like, bus
charging) Very Fast Transient Over-voltages (VFTOs) are
common to SF6 gas insulated Disconnector Switches
(DS). Intense VFTOs may result in peak voltage close to
basic insulation level (BIL) of the connected equipment,
leading to progressive deterioration and ultimate
breakdown in very high voltage systems. At the same
time, arcing during switching of bus transfer currents, by
the DS, is considered as a source of substantial amount
of decomposed products. This contamination may
result in significant reduction in insulation strength of
the medium. In order to ensure reliability of the design,
it is essential to establish the DS for bus charging and
bus transfer current duties under most onerous service
conditions through suitable tests.
The tests, which have been discussed and analyzed as
part of this study, were performed on an indigenously
developed 145 kV gas insulated disconnector switch
as per IEC 62271-102. A detailed arrangement of the
disconnector switches (main and auxiliary) and guidelines
for conducting the above tests are also explained. The
behavior of DS during these evaluations is also reported
in the present paper. Finally the effects of different
design parameters on performance of the DS have
been analyzed.
Introduction
Disconnectors are employed in a system to interrupt /
make capacitive currents, in principle. When capacitive
current is interrupted, spark is formed, which shunts
the potentials on the two electrodes. When this spark
extinguishes, a few micro seconds later, results in
different potentials appear on the source side and the
load side of the disconnector switch [1].
Very fast transient over-voltages (VFTOs) are common
to disconnector switch (DS) operation and are result of
rapid dielectric breakdown under severe electrostatic
stresses experienced by the insulating media (SF6) for
relatively slow build-up of insulation gap in DS.
The voltage collapse across switching contacts takes
place in a time duration of 3-20 ns depending on system
voltage, electric field non-uniformity and gas density
[2]. The resultant microwave emission propagating
from switching contacts travels along the gas insulated
bus. The wave is reflected back from terminations and
modulates the principle wave in magnitude and time,
and is expressed as VFTOs. The wave-shape of these
transients, to a great extent, depends on configuration
of the gas insulated circuit and associated terminations
[1-3].
The number of VFTOs generated during a disconnector
switch operation is considerably high compared to the
other fast acting switches. The slow moving contact
sees many voltage peaks before the interruption as well
as the DS operation is complete. The operating speeds
of the moving contact and inter-electrode gap are the
vital parameters for a SF6 gas insulated disconnector
switch. When contacts of a disconnector switch
separate, several restrikes (voltage collapse) take place
causing transition of E-field distribution from axial to
radial direction. During a strike between the contacts,
some of the streamers which are extended from moving
contact to fixed contact divert towards the grounded
metallic enclosure. This recurrent phenomenon, at
times, leads to secondary breakdowns (arc-breakout)
to the grounded enclosure [4-5]. The VFTOs magnitude
near the disconnector switch contacts, during its
operation, can give rise to voltage multiplication as
high as three times depending on the observation
point, rated voltage, trapped voltage on load side of
SWICON 2008 Papers
243
the switch, substation configuration, non-uniform field
factor between the contacts etc. These intense VFTOs
exhibit the magnitude of the voltage close to basic
insulation levels (BIL) resulting in VFTO lead breakouts
in very high voltage systems.
Disconnector switches are primarily constituted by a
fixed contact, a moving contact and an inter-electrode
gap. A metallic grounded enclosure is used to contain
SF6 gas insulation at specified density. In general, the
system is designed for minimum average electrostatic
stress, without considering the impact of axial and
radial electrostatic field non-uniformities. Further, the
profile of contact system may affect the arcing period
significantly during capacitive and bus transfer current
interruption. In order to validate the design against such
service conditions, it is necessary to evaluate the DS for
bus charging and bus transfer current tests as per IEC.
In the present study, a gas insulated disconnector
switch has been designed by considering VFTO levels
and their effects. Detailed specifications of the design
are discussed in following sections. A secondary
breakdown-free gas insulated disconnector switch has
been designed, evaluated for bus charging and bus
transfer current tests. Finally, the effect of different
design parameters on the performance of DS is
analyzed.
Bus Charging Current
Bus charging current is the current expressed as steady
state rms value which a disconnector shall make or
break when energizing or de-energizing parts of bus
bar system or similar capacitive loads. The insulation
system shall withstand the transient voltage to ground
or Very fast transient over-voltage, which appears at the
first pre-strike during the closing operation. The DS shall
under go this test for establishing minimum and maximum
magnitude of VFTOs generated. To ensure reliable
performance and to prove a design, IEC specifies a bus
charging current test on DS spread over 50 Make-Break
operations under most onerous service conditions (i.e.,
1 p.u. on the source side and -1 p.u. on the load side bus
of the DS).
For reliable operation of the DS in service, it is important
that the design shall be optimized by considering the
phenomena of conversion of equipotential lines from
axial direction to radial direction during breaking / making
operation. Fig. 1 shows the phenomena of secondary
breakdown in disconnector switch chamber. To prevent
occurrence of such fault, the concentration of electric
field on the spark / arc shall be relieved to the maximum
extent. The parameters such as highest arc length,
dimensions of the shields and profiles of the contacts
shall be optimally designed to develop a secondary
breakdown-free DS for gas insulated substations (GIS).
Bus Transfer Current
Bus transfer voltage is the power frequency voltage
across the disconnector switch, which it shall be capable
of breaking or making at the rated bus transfer current.
Fig. 2 shows the current transfer circuit for the DS from
one bus to another. Multiple switching with bus transfer
Fig. 1 Secondary Breakdown in Gas insulated Disconnector switch.
currents increase contamination density and affects
seriously the properties of the gas (SF6) as well as solid
(epoxy) insulation. The generation of decomposed
products is hence related to the arcing duration,
arcing time is considered to be a critical parameter, for
controlling the performance of DS. To ensure reliable
performance and to prove a design, IEC specifies a bus
transfer current test on DS spread over 100 Make-Break
operations for 1600 A (or 80% of rated current of DS)
and at specified bus transfer voltage.
Fig. 2 Gas insulated disconnector switch under bus transfer current
duty.
VB = Bus Transfer Voltage
IB = Bus Transfer Current
DS1 and DS2 Disconnector switches
Z1 and Z2 impedance of gas insulated bus bar.
Day 2 - Session V-A High Voltage
244
Design and Development of 145 Kv Gas
Insulated Disconnector Switch
The fixed contact (FC) of the disconnector switch is
made of combination of a high conductivity material and
a low erosion refractory material tip held on a support
insulator with suitable adapter. The fixed contact is
covered by a fixed contact shield with designed axial
and annular space to control the axial field between the
fixed and moving contacts. The moving contact (MC) is
surrounded by a field controlling shield, when DS is in
fully open condition. The moving contact is located in
a separate housing called as MC housing. The closing
and opening operation of the DS is achieved by means
of a motor drive. The drive mechanism is coupled to the
moving contact though an insulating rod. The entire
contact system is insulated from the grounded metallic
enclosure with designed SF6 gas density. The moving
contact shield is separated from the fixed contact shield
by a distance D proportional to the system voltage and
the insulation strength. The profiles of the fixed contact
and the moving contact shields are designed in such a
way that the E-field around the contact system is close
to uniform. This criterion shall be met as long as the
DS is in fully open condition and is in closed condition.
Fig. 3 shows the gas insulated disconnector switch
designed and developed for the present study. The
following are some of the technical specifications of
this development:
1 System Voltage : 145 kV
2 Normal Current : 2000 A
3 Power frequency withstand voltage : 275 kV(rms)
4 Lightning Impulse withstand voltage : 650 kVp
5 Closing Time of the DS : < 12 sec
6 Opening Time of the DS : < 12 sec
7 Bus transfer current : 1600 A
Results and Discussion
Gas insulated disconnector (isolator) switch has been
subjected to Bus charging current test duty as per IEC
62271-102. The test set-up for the bus charging test
consists of the main disconnector (DT), the auxiliary
disconnector (DA) and gas insulated bus bar on either
side (9 meters on source side and 6 meters on load side)
including terminal bushing (refer Fig. 4). In this set-up,
auxiliary disconnector is used to charge the load side
bus of the main disconnector for required DC potential
(-130 kV i.e., 1.1 p.u.) as per standards. The source side
gas insulated bus of the disconnector is maintained
continuously at 92 kVac (rms) during the test. IEC
specifies that the disconnector shall
be evaluated under most onerous conditions with both
AC and DC voltage application. The prototype assembly
has been evaluated for its dielectric integrity at high
voltage laboratory for 650 kV impulse and 275 kV power
frequency withstand voltage. The test set-up is verified
for gas circuit integrity as well as mechanical operations
prior to the commencement of the actual testing.
DT : Disconnector under test
DA : Auxiliary Disconnector
Sensor 1 and 2 : VFTO sensors
BG : Gas-to-air Bushings
D1 and D2 are source and load side distances of DT. D2/D1
= 0.47
Fig. 4 Bus charging current test arrangement for Disconnector
switch.
The test shall be conducted from a remote location to
minimize exposure of the operating personnel from the
high frequency radiation. Fig. 5 shows the assembly
of disconnector switch for this evaluation. Prior to the
actual test, making operations have been performed
on the DS under test (DT) by keeping the auxiliary
DS (DA) in open condition. With this configuration,
power frequency voltage has been applied to the fixed
contact of the DT to check the circuit response to the
very fast transient (VFT) phenomena. The transient
recovery voltages (TRV) or very fast transient over-
Fig. 3 Three phase 145 kV Gas Insulated Disconnector switch under
study.
SWICON 2008 Papers
245
voltages (VFTO) generated during the disconnector
switch operation are measured using special high
frequency (HF) sensors. The source side capacitance is
tuned to achieve specified peak value of VFTO. Under
these conditions, power frequency and dc voltage
sources were connected on the source side of DT and
load side of the DA respectively. To perform the actual
test specified by IEC, both the voltages are increased by
keeping DT in open condition and DA in closed position.
Once required voltages have been established, dc
voltage source is disconnected by opening DA. At this
instant, the DS under test is closed and immediately
opened. The above sequence was repeated for fifty
times to establish the design for bus charging current
duty. Suitable interlocking system has been provided
between the main and auxiliary disconnector switches
to ensure safety to the high voltage equipment used
for testing. During these operations, transient recovery
voltages (TRV) / VFT and internal flashovers were
monitored. Transient recovery voltages histograms
were also recorded to verify the limits and range. Arcing
duration and closing / opening times were also recorded
for evaluating consistency. Fig. 6 (a) shows the voltage
waveform at the source side and load side of the DT
during breaking operation. From this figure, it is seen that
the each strike generates a spark which equalizes the
potential between the switching contacts. Following
spark extinction, the source and load side potentials
deviate according to the AC voltage variation and
trapped voltage on the load side of the DS respectively.
The next spark results when the voltage across
the contacts reaches new dielectric strength level
determined by the instantaneous contact gap. Initially,
the load side voltage follows source voltage because of
frequent breakdowns. As time progresses, the load side
voltage follows source voltage in staircase like pattern
and beyond particular gas gap there is no further strike
between the contacts. Similarly Fig. 6 (b) shows the
voltage waveforms during making operation. As the
moving contact approaches fixed contact frequent
strikes have been observed and both the voltages
are almost same. The development of secondary
breakdown-free DS has been possible by controlling the
following parameters:
1. Arc confinement around the central axes.
2. Optimal distance between fixed and moving contact
during open condition.
3. Profile and dimensions of the shields.
4. Electric field strength on spark / arc surface.
5. Electric field strength on surfaces of the contact
system.
Fig. 5 Gas Insulated disconnector switch under bus charging current
test.
(a).
(b).
Fig. 6 Source and Load side Voltage of DT during (a). Breaking (b).
Making operation.
Day 2 - Session V-A High Voltage
246
The design successfully withstood the bus charging
current test. No internal flashovers and inconsistency
of operations were observed / recorded. The average
arcing time was about 0.9 s during breaking operation
and 1.75 s during making operation of the DS. The
opening and closing time scatter were within tolerable
limits throughout the complete test. The transient
recovery voltages were maintained within the specified
limits during test.
After successful completion of the bus charging current
duty, gas insulated DS has been subjected to bus transfer
current test as per parameters specified in IEC 62271-102.
The set-up for this test consists of a low voltage bushing
on either side of the DS under test. The necessary test
parameters including transfer current and voltage have
been achieved by adjusting inductance and capacitance
(LC) circuit on either side of the DS. Fig. 7 shows the test
arrangement for bus transfer current. The bus transfer
current test on the disconnector specifies
U
BT
= Bus transfer voltage
I
BT
= Bus transfer current
Z
BT
= Impedance.
Conclusion
A secondary breakdown-free gas insulated disconnector
switch (DS) has been designed, developed and tested
successfully for bus charging and bus transfer current
test duties as per IEC 62271-102. The article discusses
and analyses the behavior of the DS during these
evaluations. The arrangement required for evaluation
of DS for these tests has been reported in the article.
The reliability of the disconnector switch under these
test conditions was ensured by optimizing the design
parameters like contact system, electrostatic shields,
inter-electrode gap etc. The transient recovery
voltages (TRV) / very fast transient over voltages (VFTO)
generated during the disconnector switch operation
were measured using high frequency sensors and found
to be in specified limits. The arcing time during capacitive
and bus transfer current interruption are controlled by
means of specially designed contact system. The effect
of different parameters such as breaking / closing time,
arcing period, internal flashovers and VFTO levels were
monitored for ensuring consistent performance of the
disconnector switch.
Acknowledgement
Authors are thankful to the Management of BHEL for
their permission to publish the work.
REFERENCES
[1]. J. M. Gorablenkow, E.E. Kynast and H.M. Luehrmann, Switching of
Capacitive Currents by Disconnectors in Gas Insulated Substa-
tions, IEEE Trans. Power Apparatus and Systems, vol. PAS-103, no.
6, pp. 1363-1370, June 1984.
[2]. S.Ogawa, E. Haginomord, S. Nishiwaki, T. Yoshida and K. Therisaka,
Estimation of Restriking Transient Overvoltages on Disconnector
Fig. 7 Arrangement for Bus transfer current test on disconnector
switch.
Fig. 8 Gas Insulated Disconnector switch under bus transfer current
test.
100 Make-Break operations at a current of 1600A. Fig.
8 shows a view of gas insulated disconnector switch
under bus transfer current test. The design has been
optimized by careful profiling of the fixed contact and
its shield. More clearly, the gas flow during breaking
operation was designed in such a way that the arcing
period could be controlled. During these operations,
arcing duration and closing/ opening times were
monitored for establishing consistency of operation.
The design has successfully withstood the bus transfer
current test, without any damage or erosion to the
contact system and inconsistency in operations. The
arcing times recorded during breaking operations were
within the specified limits and the lowest being 2.8 ms.
The arcing time during the make operation is negligible
for the limited bus transfer voltage. The closing and
opening times were within tolerable levels after full CO
operations (100 no.) of the disconnector switch.
SWICON 2008 Papers
247
Switch for GIS, IEEE Trans. Power Delivery, vol. 1, no.2, pp. 95-102,
Apr. 1986.
[3]. S.A. Boggs, F.Y. Chu, N. Fujimoto, A. knenicky, A. Plessl and D. Schli-
cht, Disconnector Switch Induced Transients and Trapped Charg-
es in Gas Insulated Substations, IEEE Trans. Power Apparatus and
Systems, vol. PAS-101, no. 10, pp. 3593-3602, Oct. 1982.
[4]. S. Narimatsu, K. yamaguchi, S. Nakano and S. Mruyama, Interrupt-
ing Performance of Capacitive Current by Disconnecting Switch
for Gas Insulated Switchgear, IEEE Trans. Power Apparatus and
Systems, vol. PAS-100, no. 6, pp. 2726-2732, June 1981.
[5]. M. Mohan Rao and M.S. Naidu, Secondary Breakdowns in GIS,
Tenth International Symposium on High Voltage Engineering (ISH-
97), Montreal, Canada, vol. 2, pp. 367-370, 1997.
Day 2 - Session V-A High Voltage
248
Abstract
The electrical power industry forecasts a significant
increase in demand of electrical power around the world
during the next years. Old distribution and transmission
systems are not designed for the load that will be
expected only a few years from now. As utilities have a
long view on equipment (designed is at least for 30-40
years of normal use), they are starting to request from
switchgear manufacturers a viable long term solution.
Fault current limiters (FCLs) are now requested by power
utilities due to re-regulations in the US and elsewhere.
Unfortunately, designs for new FCLs are still in its
infancy, but many manufacturers are working on it. Plain
electronic FCLs are less sophisticated that fast FCLs
hybrid circuit breakers called electronic circuit breakers
or e-CB. The DOE awarded a contract to EPRI to develop
a 69 kV class Solid State Current Limiter. This program is
planned to be completed in 2009. EPRI is subcontracting
a prototype of the electronic FCL at 69 kV based on the
new SGTO developed by a Pennsylvania, USA company
at 3000 A. The prototype is called a SSCL. The ultimate
objective is to manufacture an e-CB at 145 kV for world
wide applications. The description of the e-CB below
shows that private applications on existing substations
are already multiple at 15 kV and solutions from the
private industry are entertained in the switchgear
industry.
Key Words--Circuit breaker, fault current limiter, protection
system, and electronic circuit breaker.
Introduction
This paper provides a description of the various
requests that are coming mainly from the United States,
Canada, Europe, India and Africa covering the high level
functional requirements for a three phase, 60/50 Hz
Fault Current Limiter (FCL) or electronic circuit breakers
(e-CB) that interrupt any current, at 15 kV. Additional
information is presented for feasibility of development
plans and associated risks for application at higher
voltages (27 kV, 33 kV, 138 kV and eventually 345 kV).
This information is used as input for a description of a
15 kV e-CB, and as input to structure and implement plans
by large utilities feeding cities such as New York City,
Chicago, Los Angeles, in the USA, and non US cities as
Toronto, Shanghai, New Delhi, etc. to develop this e-CB
at higher voltage.
The concept and the general development of the e-CB
are also discussed based on systems characteristics.
Utilities Applications
This e-CB is to be used for reducing fault current transfer,
from one part of a substation of the utilities system to
another part of a substation of the Utilities system [1].
A. Utilities Applications
Depending on the available ratings and design
capabilities it may be applied:
in a multiple transformer distribution substation
transformer bus [Figure 1], a substation bus tie
(synchronous bus) [Figure 2] and/or as a high capacity
tie for asset/load tie between substations [Figure 3]
to limit the fault contributions from one portion of the
power system, thereby limiting the fault duties that
would otherwise be imposed on buses fed through the
fault current limiter and
radial applications such as the output of an Independent
Power Producer [Figure 4], or a radial feeder application
[Figure 5], where a specific level of let-through current
will be required to support downstream relay protection
coordination.
New Network Concepts
Using Fault Current Limiter Circuit Breakers
in Switchgear
J.P. Dupraz
AREVA T&D Research Center, 130 rue Leon
Blum, Villeurbanne 69611 France
G.F. Montille
AREVA T&D in One Power Lane, Charleroi, PA
15022, USA
SWICON 2008 Papers
249
In multiple transformer bus applications the other
transformers that do not have e-CBs capabilities
associated with them would supply required fault current
for relay protection coordination.
Under multiple contingencies, if both transformers that
have fault current limiters associated with them were
out of service, the remaining transformers contributions
would fall below maximum fault current limits. For this
application zero let-through current is preferred, but is
not a requirement.
For applications that have required a certain maximum
let-through current such as the radial applications
identified above, the required let through current will be
Figure 1. e-CB are indicated in yellow. Existing substation with Trans-
formers in parallel. A extra transformer added for spare. 44 kA is
usually available such as faul t current from 4 Transformers (from
feeder faul t). 11 kA available faul t current from each transformer
(from feeder fault).
Figure 2. e-CB are shown in yellow as a tie bus. If synchronizing bus is
kept open after failure, current limiting can still occur by the other e-CB.
The normal synchronizing bus current flow is very low.
Figure 3. . e-CB are indicated in yellow Ties between substations by
e-CBs.
Figure 4. e-CB used as generator circuit breakers for IPP. If the e-CB is
locked closed, there will be no short circuit current limiting from the
Distributed Generator Independent Power Producer (IPP)
dictated by the specific location in the Utilities system,
as needed to provide relay protection and breaker
clearing coordination.
Day 2 - Session V-A High Voltage
250
the circuit breaker will trip due to coming faults on the
network. The let-through current will trip the circuit
breaker.
GENERAL SPECIFICATION
Figure 5. Radial Feeder with a High Voltage Customer. The FCL or
e-CB let through current will be required to support relay protection
coordination so that the customer circuit breaker trips before the
station circuit breaker.
Typically, when desired, these let-though currents would
fall into a range but some adjustments from a specific
desired range may be possible, if additional relay setting
changes or modifications are made. This will be treated
as a penalty in many utilities versus an alternative design
that did not require these changes. In other words,
utilities do not like to fiddle with relaying settings.
B. Let-Through Current
The desired let-through current for various e-CBs
applications are provided below, as per utilities
requirements.
For applications shown in Figure 1, the maximum let-
through current would fall in range of 3 kA to 5 kA.
For applications shown in Figure 2, the maximum let-
through current would be 12 kA.
For applications shown in Figure 3, the maximum let-
through current would be 6 kA.
For applications shown in Figure 4, the maximum let-
through current would be 3 kA to 5 kA.
For the radial application shown in Figure 5, typically
the maximum let-through current would fall in range of 8
kA to 20 kA, but may vary for certain applications.
In the case of a current limiting circuit breaker, the
let-through current after interruption will be zero, as
Figure 6. Difference between a conventional circuit breaker (blue lines)
and an electronic circuit breaker (red lines).
The graph above (figure 6) shows two C-O operations.
A fault is on the system, the e-CB first closes on a fault.
The graph shows the difference between a conventional
circuit breaker and an electronic circuit breaker type e-CB
on a single phase basis. When the circuit breaker tries
to re-close after the interruption of a fault, the same
phenomena happens: the fault is interrupted in less
than 1 millisecond with relay time.
The blue line represents the conventional short circuit
interrupted by a standard circuit breaker in approximately
4 1/2 cycles with relay time. The red line indicated the
electronic circuit breaker interrupting the same short
circuit in less than 1 millisecond - shown here in 600
microseconds, with relay time.
One can see that the short circuit is disappearing on the
system with the very fast response due to the di/dt.
During the interruption time, the e-CB does not see
any peak symmetrical or asymmetrical current at the
time of the interruption. The references to IEEE/ANSI
or IEC standards are then irrelevant for this mode of
interrupting rating.
It is recognized that some alternative e-CBs designs may
use significantly different technologies and principles
of operation and depending on the configuration,
modes and sequence of operation (active, passive,
interrupting method, etc.) proposed designs may have
different failure sensitivities, parameter criticalities, and
operational life impacts.
Many times, options are proposed for e-CBs. It is intended
SWICON 2008 Papers
251
to differentiate minimum required limiting specifications
from desired users specifications.
All e-CB ratings, characteristics, terminology and tests
shall be in accordance with the latest applicable ANSI/
IEEE (C37 and/or C-57 Series, as applicable) and NEMA (SG
Series) standards for North America or IEC 62271-series
[2], [3], [4], for Europe and Asia where applicable.
In summary, the e-CB characteristic will:
1. limit fault short circuit current well before the first
peak,
2. withstand magnetic and mechanical forces and thermal
stresses of repeated fault mitigation operations, as in a
circuit breaker
3. properly respond to any fault magnitude and/or phase
combinations and differentiate between a normal surge
on closing on a reactor, for example, and a short circuit.
4. recover automatically, so that the limited assets
remain available for peak load service after the fault, by
reclosing duties cycles.
5. have a very short recovery time to deal with multiple
faults, and 6. provide an adjustable and controlled let
through current limitation for coordination with other
protective devices, if applicable.
A. Operations
The e-CB is able open and close via remote control as
a standard circuit breaker. The e-CB isl be trip free, both
electrically and mechanically. Any close signal do not
inhibit the e-CB from opening upon command.
Table 1. Operations of the e-CB
Description Operation ratings
Magnitude of fault current
reduction per FCL or e-CB.
At least
80%
Duration of fault
generated by the system
Up to 60 cycles
Time required for backup
protection and recovery
time
in s
Number of faults/event 3
Number of operations
over life
1000
Number of operations
before required
maintenance
100
Life with maintenance 20 to 40 years
B. Electrical Requirement at 15 kV Class
The first e-CB at 15.5 kV class has the following
characteristics:
Table 2. Required electrical requirement of the first
prototype by users
Voltage Ratings: 13.8 kV Utility System
Rating design voltage
(rms kV)
15.5 kV
Minimum BIL level (kV) 95 kV*
Winding BIL (fully
insulated)
110kV**
Winding DC Test Voltage 34kV***
Minimum Bushing BIL 110kV**
60 Hertz, 1 minute
withstand (kV)
36 kV
DC 15 minute withstand
(kV)
30 kV
Corona extinction voltage (kV) 12 kV
Opening Time (manual
operation)
as short as possible: in
100s of microseconds
Closing Time (manual
operation)
as short as possible: in
100s of microseconds
* line to ground for 1 phase with others grounded.
** BIL levels of 110kV apply for graded winding insulation; no internal
surge arrestors are acceptable for winding overvoltage protection.
*** Windings shall be designed to withstand the routine specified
proof test voltages for 5 minutes.
Table 3. Current Ratings
(in amperes) of the e-CB.
Description Operation ratings
Continuous current
(amperes)
3000 A
Interrupting Capability
(sym rms)
30 kA - 80 kA at 85%
power factor
Fault Closing (sym rms) 30 kA - 80 kA
Perspective momentary
fault current
(asymmetrical)
1.6 x sym rating and up
to 40 kA and up to 80 kA
through fault.
General Notes for the understanding of the
tables 2 and 3:
Asymmetrical current ratings have an r.m.s. value equal
to 1.6 times the symmetrical current rating as per any
standard equipment.
Day 2 - Session V-A High Voltage
252
The e-CB is protected by a system of by-pass. For
Reference see IEEE/ANSI C37.04, C37.06, C37.09 and IEC
62271-100 series for standard short circuit types.
This is in the case of a problem with the e-CB. For
example, if the e-CB is not operating or lock in closed
position during a short circuit. The onboard power
electronic cannot carry the short circuit current. This
event will occur!!!
Automatic relaying for fast tripping will be performed
by a digital control included in the device.
Interruption of the high frequency current will occur
without any type of expulsion of gases.
The e-CB will be capable of closing and connecting two
feeders with a phase angle difference of 10 degrees
(this is out-of-phase) and shall be capable of closing and
connecting two feeders with a voltage difference of
+20% (Here it is a typical requirements of Con Edison of
New York).
The e-CB will have the capability of mitigating voltage
transients created as a result of closing across feeders
with differing phase angles and voltages. Voltage
transients resulting from e-CB closure shall be within the
industry accepted standards.
C. MECHANICAL REQUIREMENTS
density indicator and a low-pressure warning sensor for
remote indication of internal SF6 pressure.
Each e-CB shall be equipped with an external mechanical
position indicator that clearly shows the position of
the switch contacts and shall be equipped with means
to mechanically block it in the open position so that
it cannot be operated either locally or remotely by
electrical or mechanical means without unblocking it.
A stainless steel manufacturers nameplate shall be
mounted on the side of each e-CB. This nameplate
shall be securely attached to the e-CB with corrosion
resistant fasteners. All characters and schematics shall
be permanently stamped, embossed or engraved on
the nameplate.
D. Communication Requirements
Many users are requiring that the e-CB control and
communication system must be compatible with the
addresses system of the communication standard IEC
61850.
Many telephone-based systems are being used in the
industry right now, as STN, Ethernet link, GSM or CDMA
link, XDSL link or GPRS Link, but all have the problem
that they are slow for this type of equipment. The
synchronization of the signal should be within 1 or 2 s,
which is very difficult for these types of communication.
Only direct communication with optical cables is
foreseen.
GENERAL REQUIREMENTS AND SYSTEM
CHARACTERISTICS
A. General consideration on progress in
power electronics
For many years now, the market of very high power
electronics has exploded. Outstanding applications in
T&D field are for HVDC power transport and Flexible
Alternative Current Transmission Systems or known
as FACTS, both requiring high reliability and high power
components. Therefore power semiconductors
manufacturers are offering a wide range of components
and technologies with high ratings, such as blocking
voltages in excess of 5 kV with more than 3 kA
capabilities. All these requirements are already matched
by silicon components, even though the limits of this
semiconductor are very near according to todays
technology.
Military market is also a major player in that field.
Electromagnetic launching systems are the key solution
for wide spread applications: electromagnetic guns,
antimissile systems, and even satellite launching bases.
The duty of Power Electronics for such application is
Figure 7. Schematic 3 Phase e-CB with its own sensing device.
SF6 gas should not be used as an insulating medium in
the e-CB, due to leaks and of the Greenhouse effect. If
this is not possible, and SF6 gas is to be used, provisions
shall be made for personnel to easily determine the
insulating gas pressure with the switch energized.
Indicator markings should show the safe operating
range of gas pressure. The switch must include a gas
SWICON 2008 Papers
253
to deliver current pulses as high as 500 kA into inductive
loads with rising and falling times of few microseconds.
As many of these systems are embedded in warships
or aircrafts, power density is also a critical issue.
This explains the attention paid to Silicon Carbide
technology. This type of semiconductor shows
exceptional characteristics compared to bare Silicon:
dielectric breakdown field in excess of 220 kV/mm, while
only 25 kV/mm for Silicon, higher thermal conductivity,
operating temperature theoretically greater than 500C,
lower losses, etc
While first Schottky diodes with almost no reverse
recovery time are already available, one can expect
thyristors and IGBTs rated at 10 kV allowing compact
designs due to above mentioned advantages.
1) Strengths and weaknesses of power elec-
tronics
Compared to electromechanical technology, the main
strength of electronics components is the ability to
switch from the conduction status towards insulation
status in a very short time. Most advanced silicon based
power components have commutation times closed
to one microsecond However, power semiconductors
major weaknesses are still:
The limited breakdown voltage, roughly close to 5 kV
peak. A great number of components shall be connected
in serial to withstand the high voltage stress applied
to high voltage equipment. For a 145 kV application
covering both ANSI and IEC requirements, as much as
150 power components would be required, and even
more taking into account the dispersions.
The maximum current that can flow in one direction.
The fact that electronic power component are
polarized devices. Two stacks of component, one
for each polarity, shall be used for AC applications.
Depending on technology, some additional diodes
should be added in series.
Important voltage drop during conduction. For a
peak current of 1 000 A, relevant voltage drop ranges
between 2 V to 7 V, depending on the technology.
All these drawbacks results into important power
dissipation. Various architectures have been suggested
to overcome that problem such as hybrid circuit breakers.
They consist in associating electromechanical switches
in parallel to or in serial with the power electronic
stacks. However, hybrid circuit breakers are much more
complex than full solid state circuit breakers. We will see
some aspects of these alternatives solutions.
B. Full solid state interrupting element In such an
arrangement, the interrupting element is a stack of
power semiconductors connected in series. This is
the usual scheme for HVDC valves; therefore similar
design rules shall be applied. As the active components
are submitted to high voltages, some functions are
challenging, such as for example:
The cooling of component submitted to high voltage,
The voltage distribution across each element,
The command of each power semiconductor, and
The maintainability of the system.
However, this configuration remains very conventional
from a power electronics point of view. Although many
auxiliary power components are involved to control
the transient recovery voltage, the system is feasible
with existing technology and prototypes are under
evaluation by some utilities. The main advantage is
the immediate feasibility while the main drawback is
the huge amount of power dissipated, in the range of
hundreds of kilowatts.
1) Hybrid Interrupting Element
Considering the pro and con of electromechanical
switches and static switches, complementary qualities
appears:
Electromechanical switches are able to withstand
high voltages across open terminals, and to transmit
with low insertion losses high currents through closed
terminals.
Static switches are able to commutate high currents
within few microseconds
Current Transferring unit 1
Ultra fast switch 2
Energy oscillating unit 4
Current Interrupting unit 3
Figure 8: Layout of a Hybrid Interrupting Element
Figure 8 shows how to benefit of these complementary
qualities [5]. The Current Transferring unit 1 is a set of
Day 2 - Session V-A High Voltage
254
power static switches, in charge of changing the main
circuit impedance from a low value to a very high value
in few microseconds. The Ultra fast switch 2 is an
electromechanical switch able to withstand the recovery
voltage applied to the system after current interruption.
The system operates as follows.
When an opening order is applied, the electronic
Current Transferring unit 1 is turned off first. The
current is then switched through a surge arrestor,
creating an important voltage drop in the main circuit.
This voltage drop forces the current to flow through the
interrupting circuit, made with the Current Interrupting
unit 3 and the Energy Oscillating unit 4. After a few
tens of microseconds, all the current is flowing through
the upper interrupting circuit. No current flows through
the Ultra Fast Switch 2, which can be opened arc
free quickly. Simultaneously, the line and load energy
is transferred to the Energy oscillating unit 4. This unit
creates periodical time windows where the current (the
line energy) is zero. Turning off the Current interrupting
unit 3 synchronously with these time windows is
the last operation of the opening sequence: within
some hundreds of microseconds, the current has been
interrupted.
The voltage across the power electronic switch, (Current
Transferring unit 1 in Figure 8) is limited by the surge
arrestor to the few kilovolts required for transferring the
current from the main circuit to the interrupting circuit.
Consequently, depending on the technology applied,
the Current Transferring Unit 1 can be made with a very
small number of power components. And the net result
is a drastic reduction of the insertion losses, compared
to the full solid state interrupting element.
However, the duty of the Ultra fast switch is very
severe. Lets assume a total opening time lower than 1
millisecond. To meet this goal, the Energy oscillating
unit 4 shall be able to store the electromagnetic energy
of the network within the same time.
Consequently, the peak recovery voltage will be
reached within the same time. This is the reason why
the electromechanical switch is in fact an Ultra Fast
switch as indicated in Figure 8. This electromechanical
device shall create the required dielectric gap between
contacts within a very short time, less than 1 millisecond
with the above example. This is a very new challenge in
the high voltage switchgear domain, where the duty of
conventional circuit breakers is much more comfortable.
The transient recovery voltage appears only after the
arc extinguishing, when the gap distance between
contacts is already large enough to withstand the
dielectric constraints.
2) What is the challenge?
Surprisingly, the challenge for electronic interrupting
element is not the design of power electronics.
Technologies are already available today, and
progresses are announced using Silicon Carbide. But
electromechanical switches will probably play a great
role as far as we can solve the problem of ultra fast
mechanicaloperations.
One other challenge is related to the let through
currents, the currents that the circuit breaker shall
transmit and/or establish without tripping.
Typical example is the inrush currents produced by
closing operations on reactive loads. Such heavy
current, more than ten time or larger than the rated
current, could destroy power electronics or mechanical
switches. Special designs should be applied to cope
with that problem.
C. Think system, not product
1) Consequence for the protective relay Assuming the
availability of a circuit breaker able to clear a fault within
a total time of less than one millisecond, a key problem
remains: how to detect the fault in so short time delays?
How to insure high reliability of the protection system,
preventing from false tripping? To answer the question,
ultra fast protective relays and ultra fast circuit breakers
will no longer be independent devices, but rather sub-
parts of the protection system.
Special algorithms will be required to distinguish what
belongs to the let through current to what is the early
announcement of a fault.
2) Auxiliary equipment
Regardless the selected solution, full solid state or
hybrid interrupting element, the ultra fast circuit
breaker requires auxiliary L-C circuit to control the
electromagnetic energy of both load and lines. This is
already the case of circuit breakers used for HVDC, such
as the MRTB discussed above. The volume occupied by
auxiliary capacitors and inductors is important, and once
again, the circuit breaker can no longer be considered as
an independent device.
3) Others technical considerations for ultra fast circuit
breaker
The ultra fast circuit breakers based on solid state
interrupting element will be part of entirely new
protection systems. Mains utilities are investigating the
questions: what will be the role and the location of such
high speed switcher and how they will help to solve
network stability problems? Short term applications are
already foreseen for energy distribution in large urban
areas. Applications to high voltage level will follow as
SWICON 2008 Papers
255
far as cost, reliability and performances objectives will
be reached.
The e-CB shall be designed for electrical and manual
operation. The control circuitry will be of a modern
microprocessor. Surge protection devices shall be
installed inside the box to protect the control equipment
from damage by line surges.
Series Reactors with impedances on the order of 30
ohms (at 345 kV) and ranging from 8 to 10 ohms (at
138 kV) are located on selected major transmission
source feeders into the transmission system, and
high impedance distribution voltage transformers are
used to limit fault currents to design levels of 63 kA at
transmission voltages and 20 kA to 40 kA at distribution
voltages.
The underground transmission cable system within
the system characteristic is capacitive at lighter
load periods (e.g. nighttime) and tends at those times
towards higher voltage.
Voltage control is provided by a large proportion of in-
or near-city generation (on the order of 80% installed
not necessarily in service capacity) supplemented
by switchable shunt capacitors at most distribution
substations placed in service during daily peak load
period to support the voltage, and switchable reactors
located at key points in the transmission system placed
in service during the overnight light load period to hold
down rising voltages.
There is no specific preference between resistive or
inductive fault current limiters primarily because of
the short (during the fault) duration of their expected
operation, but for a future application (at a specific
system location) there may be a preference between
a reactive or resistive fault current limiter based on
local system configuration (impedance, configuration,
proximity of generators, etc.).
Other future substantial load increases are a possibility
depending on technology and societal changes, such
as:
Hybrid plug-in vehicles during the night,
Advanced low temperature heat pumps,
Possible major new uses of electricity (e.g. disinfection
of air and water systems), where people congregate in
large numbers.
SOME TECHNOLOGY CONSIDERATIONS
A. Instant for Current Interruption: Case of Conventional
Circuit Breakers
Regarding conventional circuit breakers for AC
applications, the current interruption can occur only at
zero current. The reason is very simple: when a current
flows through a wire, a magnetic field is created in the
surrounding space. The electromagnetic theory told
us that a magnetic field is tightly connected to energy
filling the surrounding space.
Considering the case of a 63 kA fault, this associated
energy is near a mega-Joule! We understand why the
current cannot be interrupted at any moment. Hopefully,
in a 50 Hz AC network, the generators force this energy
to oscillate between zero and its maximum value. Every
10 ms, this energy collapses down to zero, offering
opportunities for current interruption.
Consequently, even if the time response of instrument
transformers and associated protective relays were
extremely short, and even if the operating mechanism
of the circuit breaker could operate instantaneously, the
interrupting time will never be less than half a cycle, 10
ms for a 50 Hz network.
Practically, the response time of the instrument
transformers and the protective relays are rarely less
than 10 milliseconds. Regarding operating mechanisms,
the delay between trip order and main contacts
separation is roughly 20 ms [5], [7]. As consequence,
the total time for fault clearing is never less than 40 ms
with conventional circuit breakers.
B. Instant for Current Interruption: Case of Electronic
Circuit Breakers
The primary phenomena are till the same: a large
amount of electrical energy is associated with the
current flowing through the line. If we want to achieve
the current interruption faster than the above limitation,
the only solution is to force the energy to oscillate at
a higher frequency than the power frequency. This
is usually achieved through the use of auxiliary L-C
oscillating components that are inserted in the primary
circuit as quickly as possible. Then, the primary energy
will swing between zero and its maximum value at
the Eigen frequency of the auxiliary L-C circuit. This
technology is well known in the field of HVDC. [8], [9],
[10]. Assuming an auxiliary circuit oscillating at 1 kHz, the
primary energy will collapse down to zero every 500 s,
offering opportunities for current interruption at each
zero current.
C. Operating Mechanisms for Fast Fault Clearing
If we want to clear the fault before the current reaches
the peak value, the sum of all elementary delays are
required to be less than 5 ms for a 50 Hz network, or less
than 4 ms for a 60 Hz network. Such low values are not
compatible with conventional technologies, where the
mass of interrupting chambers moving elements ranges
between 5 kg up to 50 kg or more. In this case, the
operating mechanism should be powered in excess of
Day 2 - Session V-A High Voltage
256
megawatts to move the main contacts at such speeds.
This is obviously not realistic.
Therefore the trend in circuit breaker technology is
to decrease the kinetic energy of the moving mass.
The ultimate in that way is to the zero kinetic energy
system: the solid state circuit breaker [11].
D. Protections for Fast Fault Clearing
Similarly, significant progresses shall be done in the field
of protection. As already expressed above, the response
time of conventional protective relays and associated
instrument transformers exceeds the target.
E. Conducting Losses
The mass of interrupting chambers moving elements is
mostly due to the design of the main contacts. To achieve
low ohmic contact resistances, the main contacts of
circuit breakers are usually made of a large number of
elementary contacts, distributed over a large surface
area, resulting into a high weight. The overall ohmic
resistance of an interrupting chamber ranges between
50 Ohm up to 150 Ohm. These low values are required
for continuous current as high as 4 000 A r.m.s, and
even more for generator circuit breaker. This results into
thermal losses of several kilowatts per phase.
Coming to e-CB, we have to deal with a new sort of
losses, due to the solid state switches characteristics.
Without special care in the design and more especially
in the component selection, the total thermal losses for
a three phases e-CB will be drastically higher than the
one for a conventional circuit breaker. This is a challenge
to be solved.
Conclusion
A new e-CB is requested by power utilities very often
today, due to increase short circuit current (and various
factors as new merchant plants, re-regulation, etc.). In
addition, the industry forecasts a significant increase
of power during the next few years. Old distribution
and transmission system are not designed for the load
that will be expected to them to carry and to interrupt
in case of short circuit. As utilities have a long view on
equipment (designed is at least for 20 to 40 years of
normal use), they are starting to request from switchgear
manufacturers a viable long term solution with e-CB, to
be installed in old substations..
Unfortunately, designs of FCL or e-CB are still in its
infancy, but many manufacturers are working on it. The
ultimate objective based on technical considerations as
described above is that the main manufacturers will have
a FCL or e-CB at 145 kV in a few years. The applications
described above shows that applications on existing
substation are multiple at distribution voltages.
VII. ACKNOWLEDGMENT
The authors gratefully acknowledge the contributions
of the team made of Wolfgang Grieshaber, Alain Fanget,
Michel Collet, Toufic Lameche and the support of Peter
Kirchesch and Philippe Ponchon.
Glossary of Abreviations
ANSI: American National Standard Institute Bauds: A
unit of speed in data transmission equal to one bit per
second. CB: Circuit Breaker.
CDMA: Code Division Multiple Access (cellular phone
technology mainly used in the USA)
DOE: Department of Energy (USA)
e-CB: Electronic Circuit Breaker of the hybrid type.
Ethernet Link: Transmission at 10 kbauds or 100 kbauds
or 1000 kbauds
EMC: Electromagnetic Compatibility
EPRI: Electrical Power Research Institute (USA)
FACTS: Flexible Alternative Current Transmission
Systems
FCL: Fault Current Limiter
GIS: Gas Insulated Substation
GTO: Gate Turn Off Thyristor
GPRS: General Packet Radio Service
GSM: Global System for Mobile Communications (cellular
phone technology mainly used in Europe)
HVDC: High Voltage Direct Current
IEC: International Electrotechnical Commission based in
Geneva, Switzerland.
IGBT: Insulated Gate Bipolar Transistor
SGTO: Super Gate Turn Off Thyristor Schottky diodes:
(named after German physicist W. H. Schottky; also
known as hot carrier diode) is a semiconductor diode
with a low forward voltage drop and a very fast switching
action.
STN: Switched Telephone Network
SDSL: Symmetric Digital Subscriber Line
SSLC: Solid State Limiter of Current
T&D: Transmission and Distribution
REFERENCES
[1] Consolidated Edison Functional requirements Specification, Fault
current limiters 061220, Consolidated Edison Co. of New York,
Inc.4 Irving Place, New York N.Y. 10003.
[2] ANSI/IEEE AC High-Voltage Circuit Breakers Rated on a Symmetrical
Current Basis - Preferred Ratings and Related Required Capabilities.
SWICON 2008 Papers
257
ANSI /EEE Standard C37.06-2000, May 2000.
[3] ANSI/IEEE Guide for High-Voltage Circuit Breakers Rated on a Sym-
metrical Current Basis Designated Definite Purpose for Fast Tran-
sient Recovery voltage Rise Times. ANSI /EEE Standard C37.06.1-
2000, March 2000.
[4] IEC 62271-100 High-voltage switchgear and controlgear- Part 100:
High-vol tage al ternating-current circuit-breakers. IEC 62271-100
International standard, Geneva, Switzerland 2001, Rev 2005.
[5] M.Francis, J.P. Dupraz, R. Besrest, J.M. Armata, New topology of
Hybrid circuit breaker/current limiter for MV AES networks All
Electrical Ships Versailles - France 2005
[6] D. Dufournet, E. Thuries, Recent Development of High-Voltage
Circuit-Breakers, 11th CEPSI conference, Kuala Lumpur / Malaysia,
October 1996
[7] D. Dufournet, J. Ozl, F. Sciullo, A. Ludwig, New Interrupting and Drive
Techniques to increase High Voltage Circuit Breaker performances
and reliability CIGRE session 1998 Paris 2008 Report 13-104
[8] Switching devices other than circuit breakers for HVDC Systems,
part 1: Current commutated switches, CIGRE Report WG 13/14.08
(86-21) WD, 15/9/1988
[9] D. Anderson, A. Henriksson, Passive and Active DC Breakers in
the Three Gorges-Changzhou HVDC Project, CIGRE International
Conference on Power Systems, Wuhan - China 3-5 September 2001,
p 391
[10] H. Nakao, Y. Nakagoshi, M. Hatano, T. Koshizuka, S. Nishiwaki, A.
Kobayashi, T. Murao, S. Yanabu, D.C. Current Interruption in HVDC
SF6 Gas MRTB by means of self-Excited Oscillations Superimposi-
tion IEEE Transactions on Power Delivery, vol. 16 n 4, October
2001 p 687 - 693
[11] J. M. Meyer Etude et ralisation dun disjoncteur hybride ultra
rapide base de thyristor IGCT- Thesis Ecole Polytechnique
Fdrale Lausanne - Switzerland 2000.
Biographies
Jean-Pierre Dupraz was born in
Chambry, France on June 18, 1952. He
graduated from the Ecole Nationale
Suprieure de lElectronique et
Applications (ENSEA Paris) in 1975
in Electronic Engineering and in 1978
obtained a DESS in management
from IAE-Paris. After working three
years on several projects dedicated to disabilities,
(electronic wheel chair, electronic hand prosthesis,) he
joined ALSTOM in 1978, working on several projects
including electronic and optical instrument transformers.
In 1988, he joined ALSTOM High Voltage Business in
Villeurbanne, now belonging to AREVA T&D. Senior
Fellow, he manage the innovation research group of the
Switchgear Research Centre (ARC). He obtained more
than 30 patents in the field of switchgear monitoring
and electronic current and voltage measurement.
Member of IEEE, High-Voltage Switchgear Committee,
Eminent member of CIGRE, Senior Member of the SEE
(French Socit des Electriciens et Electroniciens), he
was also convenor of IEC working groups. Author of
more than 60 technical papers, he was also involved in
Electromagnetic Compatibility teaching.
. Georges F. Montillet was born in
Nice, France. He graduated from the
INPG Polytechnic National Institute
of Grenoble, France (MS) in 1968 in
Power Electrical Engineering. In 1974
he obtained a MBA from NYU-Stern
School of Business in New York, and
a Doctorate in 2005 in Electrical
Engineering. He joined Cogenel, now AREVA T&D, in New
York, in 1971 after working on several projects in France,
Algeria and New York. He was Executive Vice President
of GEC ALSTHOM T&D in the USA, then Deputy General
Manager of the ALSTOM US High Voltage Switchgear and
is now with AREVA T&D on the Board of the Research
& Technology. He is a member of IEEE High Voltage
Switchgear Committee, and of the High-Voltage Circuit
Breaker Subcommittee. He is the IEEE Chair of PC37.06
working group and Chair of PC37.09 Cor. 1.
He is also a member of CIGRE, SEE, the Society of Friends
of Andre-
Marie Ampere and the Society of Industry Leaders.
Day 2 - Session V-A High Voltage
258
Improved Instrument Transformers for
Switchgear Applications
M.K.Ilampoornan, Sasitharan S., S.Gopalakrishna, Mahesh Kumar and V.Jayashankar
Dept of EE, IIT Madras 600036
Introduction
The performance of current transformer (CTs) voltage
transformer (VTs) at power frequency is very well
understood and standards exist to quantify accuracy
requirements. There is however a constant need to
improve accuracy classes, or reduce sizes in compact
switchgear assemblies [1]. Further, the increased use of
power electronic equipment has meant that harmonics
can exist in the system. There is then a need in these
circumstances to reassess the performance of instrument
transformers. Capacitor voltage transformers are
used at higher voltage and their frequency response is
known to be poor at values other than the rated power
frequency. IIT Madras has a history of activities in the
field of instrument transformer accuracy improvement
[2] [3] and in this work we present of these recent
development, both from the design, and application
viewpoints.
Ct Performance at Harmonic Frequencies
The errors of a CT at a given percentage of primary
current can be estimated from the dimension, material
characteristics of the core, and the number of turns [4].
The standard relations for percentage ratio error (%RE)
and phase error () are, _
V
p
: Primary voltage
X
pw
: Reactance of primary winding
R
pw
: Resistance of primary winding
R
p
: Total resistance referred to primary
X
p
: Total leakage reactance referred to primary
I
p
: Burden current referred to primary
I
w
: Watt-loss component of the exciting current
Im : Magnetization component of exciting
current
: Phase angle of the secondary burden
In the situation wherein the primary contains
harmonics, the error definitions to be modified and
specific equipment can be designed to measure
errors at the harmonics frequencies [5]. Designing for
high frequencies requires knowledge of the magnetic
characteristics at these frequencies. In typical power
system application, the fundamental frequency is
higher than the harmonic frequencies and values up to
50 harmonics shall be sufficient to meet applications.
We consider a typical 500/5 A, 15 VA class 1.0 CT, and
energize it with a square wave of 1000 Hz from a power
source (A separate 100 turn winding is available for
secondary injection and the excitation is applied to this
winding).
Fig.1 Primary Amp-Turns and secondary current
SWICON 2008 Papers
259
Fig. 1 shows the primary ampere turns and secondary
currents. The harmonics are evaluated through a
frequency domain computation and the magnitude
of ratio errors are shown in Fig. 2. It can be seen that
the errors are lower at higher frequencies. This is
aconsequence of the fact the higher frequencies
involve lower operating flux densities and hence lesser
equivalent excitation current. This trend has also been
referred in [6]
cascade arrangement is proposed. A 2000/1 A CT is
designed as a 2000/500 A CT followed by a 500/1 A
CT. The reduced capacitance in both configurations
is evident. A further method for improved frequency
response involves the use of active amplifier aided
schemes is suggested for precision measurements [4]
and [7] as shown in Fig 6.
Fig. 5 Magnetic cascade arrangement of CTs.
Fig.4 Winding arrangement to reduce inter layer capacitance in a CT.
Fig.2 Ratio Error between Is and Ip at different frequencies
Fig. 3 Equivalent circuit of the two winding transformer with inter turn
capacitance.
It would be useful to increase the excitation frequency
further and it is known that capacitive effects can cause
deterioration of performance at higher frequencies. Fig.
3 shows the equivalent circuit of a current transformer
with inter-turn and inter-layer capacitance. Turn to turn
and layer to layer capacitance in CTs will cause errors at
higher frequencies. It can be seen that errors are likely
with higher turns in the secondary. Thus a 2000/1 A CT
is likely to show a poorer high frequency performance as
compared to a 500/5 A CT. We suggest two methods for
improving the frequency response.
In method 1, various layers are so arranged that the
layer capacitances are minimized as shown in Fig 4. The
inter layer capacitance is found to be 270pF, when they
are uniformly arranged one over the top of the other and
capacitance is less than 10pF when they are arranged
as proposed. In method 2 as shown in Fig 5, a magnetic
Voltage Transformer Frequency Response
The frequency response of electromagnetic VTs is
in general poorer than CTs as an example frequency
response of 11kV VT is shown in Fig 6.This is obtained
by sweeping 10Vpp sinusoidal signal as input to primary
and secondary voltage is measured for corresponding
frequency. Thegraph is plotted for 20 log (Vs/Vi) vs
frequency. As the primary winding turns are very large
and capacitive effects shows their presence at lower
frequencies. One proposal to improve the response is of
active circuits using a capacitive reference as shown in
the Fig 7. This configuration provides improved frequency
response and accuracy. This method is applicable to the
medium voltage where a stable capacitor divider can
form a reference. With such a scheme, higher accuracies
can be obtained with smaller VTs. CVT are generally
not used in the medium voltage because of their poor
frequency response. Fig 8 shows a plot of secondary
Day 2 - Session V-A High Voltage
260
voltage Vs range of frequencies obtained by applying
11kV as input to the CVT. One method of improving the
frequency of a CVT is shown in Fig. 9. Here ic1 and ic2 are
measured using CTs. Now,
i
c1
Z
c1
+i
c2
Z
c2
= V (3)
Thus if C
1
and C
2
are known, V can be measured. Fig.
10(a) & 11(a) shows the current ic
1
and ic
2
are for CVT
excited at 11 kV with third and fifth harmonics. The
currents in frequency domain are shown in Fig. 10(b) &
11(b) respectively. Applied voltage is given by
V
in
= 11sin(t)+3.667sin(3t)+2.2sin(5t) kV
Table1. Magnitude of currents
Harmonic
order (n)
1 3 5
IC1n (mA) 3.4197 3.4197 3.4197
IC2n (mA) 3.7049 3.6088 3.523
Where I
C1n
is the nth order harmonic current in capacitor
C
1
and I
C2
n is the nth order harmonic current in capacitor
C
2
1122 where n=1,3,5ncncncncnVIXIX=+ (4)
Where, C
1n
11XnC=
XC
2n
=1nC2
Table 2 Calculated primary harmonic voltages
V
1
(kV) V
3
(kV) V
5
(kV)
11.006 3.667 2.199
The above calculation matches with the harmoni
voltage input given
For CVTs the magnitude of total and low voltage
arm current in the frequency domain are measured
for various harmonics and it was found by applying
Kirchhoffs voltages law that the calculation could give
almost exact values of primary voltage even for the
higher order harmonics. Thus CVTs performance can be
enhanced to higher order harmonics
Fig. 6. Frequency response of a 11 kV VT
Fi g.7 El ectroni c er ror compensati on for a VT using hi gh gain
amplifier
Fig. 8 Frequency response of 11 kV/110 V CVT
Fig.9 11 kV CVT With harmonic excitation.
SWICON 2008 Papers
261
Discussions
We have shown that conventional closed core CTs can
be designed without degradations in performance
for harmonic excitations In this design of CVT the
intermediate voltage transformer needs to be designed
with a higher insulation on the primary which increases
the cost. An alternate method of measuring the total
current is done by sensing it at the neutral. In that case
proper shielding arrangement has to be done to avoid
current through the ground capacitance of VT, so that
the current is included in the measurement circuit.
Conclusion
The performance of the CVTs and CTs are evaluated
for distorted voltage and currents respectively. The
methods for the upgradation of CVTs and CTs are
suggested
REFERENCES
[1] A.Chunikhin, M.Zhavororonkov, High Voltage Switchgear , Analysis
and Design, Mir Publications, 1989
[2] P. Sankaran, Error compensation and error measurement of current
transformers under transient and steady state conditions, PhD
dissertation, IIT Madras.1971.
[3] P.Sankaran, K.Kankasabapathy, Electronic error compensation of
voltage transformer, IEEE Trans. On Instrumentation and measure-
ment, Vol.28, No.1, pp.86-88, March 1979
[4] Sankaran P., Kumar V.J., Jayashnakar V, Error estimation of current
transformer using single and composite cores of ferromagnetic Fig. 11 (a) Low voltage arm current (Ic2)
Fig 10 (b) FFT of total current (Ic1).
Fig. 10(a) Total current (Ic1)
Fig. 11 (b) FFT of Low voltage arm current (Ic2)
Day 2 - Session V-A High Voltage
262
materials, IEEE Trans. on Magnetics, Vol. 26, pp. 3086-3088,
1990.
[5] G.Mahesh, Virtual instrumentation for instrument transformer
error measurement M.S.Thesis, IIT Madras, Dec.2004.
[6] Eddy So, The application of the current-comparator technique in
instrumentation and measurement equipment for the calibration
of non-conventional instrument transformers with non-standard
rated outputs, Transactions on power delivery, Vol. 7 No. 1, Janu-
ary 1992
[7] A.Palani, V.Jayashankar, V.Jagadeesh kumar, P.Sankaran, H.Maier, In-
strumentaion for onsite measurements on power transformens,
IMTC 2007-Instrumentation and Measurement Technology confer-
ence, Warsaw, Poland May2007
[8] F. Ghassemi, P. Gale, T.Cumming and C.Couts Harmonic voltage
measurements using cvts, IEEE Trans. on Power Del., Vol. 20, No.1,
Jan. 2005.
SWICON 2008 Papers
263
How to Get Reliable Operation
from Disconnectors?
Raje Shethwala, GR Patel
ABB Ltd., Vadodara, India
Introduction:
High Voltage disconnectors are an essential part of the
substation requirements to provide safety isolation
when maintenance is to be performed. It is also used
for reducing the stresses on the circuit breakers while
synchronizing the generator with the network. The
disconnectors have been perceived to be a very simple
low tech product which any one can make. The users
have been in the rat race to buy cheaper disconnectors
and with this land in performance related problems. The
following sections discuss various requirements and
how it can be achieved.
The Design:
The disconnectors are essentially outdoor equipment
and are susceptible to all type of external weather
conditions. The disconnectors are required to be
functional for a period more than 20 years. The
design should take care of the functionality without
deterioration. The functions which need consideration
are:
Rated and Short circuit current carrying capa-
bility.
This is mainly decided by the contact system in the
current path. The contacts are (i) the main contacts,
which are generally finger type loaded with springs and
(ii) contacts between the arms and the terminal in case
of centre break designs.
These contact system (including springs) are exposed
to the outdoor stresses like rain, temperature cycles,
pollution etc. There is a tendency of the surface of the
contact to deteriorate due to galvanic corrosion as the
contacts are of silver and the arm is made of Aluminum.
The springs will corrode and lose the spring force. A
long term performance will require taking care of these
aspects.
Figure 1: Contacts after similar period of exposure
Day 2 - Session V-A High Voltage
264
The better solution could be to avoid using springs and
use springless contacts as shown in Figure 1 and 2.
800 micro ohm-Losses = 44850 Rs/year
1000 micro ohms-Losses =56065 Rs/year
Considering the cost of the losses, one can look into
the life cycle cost of the product and the performance
of the same.
One can notice, in Figure 1, use of stainless steel
fasteners which give good long reliable life.
The short circuit performance will also depend on
the contact resistance and the spring force. Once the
resistance increases and the spring force deteriorate,
the short circuit performance also reduces.
Links and Transmission System
The links and transmission system is very important
to give enough travel of the main contact arms. The
deterioration of the linkages will cause
- Increased force on the mechanism and
- Disturbed linkages will cause wrong close or open
position.
Figure 3 shows different designs of the linkage joints.
Figure 2: Springless contact scheme
Figure 1 shows the corrosion of two contact system
after similar period of exposure to environment in same
substation. The contacts are zinc metalized to get a
good long time reliable contact. Figure 2 shows the
springless contacts system. The material used is copper
alloy which has spring properties. It is not susceptible to
corrosion and deterioration in spring properties.
The contact resistance for example for 145 kV centre
break disconnector is 75 micro ohms for the contacts
shown in Figure 2. As against this the contact resistance
in conventional designs is upto around 300 micro ohms
on new contacts and it increases upto 800 to 1000
micro ohms. For a rating of 1600A, one can compare the
I2R heat losses.
75 micro ohm - Losses = 192 watts
300 micro ohm - Losses = 770 watts
800 micro ohm - Losses = 2048 watts
1000 micro ohms - Losses = 2560 watts
Considering the cost of energy to be Rs. 2.5 per kilowatt-
hour, the annual cost works out as under.
75 micro ohm-Losses = 4200 Rs/year
300 micro ohm-Losses = 16820 Rs/year
Figure 3: Difference in Linkage joints performance. Upper joint has 5
years exposure. The bottom joint has one year exposure.
SWICON 2008 Papers
265
The upper joint in Figure 3 uses special ball socket joint
with Teflon bearing to prevent galvanic corrosion. The
lock nut makes the linkage settings to be in place for
the service period. Corrosion is obvious in the lower
design.
With the disturbances in the linkages, one can experience
the incorrect close or open position of the arms. Figure
4 shows similar cases where the disconnector is not in
correct position.
The Mechanism
The mechanism is very important part of the
disconnector. Authors interactions with customers
have revealed that the mechanisms invariable do not
Figure 4: Incorrect close and open position due to disturbed link-
ages.
operate and one has to resort to manual operation. The
electrical and mechanical interlocks are ineffective. The
auxiliary switches stop working as they are not rated for
the current and voltage or their settings get disturbed.
The mechanism box is made out of painted steel box.
This causes the rusting and the box invariably opens up
exposing various parts of the mechanism and ultimately
causing malfunction or nonfunctioning of the electrical
circuit. Figure 5 shows similar boxes with damaged
electrical components.
Figure 5: Poor quality of the enclosures
Day 2 - Session V-A High Voltage
266
A good possibility is to either go for Aluminum enclosure
or galvanized box. Figure 6 shows an Aluminum cabinet.
The basic drive is also important. The concept and the
material used for reducing the speed of the motor are
important. For example, the cam profile concept used
by ABB drives does not permit the over travel of the
arms. Figure 7 shows the cam profile concept and other
concepts.
Figure 6: Aluminum housing for the mechanism
Figure 7: Differences in speed reduction concept. The upper picture
is a spur gear and worm gear reduction. The bottom is lead screw
with cam profile.
Figure 8 shows the details of the drive.
Packing, Transport and Installation
The steps followed after the manufacturing is also
important for the performance of the disconnectors.
Disconnectors are, though a simple product, has many
components. These components must be delivered to
site such that there are no missing components. Figure
9 gives such assemblies ready for packing.
Figure 8: Details of the component mounting in the mechanism box.
SWICON 2008 Papers
267
Figure 10: Disconnecting Circuit Breaker
Figure 9: Duly assembled parts avoid possibility of missing parts.
Correct erection and settings of the disconnector is very
important. Alignment of insulators and the contacts are
important.
New Possibilities
Disconnecting circuit breakers give a new possibilities to
avoid usage of conventional disconnectors. The circuit
breaker and the disconnector functions are combined.
This is now possible due to the improved reliability
of the circuit breakers. New standards have been
drafted for this type of the products. Figure 10 shows a
disconnecting circuit breaker.
Conclusion:
Reliable disconnectors are a desire expressed by all the
users. However, while purchasing the disconnectors,
important performance aspects are neglected. The
purchasing price over takes the decision. However, it
is essential that one considers the life cycle cost. With
this consideration, it may be possible to purchase better
designs.
Disconnecting circuit breakers offer new possibilities in
improving the reliability of the networks.
Day 2 - Session V-A High Voltage
268
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
269
Day 2 - Session V-B Medium Voltage
2nd Day, Tuesday, 22nd January, 2008
From 1145 - 1330 Hrs. (105 Min)
SESSION V-B - MEDIUM VOLTAGE
(6 Papers)
Organiser
270
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
271
Coupling of FEM Analysis with Short-circuit
Test Results for Better Evaluation of
Vacuum Interrupters.
Sandeep Kulkarni, Lalichan Andrews, Saravanan Selvaraj,
CG Global R&D Centre,
Crompton Greaves Ltd, Mumbai, India.
Rupesh Rajhans
S6 division, Crompton
Greaves Ltd,
Aurangabad, India.
Abstract
The Vacuum Circuit breakers have successfully established
themselves in the medium voltage switchgears and are
now making foray in the transmission systems. The heart
of the vacuum circuit breaker is the vacuum interrupter.
The most important duty of the vacuum interrupter
is the successful interruption of the fault current. The
current interruption performance of Vacuum Interrupters
is evaluated primarily through the short-circuit tests.
The performance of the interrupter depends to a great
extent on the characteristics and modes of the vacuum
arc i.e. whether the arc is diffused or constricted.
The arc modes in turn depend on the magnitude and
distribution of the magnetic field generated by the
contact system and the arc itself. This magnitude and
distribution of magnetic field for different contact
geometries and short-circuit currents is effectively
studied through finite element method (FEM) analysis.
The electromagnetic simulation results help to optimize
the design of the contact system and also predict the
interruption performance of the vacuum interrupter. This
paper explains how the FEM analysis could be employed
for the design of the vacuum interrupter contact system.
Also an approach for co-relating the FEM analysis results
and short-circuit test results for effective evaluation of
vacuum interrupters is discussed.
Introduction
The interruption of current in vacuum is recognized as
the ideal switching technology in the medium voltage
range. Excellent switching capabilities combined with
highest reliability as well as compact design make the
most economical Switching device solutions possible.
The vacuum interrupter has its ancestral roots in the
vacuum tubes and the X-ray tubes. Since then it has
evolved considerably and today the vacuum interrupter
has established itself as the prime switching device in
the medium voltage circuits. Developments of vacuum
interrupters of higher short-circuit current ratings
at higher rated voltages is the challenge for design
engineers. The short-circuit current rating of a vacuum
interrupter depends on the contact metallurgy, the
contact diameter, the contact geometry, the material
and diameter of the arcing shield. The geometry
of the contacts of the vacuum interrupter plays a
very significant role in deciding the arc interruption
capability. The arc interruption in a vacuum interrupter
is assisted by magnetic field. The magnitude and
nature of the magnetic field decides the arc mode and
hence the interruption performance of the vacuum
interrupter. This interruption performance is evaluated
essentially through short-circuit tests. At the design
stage, the interruption performance of particular
contact geometry can be gauged through finite element
method analysis i.e. electromagnetic simulations. The
output of the simulations is the value and nature of the
magnetic field at different positions within the contact
gap. From these results we can infer about the mode of
the arc and hence the interruption performance of the
interrupter. This paper first talks about the arc modes
and the effect of magnetic filed on the arc. Then the
paper explains the method of FEM electromagnetic
simulations for the magnetic field. Finally through a
typical case study the paper explain how the results
of FEM simulation can be coupled with short-circuit
test results for a more effective design and evaluation
process of vacuum interrupters.
The Vacuum Arc
A Vacuum Arc is defined as a self-sustained electrical
discharge, between two electrodes, which maintains
current flow by vapour and charge carriers derived
from one or both the contacts. The name vacuum arc
Day 2 - Session V-B Medium Voltage
272
is really incorrect. A more correct name would be metal
vapour arc, since the arc which forms when current
carrying contacts separate in vacuum burns in the
metal vapour of the contacts. The arc is comprised of
electrons, the positive ions and the metal vapour. The
electrons are generated at the contact surface through
thermionic and field emission. These electrons collide
with the neutral metal vapour thus producing more
electrons and positive ions. The intensity of the arc is
proportional to the short-circuit current magnitude. In
the decreasing mode of the sinusoidal current, the arc
intensity decreases and finally at the current zero the arc
is extinguished. Whether the arc will reignite under the
influence of the TRV depends on the dielectric strength
of the gap at that instant. The dielectric strength
depends on the amount of metal vapor in the gap and
surface condition of the contacts. Both these depend
on the erosion performance of the contacts. The
contacts get eroded by the thermal energy imparted by
the arc to the contact surface. By modifying this energy
input the erosion performance of the contact tips
could be improved. This energy depends on the nature
and duration of the arc. The arc can exist as either as
constricted arc or a diffused arc. The constricted arc
is rooted over a small portion of the contact, resulting
in very high current densities and hence gross erosion
of that portion. A diffused arc is spread uniformly over
the surface of the contact thus having a lower current
density and hence lower erosion. The vacuum arc exists
in the diffused mode upto a certain magnitude of current
depending upon the contact area and the contact
metallurgy. Thus to keep the arc diffused even at higher
magnitude of current would be advantageous from the
point of view of the erosion performance. Similarly, the
erosion performance of the VI could be improved by
rotating the constricted arc, where in the arc stays at
a particular location for a very short time, thus limiting
the energy input to the contact surface. Both these
objectives of rotation of the arc and avoiding the
constriction could be achieved by subjecting the arc to
specially oriented magnetic fields. The effect of these
magnetic fields on the arc is explained in the following
section.
Effect Of Magnetic Field
The vacuum arc column is composed of electrons and
metal vapours and hence can be assumed as conducting
rod. Hence a magnetic field would exert a force on the
electrons and affect the arc mode and would make the
arc to move. Accordingly the arc is subjected to two
kinds of magnetic fields: Radial and Axial.
Radial Magnetic Field:
Swastika or spiral type contact geometry is utilized
to produce a radially oriented magnetic field. This
radial field produces a force which is perpendicular
to the arc column (J) and the field (B). Thus the force is
circumferential (F = J X B) and makes the arc to rotate over
the contact surface. Thus the arc, though constricted,
does not get rooted to a particular point on the surface
and hence the erosion is limited. In the constricted
mode the arc voltage observed is slightly higher than
diffused mode. The nature of the arc voltage clearly
indicates the movement of the arc over the contacts.
Following figure shows a typical RMF contact of
SWASTIKA design.
Cathode spots are responsible for the plasma within
the contact space. A current J in a magnetic field B in the
plasma is dominated by the Hall field EH=J x B/ne, where
n is the electron density, gives the required magnetic
field so as to rotate the electrons across the magnetic
lines of force. The ratio of electron current to ion current
for a given material is constant and is around 10 for most
of the materials used for such applications, so the field
is independent of the current. The Hall force is greater
than the Lorentz force & opposite in direction, which
dominates the ion motion and directs it to amperian
direction.
Axial Magnetic Field:
The axial magnetic field aims to keep the arc in a diffused
mode. Various geometries are adopted to produce axial
magnetic field like S type, C type, Contrate type, horse
shoe design etc. Further the field produced by these
coils could be monopolar, bipolar or a quadrapolar.
Following figure shows two designs used for producing
the axially oriented magnetic field.
Fig. 1: An RMF contact
Fig. 2: AMF contact system
SWICON 2008 Papers
273
As the name suggests, the field lies are oriented axially,
i.e. along the direction of the current. The electrons in
the inter contact gap are forced to follow the trajectories
along these field lines. Thus the field does not allow the
electrons to come together thus avoiding the formation
of the anode spot and hence the arc constriction. The
arc behaves like a diffused arc in this situation. Arc
voltage observed is much lower & smoother compared
to radial magnetic field. Effective erosion rate is lower
in axial magnetic field. The arc is much stable (does not
rotate on contact surface) compared to RMF.
Comparison of arc interruption performance with AMF
and RMF:
Both the designs are comparable at various platforms, in
RMF higher SC performance can be achieved at the cost
of significant contact erosion because of the rotating
arc structure, whereas in AMF as the arc is prevented
from constriction higher short circuit performance can
be achieved but because the arc is comparatively stable
it can lead to higher temperature of the local surfaces at
the given current density.
Evaluation of Vi Performance
The Vacuum Interrupters are evaluated for their current
interruption and erosion performance through an actual
short-circuit test. The Vacuum interrupters are mounted
in either a 3 phase vacuum circuit breaker or in a single
pole test rig. The performance of the contacts can also
be evaluated in a specially designed vacuum arc chamber.
The temperature rise test and the power frequency
withstand test are carried out as pre-evaluation tests
to the actual short-circuit test. The no-load parameters
like alignment of VI, closing speed/time, opening speed/
time, bounces, contact pressure , contact gap , rebound
etc are ensured using the travel recorder. The contact
resistance is also continuously monitored with the
help of dc contact resistance set-up. The short circuit
power is generated from an on-line testing station. 22kV
supply is applied to the input of short circuit transformer.
The output of transformer is capable to deliver 50kA
and voltage can be varied from 400V to 500V with
the help of tapchanger. In order to adjust the required
short circuit current /power factor (say 26kA/ 0.15pf),
variable reactor and resistors are used. For the purpose
of measurement, the short-circuit current is converted
to a measurable voltage by a Shunt. Important test
parameters like RMS value of short circuit current, first
peak of short-circuit current, DC component, instant
of contact opening, recovery voltage, arc voltage,
arc duration, travel parameters are recorded using
an 8 channel Digital storage Oscilloscope at a desired
sampling rate. The layout of the lab described above is
depicted in the following figure.
The VI is subjected to either a short circuit OPEN (O)
operation or short-circuits CLOSE-OPEN (CO) operation
at the rated short-circuit current and a voltage of 400-
500 V. Generally to evaluate the life of the contacts the
number of operations is limited to 30. All the operations
and recording of parameters is remotely controlled
by using a programmable sequence controller. The
interval between 2 short circuit operations is generally
3 minutes. The trend in variation of the arc voltage and
the arc duration is observed. Also the nature of the
arc voltage is analysed as it reveals much information
about the movement of the arc. Following figure shows
a typical oscillogram for the short-circuit close-open
operation.
Fem Simulation
Physical electromagnetic systems are often
representable by means of partial differential equations
which exhibit time- or space- boundary conditions.
Classical analytical methods consider a differential
Fig. 3: Test circuit for the short-circuit test
Fig. 4: Short-Circuit Oscillogram
Day 2 - Session V-B Medium Voltage
274
element and develop the governing equations, usually
in the form of partial differential equations. When
applied to real life problem situations, it is often difficult
to obtain an exact solution to these equations in view
of complex geometry and boundary conditions. Finite
Element Method (FEM) can be viewed as a method of
finding approximate solutions for partial differential
equations or as a tool to transform partial differential
equations into algebraic equations, which are then
easily solved.
In this work, the simulations are carried out by means of
a commercial 3D Finite-Element Method (FEM) software
program, MagNet from Infolytica Corporation. It is having
capabilities, ranging from a simple, linear, static analysis
to a complex, nonlinear, transient dynamic analysis.
A 3-Dimensional model the system to be analysed if first
prepared. Then the material properties like conductivity,
permeability are assigned to the individual components.
The solution parameters like the mesh size, order of the
polynomial equations are set. The boundary conditions
are defined. The direction and magnitude of the current
is then assigned to the model. In the present case
transient simulation was used. In the transient simulation
the current varies with respect to time. For the case
under consideration the current varied sinusoidally with
the RMS value equal to the rated short-circuit current.
Case Study
The FEM method of simulation and how the same can
be used to effectively evaluate a VI is explained with
the help of the following case study. The case is for an
AMF type of Vacuum Interrupter. The axial magnetic field
which is generated by the coils behind the contacts
keeps the arc in the diffused mode. Whether the arc
will remain diffused, depends on the magnitude and
distribution of this magnetic field on the contact surface
and in the contact gap. The magnitude of this field at the
surface of the contact, to keep the arc diffused, should
be above a minimum value. This magnitude is the highest
at the contact surface because of the vicinity of the coil
and goes on decreasing towards the centre of the gap.
Both the movable and fixed contact systems produce
the magnetic field. The variation of the magnetic field
in the contact space depends on the orientations of
the magnetic fields produced by the movable and fixed
contact systems i.e. if the fields are oriented in the same
direction they add algebraically else they add vectorialy.
This vectorial addition affects the global distribution of
the magnetic filed in the contact gap. In some portions
the magnitude of the field could be lesser than the
minimum required. This could lead to a constriction of
the arc in that region. Furthermore, the orientations
of the two magnetic fields with respect to each other
depend on the orientation of the coils. The case under
consideration is to study the effect of the orientations
of the coils on the magnetic field distribution and
resultantly on the short-circuit performance of the
interrupters.
Different coil geometries are utilized to produce an axially
oriented magnetic field. An S shaped coil as shown in
the Fig 5 is one such geometry. The coil consists of two
radial arms; two circumferential arms and two slits. The
coil is brazed to the corresponding contact a shown in
Fig.6. Thus the coil is in series with the electrode and the
contact. Thus the main current flowing through the VI
itself produces the magnetic field.
A: Radial arc
B: Circumferential arm
C: Slit
Fig. 5: Coil of an AMF contact system
The arrows in the above figure indicate the direction of
the flow of the current.
The flow of current in the circumferential arms produces
the axial magnetic field. .
C
B
A
Contact Braze joint Coil
Fig. 6: Coil brazed to the contact in an AMF contact system
The coils corresponding to the movable and fixed contact
are oriented with respect to each other such that the
direction of the currents in the circumferential arms is
same i.e. either both are clockwise or anticlockwise.
This ensures that the magnetic fields produced by the
two coils aid each other. The relative positioning of
SWICON 2008 Papers
275
the radial arms of the two coils with respect to each
other is significant from the point of view of the field
distribution. This case study aims to understand the
effect of the orientation of the radial arms.
Case A
Radial arms aligned i.e. the angle between the slits is 0
degree.
Diagrammatically the case is represented in the following
figure.
As seen from the above model, the slits are aligned. The
arc is modeled as a centrally located conductor with a
diameter of 10mm. The material properties of the arc
are as that of copper. The contact gap is set to 8mm.
A half cycle of the rated short-circuit current is passed
through the model. The values of the flux densities at
the short-circuit peak currents are measured along the
X & Y directions. The values are plotted in the following
graph.
Fig. 9: Graph of axial flux density at midgap for Case A
As seen in the graph, the axial flux density values
along the X direction (towards circumferential arm) &
Y direction (towards slit) vary widely. Thus the axial flux
density distribution in the contact space is not uniform.
In some portions the value of the flux density is below
the minimum required to keep the arc diffused. These
portions could witness higher erosion rates due to the
constricted arc. To evaluate the current interruption
and erosion performance the vacuum interrupter was
subjected to a short-circuit test.
Short-Circuit evaluation results
The short-circuit
tests included
30 close-open
operations at the
rated short-circuit
current. After the
test the interrupters
were opened
and the erosion
of the contact
was observed.
F o l l o w i n g
photograph shows
the fixed contact of the interrupter with erosion clearly
evident.
Axi al flux density - mid gap - s/c peak
-200
-100
0
100
200
300
400
500
600
700
-
30
-
20
-
10
0 1
0
2
0
3
0
distan ce f rom a xis in mm
flux de nsity in mT
X-axis
Y axi s
Pic. 1: Condition of contacts after 30 CO
operations at rated current for Case A
Fig. 7: Orientation of coils in Case A
As seen in the above figure the direction of the currents
in the radial arms is opposite. Thus according to the
right hand thumb rule, the direction of the magnetic field
produced by the radial arms is opposite. Thus the two
fields would cancel each other. Hence the magnitude of
field in a direction along the radial arms i.e. towards the
slit (Y direction) would be reduced. Hence the distribution
of the field would be non uniform. This reasoning is
confirmed by the FEM simulation results.
Simulation Results
The simulations were performed using the MagNet
software. The model used for the simulation is as
shown in the following figure.
Fig. 8: Model of Case A used in simulation
Day 2 - Session V-B Medium Voltage
276
Case B
In this case the radial arms of the coils are oriented
at 90 deg with respect to each other as shown in the
following figure.
The simulation results are plotted as a graph of the flux
densities along the X and Y direction in the middle of the
gap.
Axial flux density - mid gap - s/c peak
-100
0
100
200
300
400
500
600
-30 -20 -10 0 10 20 30
distance from axis in mm
flux density in mT
X-axis
Y axis
f
l
u
x
d
e
n
s
i
t
y
i
n
m
T
Pic. 2: Condition of contacts after 30 CO operations at rated current
for Case B
Fig. 11: Model of Case B used for simulation
As can be seen in the above figure the currents in the radial
arms are neither in the opposite nor in the same direction.
Thus the fluxes produced by the radial arms would not
cancel each other. Hence, in this case we can expect a
more uniform distribution of flux density in the contact
space. This is quite evident in the simulation results.
Simulation Results
The model used for the simulation is as shown in the
following figure.
Fig 10: Coil orientation for Case B
The parameters for the simulation like the short-circuit
current, material properties and the mesh size were
same as that of CASE A.
As can be seen in the above graph the difference between
the axial flux densities along the X & Y direction is not as
much as in the CASE A. The slope of the curve along the
Y direction is much less in CASE B. Thus the flux density
distribution is much more uniform in the contact space.
Thus we would expect much lesser erosion i.e. a better
short-circuit current interruption performance.
Short-Circuit Evaluation results
The evaluation procedure and the evaluation parameters
were the same as in CASE A. After the evaluation, the VI
was opened and the contacts observed for erosion.
Fig 12: Graph of axial flux density at midgap for Case A
SWICON 2008 Papers
277
The above figure shows the condition of the fixed
contact after the 30 short-circuit close-open operations
at the rated short-circuit current. The erosion is much
lesser as compared to the contact of CASE A.
Inference
The Vacuum Interrupter with more uniform distribution
of the axial magnetic field in the contact space has a
better erosion performance. Thus the axial magnetic
field system in which the radial arms are oriented at 90
deg is superior in performance.
Conclusion
Thus we have seen in the case study that the
electromagnetic simulation results give us correct
directions about the short-circuit performance of the
vacuum interrupter contacts. The results of simulations
and the actual short-circuit test, when combined together
help us to effectively evaluate the erosion and current
interruption performance of the vacuum interrupters.
The FEM simulations can thus be used in the design
of new contact and coil geometries. It can be used as
a tool to evaluate the performance of these contact
system at the design stage itself. In this paper the case
study considered was for an axial magnetic field type of
vacuum interrupter. The FEM simulations can be similarly
utilized to study the design and performance of the RMF
contacts. We can determine the magnitude of the radial
field, the electromagnetic force exerted on the arc. We
can understand whether the arc would rotate and at
what velocity it would rotate. Thus in conclusion we can
say that the FEM simulation is a very powerful tool in the
design, development and evaluation of interrupter and
circuit breakers. The simulation results in conjunction
with the short-circuit results offer a wholesome
approach for the comprehensive evaluation of the
vacuum interrupters.
REFERNCES
Vacuum Switchgear by Allan Greenwood, IEE Power Series.
Vacuum Arcs theory and applications, J.M.Lafferty, Wiley - Inter-
science publication.
Day 2 - Session V-B Medium Voltage
278
Superconducting Fault Current Limiters -
A Concept & Its Future Prospects.
Sandeep Kulkarni, Manglesh Dixit
CG Global R&D Centre, Crompton Greaves Ltd, Mumbai, India.
Abstract
The rapid growth and high demand in the power
generation, transmission and distribution system is
resulting in the threat of higher levels of fault current
in future. The short-circuit level may soon cross the
rated capacity of the existing circuit breakers. The need
to replace existing switchgear and their continuous
upgrade as a result of increasing fault levels impose
high costs for the utilities and their customers. Hence it
would be imperative to introduce means to limit the fault
current. Superconducting fault current limiters (SFCL)
appear to be the most attractive option for mitigating
the high fault currents. HTS Fault Current Limiters (FCLs)
address the market pull to cost-effectively correct fault
current over-duty problems at the transmission voltage
level of 138 kV and higher. This paper explains the
concept, functioning, application and future avenues of
superconducting fault current limiters.
Introduction
Circuit Breaker is the heart of the Switchgear and hence
of the entire Power System. As the operating
voltages and the short-circuit levels of the power system
have increased, the circuit breakers have evolved to
keep pace with the growth of the electric power
system. Novel technologies, essentially involving the
use of advanced interrupting mediums and arc control
technologies have been developed and continue to be
studied.
In the early period, the air magnetic and minimum oil
circuit breakers dominated the medium (1 kV to 36 kV)
voltage scene. Whereas in the transmission voltages
(72 kV and above) the air blast and the bulk oil circuit
breakers were the major players. With the advent of
Vacuum and Sulphurhexafluoride (SF6) circuit breakers,
the older types of circuit breakers have been quickly
superseded. Today the Vacuum circuit breakers dominate
the distribution class while the SF6 breakers dominate
the transmission class. The maximum fault current
rating of these breakers is generally 40 kA/63 kA in the
distribution and transmission circuits. For generator
circuit breakers the same is 80 kA. The power system
scenario in present times is such that the fault current
levels are rapidly rising. Results of short-circuit studies
carried out by PGCIL [1] various critical substation in
different regions are shown in Table 1. The results reveal
that the fault current levels by the year 2025 would be
much higher than the present ratings of the switching
devices. Under these circumstances the engineers
have to design circuit breakers with higher fault current
interruption capabilities. This would call for extensive
and fundamental research in the field of interruption
technologies, novel interrupter designs, contact
metallurgies and geometries. Also the existing breakers
would need to be replaced with breakers of higher fault
current ratings. This would impose substantial costs for
the utilities and the customers. The challenge of the
rising fault currents can be faced by the application of
mitigating devices [1]
1. Splitting/opening of the loop
2. Fault current limiters
The second option of limiting the short-circuit current
by a current limiting element seems to be the most
viable option. This paper talks about the various types
of fault current limiters, emphasizing on the super
conducting fault current limiter (SFCL). The SFCL is a
breakthrough technology employing the phenomenon of
superconductivity. Which is explained in this paper. The
paper then explains in detail the principle of operation,
types and the ratings of SFCL. Finally the present status
of the SFCL technology and the future avenues for the
SFCL are discussed.
SWICON 2008 Papers
279
Fault Current Limiters
The purpose of the fault current limiter is to reduce
the magnitude of the short-circuit fault current, before
the circuit breaker actually clears the fault. The basic
principle behind the functioning of majority of the fault
current limiters is the introduction of a high impedance
element in the circuit to reduce the magnitude of the fault
current. The limiting of the fault current to a manageable
value reduces the thermal and mechanical stresses in
the system and hence enhances the life of the switching
equipment. Based on the operational characteristics
the fault current limiters are divided into the following
types [2]:
i) Inductive
ii) Power Electronic
iii) Resonant circuits
iv) Electromagnetic
v) Super conducting fault current limiter (SFCL)
Superconducting fault current limiter is a breakthrough
technology using the phenomenon of superconductivity.
The following sections explain in detail the phenomenon
of superconductivity and the superconducting fault
current limiters.
Superconductivity
Superconductors have the ability to conduct electricity
without the loss of energy i.e. resistance less electric
flow. When current flows in an ordinary conductor, for
example a copper wire, some energy is lost. Inside a
superconductor the behavior of electrons is vastly
different. The impurities and lattice are still there,
but the movement of the superconducting electrons
through the obstacle course is quite different. As the
superconducting electrons travel through the conductor
they pass unobstructed through the complex lattice.
There are many theories that prove the mechanism of
such resistance less flow, one being the BCS theory.
Superconductors have very high current densities of
more than 150 times of the conventional copper of the
same cross section area. The superconducting materials
are classified as low temperature superconductors and
high temperature superconductors.
Low Temperature Superconductors (LTS)
The classical metallic superconductors have
transition temperatures below 25 Kelvin. LTS wires are a
commercial product for many years, also with properties
which make them suitable for fault current limiter
applications (high matrix resistivity, low AC losses).
Accordingly, several demonstrating models have been
built based on LTS material (e.g. [3]). However, due to
the low operating temperature (usually the material is
cooled using liquid helium to 4.2 K), the cooling costs are
extremely high and fault current limiters based on LTS
are not expected to be commercialised. Consequently
the LTS fault current limiter development efforts have
been essentially stopped since the discovery of high
temperature superconductors.
Table 1. Fault current level by 2025 [1]
Northern Region Western Region Eastern region Southern region
Station Isc(kA) Station Isc(kA) Station Isc(kA) Station Isc(kA)
Meerut -765 83 Dehgam 81 Siliguri 88 Vijaywada- 400 76
Agra - 765 77 Bina 84 Purnea 84 Raichur - 400 63
Meerut - 400 76 Indore 56 Gaya 71 Raichur - 765 63
Jaipur 65 Itarasi 54 Biharshariff 58 Hyderabad - 400 84
Madaula 68 Pune 70 IB 400 kV 75 Chennai 89
Bawana 67 Solapur 58 Maithon - 400 65 Trichy 76
Lucknow - 400 80 N a v i
Mumbai
57 Ranchi - 400 65 Kolar 67
Fatehpur- 765 68 Pune 70 Durgapur 62 Trivandrum 61
Balia - 400 66 Ranchi 78
Lucknow - 765 55 IB TPS 65
Agra - 765
77
Raipur 81
Purnea 84
Day 2 - Session V-B Medium Voltage
280
High Temperature Superconductors (HTS)
In 1986 a new class of superconductors was discovered.
Their relatively high transition temperatures led to the
name high temperature superconductors (HTS). These
materials are based on copper oxide ceramics and exhibit
critical temperatures up to 135 K. Therefore, most HTS
materials can be operated in liquid nitrogen (77 K) which
leads to significant reduction (more than a factor 10) in
cooling costs. Moreover, liquid nitrogen cooling systems
are far less complex than liquid helium systems.
The HTS are getting more popular as they do not require
very low temperature and therefore the complications
are less. For applications these materials are available
in bulk and tapes form. The coil can be made using the
tape that are commercially available. HTS tapes based
on Bi2Sr2Ca2Cu3O10 (BSCCO) known as first generation
superconducting tapes are available in kilometers
of length. Based on the process of fabrication they
are also known as PIT tapes (powder in tube). The
second generation tapes are the YBa2Cu3O7-_ (YBCO)
tapes. YBCO compound is deposited as a thin film of
few microns over the flexible metallic substrate and
comprising of buffer layers in between superconductor
and substrate. Also known as coated conductors,
these are more promising than the first generation
BSCCO tapes because of their advanced properties of
sustaining the superconductivity in high magnetic fields
at 77 K.
Some of the main application of superconductors is
given in the table 2.
Table 2
Power l Motors
l Generators
l Transformers
l Fault current limiters (SFCL)
l Transmission Cables
l Fusion
l Superconducting
l Magnetic storage system (SMES)
Industrial l Magnets
l Levitation lifting
l High gradient magnetic
Separation (HGMS)
l Sensors and transducers
l Magnetic shielding
Transportation l Marine propulsion
l Magnetically levitated vehicles
Electronics l SQUIDs
l Transistors
l Josephson Junction devices
l Circuitry connections
l Particle accelerators
l Sensors & Filters
Medical l Magnetic resonance imaging.
l Biotechnical engineering.
l MCG
Concept Of Sfcl
The Fault current limiter is based on the outstanding
electrical properties of superconductors:
l Zero resistivity below a critical temperature (Tc)
and a critical current (Ic).
l As soon as Ic and/or Tc are surpassed by high
currents or surge, the resistivity of the material
increases rapidly (quench).
l When the surge or over current ceases the
superconductor recovers and again comes back
to superconducting state.
If the rated current passes through a superconductor
line there is no resistance and the component is
practically invisible for the grid. As the current exceeds
a certain critical value, superconductivity is suppressed
and the HTS turns into a highly resistive state. The
switching occurs in a few milliseconds and is reversible
when the cooling is restored. A quench can also occur if
the magnetic field exceeds a certain critical value. The
quench and recovery studies are must to get an idea for
SFCL module [4].
High temperature superconducting fault current limiter
concepts exploit this sharp transition of superconductors
from zero resistance at normal currents to a finite
resistance at higher current densities. Fault currents
are therefore limited instantly when the critical current
is surpassed. Due to these features a superconducting
fault current limiter comes close to the ideal fault
current limiter behavior of a self-triggered, fail safe
device (a loss of superconductivity would result in the
introduction of high impedance in the system).
TYPES OF SFCL [5]
i) Resistive type SFCL with impedance in parallel:
ii) Resistive with magnetic field assist quench
iii) Bridge type SFCL:
iv) DC biased iron core type SFCL
v) Shielded iron core type SFCL
vi) Fault current controller type SFCL
SWICON 2008 Papers
281
The resistive type of SFCL is the most compact and
presently most of the research and development effort
is concentrated on the Resistive type of SFCL. The
bridge type and the DC biased iron core type SFCLs have
the advantage of a very fast recovery. Figure.1. shows a
typical circuit for a resistive fault current limiter [5]:
Fig.1. Resistive Fault Current Limiter
Rsc denotes the superconductor element. The
resistance Rsc during normal operation is negligible and
develops rapidly after the short-circuit current exceeds
the critical current. The resistance Rp is connected
in parallel to Rsc to protect the superconductor from
destructive hot-spots during the quench. The recovery
time varied from a second to a few seconds.
Typical operational sequence of an SFCL is depicted in
figure.2. [5].
Fig.2. Operating sequence of an SFCL.
Advantages
Fault current limiters, offer a cost effective solution to
correct fault current overduty problems thus preventing
breaker failures and limiting the through fault stresses on
the ageing equipments. They also allow accommodation
of increased fault current due to added generation.
Specifically, the superconducting fault current limiters
Table 3: Present status of SFCL [5]
Company Year of test Type Rating Superconductor
ABB Switzerland/2001 Resistive 1,8 kV, 800 A BSCCO 2212 bulk
ACCEL/Nexans SC Germany/2004 Resistive 3 , 6.9 kV, 600 A BSCCO 2212 bulk
Nexans Germany/2008 Resistive-inductive 1 ,63.5 kV, 1.8 kA BSCCO 2212 bulk
General Atomics US/2002 Diode bridge 1 ,7.2 kV,1.2 kA BSCCO 2223 tape
Yonsei University Korea/2004 Diode bridge 1 , 3.8 kV, 200 A BSCCO 2223 tape
CAS China/2005 Diode bridge 3 , 6kV, 1.5 kA BSCCO 2223 tape
Innopower China/2007 DC biased iron core 3, 20 kV, 1.6 kA BSCCO 2223 tape
KEPRI Korea/2004 Resistive 3, 3.8 kV, 200 A YBCO thin film
CRIEPI Japan/2004 Resistive 1, 1 kV, 40 A YBCO thin film
Siemens Germany/2000 Resistive 3 , 4.2 kV, 100 A YBCO thin film
Mitsubishi Japan/2004 Resistive 1, 200 V, 1 kA YBCO thin film
Alcatel France/2001 Resistive 1, 100 V, 1.4 kA YBCO coated
conductor
IGC Superpower US/2009 Resistive 3, 80 kV,- kA YBCO coated
conductor
Nexans Spanien/D2007 - 3, 10 kV, 1 KA YBCO coated
conductor
Hyundai Korea/2007 - 3, 13.2 kV, 630 A YBCO coated
conductor
Rolls Royce UK/- Resistive 6.6 kV, 400 A MgB2
Day 2 - Session V-B Medium Voltage
282
have the following advantages:
i) Fast and effective current limitation
ii) Quick and automatic recovery
iii) Fail safe and reliable operation
iv) Low AC losses and voltage drop
v) Compact and lightweight
Applications Of SFCLs
A. Distribuition Circuits
i) Bus-bar coupling and transfer feeder
ii) Coupling of dispersed generation
iii) SFCL in generator feeder location
iv) Power plant axillaries
B. TRANSMISSION CIRCUITS
i) Subgrid coupling with fault current limiters
ii) Bus bar coupling
iii) SFCLs to avoid sequential tripping.
PRESENT STATUS
Table.3. shows the present status of SFCL
development throughout the world [5].
The SFCLs are still in the research stage and are not
commercially available. However, a pre-commercial
prototype is not a long way away. Resistive type SFCLs
are attracting the most research efforts. A few field
tests have taken place and underlined the technical
feasibility of
SFCL. Cryogenic insulation is a major challenge in front
of researchers.
The Road Ahead
The conventional solutions are already available to
limit the short circuit levels for MV range and despite
of superior performance of SFCL, they have to
compete with the conventional breakers in cost, size,
long operation feasibility and complicated cryogenic
reliability. SFCL would be more attractive for HV levels
as there is no conventional system that has very low
impedance at normal conditions and quick increase in
impedance under fault conditions. Intense research and
technological development is required to develop cost
effective, simple and optimized cryogenics that can bring
the SFCL to the market. Several excellent prototypes
and experimental models are developed that show the
feasibility of SFCL in near future.
REFERENCES
[1] R.N.Nayak, Y.K.Sehegal, Subir Sen, Development of Transmission
System in India - Impact on short-circuit level, International con-
ference on Emerging trends in EHV Switchgear, 2007, pp 2-11
[2] Dr R.Venkatesh, Fault current limiters an overview, IEEMA journal
November 2006, pp 91-95
[3] Hara, T.; Okuma, T.; Yamamoto, T.; Ito, D.; Tasaki, K.; Tsurunaga, K.:
Development of a New 6.6 kV/1500 A Class SCFCL for Electric
Power Systems. IEEE Transactions on Power Delivery, (1993)1, pp.
182-192.
[4] Manglesh Dixit, T.H. Kim, H.M. Kim, K.J. Song, S.S. Oh, R.K. Ko, H.S.
Kim and K.B. Park: The Stability Behavior of ReBCO Coated Conduc-
tors Laminated with Copper or Stainless steel. Physica C (2006)
pp. 199-204.
[5] Mathias Noe and Michael Steurer: High-Temperature Superconduc-
tor Fault Current
Limiters: Concepts, Applications, and Development Status. Super-
cond. Sci. Technol. (2007) R15-R29.
SWICON 2008 Papers
283
Vacuum Interrupted & Embedded Pole
Technology for Reliable, Medium Voltage
Indoor & Outdoor Breaker Application
H. Flink,
ABB AG, Ratingen/Germany
S. Dukkaiappan
ABB Ltd., Nashik / India
M. Belotti,
ABB T&D S.P. A.,Dalmine/Italy
Introduction
Circuit-breakers have the function of carrying rated and
short-circuit currents in the closed condition. They must
also be capable of making and breaking these currents
and, in the open condition after interrupting the current,
isolating different potentials from each other [1].
Various technologies have been used in recent
decades to secure the functionalities described above.
While compressed air circuit-breakers and minimum-oil
circuit-breakers are practically no longer used in new
and retrofitted medium voltage installations and the
proportion of SF6 circuit-breakers is constantly dropping,
the number of vacuum circuit-breakers is significantly
rising. Figure 1 shows the development in shares of the
various technologies installed from 1980 to 2010.
part, consisting of a mechanical (Figure 2b) or magnetic
operating mechanism.
Figure 2b. Vmax circuit-breaker with EL operating mechanism and ac-
cessories
Figure 1. Shares of medium voltage circuit-breakers installed worldwide
by switching medium
Vacuum Circuit-breakers
A vacuum circuit-breaker is normally a three-phase
device. It has an electrical part, consisting of the poles
with the vacuum interrupters (Figure 2a), and a drive
Figure 2a. Vmax circuit-breaker with vacuum interrupters
Day 2 - Session V-B Medium Voltage
284
Vacuum Interrupters
ABB [2] commenced manufacture of the first vacuum
interrupters in the early 1980s. By the mid-1990s, annual
production had reached around 30,000 units, and that
level has risen almost ten times today in response to
strong demand from the market. ABB is therefore now the
worlds largest manufacturer, with over 1.5 million vacuum
interrupters installed. ABB has production facilities both
in Ratingen (Germany) and in Nashik (India) [3].
The vacuum interrupters are used for rated vol-tages
from 3.6 kV to 40.5 kV, short-circuit breaking currents
up to 63 kA and rated currents up to 4000 A. The main
advantages are:
- High quality and reliability
- Efficient current carrying and current interruption
- Maximum performance and compactness
- No environmental impact
- No maintenance till end of life [4].
Figure 3 shows a cross-section of a modern vacuum
interrupter. The main components are two switching
contacts made of copper-chromium composite material
(CuCr), one of which is fixed
gap between the contacts and the energy of the arc
is transmitted to the contacts and the shield, avoiding
local overheating of the tracing points [6].
Production under clean room conditions and routine
testing of the dielectric properties and internal pressure
of vacuum interrupters are characteristic features of
interrupters with an ultra-high vacuum (UHV) of <10-7 hPa.
These demands can only be met by process-monitored
series production, supported by a strictly implemented
Quality and Environmental Management System to DIN EN
ISO 9001: 2000-12 [7] and DIN EN ISO 14001: 2005-06 [8].
Operating Mechanisms
A vacuum circuit-breaker requires mechanical energy
to operate the moving contacts inside the vacuum
interrupters.
Energy is supplied by a dedicated operating mechanism,
connected to the vacuum interrupters by a kinematic
linkage system, which must ensure the correct time-
travel characteristic. The short contact gaps of up to
14 mm are the precondition for reducing the energy
requirements of the operating mechanism.
The required energy is no higher than a few hundred
Joules. ABB [9], which has several decades of proven
experience in the design and manufacture of operating
mechanisms for MV circuit-breakers, recently developed
the new EL series of low energy mechanical operating
mechanisms, which especially suit the short contact
gaps of vacuum interrupters. Figure 4 shows a Vmax
circuit-breaker, with which the EL mechanism is used.
The EL operating mechanism is a spring stored energy
mechanism, which has a set of compression springs,
and the release is trip-free. Thus, opening and closing
operations are independent of manual actions of the
operator, and always ensure the right energy and travel
characteristics for the switching contacts of the vacuum
interrupters.
Figure 4. Vmax circuit-breaker: Overview of the EL operating mechanism
and kinematic linkage, connecting it to the vacuum interrupters
Figure 3. Cross-sectional representation of a vacuum interrupter of type
VG4. Rated data: Ur =12 kV, Ir =2500 A, Isc=25 kA; diameter: 90 mm
and the other one movable, a ceramic insulator, a metal
bellows on the moving contact side and a concentric shield
to prevent the condensation of metal vapour on the inside
of the ceramic material during an opening process [5].
The special contact geometry ensures that during an
opening operation the contracted arc is moved in the
SWICON 2008 Papers
285
The EL operating mechanism also has a built-in
mechanical anti-pumping device, ensuring that each
closing operation
a) is only followed by a single opening operation, and that
there is no other closing operation after this unless the
closing command is interrupted and issued again.
b) can only be performed when the following conditions
are fulfilled at the same time:
_ compression springs are fully charged.
_ opening device (pushbutton or servo-coil) is not
enabled.
_ circuit-breaker is open.
The main advantages of the EL series of operating
mechanisms are:
_ Very simple device, with few components produced
by specific tools for very high volumes (such as
precision blanking), resulting in a very high
reliability.
_ Extremely limited and simple maintenance.
_ Accessories can be either AC or DC supplied and
can be easily and rapidly installed (plug-in
concept).
_ Built-in charging lever for the compression
springs.
_ Plug-in design of entire EL mechanism.
Other Applications
ABB supplies vacuum interrupters (Figure 5) for the whole
range of switching devices.
Series VG for vacuum circuit-breakers covers applications
with rated voltages Ur in the range of
12 kV to 40.5 kV and is suitable for rated currents Ir of up
to 4000 A and rated short-circuit breaking currents Isc of
up to 63 kA. Even the 63 kA vacuum interrupter variant
is extremely compact in design, with a diameter of only
142 mm and a length of 224 mm.
All the vacuum interrupters of this series fulfil the
highest mechanical, electrical and capacitive switching
requirements M2, E2 and C2 of IEC 62271-100: 2006-10
[10] and DIN EN 62271-100 (VDE 0671-100): 2004-04.
The vacuum interrupters of the VS series are designed
for contactors (Figure 6) and switch-disconnectors in
the rated voltage range from 3.6 kV to 24 kV and for
up to 1,000,000 mechanical switching operations
(contactor applications) or 15,000 mechanical switching
operations (switch-disconnector applications). The
vacuum interrupters comply with requirements AC-1, AC-
2, AC-3 and AC-4 to IEC 60470: 2000-05 [11] and DIN EN
60470 (VDE 0670-501): 2002-01.
Since all of the VS vacuum interrupters for contactors
satisfy the maximum requirement AC-4, only this highest
utilization category is considered here. AC-4 describes
a cage induction motor application involving starting,
plugging, reversing and inching at a high switching
frequency at rated currents in the range of a few hundred
Amperes and with a making and breaking capability of
several kA.
Therefore the contacts are made of WCAg instead of the
more commonly used CuCr. The hard-metal component,
tungsten carbide (WC), makes the contacts resistant to
erosion caused by arcing.
Figure 5. Overview of vacuum interrupters of series VG and VS. Left:
Series VG embedded in silicone. Top centre: Series VG for circuit-breaker
applications. Bottom right: Series VS for contactor and switch-discon-
nector applications Figure 6. VSC contactor with VS vacuum interrupters
Day 2 - Session V-B Medium Voltage
286
Unlike the interrupters used in contactors, an interrupter
in a switch-disconnector only has to be able to interrupt
rated currents of few hundred Amperes. Switches must
also be capable of disconnecting capacitor banks
without restrikes. Capacitive interruption, for which
high dielectrical strength is essential, is also required for
frequent disconnections of overhead lines and cables
under no-load or low-load conditions.
Future Applications
New, innovative vacuum based concepts lead to an
integration of functionalities:
In GIS switchgear with fixed circuit-breakers a three-
position switch in serial connection with the breaker
is required [12]. This device is located between the
busbar and the breaker and has to fulfil the following
requirements:
- Closed position to busbar (circuit breaker and
busbar connected): Carry rated and short-circuit
currents
- Open position (circuit breaker and busbar
disconnected): Isolating different potentials
based on the high level of isolation coordination.
- Closed position to earth: Carry short-circuit
currents in case of failure to earth.
No making and breaking capability is required.
The well known types today are three-position switches
designed as knife or rod-type applications with SF6 as
the insulating medium. Vacuum interrupters as three-
position switches with disconnecting properties, as
shown in Figure 7, will allow the production of very compact
and maintenance-
free devices in the
future [13]. Figure 7
demonstrates the
field distribution,
done to achieve
sufficient electrical
strength, in the
open position
with disconnector
functionality. In this
field calculation,
high potential is only
applied to the moving
contact, whereas the
middle ring and the
fixed contact are at
earth potential. The
moving contact has
to guarantee a higher
voltage withstand
level of 145 kV BIL (not only 125 kV) at a rated voltage
of 24 kV.
The next future-oriented step could be to combine
the disconnector functionality with the switching
capability in one vacuum interrupter that has a high
electrical performance. Then only one device would be
needed for the circuit-breaker and three-position switch
functionality.
Prospects
Vacuum interrupters fulfil all the requirements for the
whole range of switching devices. These devices are
notable for compactness, reliability, no environmental
impact, and unlimited mechanical and electrical
functionality during their entire service life. Based on
this, switching devices with vacuum interrupters will
ensure rising market shares worldwide.
Innovative solutions with integrated functionalities will
promote this market trend.
REFERENCES
[1] Fenski, B.; Fink, H. et al.: Vacuum interrupters and embedded poles
for medium voltage. etz (2007) no.3.
[2] ABB AG, Calor Emag Mittelspannungsprodukte, Ratingen: www.
abb.com
[3] Kaltenegger, K.; Salge, G.; Gentsch, D.: Breaking to the front -
Technological innovation in vacuum interrupters. ABB Review 92
(2005) no. 4, pp. 39-41 (ISSN 1013-3119)
[4] Renz, R.; Gentsch, D.; Fink, H.; Slade, P.; Schlaug, M.: Vacuum Inter-
rupters - Sealed for Life. In Proceedings 19th International Confer-
ence on Electricity Distribution (CIRED), 21.5.-24.5.2007 in Vienna /
Austria
[5] Gentsch, D.: Contact material for Vacuum Interrupters based on
CuCr with a specific High Short Circuit Interruption Ability. pp. 437-
442 in Proceedings of XXIIth International Symposia on Discharges
and Electrical Insulation in Vacuum (ISDEIV), 25.9.-29.9.2006 in
Matsue/Japan. Piscataway, New York / USA: IEEE 2006.
[6] Gentsch, D.; Shang, W.: High-speed observation of Arc Modes and
Material Erosion on RMF- and AMF-Contact Electrodes. IEEE Trans. on
Plasma Science 33 (2005) no. 5, pp. 1605-1610 (ISSN 0093-3813)
[7] DIN EN ISO 9001:2000-12 Quality management systems - Require-
ments. Berlin / Germany: Beuth
[8] DIN EN ISO 14001:2005-06 Environmental management systems
- Requirements with guidance for use. Berlin/Germany: Beuth
[9] ABB Power Technologies, Unita Operativa SACE TMS, Dalmine /
Italy: www.abb.com
[10] IEC 62271-100: 2006-10 High-voltage switchgear and controlgear
- Part 100: High-voltage alternating-current circuit-breakers. Gene-
va/Switzerland: Bureau Central de la Commission Electrotechnique
Internationale (ISBN 2-8318-8798-4)
[11] IEC 60470: 2000-05 High-voltage alternating current contactors
and contactor-based motorstarters. Geneva / Switzerland: Bureau
Central de la Commission Electrotechnique Internationale (ISBN
2-8318-5285-4)
[12] Fink, H.; Hyrenbach, M.: New gas insulated switchgears (GIS) - an
intelligent and integrated solution of primary and secondary tech-
nology for medium voltage (MV) applications. In Proceedings of
SWICON 2004, Mumbai / India.
Figure 7. Electrical field strength shown
in the half cross section of a three-posi-
tion vacuum interrupter for an applied
voltage of 125 kV
SWICON 2008 Papers
287
[13] Gentsch, D.; Fink, H.; Dullni, E.: Three Position Switch Based on
Vacuum Interrupter Technology Suitable for Disconnecting and
Earthing Purposes. pp. 446-449 in Proceedings of XXIst Interna-
tional Symposia on Discharges and Electrical Insulation in Vacuum
(ISDEIV), 27.9.-01.10.2004 in Yalta / Ukraine.
Day 2 - Session V-B Medium Voltage
288
Design calculations for structural safety of
outdoor breakers
Anil Patil
Siemens Ltd., Power Transmission
& Distribution Division, Kalwa,
Thane
Synopsis:
No design work of a product is complete unless
calculations are submitted to prove the correctness of
the design. This then is followed by type tests carried
out as per the relevant standards of the product. This
approach applies to verify materials used in the product,
the actual design / shape of the part and assemblies,
the inter phase electrical clearances maintained, effect
of short circuit currents flowing etc.
In the recent times, it has been observed that more
and more customers demand for design calculations
for structural safety of the outdoor breakers in view of
their past experiences and to ensure reliability of the
structure.
At present, in the absence of proper guidelines as also
code of practice, the breakers are either over-designed
or under-designed. Hence this is an unique attempt made
to illustrate the important aspects to estimate various
loads as applied by design calculations of a large
switchyard equipment structure such as 36kV outdoor
vacuum circuit breaker installed in a substation.
Various types of electrical and mechanical loads acting
on the structure, which the breakers are expected to
carry are included.
(1) Dead weight of the breaker,
(2) Dynamic load due to normal switching operations,
(3) High wind load: - Force exerted by high wind applied
on electrical equipments & structural members of the
breaker, the high wind velocity considered is 180km/hr
= 50m/s,
(4) Short circuit force along the longitudinal direction
acting at top of each pole column,
(5) Pull out force along the transverse direction due to
overhead conductors / connections etc. acting on the
top of each pole column and
(6) Erection load: -Miscellaneous load during erection
and fabrication (for example, a man with tools in his
hands).
This document examines the safety of the breaker
supporting structure (Fig.1) and its individual vital part
such as channels, angles, base plates & foundation
bolts subjected to high wind load in the transverse &
longitudinal directions separately including dynamic
loading, erection load, pull out force and short circuit
forces occurring simultaneously.
Of more relevance to us is use of Indian Standards for
structural parts. The calculations are hence based upon
relevant Indian design codes viz. IS 800- 1984, IS 875
(Part 3)-1987, IS 808 Part III and data given for standard
Indian hot rolled sections etc.
The approach is made for 36kV breakers. Based upon
same, similar calculations can be attempted for higher
& lower ratings.
It is expected that the paper has presented the real
loadings to which the breaker is subjected in actual
practice. Hence this will provide substantial assistance
for the structural safety of the breakers & HV switchyard
structures to the customers & evolve economic
designs.
Similar calculations have been presented for various
structures of breakers and based upon field experience,
no untoward incidence of failures have been reported
from sites.
Structural design calculations to take care of ice loading
and seismic activity at site can be determined by use of
advance software to simulate such conditions & hence
are not a part of this paper.
SWICON 2008 Papers
289
Introduction: -
As mentioned above, depending upon customers
requirements, various structures are designed. In the
following case, a typical structure required by many
utilities is selected to illustrate design calculations.
Three pole columns each of dimensions 315(x1065mm
height are resting on a steel base frame of 275mm
height.
The supporting structure consists of four columns of
ISA-65x65x6 section to support an electrical breaker
unit.
The height of the steel structure is 1785mm. The right and
left hand pedestals or pillars consisting of two above-
mentioned columns (of ISA-65x65x6) are battened along
the transverse direction with steel flat of size 60x6mm
and are hinged at the base.
Longitudinal bracings (ISA-65x65x6) on Front & rear sides
for supporting structure are also provided.
The base plates of columns are welded with two gusset
plates and are fixed on a concrete pedestal each with
20 dia steel bolts.
(2) Dynamic load due to switching operation = 365kg.
Hence dynamic load on each column of supporting
structure is 365/4 = 91kg. (Refer addendum 1 for
calculations).
(3) High Wind Pressure = 150 kg / m2 = 180km/hr applied
on electrical equipments and additionally at 1.5 times
on the projected area of the structural members. (Refer
addendum 2 for calculations.)
(4) Short circuit force Fsc= +/- 60 kg along the longitudinal
direction acting at top of each pole column. (Refer
addendum 3 for calculations.)
(5) Miscellaneous load during erection = 100 kg (for
example, a man with tools in his hands). Hence erection
load on each column is 100/4 = 25kg.
(6) Pull out force of +/- 50 kg along the transverse
direction due to overhead conductors / connections etc.
acting at 500mm from the top of each pole column.
Part 1:Verification for high wind flow in longitudinal
direction i.e. perpendicular to bus or along the minor
axis
Practical case under worst scenario due to Dead load
+ Dynamic load due to switching operation + High wind
load + Short Circuit force + Erection load is considered.
Design of the Columns: The front & rear columns of each
pedestal have been designed as a combined battened
pillar with 2-ISAs to carry the dead & dynamic weight
of breaker unit as well as high wind forces, short circuit
forces etc.
High wind load: High wind pressure = 150kg/m2
Solidity ratio = 2 x 0.065x 1.762 / (0.27+0.53)/2x(1.762) =
0.325
Force coefficient for square towers, Cf = 2.7 - Ref. Table
30, IS 875
Shielding factor = 1.0 for the other channel with frame
spacing ratio > 8.0 - Ref. Table 29, IS 875
High wind load on each support angle flange, W1=
1.5x0.065x150x2.7 = 40kg/m height.
Horizontal force due to W1 at top of battened column,
Hw1 = 40x1.785 = 71kg.
The moment at base of the pedestal M1 = 71x1.785 =
127kgm and a couple V1 = +/-71 x (1.785/2) / 1.5 = +/-
42kg.
Wind load on pole column W2= 0.315 x 150 = 47.25kg/m
height.
Total wind load on pole columns HW2= 47.25x 1.065
=50kg.
This 50 kg load is equivalent to a horizontal force Hw2 =
FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW FRONT VIEW SIDE VIEW
Fig. 1 :- G.A. of Outdoor Vacuum Circuit-Breaker
Fig 1 G A of outdoor Vacuum Circuit-Breaker
Loads on the structure
(1) Dead load of the breaker unit and supporting structure
= 670 kg. Hence load on each column = 670/4=168 kg.
Day 2 - Session V-B Medium Voltage
290
50 kg and a couple V2 =+/-50x 0.515/1.5=+/-17kg.
The moment at base of the pedestal M2 = 50 x 3.4 =
170kgm.
Wind load on mechanism housing & base frame W3=
0.27 x 150 = 40.5kg/m height.
Total wind load on mechanism housing & base frame
HW3= 40.5x 1.115 = 45kg.
This 45 kg load is equivalent to a horizontal force Hw3 =
45 kg & a couple of V3 = +/-45x0.58/1.5 = +/-17kg.
The moment at base of the pedestal M3 = 45 x 2.34 =
105kgm.
Short circuit force W5 = 60kg acting at top of pole
column. (Refer addendum 3)
This 60 kg load is equivalent to a horizontal force Hw5
= 60 kg and a couple V5 =+/- 60 x 0.1.065 / 1.5= +/- 43
kg.
The moment at base of the pedestal M5 = 60 x 3.9 =
234kgm
Total moment at base of the pedestal ML =
M1+M2+M3+M5 =127 + 170 + 105 +234 = 636 kgm.
Total axial load, PL = Dead & dynamic load on each
pedestal + V1 + V2+ V3+ V5 + Erection load = (168+91)
x 2 + 42+17 + 17+ 43 + 50 = 687 kg.
Use ISA 65656 for each column: - Sectional properties
are as given in IS 808 P III
Cx =Cy=1.81 cm, Ix = Iy = 29.1 cm4 rx = ry = 1.98 cm
Zx= Zy= 6.2 cm3
M= 5.8 kg/m a = Area = 7.44 cm2
( l/rmin = 76.5/1.98 ( 40, D/T = 65/6 = 10.8
Permissible stresses, (bc = 1600 kg/cm2 and (ac = 1360
kg/cm2 (Ref. Table 6.1B & Table 5.1 - IS 800)
Bending stress, fbc = 636 x 100x0.59 / (2x29.1) = 644
kg/cm2 < (bc....o. k. & safe.
Axial stress, fac = 687 / (2x 7.44) = 46kg/cm2 (negligible)
< (ac...o. k. & safe.
Design of the Horizontal Angle : It is subjected to dead
load + dynamic load
Max axial load on the member =(670+365)/2 = 518kg
Use -50(50(5 on each side, l/rmin = 137.5/ 1.52 = 96, M =
3.8kg/m & a = 4.79cm2,
Permissible stress (ac = 810 kg/cm2 - Ref Table 5.1 of IS
800
fac = 518/4.79 = 108kg/cm2 < (ac....o.k Therefore
size of horizontal supporting angle a is o.k. & is safe.
Design of the Base Plate: At the end of the column, base
plate is welded directly & with gussets to the column.
One pull-out force = 50 kg acting at top of pole column
and another pull-out force=50 kg acting at 500 mm from
the top of pole column in the opposite direction to the
previous one, both along the transverse direction.
Only one 50 kg force at the top is considered to get the
worst effect.
This 50 kg load is equivalent to a horizontal force = 50
kg and a couple V6 = +/- 50 x 3.4 / 0.65 = +/- 262 kg at
the base of column.
Total axial load at the base of column = [168 + 91 +
262/2] = 390kg.
Size of base plate = 20 cm x 22 cm.
Therefore w = the pressure on the base plate is 390
(20x22) = 0.87 kg/cm2 =0.087MPa
Thickness t is calculated referring to clause 5.4.3 of IS
800 as follows-
t = Square root of [ 3w (a2 - b2/4 ) ( (bs ] where a =
125mm, b = 95 mm, (bs = 185Mpa. Therefore t = 4.6mm.
However, actual thickness of the base plate is 10mm.
Hence it is safe & o.k..
LL LLL LL LL
BBBBBBBBB
FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN FOUNDATION PLAN
V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1 V1
V3 V3 V3 V3 V3 V3 V3 V3 V3
V3 V3 V3 V3 V3 V3 V3 V3 V3
V2V4 V2V4 V2V4 V2V4 V2V4 V2V4 V2V4 V2V4 V2V4
FRONT VIEW FRONT VIEW FRONT VIEW FRONT VIEW FRONT VIEW FRONT VIEW FRONT VIEW FRONT VIEW FRONT VIEW
V2V4 V2V4 V2V4 V2V4 V2V4 V2V4 V2V4 V2V4 V2V4
Fig. 2 :- High wind flow in longitudinal direction
SWICON 2008 Papers
291
Considering half width of the base plate is effective,
Soil Pressure = 390 (11x20 = 1.78kg/cm2 < 40kg/
cm2Hence safe & o.k.
Design of foundation Bolt: -
Total uplift at each base plate = 168 + 91 + (42+17+17+43)/2
+ 25 = 348kg
However, using each 20mm dia bolt, total tension taken
is [( (20)2 /4 ]x 41 = 12874kg. Hence, it is safe & o.k.
Refer IS 226 for tensile strength of 20mm rod = 41kg/
mm2
Conclusion 1: Design of supporting structure is safe
for high wind load in longitudinal direction, dynamic
+ erection loading & short circuit forces occurring
simultaneously.
Part 2: Verification for flow of the wind in transverse
direction i.e. along the bus or along the major axis
High wind pressure=150 kg/m2
Calculation of solidity ratio:
Total area covered by pedestals = [(1.5+0.94)/2]
x 1.785 = 2.18 m2
Actual area of columns = 2 x 0.065x 1.785 = 0.232 m2
Solidity ratio = 0.232 / 2.18 = 0.1,
Force coefficient, Cf =3.8 - Ref. Table 30, IS875.
High wind load on flange of each pedestal, F1=
1.5x0.065x150x3.8 = 56.7kg/m height.
Horizontal force due to F1 at top of battened column,
HF1 = 56.7x1.785 = 99kg.
The moment at base of the pedestal = M11= 99x1.785
= 177kgm and a couple V11 = +/-99 x (1.785/2) / 0.65 =
+/-136kg
Wind load on pole column F2= 0.315 x 150 = 47kg/m
height.
Total wind load on three pole columns = 47x 1.065 x 3
=151kg.
This 286 kg load is equivalent to a horizontal force HF2
= 151kg and a couple V12 =+/-151x 0.515/0.65=+/-120kg.
The moment at base of the pedestal = M12 = 151 x 3.4
= 513kgm.
Total wind load on mechanism housing F3 = 150 x (0.94
x 0.84) = 118kg.
This 118 kg load is equivalent to a horizontal force HF3 =
118 kg & a couple of V13 = +/-118x0.84/0.65 = +/-153kg.
The moment M13 due to F3 at base of the pedestal is
118 x (0.84 + 1.785) = 310kgm.
Total wind load on base frame F4 = 150 x (0.275 x 1.9) =
78kg.
This 78 kg load is equivalent to a horizontal force HF4 =
78 kg & a couple of V14 = +/-78x0.275/0.65 = +/-33kg.
The moment M14 at base of the pedestal is 78 x
(1.785+0.84+0.275) = 226kgm
Short circuit force Fsc = 60kg is acting at top of pole
column. (Refer addendum 3). This force acts in longitudinal
direction but for worst condition, it is considered in
transverse direction.
This 60 kg load is equivalent to a horizontal force Hw7
= 60 kg and a couple V15 =+/- 60 x 0.1.065 / 1.5= +/- 43
kg.
The moment M15 at base of the pedestal = 60 x 3.9 =
234kgm
Total axial load PT at the base of the pedestal, = Dead
+ Dynamic load + V11 + V12 + V13 + V14 + V15 + Erection
load = (168+91) x 2 +136 + 120 + 153 + 33 + 43 +50 =
1053kg
V11 V11 V11 V11 V11 V11 V11
V11 V11 V11 V11 V11 V11 V11
V13 V13 V13 V13 V13 V13 V13
V14 V14 V14 V14 V14 V14 V14
V12,V15 V12,V15 V12,V15 V12,V15 V12,V15 V12,V15 V12,V15
SIDE VIEW SIDE VIEW SIDE VIEW SIDE VIEW SIDE VIEW SIDE VIEW SIDE VIEW
Fig. 3 :- High wind in transverse direction
Day 2 - Session V-B Medium Voltage
292
Total moment at the base, MT = 177 + 513 + 310 + 226 +
234 = 1460kgm
Considering sections 2-ISA 65x65x6 with clear spacing
in between is 410mm,
Area, A = 7.44x2 = 14.88 cm2; Zyy = 317cm3
Length, l = 139 cm ; ryy = 15.3 cm ;
Slenderness ratio, l/ryy = 139.5/15.3 = 9.08; D/T = 310/6
= 52;
Permissible stresses,
(ac = 1420 kg/cm2, (bc = 1590 kg/cm2 ...(Ref. Table 5.1 &
Table 6.1B of IS 800)
Axial stress, fac = 1053/14.88 = 70kg/cm2 ............... <
(ac.... o. k. & safe
Bending stress, fbc = 1460 x100 / 317= 460kg/cm2 ...<
(bc.....o. k. & safe.
Conclusion 2: Design of supporting structure is safe for
high wind load in transverse direction, dynamic loading
& short circuit forces occurring simultaneously
Observations based upon practical considerations:
1. The columns with higher width at the base near ground
can result in economical & reliable structures.
2. It will an advantage to concrete foundation bolts.
3. By increasing battens (horizontal members) in the
design of column, the same can be made sturdier.
Concluding Remarks
The breaker supporting structure as shown in Figure 1 is
safe for the high wind load, dynamic load, erection load &
short circuit forces acting simultaneously in longitudinal
as well as transverse directions as per conclusions 1 &
2 above.
Addendum 1: -
Energy in the spring = Force x distance
= 456 kg x 0.8m
= 365kgm
Addendum 2: -
Calculation of wind pressure Pd in kg / m2
Given maximum wind velocity Vd = 180km/hr = 50 m/s.
Hence Pd = 0.6 Vd2
= 0.6 x 502
= 1500 N/m2
= 150kg/m2
Addendum 3: -
Short Circuit Force Fsc = 0.2 x Ip2 x L/P
where Ip = Peak making current in kA
= Isc x 2.5
= 26.3x 2.5
( 66kA
L = Length of insulator including flanges
( 500 mm
P = Phase spacing = 725mm
( Fsc = 0.2 x 4356 x 500/725
( Fsc = 600 Newton i. e 60 kg
Reference codes-
IS 800 - 1984 (reaffirmed in 1991),
IS 875 (Part 3)-1987(reaffirmed in 1997),
IS 808 - 1992 (reaffirmed in 2004)
SWICON 2008 Papers
293
Active Protection Against
Internal Arcing Enhance Operators
Safety and Equipment Availability
Abstract
Operator safety against internal arc is normally ensured
by a passive protection system (e.g. the switchgear
structure) when the equipment is energized. In this
paper, a new concept for an active protection system
integrated in UniGear switchgear is presented.
No matter how well a worker follows safety guidelines,
there will always be a risk associated with electrical
equipment. There are some occasions where it is
necessary to work on energized equipment, for example,
when a problem cannot be resolved through normal
troubleshooting procedures with the equipment in a de-
energized state.
An active Arc Eliminator (AE) device can be provided
in addition to the passive internal arc protection for
additional safety. In older installed switchgear that has
no internal arc protection, it is possible to improve the
safety by installing an active AE.
Introduction
Modern medium voltage air insulated switchgear
(AIS) and gas insulated switchgear (GIS) are designed
with the intent of providing safety to the operating
personnel against internal arc. This is achieved by
designing the enclosure part of the switchgear in a way
that it withstands the pressure and heat generated by
the internal arc through an exhaust duct that directs hot
gases away from the operators working zone.
If switchgear is not designed to meet internal arc proof
requirements and an arcing fault occurs, the energy
released in a fraction of a second can seriously injure the
operator or may also kill him [1].
The foremost standard on electrical safety is the
NFPA 70E, which is the Standard for Electrical Safety
Requirements for Employee Workplaces [2]. In this
standard, it is clearly stated that workers should not
work on or near exposed live parts except for the
following two scenarios (NFPA 70E-2000 Part II 2-1.1.1):
1. When equipment is being de-energized additional
or increased hazards are introduced (such as reducing
ventilation to the area) or
2. When working away from live parts is not feasible
due to equipment design or operational limitations (for
example, while testing voltage for diagnostics).
Arc Protection Devices
In case an operator is obliged to work on an energised
system, the minimum time required for the extinction of
the fault with conventional protection relays is in the
range of 100 - 200 milliseconds. During this time, the
operators safety is ensured by the switchgear structure,
which is normally tested to withstand an internal arc
for 0.5 seconds or 1 second. However, the internal
parts of the switchgear are completely damaged in the
compartment wherein the arcing occurs.
This equipment failure causes high costs in terms of
repair, service discontinuity and long process insurance
claims.
Arc protection devices can reduce the duration of the
fault current feeding an internal arc significantly, limiting
the total electrical energy delivered to the fault.
Several arc fault protection systems, such as the type
TVOC, REA, FRD, are available today in ABBs product
portfolio. All these electronic devices are usually
installed in ABB switchgear, detecting the presence of
an internal arc in the shortest possible time, typically
within few milliseconds. This is done via optical sensors
or pressure sensors (FRD). The average intervention
time required for arc fault extinction is in the range of 100
Alessandro Bonfanti, Carlo Gemme, Michele Pasinetti
ABB PT u.o. SACE, Dalmine, Italy
S.Dukkaiappan
ABB LTD, Nashik, India
Day 2 - Session V-B Medium Voltage
294
milliseconds, considering the relay and circuit breaker
operating time.
One solution for reducing the effects of internal arc
is a current limiting device, which can reduce both the
magnitude and duration of the fault current. A current
limiting device must be capable of operating in the first
quarter cycle and must prevent the fault current from
reaching the first peak of the asymmetrical waveform.
It is therefore extremely effective in reducing the energy
input to the arc.
The ABB Is Limiter can be installed in a dedicated
switchgear unit used as a fast bus-tie disconnecting
device. This enables distributed generation connection
or system extension even when the coupled short
circuit power will exceed existing switchgear ratings. For
reducing the effect of internal arc, it must be installed
on the incomers of the switchgear.
The Is Limiter solution, due to the extremely fast
decoupling time of 1 millisecond and the need for replacing
the interrupting device cartridge after operation, has
a higher performance level, which requires increased
investment compared to other solutions.
Arc Eliminator Solution
The Arc Eliminator (AE) is the solution that merges the
positive characteristics of all fault limiting devices. It
operates within 5 milliseconds to short circuit and ground
the arc.
The AE is easy to install in switchgear with limited
investment, as one device can protect the whole busbar
system. A typical installation will consist of one AE unit
on each half of the busbar system operated with open
tie-breaker providing protection for up to 10 panels.
With this solution, thermal damage from toxic arc gases
is dramatically reduced to below 1% of what would be
experienced in a 1 second internal arc. Therefore relief
systems in the switchgear room are not required. Pressure
is limited but still significant during AE intervention.
Relief systems in the switchgear operate, but with no
release of hot or toxic arc gases.
Initially developed and patented for AX1 switchgear and
currently used in the Nordic market [4], the AE is now
available integrated in the UniGear switchgear family
and is also available as a standalone device for existing
switchgear installations.
In UniGear, the AE is encased in a dedicated metal box on
the busbar system. The arc is detected by fiber optics
installed in every switchgear compartment. Thanks to
this application, any damage to the equipment in the
case of an internal fault is greatly reduced. The customer
gains significant advantages in terms of safety, costs
and service continuity.
The installation of the AE on existing switchgear
installations provides an active protection system
(similar to ABS in braking systems), capable of detecting
and eliminating the fault in a few milliseconds in order
to preserve the electric equipment, with the additional
benefit of an increased level of protection for the
operator (the airbag concept).
Fig. 1. Arc Eliminator application on UniGear
Arc Eliminator Device
The AE is a fast closing earthing switch with one device
for each phase connecting to ground. [C1]
The actuating energy for the contacts is electrically
stored in a capacitor unit [3]. The power supply,
trigger circuit and controller integrity are continuously
monitored through an electronic control system to make
the AE operation reliable.
Light sensors provide the tripping signal through the AE
Control Unit (ECU).
SWICON 2008 Papers
295
In case of an open arc fault in the switchgear high
voltage compartment, the light sensors trip the
contact system and make a complete short circuit in less
than 5 milliseconds from the instance of light detection.
The arc requires a voltage of at least a hundred volts in
order to sustain itself. After the contacts are closed,
the voltage drops suddenly to a value at which the arc
cannot be sustained i.e. the plasma channel is unable to
carry electrons.
As can be seen from the diagram, the closing operation
of an AE contact is completed within 5 ms.
The AE on UniGear was successfully tested in the CESI
test laboratory in Italy for the following parameters:
- three-phase short-circuit making tests; test duty T100s
(a) with a prospective peak current of 66 kA at 24,6 kV
[5]
- three-phase short-circuit making tests; test duty T100s
(a) with a prospective peak current of 82,1 kA at 12,1
kV [6]
- three-phase short-circuit making tests; test duty T100s
(a) with a prospective peak current of 100 kA at 12,1
kV [6]
- three-phase short-circuit making tests; test duty T100s
(a) with a prospective peak current of 82,4 kA at 17,5
[6]
- three-phase short-time withstand current test with
31,5 kA for 3,01 s [6]
- three-phase short-time withstand current test with 40
kA for 3,01 s [6]
The AE electronic module is suitable to manage up to 6
optic fibers plus 1 electric input.
Since the UniGear panel is provided with three physically
separated high voltage compartments (busbar, circuit
breaker and cable), the AE is capable to cover up to 2
panels with 1 optic fiber for each compartment.
In order to increase the number of panels which can be
protected by one device, a special electronic interface
has been developed to connect the AE with up to
5 TVOC devices, each equipped with 9 optic fibers.
The main feature that makes the AE such an effective
device in arc protection is the extremely fast operation
of the earth switch.
Fig. 2. Arc Eliminator - event sequence description
Fig. 3. Arc Eliminator making operation oscillogram
Figure 4 shows a cross section of an AE switch pole
contained in an epoxy insulator. The moving contact,
driven at high speed by a Thompson coil repulsion
effect, bridges the SF6 insulating distance, thus short
circuiting the HV terminal to the copper ground plate.
Due to the SF6 insulation, the design is compact and the
same pole is used across the 12 - 24kV voltage range.
In the following oscillogram, the three-phase contacts
closing sequence of the AE switch is represented.
In figure 3, the three phases are represented separately
in the first three lines. The fourth line (CH4) is the trigger
signal and the fifth line is the current flowing in the coil
of the AE L3 phase.
Fig. 4. AE single phase pole cross section
Day 2 - Session V-B Medium Voltage
296
Hence, it is possible to protect up to 17 panels with a
single AE device. The tripping time is not affected by the
presence of the TVOC.
System Operation
To ensure the AE application on UniGear, it is important
to evaluate the system operation and the maximum
number of panels which can be protected by a single
device. It is also important to consider the impedance
of the power circuit and the typical impedance of the
UniGear switchgear busbar, Lb and Rb.
Figure 5 represents the simulated circuit used to verify
the parallel impedance of the power circuit from the
internal arc position to the AE short circuit to ground.
This is very small, therefore, the voltage drop across
arc decreases when the AE operates, which results in
extinction of the arc.
The test is set up to transfer an internal arc started in
CB1 panel to the AE mounted on CB3 panel.
Quantities on the graphs are:
Phase current - red, one of a three phase fault at 31.5 kA
rms, 80 kA peak [A]
Arc Voltage - blue, the phase voltage to ground measured
at the fault point [V]
Energy - green, the integral of Arc Voltage x Phase
current with time [J]
At fault initiation, (To) the supply voltage is closed on a
three phase fault initiated by a fuse wire across the three
phases in the CB1 cable compartment.
As the wire melts, an internal arc develops across the
three phases. The voltage increases to several hundreds
volts (T1), while the current rises, flowing from the supply
side to the arc location CB1.
Simulation cases corresponding to 4 and 20 panels have
been studied. The preliminary results show that the
current sharing between the fault and the AE is not a
problem even with a relatively large number of panels.
It is also clear that L/R ratio influences the shape of
the current wave and consequently arc extinction
capability.
Larger L/R value makes a slower decay of the DC
component; hence the arc remains for an extended time
period.
Referring to Figure 6, the green path represents the
arc current, while the blue path is the current flowing
through the AE after operation.
The simulation results have been confirmed by power
tests at the CESI test laboratory [7], using a power cable
to introduce a significant parallel impedance between
the arc and the AE.
In the pictures below, the same AE operation on a 31kA
internal arc test is shown on two different time scales.
Fig. 5. Simulated circuit
Fig. 6 (enlarged). Current switching between arc and AE
Fig. 7. Power Test setup
SWICON 2008 Papers
297
The light flash of the internal arc triggers the fault
detection from the AE control device ECU. The AE
operation is started.
At time T2, the AE closes the three phases to earth,
creating a low impedance path parallel to the arc, and
arc voltage drops significantly. The current flowing in
the arc diminishes while current starts to flow out of
CB1, through the cable connection, and into CB2 in a
short circuit to earth created by the AE. The arc fault
- detection - AE closing sequence (T2-T0) is completed
within 5 ms.
By time T3, the current is fully transferred onto the AE.
The voltage now drops to a few volts, depending on
the parallel path length and the impedance. The current
continues to flow until upstream CB1 is operated (t >
T4).
Since the short circuit ratings of the AE is 40kA, 1s, it
is capable of withstanding the transferred short circuit
current until upstream protection detects the fault
current and cuts off the supply.
The T3-T2 transfer time depends on the AE position with
respect to the supply side, and ranges from 0-2 ms, as a
function of the parallel impedance introduced.
The 2 ms maximum value has been tested during a 40kA
rms/100kA peak internal arc in CB1 with 10m, 240mm^2
cable connection to CB2.
While the current value driven from the supply side is
not modified during the sequence, the AE operation
strongly limits the voltage and therefore also the energy
input in the fault.
When the fault is transferred from the arcing point into
the AE, the energy input per period is substantially
reduced to less than 1% of the energy during the free
arc 5 ms duration (refer to the steepness in reduction of
Energy trace on graph at T2). Therefore, all the effects
normally associated with an internal arc are contained
and no significant damage of the compartment is
observed.
In the test conducted, the energy input to the arc during
the 5 ms free burning period was about 40kJ in one
phase and a total of 94kJ in all the three phases.
Fig. 8. 31.5 kA arc transfer to AE
Fig. 9. 40 kA arc effects with AE intervention
Day 2 - Session V-B Medium Voltage
298
If the internal arc were to continue for 1 second, as in
an internal arc test, the overall energy released in the
compartment would be in the range of 200 times greater
than the one limited by the AE operation, i.e. up to 2mJ.
This would completely destroy all the inner components
within the compartment.
During the 5 ms free arcing period, the switchgear must
withstand the forces associated with the peak current
and the significant overpressure developed by the arc
energy. This overpressure opens the pressure relief flaps,
if present, and may damage the structural parts when it
is not strong enough to withstand the internal pressure.
Fig. 9 shows the smoke traces on the phase conductor
and bulging of aluminum bottom plate. However, there is
no appreciable arc marks or damage observed.
Internal Arc Failures Statistics
Statistical data collected shows that every year
a significant amount of internal arc faults occur in
switchgear installations. This causes substantial loss
to personnel and property. The internal arc fault occurs
mainly due to the following reasons:
inadequate design
abnormal service conditions
lack of maintenance
moisture and dust build-up on the insulating materials
entry of vermin
deterioration and failure of insulating material
faulty assembly and installation
faulty operation of switching device
corrosion of bolted connections and contacts
aging under electric stress
etc.
Where there are large numbers of old switchgear
installations that have not had internal arc test
requirements fulfilled, the probability of internal arc
and subsequent damage are further increased. Hence,
retrofitting of AE will not only increase the safety of
the operator, but will also drastically reduce the after
effect of internal arcing and damage to the internal
components of the switchgear.
Conclusions
Operator safety is the first priority taken into account
for a medium voltage equipment manufacturer. The
solution presented in this paper is simple, easy to install
and cost effective.
Thanks to the characteristics of the design (installation
is easy as the box is mounted on the top), the AE for
l
l
l
l
l
l
l
l
l
l
UniGear can be applied safely and easily on each panel.
The availability of the AE service kit for installation
on existing plants gives customers the possibility to
increase the safety level of their existing equipment
with only minor modifications.
REFERENCES
[1] S. Dyrnes, C Bussmann, 2005, Electrical safety and arc flash
protection, Electrical Safety and Arc Flash Handbook - vol. 2,
12-23.
[2] NFPA 70E 2000, Standard for Electrical Safety Requirements for
Employee Workplaces.
[3] H. Breder, 2003, Frequently Asked Questions on the AX1 Arc
Eliminator system.
[4] C. Arnborg, 2001, AX1 Technical Description and Ordering
Guide.
[5] CESI, 2006, Test Report A6/004406.
[6] CESI, 2006, Test Report A6/004285.
[7] CESI, 2007, Test Report A7/015852.
[C1]Please confirm this is accurate the way I have re-
written it.
SWICON 2008 Papers
299
Study of Fault Clearing by A Circuit Breaker In
Presence of A Shunt Capacitor Bank
Murali Kandakatla, B. Kondala Rao, Gopal
Gaj jar
ABB Ltd., Maneja, Vadodara, India Thane
Introduction
Reactive power compensation through connection
of shunt capacitor banks is a common practice in
power transmission and distribution systems as well
as in industrial power systems. The introduction of
these capacitor banks also bring in many interesting
phenomena in the power system that require detailed
application checks for successful operations of the
whole system. Generally, the capacitor switching
inrush current calculation, impact on harmonics etc.
are calculated as part of application check. We recently
encountered one case, which points to requirement of
addition of one more application check.
This paper focuses on an aspect that is rarely analyzed in
detail. This phenomenon occurs during clearing of a fault
on line side with presence of a capacitor bank on source
side of a breaker. Usually it is beneficial to have some
capacitive component on source side of breaker, as this
would limit the rate of rise of transient recovery voltage
after initial fault current interruptions. But if there is any
re-ignition after initial interruption, then the presence of
the capacitor bank would cause high frequency current
superimposed on the fault current through the breaker.
The energy stored in the capacitor bank is high enough
to sustain such high frequency currents for duration of
tens of milliseconds. The interruption by breaker at a
current zero caused by superimposition of high frequency
current may lead to the transient recovery voltages (TRV)
beyond capability of the breaker. Eventually the breaker
may fail to interrupt the fault.
It is suggested that a detailed analysis should be
performed for assessing risk of occurrence of such
phenomenon. There is always a possibility of having
one re-ignition during fault clearing by breaker. The aim
of the study should be to assess the magnitude of TRV
that occurs after the interruption of current at the next
current zero after one re-ignition. If this TRV is within the
breaker capability then it is suitable for application in
this system, otherwise some remedial measures must
be taken to avoid such possibility of breaker failures.
Hence, it is much useful to perform the application
check when the system is still in the planning stage so
that all options can be evaluated and the risk can be
averted at much lower cost.
The rest of the paper analyses the case in more detail
with help of one practical medium voltage system.
The system is described first and the situations where
such phenomenon is expected are discussed. The
simulation waveforms showing TRV are obtained and
their characteristics are presented.
System Description
A simplified system single line diagram is shown in
Figure 1. It shows a medium voltage system supplied
by a high voltage line
through a step down
transformer. A shunt
connected capacitor
bank supports the
system bus. There
are usually more than
one outgoing feeders
that supply various
loads. The feeders
and capacitor banks
are controlled by
c i r c ui t b r e a ke r s .
The capacitor bank
consists of series
connection of
capacitors and reactors. The feeders can be overhead
lines or cables
HV Supply
Cap. Bank
Fault
CB
Figure 1 Simplified SLD
Day 2 - Session V-B Medium Voltage
300
Generally capacitor banks are used for the compensation
of the reactive power or for the stabilization of voltage
out of power quality reasons. These large shunt
capacitor banks are capable of creating problems, in the
field of switching phenomena. One of such phenomena
is the breaking of short circuit currents in the vicinity of
capacitor banks.
In the medium voltage distribution networks, capacitor
banks have been installed in order to reduce the losses
in cables and high voltage (HV/MV) transformers, and
to increase the transmission capacity of cables and
transformers. The value of reactor is chosen to control
magnitude and frequency of bank charging inrush
currents mostly according to [1]. The ANSI standards
prescribe for breakers an inrush current with a maximum
peak value of 20 kA and a maximum frequency in the
range of 4 kHz. The discharge currents in short circuit
situation are comparable or even larger than those in
back to back situations [2].
Fault Clearing in The Presence of Capacitor
Bank
Whenever a short circuit occurs near the capacitor
bank, the energized bank discharges to the fault on
near by feeder. The fault current at the instant of fault
occurrence is the combination of source and capacitive
discharge current, but the high frequency capacitive
discharge current dies down within 2 to 3 cycles due to
losses in the network. Any normal breaker in the service
will operate in about 5 cycles (i.e., 100 ms) from the fault
inception, so the fault current interrupted by the breaker
is a normal power frequency current.
When the circuit breaker clears fault current, immediately
after the arc extinction, the power network reacts with a
TRV that stresses the gap. But in the system considered
in Figure 1, the presence of the large capacitor bank on
the source side of the breaker influences the TRV across
the breaker contacts. The rate of rise of the TRV (RRRV)
is reduced because the source side capacitor bank
provides the time delay prior to the initial rate of rise
of the source side TRV. Hence the breaker attempts to
interrupt the arc at the first current zero after contacts
separation. If the time between breaker opening and
first current zero of fault current i.e. arcing time is less
than minimum arcing time of breaker, the contact gap
dielectric strength is too low to withstand breaker TRV,
because of low contact gap. These phenomena may
cause a re-ignition in the breaker.
When a re-ignition occurs, high frequency discharge
current of the capacitor bank with very high amplitudes
will flow through the breaker. The amplitude of these
high frequency currents depends on the instantaneous
voltage of the capacitor bank and the frequency of the
discharge current is caused due to the low inductance
between the capacitor bank and the fault location.
Because of these high frequency currents, there may
be additional current zeros other than the power
frequency current zero. The breaker tries to interrupt the
arc at first current zero of this high frequency current.
This interruption will be successful if the di/dt of this
high frequency current at current zero is less than the
rated di/dt of the breaker [3]. In most cases the di/dt
condition satisfies and interruption will be successful
at first current zero of high frequency current, which
may lead to higher over voltages and may even results
in voltage escalation. Mechanism for the over voltages
has been explained in the next section.
Mechanism for Over Voltages
When a circuit breaker clears a fault current, a large
shunt capacitor bank in the same substation influences
the TRV appearing across the breaker contacts. When
the breaker interrupts the fault current, the capacitor
bank charges through the transformer inductance by
the source. This capacitor bank voltage will appear as
TRV across the breaker. There is always a possibility of
having one re-ignition during fault clearing by breaker.
When the breaker re-ignites, if the TRV exceeds the
dielectric strength of contact gap, the capacitor bank
is charged up to this TRV and this energy is stored in the
capacitor bank as a static energy.
After re-ignition the energized capacitor bank discharges
to the fault. So the current through the breaker is a
combination of high frequency discharge current from
the capacitor bank and power frequency short circuit
current. When the breaker interrupts at first current
zero of this high frequency current, the current flowing
through the transformer inductance is not zero and the
magnetic energy is stored in transformer inductance.
After interruption, the current through the transformer
inductance charges the already charged capacitor
bank to higher voltage which will appear as TRV across
the breaker contacts [4]. If the peak recovery voltage
exceeds the breaker dielectric withstand capability
of the breaker, a re-strike occurs due to the dielectric
break down of the contact gap. The current through the
breaker is established again. The breaker may interrupt
this current at next current zero and also withstand the
resulting TRV, leading to successful interruption. Other
possibility is that breaker may not interrupt at next
current zero due to prolongation of arcing time or if it
interrupts it may not withstand the resulting high TRV
leading to failure of interruption. As the breaker is not
designed for this type of phenomena complete failure
of the breaker occurs, which is undesirable.
SWICON 2008 Papers
301
Application Check for A Practical System
A practical system has been considered to study the
effect of shunt capacitor bank while clearing a fault on
the line side of the breaker. For this system different
types of faults are created on the line side of the breaker
- LG, LL and LLL fault
The complete application check of fault clearing is done
in PSCAD. The TRV developed across the breaker is
monitored for all the test cases.
System Description
The practical system considered is fed by 110 kV, 50 Hz
source through a 3-ph three winding transformer. The
transformer rating is 110/33/10kV, 31.5 MVA. The leakage
impedance of transformer, HV-MV 18.2%, HV-LV is 10.7%
and MV-LV is 6.4%, on 31.5 base MVA. Transformer HV
and MV windings are connected as star grounded where
as LV (tertiary) is delta connected. Tertiary winding is
connected to a 2.5 MVAR ungrounded star connected
capacitor bank consisting of reactor and capacitor in
series. The secondary winding is connected to the bus
bar to which four feeders are connected. A substation
transformer of rating 33kV/440V is catering to the
substation load.
PSCAD Model
The breaker TRV is mostly a localized phenomenon,
so proper representation of stray capacitances and
inductances of station equipment is very important in
the simulation modeling [5].
3 phase 3 winding transformer is modeled using Classical
model and this model is extended to high frequencies
by adding winding capacitances externally, the resistive
damping also considered to approximate the practical
situation. 33 kV feeder lines are modeled using
frequency dependent distributed parameter model,
the most accurate model for transient calculations.
All 33 kV bus bar sections were initially modeled as
frequency dependent transmission lines, and the results
obtained with this model were compared with results
of -sections. The subject of interest is capacitor
transients with relatively low frequency and addition of
frequency dependent bus bar sections did not offer any
advantage in terms of accuracy. Hence -sections were
elected for further simulations. All 33 kV feeder bus
bars are represented by lumped parameter model using
coupled- sections, however the transmission lines
are still frequency dependent model. CTs and CVTs are
modeled as capacitance to ground. Load is modeled as
a series and parallel resistor and inductor branches [6].
Figure 2 System considered for the application check of fault clear-
ing
Normal PSCAD breaker is not capable of self re-ignitions
and re-strikes. A breaker model capable of self re-ignition
and re-strikes is developed and used. The modeling
details and working is explained in the [7]. The complete
PSCAD model is shown in Figure 2.
Different faults are created on the feeder 3 and the
corresponding effect of the capacitor bank on the TRV
generated in that breaker is studied.
Checking The Possibility of Re-ignitions and
Re-strikes
Fault current
The fault current waveform through the breaker for a
LLL fault on the feeder 3 is shown in Figure 3. The fault
instance is at 0.125 sec, as shown by mark 1. From
Figure 3, we can observe that at fault instance the high
frequency capacitive current is flowing through the
breaker, but it is died down with in 3 to 4 cycles. The
breaker opened at 0.462 sec, shown by mark 2, at this
instance there is no high frequency current present. A
re-ignition occurs after opening of breaker and the fault
current re-establishes. Now this current has large high
Day 2 - Session V-B Medium Voltage
302
frequency component, as can be seen in portion after
mark 2 of Figure 3.
-10
0
10
20
30
40
50
60
70
462 463 464
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
TRV with capacitor bankTRV without capacitor bank
V
o
l
t
a
g
e
(
k
V
)
After re-ignition the fault current has components of
fault current and capacitive discharge current as shown
in figure 3. The high frequency fault current after re-
ignition is compared with the power frequency rated
braking current (31.5 kA) in Figure 5.
-10
0
10
20
30
40
50
124 129 134
Electrotek Concepts TOP, The Output Processor
Current (kA)
Time (ms)
C
u
r
r
e
n
t
(
k
A
)
-12
-6
0
6
12
100 150 200 250 300 350 400 450 500
Electrotek Concepts TOP, The Output Processor
Current (kA)
Time (ms)
Mark 1
11111
Mark 2
C
u
r
r
e
n
t
(
k
A
)
Fi gure 4 TRV devel oped across t he breaker wit h and wit hout
capacitor bank
Figure 5 Comparison of di/dt between high frequency fault current
and rated braking current
As we can see from Figure 5 the fault current has
high frequency oscillations, the frequency of these
oscillations is 650 Hz, peak-to-peak magnitude is 1.7 kA
and peak magnitude of fault current is around 7 kA. At
current zero the di/dt ratio of rated braking current is 13.9
A/_sec, for high frequency current it is 0.64 A/_sec. After
re-ignition breaker interrupts the arc at first current zero
of this high frequency fault current as it has less di/dt ratio
than rated, it can be seen in the Figure 5 in the marked
circle. As discussed in the above sections interruption of
this high frequency current leads to higher over voltages
that can cause re-strike due to dielectric breakdown of
contact gap. Following sections will discuss effect of
high frequency interruption on breaker TRV.
Case 1: LG Fault
Normally the capacitor banks are star ungrounded. The
effect of capacitor bank on the LG fault, which involves
ground, is negligible, so in LG fault we are not able to
find above discussed phenomena. The TRV across the
breaker and fault current is same in both cases with and
without capacitor bank.
Case 2: LL Fault
Line-to-Line terminal fault is created between R& Y
phases of feeder 3 and the TRV across the breaker
contacts is studied with and without capacitor bank
effect.
Without capacitor bank
The TRV developed in the 3-phases of breaker terminals,
without capacitor bank has shown in Figure 6.
Figure 3 Fault current waveform in one of the phase with high frequency
component
Re-ignition
When the breaker clears fault current, the capacitor bank
present in the same substation influences TRV appearing
across the breaker. The effect of capacitor bank on the
TRV is shown in Figure 4. Due to capacitor bank the
rate of rise of recovery voltage is low, but peak of the
recovery voltage is higher than without capacitor bank
[8]. The lower rate of rise of recovery voltage because
of capacitor bank is shown in figure with a marked circle.
This low RRRV can force the breaker to interrupt the arc
at first current zero of fault current after opening. This
early interruption can cause a re-ignition as dielectric
withstand capability is less due to small contact gap.
In the PSCAD, the developed breaker model simulates
this re-ignition. The dielectric strength of the breaker is
considered as increasing with a constant slope, up to
66 kV, the rated TRV peak voltage for 36 kV system. If
the TRV developed is higher than the dielectric strength
of breaker, arc will re-establish and current continues
to flow. If this happens within one-quarter cycle after
current zero it is considered as re-ignition.
SWICON 2008 Papers
303
rate of rise of recovery voltage is 0.034 kV/_sec and
peak TRV value is 43 kV.
The RRRV is 0.309 kV/_sec, and the peak TRV value is
38 kV, which is below the 33 kV breaker peak TRV value
(uc) 66kV [9]. If re-ignition has occurred, TRV across the
3-phases of breaker is shown in Figure 7. After re-ignition
the TRV peak value is 39.3 kV, which shows that there
is no effect of re-ignition on the TRV without capacitor
bank.
With capacitor bank
The TRV across the breaker terminals, with capacitor
bank present in the station is as shown in Figure 8. The
-40
-20
0
20
40
252 254 256 258 260 262
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
V
)
-60
-40
-20
0
20
40
60
251 253 255 257 259 261 263 265 267
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
V
)
-60
-40
-20
0
20
40
252 254 256 258 260 262
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
V
)
V
o
l
t
a
g
e
(
k
V
)
-60
-40
-20
0
20
40
60
252 254 256 258 260 262 264 266
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
-0.06
-0.03
0.00
0.03
253.50 253.75 254.00 254.25 254.50
Electrotek Concepts TOP, The Output Processor
Current (kA)
Time (ms)
C
u
r
r
e
n
t
(
k
A
)
Figure 6 TRV developed in the 3-phases of breaker without capacitor
bank
Figure 7 TRV developed in the 3-phases of breaker with re-ignition and
without capacitor bank
Figure 8 TRV developed in the 3-phases of breaker with capacitor
bank
Figure 9 TRV developed in the 3-phases of breaker with re-ignition and
with capacitor bank
Figure 10 High frequency current oscillations in the healthy phase when
re-ignition occurs in the faulted phases.
If re-ignition occurs because of low arcing time, the TRV
waveform in all the 3-phases is as shown in Figure 9.
Here the peak TRV value is 56 kV, which shows that
due to re-ignition increase in TRV is 13 kV. After re-
ignition, capacitor bank discharges through the fault,
interruption of this high frequency fault current causes
increase in TRV.
Re-ignition occurring on the two faulted phases in LL
fault, can cause high frequency discharge current flow
through the healthy phase and it may lead to high
frequency current zeros. This phenomenon is known
as virtual current chopping. Vertical line in the Figure 10
shows the instant of re-ignition in the faulted phases.
After re-ignition high frequency discharge current flow
through the faulted phases.
The difference of the high frequency currents, in the
two faulted phases will return through the adjacent
healthy phase. The high frequency current zeros are
not present in the healthy phase but at light load or no
Day 2 - Session V-B Medium Voltage
304
load conditions these high frequency current zeros may
present and lead to increase in the TRV.
The effect of capacitor bank on the breaker TRV under LL
fault can be understood by the above simulation results.
The RRRV with capacitor bank is lower than without
capacitor bank and the effect of re-ignition on the TRV
is more in the case of with capacitor bank.
-45
-30
-15
0
15
30
45
60
460 463 466 469 472 475
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
A
)
V
o
l
t
a
g
e
(
k
A
)
-70
-50
-30
-10
10
30
50
70
459 461 463 465 467 469 471 473
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
up to 61.5 kV, which is below the specfied TRV peak of
the breaker.
With capacitor bank
Figure 13 shows TRV across the breaker for LLL fault in
the presence of capacitor bank. The RRRV for the first
cleared phase is 0.05 kV/_sec and the peak value is gone
up to 62 kV.
Figure 14shows the TRV waveform after re-ignition. After
re-ignition in the cleared phase, the fault current has
the high frequency capacitive discharge component,
when this current is interrupted by the other phase at
its current zero, the TRV in that phase is reaching to 69
kV, which is higher than specified TRV peak value (uc) of
the breaker.
-60
-45
-30
-15
0
15
30
45
60
460 463 466 469 472 475
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
A
)
-75
-50
-25
0
25
50
460 463 466 469 472
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
A
)
Case 3: LLL Fault
A LLL fault is created on the line side breaker terminals
of the feeder 3 and the effect of capacitor bank on the
breaker TRV has been studied.
Without capacitor bank
The TRV developed in the 3-phases of breaker, for LLL
terminal fault without capacitor bank has shown in
Figure 11. The RRRV in the first cleared phase is 0.145
kV/_sec and the peak TRV value is 56.8 kV due to the first
pole to clear factor of 1.5 [9].
Figure 11 TRV developed in the 3-phases of breaker without capaci-
tor bank
Figure 12 TRV developed in the 3-phases of breaker with re-ignition in
the first cleared phase
If re-ignition occurs on the phase, cleared first then the
TRV waveform is as shown in Figure 12. When the other
phase interrupts at its current zero the TRV is reaching
Figure 13 TRV developed in the 3-phases of breaker with capacitor
bank
Figure 14 TRV developed in the 3-phases of breaker with re-ignition in
the first cleared phase
This may cause dielectric breakdown of contact gap and
results in re-strikes in all the three phases as shown in
Figure 15, and it leads to failure of the breaker.
The effect of capacitor bank on the LLL terminal fault
is causing re-ignition and re-strikes in the breaker and
leads to failure of the breaker. Thus the capacitor bank
SWICON 2008 Papers
305
effect on the fault-clearing breaker needs to be studied
in detail.
Conclusions
The effect of presence of shunt capacitor bank on TRV
of a Medium voltage substation is studied through
PSCAD simulations. It is observed that in case of LL
and LLL types of faults there is escalation of peak TRV
observed by the breaker during clearing of the fault. The
escalation is higher in LL fault (43 kV to 56 kV) than LLL
fault (62 kV to 69 kV). But possibility of re-strike is more
in LLL fault because of first pole to clear factor. In LL fault
because of re-ignition in the faulted phases, we are able
to find high frequency oscillations in the healthy phase
current and there is risk of virtual current chopping in the
healthy phase
It is suggested to investigate this phenomenon further
and include it in application check before installation
or selection of breaker for station with shunt reactive
power compensation.
REFERENCES
[1] IEEE Application guide for Capacitance cur rent switching for AC
high voltage Circuit breakers , IEEE Std., C37.012 - 2005.
[2] A.L.J.Janssen and L. Vander Sluis, Controlling the transient cur-
rents and over voltages after the interruption of a fault near shunt
capacitor banks. International Conference on Large High Voltage
Electric Systems, Cigre 1988.
[3] Current Interruption in HV Networks, edited by Klaus Ragaller,
Plenum press, NewYork, 1978
[4] Lou Vander Sluis and A L J Janssen, Clearing Faults near shunt
capacitor banks, IEEE Transactions on Power Delivery, July 1990
[5] P.Wang, D.Muthumuni, Z.Zhou, J.C.Alonso, J.Waddell, P.Wilson and
R.Wachal, Transient analysis of Capacitor Bank installation at
Distribution stations with PSCAD/EMTDC, IPST 07 , June 4-7 ,
2007.
[6] Tutorial on Modeling and Analysis of System Transients using
Digital Programs by IEEE working group 15.08.09, IEEE, Power
Engineering Society.
[7] B. Kondala Rao and Gopal Gaj jar, Development and Application
-70
-45
-20
5
30
55
460 465 470 475 480
Electrotek Concepts TOP, The Output Processor
Voltage (kV)
Time (ms)
V
o
l
t
a
g
e
(
k
A
)
Figure 15 Re-strikes occurred in all the 3-phases after re-ignition in
first cleared phase
of Vacuum Circuit Breaker model in Electro Magnetic Transient
Simulation Power India Conference, IEEE April 2006.
[8] IEEE Application Guide for TRV for AC High Voltage Circuit Breakers
rated on a symmetrical current basis, IEEE Std., C37.011 - 1994
[9] International standard on High Vol tage Al ternating - Current
Circuit Breakers IEC 62271-100.
Day 2 - Session V-B Medium Voltage
306
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
307
Day 2 - Session VI Control, Protection & Communication
2nd Day, Tuesday, 22nd January, 2008
From 1415-1645 - 1330 Hrs. (150 Min)
SESSION VI-CONTROL, PROTECTION &
COMMUNICATION (9 Papers)
Organiser
308
SWICON 2008 Papers
THIS PAGE IS INTENTIONALLY LEFT BLANK
309
Non-contact Type Shaft Current Monitoring and
Protection System for Generators
N. Yellamandamma, T. Sai Kumar, R. N. Parmar, M. P.Soni and Amit Aggarwal
BHEL Corp R&D, Hyderabad, India
Synopsis
Shaft Current Monitoring System (SCM) comprising of an
over current relay and a current transducer are in use for
monitoring of the shaft leakage currents and protection
of generator from damage caused by such currents.
An improved version of this device has been developed
utilizing special toroidal current transformer and
microprocessor based numerical over current relay.
The development addresses critical conditions of
generation environment, where shaft currents are a
combination of fundamental 50 Hz component and
higher harmonics. The new current sensor with improved
sensitivity allows measurement of shaft currents as low
as 100 mA, enhancing measurement and diagnostic
capabilities of the system. The improved sensitivity
has also been found to be useful for monitoring shaft
vibrations. To assist post fault diagnosis provision for
storing measured data and past events has also been
included in the new system. The paper also describes
the laboratory and field (performance at TAWA Hydro
site) evaluation carried out on the developed system.
Introduction
Generators are designed to run reliably for a large number
of years permitting certain incidences of abnormal
working conditions. The machine and its auxiliaries are
supervised by suitable monitoring devices to keep the
incidences of abnormal working conditions down to a
barest minimum. Despite the close monitoring, electrical
and mechanical faults may
develop forcing a shutdown. Protective systems, in
such cases shall diagnose and initiate requisite shut
down quickly, limiting further damage.
In large generators, due to magnetic dissymmetry,
undesirable shaft voltages are induced over the length
of the shaft during machine operation. Such induced
voltages cause shaft currents to circulate through
bearing, bearing pedestals, frame etc. The flow
erodes vital metallic parts like bearing and coupling.
The eroded material may cause chocking of filters and
overloading of oil pump drives. In practice, bearings of
large electrical machines are insulated. The damage
undoubtedly depends on the shaft current magnitude
and duration. Since, the information about the presence
of shaft current in large electrical machines is scarce; it
is an asset for design engineers to know the order of
shaft current magnitude and its frequency components
to take proactive corrective steps to control the shaft
currents at design stage itself. Availability of a non-
contact type shaft current monitoring system provides
means for collection of such information together with
on-line diagnosis and protection of main bearing of the
generator due to shaft currents.
Such monitoring systems have been supplied for various
Hydro stations in the country. System data collected for
TAWA Hydro station has been analyzed and presented
in site feedback.
Principle of Operation
The shaft leakage current is measured using electro-
magnetic induction principle, employing a non-contact
toroidal current transformer mounted around the rotor
shaft. The current sensor is principally a toroidal coil
following Amperes law. When such a transducer en-
closes a structure carrying the circulating current or the
shaft of a rotating machine, the signal induced in the
coil is proportional to the enclosed current. A measure
of the linking flux is obtained by monitoring the coil
output voltage, which is a direct measure of the shaft
current. Single-turn shaft circuit acts as the primary and
the toroidal winding as the secondary. The sensor has
been designed such as to provide good sensitivity ena-
Day 2 - Session VI Control, Protection & Communication
310
bling detection of low shaft current. The sensor output
signal is further conditioned using an amplifier and a fil-
ter to result in a reliable output for fundamental and the
third harmonic (50 &150 Hz) signals. The filtered signal
is fed to the Microprocessor based numerical relay for
further processing in digitized form. The protection al-
gorithm processes the input signal and relays decision
for an alarm / trip for preprogrammed thresholds. The
arrangement is shown schematically in Fig. 1
Hardware of The Monitoring System:
Current Sensor:
Toroidal coil sensor is used in present system for its
remarkable sensitivity, flexibility of easy mounting. This
sensor is designed such that, it is also free from core
saturation problem and exhibit a large dynamic range. To
measure harmonics and associated distortion, special
sensor core has been used. The sensor is designed
such that it is insensitive to extraneous fields. These
sensors are retro-fit type and can be used for measuring
shaft currents in large rotating ac machines.
Care shall be taken to
maintain tolerances
of area, spacing
etc to obtain high
accuracy of the
sensor. The sensor
is split in to two or
more segments for
ease of installation.
The sensor in split
configuration is
easily mounted
without dismantling
the shaft. Split current sensor is shown in Fig. 2.
The sensor assembly is mounted around the rotor, close
to bearing on non-slip ring side of the rotor. The sensor
is held in position using special fixtures. The sensor with
inner diameter marginally (~40 mm) more than the shaft
diameter has been found to be performing best. As the
sensor is arranged as a closed loop around the rotor
shaft, corresponds to current in the isolated contact
less mode.
Micro-processor based Numerical relay:
The sensor output is fed as input to relay (BHPRO-SCM)
through a shielded cable. This module includes power
supply unit, signal conditioning module and processor
module. The relay takes either voltage or current as
the input signal for the operation. The voltage signal
received from the sensor comprises of fundamental 50
Hz signal along with its higher harmonics. The signal is
filtered for undesired higher harmonics signal present
in the input signal. Suitable digital filter with required
cutoff frequency is employed in filter section to obtain
desired digital input ready for further processing by the
microprocessor.
Protection algorithm is based on Fourier transform
technique. All analog signals are converted into digital
form through a 12 bit A/D converter using sample and
hold technique. The digital data is then processed by
the microprocessor in accordance with the algorithm
stored in ROM of the system. The algorithms differ
for different protection functions. Over Current
protection algorithm is selected and to achieve definite
time characteristics. The alarm and trip commands
are generated when pre-programmed thresholds are
exceeded. To control hunting and impart stability to the
system special algorithm are run as special controls.
Bhopro-scm:
Fig.3 shows the front view of the relay. The relay is
designed to provide over current function for two
independent current value settings along with two time
settings to be used for time co-ordination of protection
function. The Relay also features provision to store the
recordings of 40 faults and 40 events.
The digital
outputs of the
relay are made
configurable and
switch settings
are developed
using a personnel
computer by
using RS232 port.
The protective
scheme can
be easily
adapted to new
Fig. 2 Split Current Sensor
Fig. 3 BHPRO-SCM Relay
Fig. 1 Schematic Diagram of Non-Contact AC Shaft Current Monitor.
SWICON 2008 Papers
311
requirements in case the power station layout gets
modified in future.
The relay is provided with short LCD display on the
front panel, enabling display of shaft current, harmonic
current and other related information like status of
alarm and trip for system operators. Human Machine
Interface (HMI) has been provided in the relay in the
form of pages. The relay when interacted with a local
computer for setting / configuration, HMI configuration
page as shown in Fig.4 are available as a means of ease
of interaction and visual verification.
The response of Microprocessor relay has also been
studied. Fig. 7 shows the response of the relay to the
fault condition. The response of the relay is of the order
of 4 ms.
Fig. 4 Shaft Current Monitoring System HMI (metering) page.
The digital outputs in the form of potential free contacts
are arranged on the back panel for use with hardware
for annunciation alarm / trip.
System Testing:
Fault conditions have been simulated in the laboratory
to test the monitoring system. Freja make 3-
phase relay test kit has been used by combining 50 Hz
fundamental signal with different harmonics. System
performance has been recorded using FFT Analyzer. The
test results are shown in Fig. 5 and Fig.6. Fig. 5 shows a
normal fundamental current signal at normal condition
while Fig. 6 shows presence of 3rd harmonic along with
fundamental signal.
This monitor operates on 220 V AC, 50 Hz / 110 V DC
input supply. Shaft Current Monitors are calibrated and
tested in the lab, on a specially designed proto-type test
set-up, consisting of a rotating shaft, bearings and end
shield. The test set-up has been excited with a variable
frequency source. After calibration (refer Table. 1), the
performance of shaft current monitor system has been
simulated in laboratory. These shaft current monitors
have been field tested at BHEL works and sites for their
operational performance on Turbo-generators, Hydro-
generators and large BFP motors.
Fig. 5 Fundamental current signal
Fig. 6 Current signal with third harmonic
Fig. 8 shows the oscillogram recordings indicating trip
time of the relay during fault simulation recorded in the
laboratory. In this Figure, A and B represent input and
trip response respectively. After two seconds of normal
operation a faulty input has been given with a magnitude
higher than the set threshold. The trip response is
initiated by the system soon after passage of 3 sec of
faulty input. To ensure the reliability of the relay, following
tests were performed at M/s CPRI, Bangalore and M/s
BEL, Hyderabad successfully as a part of third party
certification.
a) Operating Value test to IS:3231(1965)
b) Operating time test to IS:3231(1965)
c) Vibration test as per IEC 60255-21-1 and
d) Dry heat test as per IEC-60255
Day 2 - Session VI Control, Protection & Communication
312
Table. 1 Relay calibration results.
# Sensor Coil
current, Amps
Display of Relay,
Amps
1 0.1012 0.10
2 0.2002 0.20
3 0.3006 0.30
4 0.4021 0.40
5 0.5001 0.50
6 0.6000 0.60
7 0.7055 0.70
8 0.8011 0.80
9 0.8960 0.90
10 1.0109 1.01
11 2.0030 2.02
12 2.9990 3.00
13 4.0550 4.09
14 5.0100 5.07
15 6.0430 6.13
Fig. 10 shows the presence of 7th harmonic along with
fundamental signal. These findings help to correlate and
identify the source of current and the abnormality in the
system.
Fig. 10 Current signal with 7th Harmonic.
Various switch settings of the relay and access to the
available data are achieved with keypad and LCD Display.
Relay LEDs provide a clear picture of all vital operations
for fault analysis. The user can modify the settings
Fig. 7 Relay response Time record
Installation & Site Feed Back:
One of the developed Non-contact Shaft Current
Monitoring system has been installed and commissioned
at TAWA Hydro generating station in Madhya Pradesh.
Pre-commissioning tests were conducted on the
generating equipment prior to commissioning. Test
results, collected using FFT analyzer at this site, are shown
in Fig. 9 and Fig. 10. Strong presence of 5th harmonic is
seen along with the fundamental signal in Fig. 9.
Fig. 8 Oscillogram for TRIP
Fig. 9 Current signal with 5th harmonic
SWICON 2008 Papers
313
appearing on the LCD display by means of keyboard. The
trip and alarm signals were connected to the control
devices via electro-mechanical reed relays. Fig. 11 shows
the Shaft Current Monitoring system installed at
TAWA Hydro site. The parameters were monitored, as
part of demonstration, included:
1. Magnitude of Shaft current
2. Frequency
3. Alarm
4. Trip
Acknowledgements
Authors are thankful to the Management of BHEL for
the facilities provided and for according permission to
publish this work.
REFERENCES
[1]. IEE Book Vol. 4, 1995: Power System Protection, Digital protection
and Signaling.
[2]. J.Penman et.al, Condition monitoring of Electrical drives, IEE
Proc.Vol.133, Pt.B.No.3, May 1986.
[3]. IEEE Trans. on IA, Vol.29, no.2, March/April 93, Shaft voltages and
rotating machines.
[4]. A. Pramanik et.al, Circulating currents - its Theory and Measure-
ment. BHEL Journal, Vol.13, No.3, 1992,
[5]. Editor Guthrie Brown, Hydro-Electric Engineering Practice Book,
Vol-II, Mechanical and Electrical engineering, PP299, 1970.
Fig. 11 SCM at TAWA Hydro site
The system was monitored for a period of two years on
regular basis and it was found that the performance of
the system was satisfactorily.
Conclusions
This paper presents the design and development of
a non-contact ac shaft current monitoring system
featuring a numerical over current relay and specially
designed current sensor for protection of bearings
of large generators. The relay also includes local
communication for interfacing with substation computer.
The leakage current in the generator shaft has been
measured, compared and used to generate alarm and
trip above tolerable limits. The use of this monitoring
system and timely action shall prevent sudden shut
down of generating station. The microprocessor based
monitoring system has been evaluated at national
laboratories as a part of third party certification ensuring
reliable operation during service. The developed system
has been successfully installed and commissioned at
many sites, experiences at Tawa - Hydro-station have
been presented.
Day 2 - Session VI Control, Protection & Communication
314
Evaluation of Protective Relay Performance
through using Advanced Simulation Techniques
Kamin Dave (Application Engineer-Protective relaying)
Doble Engineering Company
Abstract
The only way to ensure a protective relay will perform
as expected is to test it under realistic power system
conditions. This generally means that the relay should
be subjected to testing with transient data that occurs
during real network conditions at the time of an event
or fault. Such transient data can be generated from
commercially available network simulation programs
or re-playing fault recorded files (Disturbance recorder
files). Many such programs are available today such
as the ATP (Alternative Transients Program), EMTP
(Electromagnetic Transients Program), PSCAD/EMTDC
and others.
In each of these tools, its power system program
generates the transient data in IEEE COMTRADE FORMAT.
The author proposes how new techniques allow these
COMTRADE files to be modeled in detail and easily
simulate various fault scenarios and system conditions
such as power swing, SSRC.
The paper will provide a concept for protection efficacy
and evaluation through advanced relay testing with help
of Transient data. It will also discuss the following cases
in brief:
Example1:- Relay testing through Network simulation
Programs.
Example2:- Fault analysis & simulation on relay through
disturbance recorded file
Introduction
Relay testing is a very important issue when applying
the protective relays. The vendors need an evaluation
tool to validate the design of the relay logic. The utilities
need an assessment tool to compare the performance
of different relays, calibrate relay settings and carry out
post-event troubleshooting. The universities also need
a simulation environment to investigate relay principles
and develop new relay algorithms.
The methods using transient signals to implement relay
testing are more accurate than the traditional phasor
based methods because they use waveforms that
are much closer to reality. Most of the transient testing
solutions try to address the issue How to implement
transient based relay testing using available simulation
tools? That is actually the last step in implementing the
methodology. For a much clearer view of the benefits of
using transient based relay testing, we must extend the
issue by asking the following question What could be
done with transient based relay testing? For example,
the final report of the May 15, 2006 Line Trip indicates
that a number of protective relays have operated/mis-
operated. A common belief is that the mis-operation
was caused by wrong selection of settings. This kind
of issue can be studied only using transient based
relay testing since the traditional methods may not
provide adequate level of detail. When the scope of
transient based relay testing is determined, a new
methodology to match that scope should be discussed.
The implementation of relay testing is important, but
the issues of selection of system model, generation of
test scenarios, implementation of software simulation
tool, etc., also need to be addressed. In the following
sections, the new scope and methodology for testing
distance relay using transients are discussed in detail.
Method to Test Protection relays:-
In general two methods to test protection relays can be
identified:
A) Steady State or Phasor Relay Testing
B) Transient Relay Testing
A. Steady State or Phasor Relay Testing:-
SWICON 2008 Papers
315
It is also called as conformance Test. The basic objective
of conformance test is to verify functionality and generic
performance characteristics specified by vendors for
different kinds of relays. The traditional phasor based
test methods were used to implement those tasks. The
input signals are ideal sinusoidal functions as shown
in figure1. By adjusting the magnitude and angle of the
signals, the operating characteristic of relay is obtained
and compared to the theoretical one or the one given
by the vendor.
The methodology of the conformance tests is as
follows:
Select a standard state sequence model suitable for
creating different test scenarios.
Generate a reasonable set of test scenarios and form a
scenario library for easy reuse.
Automate the test procedure to minimize the test
time.
Implement comparative tests for a set of different
relays with similar functions.
Advantages
Generate several cases with Pre-fault, Fault & Post
fault condition to test some of the applications
Disadvantages
Voltages and currents are calculated as sine variables
only without transient signal components, but this
method is not represent an actual situation during fault
and is not enough to verify the security & dependability
of relay because relay performance can be quite
different during transient.
A sudden change of amplitudes will be realized using an
absolute amplitude shift.
The DC-component is calculated based on a
mathematical equation, but not as the result of a
network simulation.
No transient signal components can be used e.g. for
ground faults in insulated or Peterson coil grounded
networks.
B. Transient Relay Testing
A transient type test consists of voltages and currents
using components of the power frequency and from DC
to high order frequencies experienced during system
operating conditions.
The objective of Transient test is to verify whether a relay
can operate correctly under certain circumstances in a
particular system. After the basic relay characteristics
evaluation is performed by the conformance test, the
Transient test can be used for analyzing the very specific
performance issues. It can also be used for trouble-
shooting of a specific relay operation/mal operation. A
simple example is diagnosis of the reason of the distance
relay failing to trip a faulted transmission line or falsely
tripping a healthy transmission line.
This kind of problem can be analyzed with the help
of transient based relay testing. The approach can
be divided into a preventive study and a post-event
analysis. For the preventive study, the problem should
be analyzed using Network Simulation Programs which
can able to simulate & generate transient data files.
Through a series of contingency analysis, one can find
out several worst cases, and use transient testing to
make sure the relay settings are appropriate for those
scenarios or applications. For the post-event analysis,
the relay mis-operation cases will be collected through
DFRs. By replaying the recorded fault waveforms to
the relay, one can find out the problem and correct it
to avoid similar events in the future. Transient testing
is very helpful in determining basic relay performance
characteristics.
Preventive Study:-
Using Transient Data created by Network Simulation
Programs (i.e. EMTP/ATP/PSCAD-EMTDC etc.). A network
simulation system calculates voltages and currents
by solving the differential equations of the electrical
network. This method takes into account the dynamic
characteristic of the electrical network. Transient
phenomena are taken into account, too.
Voltages and currents contain transient signal
(Fundamental + Harmonics + DC offset) components.
Amplitudes and phases will be changed continuously.
Voltages and currents depend on the characteristic of
the electrical power network.
Protection engineer has to design a suitable model of
electrical network. The network simulation software
calculates voltages and currents for each network node.
Voltages and currents have to be used to stimulate the
protection devices. Transient phenomena are taken into
account depending on the chosen network model. Fig.1 shows; Phasor testing using State simulation module
Day 2 - Session VI Control, Protection & Communication
316
IEEE Basic System Model for distance Prot:-
The basic model of Fig.2 is suitable for testing most
transmission line protection applications. The model
is made up of various components lines, transformers,
sources, etc. There are three sources in the network -
S1, S2 and S3. The source angle can be varied to simulate
power flows. The transmission lines consist of one pair
of mutually coupled lines (between
Fig.2 buses 1 and 2), out of which one is a three terminal
line. Intermediate nodes are provided in the line models
to enable application of faults at various locations.
Breakers are also included to simulate different
configurations.
Test Procedure:-
The thorough evaluation of a relay by a manufacturer
could result in the application of thousands of cases
given the practically infinite numbers of varying
conditions that its various customers could meet in real
life applications. A user perspective could be different
in the sense that he should normally concentrate on
the conditions that he is most likely to meet on his
network.
Fault Characteristics:-
The relay should be tested for various fault characteristics.
PSM should consider following parameters are;
Fault Location:-
The purpose of varying the fault location is to test the
relay functions related to directionality and mho and
quadrilateral reach accuracy.
Faults are applied internally and externally to Line 1 of
the basic system model in Fig.2 At a minimum, internal
faults on Line 1 should be at m = 0.25, 0.50 and 0.8 to test
tripping dependability and speed of each line terminal
used in either pilot or non-pilot schemes.
(PSM model files allow fault application at various
location of the line length). Additional internal faults
may be applied to test zone-1 speed and accuracy.
Faults external to Line 1 should be applied at each line
terminal bus to test the security of the pilot system
against tripping and to test zone-2 coordination for non-
pilot systems. Additional fault locations may be tested
to evaluate specific needs such as zone-2 and zone-3
coordination, fault location capabilities, close-into-fault
and other special schemes.
Fault Type:-
Single-phase-
to-ground
Two-phase-to-
ground
Phase-to-
phase
Three
Phase
Phase A X X X X X X
Phase B X X X X X
Phase C X X X X X X
Ground X X X X X
Fault
Type
AG BG CG ABG BCG CAG AB BC CA ABC
The purpose of varying the fault type is to test the relay
internal functions related to fault- type selection and
targeting. These tests are paramount for the purpose of
testing the relay in applications like Single-Pole Tripping.
There are 10 basic fault types that involve all combinations
of phases A, B and C and ground (G). These are shown
in the following table. All fault types must be applied to
test the relay ability to make the correct faulted phase
selection and operate correctly at each fault location
defined above.
Fault Resistance (RF):-
Fault resistance has a direct impact on the sensitivity of
the mho and quadrilateral elements for ground faults.
It is important particularly for single-phase-to-ground
faults to measure the sensitivity limits of the relay. The
sensitivity limit can be defined as the maximum fault
resistance above which no detection occurs. The fault
SWICON 2008 Papers
317
resistance has also a direct effect on functions like
single-ended fault location.
Fault resistance for ground faults consist of the arc
resistance and ground loop (ground return path)
impedance. Again arc resistance is generally negligible.
Tower footing resistance and ground-wire shielding
impact the impedance of the ground loop. These
factors, however, are reflected in the transmission line
model. Other faults, such as those involving trees, may
also result in high resistance at the faults.
Fault Inception Angle:-
The fault inception angle defines the angle of the voltage
at the instant of the fault. This angle is referenced to a
phase voltage, generally phase-A. The phase currents
will lead or lag their respective phase voltages prior to
the fault based on load conditions and will lag during
the fault based on fault impedance. The fault inception
angle, therefore, controls the amount of asymmetrical
transient current generated in the fault current. These
transient currents affect the operating speed security
of the protection. The fault inception angle should be
varied over 3600 to reflect real-life operation or to find
worst-case conditions.
Fault Test Cases for Distance Protection:-
Internal Faults:-
Purpose: Verify the relay is successful to detect internal
faults (Dependability).
Test Conditions:
Line 2 breakers open in order to remove any parallel
line effect
Switch SW open
Test Variations:
Fault type: all
Fault locations on line 1: distributed along the line
at various locations. The line model will allow fault
applications at 25%, 50%, and 80% of the line
length.
Protection Schemes: applied to pilot and non-pilot
Fault resistance: From zero ohm to limit for ground
faults
Incident angles from 0( to 180( in 30( increments
Adjust SIR from 1 to 5 in steps of 1 increment
Comments: These test cases should be the first to be
applied and simply test the primary function of the relay,
which is to detect internal faults or dependability of the
relay.
External Faults:-
Purpose: Verify the relay is not tripping for a fault outside
the protected zone (Security)
Test Conditions:
Line 2 breakers closed
Switch SW open
Test Variations:
Fault type: all
Fault locations: For a zone 1 element, this will include
buses 1, 2 and 4. Also, on line 2 faults can be applied
at 50% and 80% of line length.
Fault resistance
Incident angles from 0( to 180( in 30( increments
Adjust SIR from 1 to 5 in 1 increment
Comments: These test cases supplement the first
series and verify the relay security.
One End Open Internal Faults:-
Purpose: Verify the ability of the relay to detect a fault
with no infeed
Test Conditions:
Line 2 open
Switch SW open
Test Sequence:
Open circuit breaker of Line 1 at Bus 2.
Test Variations:
Fault type: all
Fault locations on line 1: At 25%, 50% and 80%.
Communications assisted: applied to pilot and non-
pilot
Fault resistance
Incident angles from 0( to 180( in 30( increments
Closing into Faults:-
Purpose: Verify the relay ability to detect a fault
immediately after closing the line
Test Conditions:
Line 2 open
Switch SW open
Test Sequence:
Open the breakers of line 1 at buses 1 and 2
Apply a permanent fault
Day 2 - Session VI Control, Protection & Communication
318
Close Line 1 circuit breakers at buses 1 and 2 in
succession.
Test Variations:
Fault type: all
Fault locations on line 1: m= 5%, 50%, 80%
Fault resistance
Incident angles from 0( to 180( in 30( increments
Week End Infeed:-
Purpose: Verify the relay (from opposite end) ability to
detect a fault during internal faults
Test Variations:-
Fault type: all
Fault locations: 25%, 50% & 80% of line length
Adjust SIR 1.5 to 5 in Source S2
Fault resistance: zero ohm to limit ground faults
Test Example1 for distance prot. Testing:-
Consider the simple system model in fig.3 consisting
one line & two sources
In the example we study an earth fault (L1N) with a total
fault resistance (arc and tower foot resistance) of 10
ohm.
First we assume a fault at 5% of the line length. The time
response for current and voltage is shown in Fig.4.
The phase-earth impedance is calculated as
where the current and voltage are calculated with a
one cycle DFT. The calculation of ZL2N and ZL3N are
analogous. The result is shown in below Fig.5.
Fig.5
Fig.6
Secondly we assume a fault at 95% of the line length.
The time response for current and voltage is shown in
low Fig.6.
From this simple example we note the following points.
The current amplitude for phase L1 increase for a fault
at 5% of the line length, but decrease for a fault at 95%
of the line length.
The impedance magnitude for ZL1N decreases for a
fault at 5% of the line length, but increase for a fault at
95% of the line length.
Fig.4
Fig.3
SWICON 2008 Papers
319
An earth fault in phase L1 will also influence the
impedance for ZL2N and ZL3N. This is due to the zero
sequence current used in all phase-to-earth loops.
If the zero sequence current is large, the influence is
strong. This is illustrated by the fault at 5 % of the line
length, which significantly decrease the impedance
ZL3N. This means that a forward fault could cause a
zone 3 trip in reverse direction.
also influence the reactive component of the apparent
impedance. Understanding this is the key to good fault
classification.
Test Example2 for differential Prot. Testing:-
Network shows an interconnecting 50MVA TR 220KV/
Fig.8, Internal fault with transient CT saturation:-
Fig.9, External Fault:-
Fig.10, External Fault with Transient CT saturation :-
The phase-earth impedances are calculated and the
result is shown in below Fig.7.
The reason for this apparently strange behavior is
the semaphore effect. For the fault at 95% at the line
length, the remote end current is roughly 10 times larger
than the current from the relay side. This magnifies the
fault resistance seen from the relay, so it appears to be
10 times larger than the physical resistance of 10 ohm,
i.e., it appears to be 100 ohm. The apparently large fault
resistance, in combination with the pre-fault conditions
of importing power, causes the unexpected behavior of
the current to decrease for the faulted phase.
Based on this simple example, we pursue that
the following observations are relevant for fault
classification.
1. It is not possible to use simple criterions only, such
as current magnitude or impedance magnitude to
determine fault type.
2. The semaphore effect can magnify and change angle
of the physical fault impedance. The effect becomes
very strong for faults close to the remote end, when the
relay has a weak source, and the remote end source is
strong. We can see that if source A is a weak station
(ZA>>ZB) the apparent impedance will be enlarged
significantly in the resistive direction. With a difference
of phase angles between source impedances ZA and
ZB, or source angles EA and EB, the fault resistance will
Day 2 - Session VI Control, Protection & Communication
320
132KV.
Following cases have been created in Power system
modules;
From this simple example we note the following points.
Relay operating time found 30ms during internal fault
test with out CT saturation.
Relay operating time found 195ms during internal fault
test with transient CT saturation due to DC offset.
Relay stability found OK during external fault
Relay stability found OK during transient CT saturation
Earth fault element of relay picked up & issued trip
command on 0.1*In during magnetizing inrush current
test.
Earth fault element of relay stable on 0.3*In during
magnetizing inrush current test.
Post Event Analysis: -
COMTRADE Data recorded by Digital fault recorders
(DFRs) or DPRs used to playback to protection relay
to verify that such conditions would cause relay to
fail again. The modern DFRs/DPRs are highly accurate
recording instruments providing sample waveform &
contact data using relatively high sampling rate (Typically
above 5kHz).
The following parameters are extracted and/or
calculated from every DFR record:
Relay trip times and relay pick-up time
Breaker open/close times and breaker pick-up time
Breaker failure start times
Carrier start/receive times
Recloser start/fail
Calculated fault inception time based on time steps.
Fault Playback requirement & Examples:-
Once a relay miss-operation event has been identified
and there are field-recorded waveforms available,
one can proceed with the troubleshooting procedures
utilizing the recorded waveforms and the acquired
knowledge on the event. The strategy used for solving
the problems can be summarized as follows:
Convert all the event waveforms to COMTRADE file
format.
Re-sample the waveforms to 10KHz. Relay test set
used requires 10 kHz sampling rate.
Extend the pre-fault duration if needed.
Set up a relay in the lab with the same settings as the
field relay that failed.
Play the waveforms into the relay in the lab. Lab relay
should respond the same way the fields relay did.
Analyze the waveforms; determine which element
settings need to be changed to make sure that the relay
will operate properly next time.
Put new settings in the lab relay
Play the waveforms into the relay with new settings.
Relay should not miss-operate. If unsuccessful repeat 6-
8. If successful, end of troubleshooting.
If successful, fix the setting of the relay in field.
A. Fault Playback: Case #1
The first case was a miss-operation of a breaker failure
relay (BFR) that resulted in the unnecessary tripping
of a 220kv bus and the lines on that bus. In this case
there was a close-in fault on one of the lines. The relays
correctly identified the fault and sent a trip signal to the
breaker and to the associated BFR. The breaker properly
cleared the fault, but the BFR continued to time out until
it tripped. After analyzing the DFR record, it was noticed
that the breaker properly cleared the fault, but the CT
continued to supply a decaying DC current to the BFR
after the breaker was open. This was accounted for
when BFR relays were electromechanical plunger type
relays. The relay that operated however was a static
relay and it was a surprise when it did not reset after
the breaker opened. The DFR data were played into the
BFR installed in field and into a test BFR in the lab and
verified that both the relays failed in the same manner
during the test. After adding the fix to the element,
waveform playback was used to verify that the repaired
element did not operate. In order to operate the breaker
failure relays with the test set, it was needed to use a
recorded digital quantity to operate an output on the
test set, which applied a voltage to the trip input on the
test relay at the proper time.
B. Fault Playback: Case #2:
Fig.11, Magnetizing inrush current:
SWICON 2008 Papers
321
Second case in fig.12 is performance of microprocessor-
based relay vs Static relay, there was evolving fault in
220kV sending end station in generating plant. There
are two relays connected as back to back protections.
One is microprocessor-based relay & one is static relay.
Initially it was BC fault & then converted in to AB Fault.
Microprocessor-based relay correctly identified fault and
send carrier & trip signal to the remote & local breaker.
are essential for expediting the troubleshooting of
protective relay operations. The analysis is important for
quick identification and classification of the recorded
waveforms.
Fault playback is important for repeating the problem
in the field as well as lab conditions. The playback
methodology was presented through three cases
experienced in a real power system where the fault
playback helped solving the problems. Field recorded
data and analysis results may be essential for calibrating
and tuning the system model used in simulation.
The typical relay engineer performs only pre-fault
analysis: performing fault studies, checking system
impedances, & specifying relay settings which is only half
of the complete job. Post-fault analysis completes the
loop, providing feedback on how the protective system
operated, if the intended elements operated. This
allows the engineer to make any necessary adjustments
in relay settings or in overall scheme philosophy.
REFERENCES
[1] Phadke, A. G. and Thorp, J. S., Computer Relaying for Power Systems,
Research Studies Press Ltd., Taunton, Somerset, England, 1994.
[2] M. Kezunovic, Q. Chen, A novel approach for interactive protec-
tion system simulation, IEEE Trans. on Power Delivery, Vol.12, No.2,
April 1997.
[3] M. Kezunovic, Y.Q. Xia, etc, Distance Relay Application Testing
Using a Digital Simulator, IEEE Transactions on Power Delivery,
Vol. 12, No. 1, pp. 72-82, January 1997.
[4] A.P. Sakis Meliopoulos & George.J.cokkinides, A virtual environ-
ment for Protective relaying evaluation & testing, 34th Hawaii
International Conference on System Sciences - 2001
[5] Relay Performance Testing, Special Report 96 TP 115-0 for the
IEEE Protective Systems Relaying Committee, 1996.
But, at the same time carrier signal was not initiated
by static relay. Same fault had been replayed on static
relay & found sluggish operation 150ms of zone1 during
evolving fault.
The advantages using advanced simulation techniques
are:
Study relaying performance in details: Transient
simulation is used to find the behavior and response
of a protective relay that should be within its operating
limits. It aids the network / protection engineer to
select the right relays as per application, determine
correct / incorrect settings and check if the protection
functions are OK or NOT for that particular electrical
network.
High precision real time simulation: Usage of advanced
testing technique help to simulate electrical network
faults & abnormal power system conditions like Power
swing, SSRC, Transient Over voltages etc.
Analysis of suspect protection operations: Advanced
simulation testing help understand and analyze
incorrect or unwanted relay operations
Analysis of protective relay co-ordination in evolving
faults.
Conclusion:-
COMTRADE Data creation from network simulation
model and collection from recorded waveforms
Day 2 - Session VI Control, Protection & Communication
322
Introduction
Before the introduction of microprocessor-based
equipment and serial communication in substations,
protection, control and monitoring were handled
separately by different, dedicated pieces of equipment
.This resulted in the responsibilities being split between
various departments inside the utilities as well as of
the suppliers. With the first introduction of serial
communication in substations users demand converged
for a common protocol inside the substation. The
first approach in this respect has been made by the
introduction of IEC 60870-5-103 for protection devices.
This protocol is not only restricted to information but
also to limited protection functions only. In addition,
it led to temptation to use the private part of the
protocol, which was intended for the purposes of
ensuring backward compatibility only, for supplier-
specific extensions instead. Thus we had a standard
which was different for different vendors in some parts
i. e not fully interoperable.
Deregulation of the energy markets is expanding at
very fast pace. As a result competition among
power producers and energy management systems has
taken multi dimension . Communication and exchange
of information with external systems have become very
important for the planning, operation and maintenance
of power transmission and distribution. Today, power
utilities require flexible, future-proof systems to
cope with changing requirements, philosophies and
technologies. This calls for standard ensuring essential
features such as interoperability between devices
from different suppliers, free allocation of functions,
capability to follow the fast changing communication
technology and ease of engineering and maintenance.
The development in communication and microprocessor
has led to a change in the approach to automation
Emerging Future Trends in MV Switchgear for
Integration/automation with Special Reference
to BHEL and NTPC
Shubhra Chaturvedi, Vivek Johri and Murtaza Hussain
BHEL SWE, Bhopal
solutions. In order to optimise a system and to reduce
costs, the integration of more and more functions into
less and less devices was proposed and has
become an ongoing trend. Today, the entire functionality
provided for protection, control and monitoring of a
substation is not handled separately anymore, but
typically contained in one common and consistent
system. This also raised the need for more information
exchange between all devices involved in protection
and automation and therefore increased the pressure
for a common communication protocol. All these
needs and trends were merged into the new standard
IEC 61850 Communication Networks and Systems in
Substations.
History of Communication Protocols
Historically in early days, substation communications
were all but non-existent. Most Intelligent Electronic
Devises (IEDs) that had communication capabilities
used proprietary protocols that made it difficult to
move data from the IEDs to the RTU & SCADA system.
Also, it was nearly impossible to share data between
IEDs. To fill this gap, data concentrators were developed
that utilized different protocols on separate RS485/FO
ports to poll data from substation IEDs. These legacy
protocols, in general, tended to be simple protocols that
were designed to be byte efficient. Communications
protocols such as Modbus and DNP were tag-based
protocols, where users accessed data by specifying a
tag number or index number. The result was a reliable
network architecture, but the effort required to sort
out all the different protocols and data made these
protocols needlessly complex Driven by user demands
for intercommunications between IEDs, these protocols
provided the logical initial solutions for open protocols.
With the global move towards Ethernet, the industry
became interested in network solutions and as a result,
SWICON 2008 Papers
323
DNP and Modbus quickly adapted to the TCP/IP format.
In the meantime a new requirement was crystallising
as UCA-IEC 61850-the future utility communications
protocol. UCA has been tested and run through several
pilot projects to confirm that an object-orientated, self-
describing protocol can be used reliably over Ethernet.
As need dictated, the shift to Ethernet was obtained,
but an object-oriented protocol for DNP or Modbus
was unachievable. Also the equipment from different
manufacturers in a substation cannot often talk to each
other, unless gateways are used. Simplifying the flows
of data and covering all the substation automation
functions, IEC 61850 is the new global standard for
communications in substations.
New ERA of Protocol
Ten years in the making, IEC 61850 represents the
culmination of an international drive for a single open
protocol to replace the numerous proprietary and
generic systems that earlier defined communication
between substation devices. The goal was to simplify
and integrate substation work. IEC 61850 is however
more than just a unified standard it represents a major
shift in paradigm.
Being future-oriented, the standard is expected to
safeguard the investments of the utilities . A typical
configuration is shown in Fig-1 below
communication between substation and control centre.
Communication between substations for remote
protection is excluded from the scope of IEC 61850. IEEE
1525 includes communication between substations. IEC
61850 defines three levels of substation automation:
Substation Level, Bay/Unit Level and Process Level.
IEEE 1525 does not specify automation levels within
the substation. This paper does not cover all the
differences between the two standards but has made a
passing reference to only the major differences .
IEC 61850
Manufacturer-independent information exchange
for configuration of the automation system. Object
oriented communication is the present trend in
software and hardware. Each object is a function or
part of a function, and the object exchanges data with
other objects so that the function may be executed.
With IEC 61850 data is referenced by specifying its
power system tag. In other words, there is a common
naming convention for all the points that are in a
device. If there is a voltage, there is only one way to
name a voltage .This is a true high-speed, robust,
interoperable protocol.
All proprietary protocols are bound to only be
maintained but not developed any further, as
customer requests for these will diminish over time.
The integration of third party equipment is facilitated
and the use of a common language (SCL) avoids
ambiguities. Engineering data stored as SCL files can
be reused, e.g. in case of extensions (additional bays)
or refurbishment.
IEC 61850 covers all communication needs within a
substation, it also defines the communication to and
from the process level, especially the transporting of
samples (process bus). Therefore, choosing IEC
61850 as communication standard means for the user
to also keep the doors open for further optimization
possibilities like usage of unconventional voltage and
current transformers (e.g Rogowski coil).
Globally, IEC 61850 provides standardized information
models for equipment like circuit-breakers,
transformers, and so forth.
The protocol uses information exchange methods to
access the data of the information models, reports
sequences-of-events (SoE), logs historical data, control
devices, uses sampled value distribution, enable fast
peer-to-peer process data exchange, etc.
A unified system configuration language (XML based)
and device online self-description is used. It incorporate
mainstream technologies like Ethernet, TCP/IP, Object
modelling and XML
It is highly flexible and scalable,
It reduces operation, engineering and maintenance
costs,
l
l
l
l
l
l
l
l
l
IEEE 1525 and IEC 61850 are two communication
standards for Substation Automation.. The IEC 61850
series of standards offers many of the same functions
and features as the Utility Communications Architecture
(UCA), but with some distinct enhancements.
Several important differences between the two
standards occur like IEC 61850 does not address two
interfaces of importance to IEEE 1525. IEEE 1525 includes
Day 2 - Session VI Control, Protection & Communication
324
It is a seamless solution for cross-application
requirements,
It reduces the diversity of solutions to be supported,
It is applicable in various other application domains.
It has requisite openness for future high-efficiency
data transfer.
The protocol promotes the idea of interoperability in
systems the requirements on engineering and on the
sustainability of products within the service life of the
corresponding system are included in the standard.
l
l
l
l
l
BHEL Experience
BHEL has come along way with its experience of
substation automation system in IOCL refinery plant.
The supplied system architecture with two different
configuration has been indicated in fig-2 & 3.
The first architecture has communication protocol as
Modbus RTU between IEDs and Data Concentrator
connected on daisy chain on RS485 port.
The second architecture has communication protocol as
LON between IEDs and Data Concentrator connected on
star topology on FO port.
Both the configuration are Master-Slave configuration
that means data from IEDs would be available only when
asked by the master i.e Data Concentrator.
BHEL who is leading manufacturer of power plant
equipment & NTPC who is the big giant in power
generation is shaping in Indias power plant future for
next generations. NTPC is conceptualising the shape of
things to come with the latest state-of-art technologies
and BHEL is actualising this future of power plants. Two
configurations -one for thermal plants and the other for
SWICON 2008 Papers
325
Hydro plant is depicted for reference purpose (ref fig-4
& 5).
The various simplified configuration being used with
IEC 61850 protocol are Star architecture, redundant ring
architecture, double redundant ring architecture, station
bus ring and process bus star etc but few are shown in
blocks for concept purpose only (ref- fig 5 , 6 & 7). Here
the IEDs are connecting to the network directly through
Ethernet switches and talking to each other & to Data
concentrator on IEC-61850 protocol.
For seamless integration, all areas need to be address
including interface System between Electrical and DCS
Systems. The integration of various systems being
procured under Electrical and C & I can provide a great
deal of data, but transforming these islands of data into
useful information presents a major challenge. Effective
use of the information can improve productivity,
minimize downtime, and offer opportunities for improved
personnel safety.
Interface requirements of Electrical Switchgears
with DCS systems is open for improvement with new
technology in place to utilize the benefits of digital
technology.
What is OPC ?
OPC is OLE for Process and Control. OPC is open
connectivity in industrial automation and the enterprise
systems that support industry. Interoperability is
assured through the creation and maintenance of
Day 2 - Session VI Control, Protection & Communication
326
open standards specifications. It is a Client / Server
technology. One application acts as the server providing
data and another act as a client using data.
Training and Documentation Charges
Specification and quantities of these equipment and
services vary from application to application, based
on technical specification. This is the reason that cost
estimation for SAS vary a lot among projects.
The IEDs can be classified into 3 categories for cost
comparison -
Type-I: IEDs without Communication Facility
Type-II: IEDs having Communication Facility (On
Proprietary Protocol or IEC 60870-5-103)
Type III : IEDs having Communication Facility (On IEC
61850 Protocol)
Type I IEDs are used for distribution substations. Type II
IEDs are used substations of majority of Power Projects,
Oil Sector and Industry. Type III IEDs are latest state-of-art
IEDs are being specified in LT/HT substations of Thermal
and Hydro Plants of NTPC and other major power
producers. The current market prices of above 3 types
of IEDs have an approximate ratio of 1 : 4 : 10 as a rule of
thumb. This may seem as a deterrent for using IEC 61850
system. But the cost of Type III IEDs (IEC 61850) is expected
to come closer to cost of Type-II IEDs within a few years
after the R&D cost is recovered by major manufacturers.
The digital meters normally operate on Modbus or
other proprietary protocols. They have a separate
network connected to IEDs HMI workstation. Hence
their cost do not vary if one migrates from proprietary/
IEC 60870 protocols to IEC 61850.
The Data Concentrator/Gateway is a major device for
MV switchgear networks that involves a substantial
cost. The other applications of this device as an RTU
or Bay -Controller are not applicable for a new MV
switchgear substation. The device is classified in
following 2 categories for cost comparison -
Type I : Data Concentrator having Communication
Facility on Proprietary Protocol or IEC 60870-5-
103.
Type II : Data Concentrator (Used as a Gateway) having
Communication Facility on IEC 61850.
A large number of Type I Data Concentrators (DCs) are
to be used in an MV switchgear substation, because of
following applications-
Separate DC panel for each group of geographically
separated switchboards.
Use of 1 no. DC device for typically 31 nos. IEDs on
RS485.
Multiple DC devices within each switchboard for every
group of IEDs having one protocol. (e.g. 1 no. DC for
Modbus IEDs, 1 no. for IEC 103 IEDs, etc.)
l
l
l
l
l
l
l
l
l
l
l
l
Cost Analysis
The main equipment and other cost factors of a
Substation Automation System (SAS) are -
Numerical Relay / Digital Meter
Data Concentrator / RTU/Bay Controller/ Gateway
Connector / Protocol Converter
Ethernet Switch
Copper Cable
Fibre Optical Cable
Workstation (Industrial PC & its Accessories)
HMI Software License
Site Services like Erection, commissioning and SAT
l
l
l
l
l
l
l
l
l
SWICON 2008 Papers
327
One extra set of DC devices for providing redundancy.
Above arrangement requires a very large number of DC
devices to complete a network. The large quantity of
IEDs (typically 500 nos.) in LT/HT switchgear in a typical
2-machine thermal power station makes the Type I
DC system prohibitively expensive. Whereas, in Type-II
DC system, only 2 nos. DC devices are required as main
and redundant Gateways. The current market prices of
above 2 types of DC systems in typical LT/HT switchgear
of 2-machine Thermal Power Plant have an approximate
ratio of 40 :1 as a rule of thumb. This is major cost
advantage in favour of IEC 61850 protocol.
Next important cost factor is Ethernet switches. These
are needed in IEC61850 based system only, which works
on Ethernet. The IEC 61850 compliant Ethernet switches
are expensive compared to normal switches used for
computer networks. One Ethernet switch can connect
about 14 IEDs. Since only IEC 61850 IEDs are used in
this system, multiple devices for various protocols
described above are not needed. To conclude, cost of
Ethernet switches in IEC 61850 system shall definitely be
less than cost of Type-I DC system described above.
Copper cables are normally used for connections within
a switchboard. But Multimode Fibre Optical Cable is
necessary if geographically separated switchboards are
to be inter-connected. Cost of Fibre Optical Cable & its
connectors is higher compared copper system. Large
Cable lengths for star connection IEDs upto Ethernet
Switch are required in IEC 61850 system. Overall, cost
of cabling for IEC 61850 and old system does not differ
substantially. Cost of Industrial PCs as workstations and
HMI software license is another important cost factor
while selecting the SAS. The current market prices are
slightly higher for IEC 61850 based system. This higher
cost is also expected to come down to IEC 60870 /
Proprietary Protocol HMI levels within a few years.
Other major advantages of IEC 61850 over old protocol
systems is capability of peer-to-peer GOOSE messaging
and lack of need for dependence on one source for
future expansion. These features have many hidden cost
advantages over legacy SAS. One can implement majority
of electrical interlocks and hard wiring between panels
using GOOSE messages. The system engineering time
for switchgear panels reduces a lot because of facility of
implementing additional interlocking at site. The cost
of sending multiple hard wired signals is eliminated with
network based interlocking and signalling.
To sum up, overall cost (including IEDs) of IEC 61850 SAS
is slightly higher compared to IEC 60870 / Proprietary
protocol SAS. But with larger application of IEC
61850 system for MV/LV substations in India, the costs
shall become comparable within a few years. The IEC
61850 system ushers in a new era of standardization
l of switchgear wiring & components. Hence total
advantages of using IEC 61850 system in terms of
equipment, delivery cycle, services, interlocking,
reporting and reduced site manpower far outweigh its
current initial higher cost.
The future
IEC 61850 is the future of substation automation
networking. It is feature-rich with capabilities optimized
for Ethernet-based systems. IEC 61850 reduces setup
and configuration, it standardizes functions, and has
greater performance overall.
The new communication standard ensures the required
interoperability in the substation. All connected protection
devices now speak a common language, regardless of
manufacturer, which smoothes the exchange of data with
one . The IEC 61850 communications standard provides
the means to integrate communications, information,
and applications into a coherent, flexible, and very
powerful framework for substation automation.
Day 2 - Session VI Control, Protection & Communication
328
Integration of Switchgear
for Substation Automation
A. V. Ainapure
Larsen & Toubro Limited, Control & Automation, Navi Mumbai.
Introduction
A typical substation consists of following IEDs (Intelligent
Electronic Devices):
a. Numerical protection relays for feeders, motors and
transformers
b. Load managers
c. Drives such as VFD (Variable Frequency Drives)
d. Power supplies
In addition to their respective primary functions
viz protection, control and monitoring, these IEDs
can communicate with other equipments such as
Programmable Logic Controllers (PLCs), personal
computers / Engineering Work Stations (EWSs) , or plant
master computers using standard protocols. For the
purpose of control, it is required to integrate the IEDs in
a network system, in order to receive the vital data and
issue control commands. The network system needs
to be Open, Future proof and Flexible. It is also required
to interoperate with the existing systems and also to
perform certain time critical tasks.
For the basic functions viz protection, control and
monitoring, the entire system needs to be working
in synchronization and should have extensive
communication capabilities for interface.
This paper describes the issues related to integration
of switchgear in a substation for the purpose of
automation, and the current solution based on the
System Controller family of embedded controllers.
Terminology
Intelligent Electronic Device (IED)
Intelligent Electronic Device is a microprocessor-
based device with integrated control, monitoring and
protection functions and communication facility serving
given motor, feeder or transformer.
Global Positioning System (GPS)
Global Positioning System (GPS) is a microprocessor-
based system with integrated time reference, position
detection functions and communication facility.
Supervisory Control and Data Acquisition (SCADA)
Supervisory Control and Data Acquisition System
serves as the measurement and control system which
includes input/output signal hardware, controllers, HMI,
networks, communication, database and software.
Programmable Logic Controller (PLC)
Programmable Logic Controller serves to read inputs in
order to generate outputs based on pre-programmed
stored logic; and provides communication interface.
Architecture
Fig 1 illustrates a typical substation automation
system. Various IEDs such as protection relays for
motors, feeders & transformers, AC & DC UPS power
supplies, Load managers /energy meters are required
to be integrated with PLC, SCADA and HMI. The desired
response / turn-around time with given bandwidth of
communication media can not be achieved if the upper
link controllers directly communicate to the IEDs. System
Controller serves the purpose of interfacing the IEDs
with the upper link controllers in order to support the
desired response time.
System Controller functions as an autonomous
Intelligent Interface & communications unit between the
IEDs and upper link systems such as PLCs, SCADA / HMI,
standard / proprietary software packages. The upper
link communication is usually on an open protocol on 10
SWICON 2008 Papers
329
/100 Mbit/s Ethernet, whereas the lower link protocol
could be based on RS485 to match the communication
interface of individual IEDs.
In a typical substation automation system. System
Controller acts as server in order to provide the interface
to PLC and SCADA. Alternatively it can be also configured
as client as per the system requirement.
The system provides the synchronization based on GPS.
This system is based on scalable architecture and
supports capacity augmentation for system expansion.
It also provides for the addition / removal of IEDs. The
IED network supports redundancy.
IEDs
The IEDs that are required to be integrated are detailed
as follows:
Feeder Protection relays
The feeder protection relays are used to serve
buscoupler (1 no.) and Incomers (2 no.s). The Incomer
feeder protection relays trips the HT on fault. The
buscoupler supports auto changeover.
In order to optimize the response time, the parameters
are classified as Fast scan read, Slow scan read and write
parameters. e.g. for buscoupler the typical parameters
are as follows :
Fast scan Read
1. Logical status (fault, alarm, breaker fail, local/remote,
voltage trip)
2. Current (phase)
3. Total KWh, KW
4. Undervoltage
5. Overvoltage
6. Earth fault
7. Overcurrent
8. Synchronization
9. Breaker fail
10. Transformer (buchholz, oil / winding temperature)
11. Control supply
12. External fault
13. Trip circuit
14. Line VT fail
15. Serial timeout
16. Internal failure
17. Supply missing
Slow scan Read
1. Sync angle
2. Total hours closed
3. Control input status 1 thr 24
4. Output relay 1 thr 8
Fig 1 : Substation automation system (1)
Day 2 - Session VI Control, Protection & Communication
330
Write parameters are grouped as :
1. Feeder group (VT, CT, KWh sampling period, voltage
reference)
2. Undervoltage
3. Overvoltage
4. Earth fault
5. Overcurrent
6. Synchronization
7. Breaker fail
8. Local / remote
9. External fault 1 thr 9
10. Line VT fuse failure
The parameters for incomer feeder protection
relay and motor protection replay are also similarly
classified.
Motor protection relay
Typically 272 no.s single point indications and 28 no.s
Input registers are allocated for Motor protection
relays.
Transformer protection relay
The parameter data from these differential protection
relays is provided in the form of 85 no.s of single point
indications and 26 no.s of Input registers.
System Controller synchronizes the IEDs with desired
accuracy at pre-defined time-intervals. It also receives
the Sequence Of Events (SOE) with respective
timestamp. In addition, it communicates the IED data
to PLC on open protocol such as MODBUS TCP/IP. It thus
alleviates burden on PLC, enhancing the response time.
The monitoring and control functions are supported by
SCADA interfaced to PLC as shown in Fig 2 & 3:
Interface Based on EtherNet/IP
In case the upper link interface is required to be based
on EtherNet/IP open protocol as per ODVA (Open
DeviceNet Vendor Association) specifications, the
System Controller can be used, as shown in Fig 4.
which illustrates the integration of IEDs viz numerical
protection relays for motors, feeders, transformers,
DC & AC UPS, variable frequency drives. The upper link
is used to interface to PLC. Also there is an exclusive
interface to DCS.
Redundancy is built-in at each level. The IEDs network is
dual redundant and is interfaced to independent System
Controllers which function in dual redundant mode.
As the parameter data size is large, the parameters from
the IEDs are classified depending on their respective
priority as follows:
1. Primary
2. Secondary
3. Maintenance
4. Trip
5. Data parameters and command.
The command parameters such as ON, OFF and RESET
are issued from the uplink systems such as HMI / PLC,
and are given the highest priority. The trip data is read
from the IEDs on the occurrence of trip event detected
as part of Primary parameters. Fig 2: HMI screen : Single Line Diagram
Fig 3: Control commands & Fault status
SWICON 2008 Papers
331
The System Controller also provides the diagnostic
functions at IED level, and supports the detection of
missing / non-communicable IEDs. It can be viewed in
HMI screen as show in Fig 5.
uplink, to providing information to PLC and to facilitate
the communication of commands to the respective
IEDs. The various parameters / status can be monitored
along with SLD on HMI as shown in Fig 6 and 7.
The commands and the parameters are issued to IEDs and
communicated to uplink respectively, within predefined
time interval. Thus it provides repeatable and predictable
performance in terms of response time.
Fig 4: substation automation system (2)
Fig 6: Parameter / Status monitor
Fig 5 : IED status
It also shares heart-beat mechanism with the up-link
PLC. In case primary System Controller reports error, the
control is switched to the secondary System Controller. It
supports EtherNet/IP based Explicit Messaging at the
Day 2 - Session VI Control, Protection & Communication
332
Future Trends
The Substation Automation, at present, is dominated by
the wired communication network such as IEEE 802.3. In
near future, as the relays become more versatile with
more functions and capabilities with advanced protection
algorithms, the wireless communication media based
on IEEE 802.11b (Wi-Fi) /a/g; would converge to be the
preferred physical layer. With the High speed, reliable
wireless communication for Substation Automation,
and Wi-Fi complemented by WiMAX, automated wide
area power network co-ordination could be realizable.
Conclusion
Various IEDs on diverse communication protocol and
physical layer are required to integrate / interface to the
upper layer controllers such as SCADA , PLC and HMI;
for the purpose of Substation Automation. It is very
expensive in terms of processing capability, memory and
related resources; for upper layer controllers to directly
interface to IEDs at device level. System Controller
functions as communication gateway to effectively
provide the efficient and cost effective interface
facilitating the classification / prioritization of IED data,
and supports the performance parameters.
Fig 7 : SLD with parameters
SWICON 2008 Papers
333
Integration of Intelligent Electronic Devices
Anshuman Mallya, Vaishali Mahajan and Kamlesh Gohil
Location: Larsen & Toubro Ltd., Powai
Introduction
The process industry today demands for integration
of Intelligent Electronic devices (IEDs) with higher-level
communication system. So as to acquire all the data from
field to a central location. It might be the Distributed
Control Systems (DCS), Supervisory Control and Data
Acquisition System (SCADA) or Human Machine Interface
(HMI) system.
The fig.1 shows typical system architecture of
integration of IEDs with communication system. We
may broadly classify the system requirements into two:
the hardware and the software. The hardware includes
medium of transmission, the cables viz. Shielded twisted
pair (STP), Unshielded twisted pair (UTP), Fiber optic
cable, and other devices required for data acquisition
viz. data concentrator, DP Master, converters etc. and
the software includes the protocol to be used.
Topology
A Topology is a pattern of interconnection among the
nodes. It influences a networks cost and performance.
The IEDs can be hooked in different topologies like multi
drop, daisy chain, star etc.
1. Daisy Chain
In this method communication
connections are routed from
relay to relay and one end of
the bus is taken to the data
acquisition system.
2. Multi Drop
In Multi drop connection in
switchboard one data high way bus
runs and each relay is connected to
it with separate tap-off.
3. Star
In star topology there exists
a central node through which
all other nodes are connected
to each other. Failure of Fig. 1 System architecture
Day 2 - Session VI Control, Protection & Communication
334
central node breaks down the whole network.
Daisy chain Multi drop/ Star
Reliability One connection
getting snapped
within the chain,
connectivity with the
balance relays is lost.
Snapping of
any connection
disconnects only
that relay.
Economical Economical method,
but less reliable
Expensive but more
reliable
Future Expansion Requires plant
shutdown.
Addition /
disconnection of
relay is easy. Does
not need plant shut
down.
Data Availability On single port
(standby system)
Dual port (redundant
system)
Data Concentrator/ Central Control Unit (Ccu)
Data concentrator is a device, which gathers data from
field IEDs, and stores in its memory. It acts as a server
for the field IEDs connected to its RS485 port and as a
slave for DCS, SCADA which is connected through its
RS232/ RS422 / RS485/ RJ45 port.
Data Concentrator should be a dedicated hardware with
dedicated RTOs. It is a data gateway, which provides all
the field information to the DCS on a single port and
eliminates the extra hardware such as I/O module at
each IED.
Redundant System
A normal process plant consists of numerous motors. A
large amount of data is getting transferred on the data
bus. Continuous data monitoring without interruption is
the need of the hour.
Stringent shutdown times ask for lesser components
to be attended. Industrial research has shown that
the pivotal causes for network breakdowns are the
breakages of serial cables (OFC etc.), failure of modules
at the Central Control Unit (CCU) collecting plant data
and breakages of the LAN between CCU & monitoring
system.
Hence, it is of prime importance that redundancy is
incorporated at each & every feasible point in the
system. Redundant systems have shown minimum
downtime and have provided the highest level reliability
& security to the system.
Dual Redundant Relay LAN
All the intelligent electronic devices are connected
together in multi drop/daisy chain arrangement forming
a dual redundant architecture. What is practically more
important here is that dual redundant relay LAN. In
case of breakage of serial cable anywhere in the LAN,
complete data should be made available from field to
the system. The simplest, yet the best & most efficient
system would interconnect the relays on RS485 through
STP cable which offers highly reliable communication
over long distances upto 1.2km, ideally without a need
for additional line drivers or signal converter. There are
some other options like use of optic fiber cables for
RS485. But, this cable is expensive and cable laying
& termination calls for specialized skills. Hence, it is
recommended only when distance exceeds 1km or
higher bandwidth is required. On the other hand, STP
cable is easy to lay and its termination is simple. Shielding
provides excellent immunity to interference and is a cost
effective solution for data transfer.
Dual Redundant Central Control Unit
CCU is the heart of the system. All the numerical relays
(designated as slaves in the system), looped together
and hooked up to the intelligent Central Control Unit
(CCU). It is like a co-coordinator managing the overall
system. The CCU consists of communication processor
modules, which manage the transportations of system
data. The field data can be categorized under two
categories - Process Critical & Electrical Engineering
Data. Process Critical data is required at PLC/DCS
& should be updated very fast. Engineering Data is
used for energy management systems. The data is
continuously requested from CCU by these systems.
The system works smoothly with high reliability under
a master-slave configuration. One CPM (communication
processor module) acts as Master & other as Slave. The
slave observes the master and takes over in case of any
failure to the Master.
SWICON 2008 Papers
335
Data Monitoring System
The CCU shall be hooked up with DCS, SCADA and an
Engineering Work Station (EWS). All controls are exercised
from the DCS. The process logic is implemented into it.
The electrical parameters are monitored at the SCADA.
It also exercises supervisory control, mainly on feeders,
which are not controlled by the DCS. EWS is a view of
complete plant at work on a PC. It offers an impressive
and very useful concept for maintenance and operations
engineers. Apart from online status monitoring of the
entire electrical system, this Human Machine Interface
(HMI) can log maintenance data, fault data & electrical
alarm log. Thus this system helps in control & monitoring
the complete electrical system from a central location
and to develop a paperless substation.
So far we have discussed about the hardware
requirement and connection details but how does the
communication take place between two devices? It is
the protocol, a set of common rules to be followed by
the devices connected on the LAN. A common protocol
used by the devices on the network makes it possible to
communicate them with each other. There are various
protocols used by the process industry viz. Modbus,
Profibus, IEC61850, DNP 3.0, DeviceNet etc.
Communication Protocols
These days technology advancement and availability
of state of the art communicable intelligent devices
(IEDs) have shifted industries towards integrated power
distribution and control systems. Integration of an IED
depends on its application in the plant. The plants can
be categorized as process plant or utility.
In Process plant we use the Modbus protocol, which is an
open protocol and also the Profibus DP protocol where
as the utility industries use IEC60870, DNP 3.0 and now
looking for IEC61850.
The Modbus and profibus are the protocols used for
DCS worldwide. It is due to their features like continuous
polling and data acquisition in small packets, effective
control functionalities, master/ slave topology.
Modbus
It gives communication Speed of 9.6 kbps/19.2 kbps
for 1500 meters and 38.4 kbps for 500 meters and
commonly uses STP cable to connect upto 250 devices
per segment. But it is Difficult to find out error and
measure reflection in modbus network, as there are no
diagnostics tools. The System Response is limited to
baud rate.
Profibus-DP
Communication Speed varies as per distance. It is 9.6
kbps /19.2 kbps/93.75kbps for 1200 meters, x187.5 kbps
for 1000 meters, 500 kbps for 400 meters, 1.5 mbps for
200 meters,3 mbps/6 mbps/12 mbps for 100 meters. It
commonly uses Type A Profibus cable and Fiber optic to
connect upto 127 devices. [124 devices in 4 segment
+ 3 repeater and 3 master]. Special accessories like
Profibus cable, Connector, Repeater and OLMs are
required. GSD files are required and GSD files should
support the particular DP-Master at the master end. It
is easy to find out error and reflection in network with
help of diagnostic tool. Profibus gives faster response
than modbus.
IEC61850 standard talks about Ethernet based
communication network and system in power
substations. This standard necessitates an inboard
Ethernet port on the IEDs/ relays etc. It communicates
on 10/100 MBPS on Ethernets standard IEE802.1. The
standard gives thrust on interoperability.
The data provided by IEDs can be divided into two
distinct categories as Process critical and Electrical
Engineering data.
The process critical data is normally status of drive,
current, control mode, motor load, thermal capacity,
type of alarms/ fault. This data is comparatively a very
small portion of the data available from IEDs and it is
required by the PLC or DCS for process control.
The Electrical Engineering data is large amount of
electrical and status data, which also includes the
process critical data. This data includes current,
power, power factor, energy, total hours run, total no.
of operation, fault values, start values etc. This data is
collected at engineering workstation (EWS) or DCS/
ECS/SCADA.
A process industry with its intelligent switchgear will
prefer Modbus RTU/ Modbus TCP/IP or Profibus-DP
protocol. On the other hand, industry can select, an IEC
or DNP 3.0 or Modbus TCP/IP protocol based system
depending upon the application need.
Day 2 - Session VI Control, Protection & Communication
336
Intelligent MCC : The Concept & Advantages
Gagan Kapoor
Larsen & Toubro Ltd., Powai
Motor control centers are the key equipment for a
plant to run its process whether its utility or process
plant. The technology integration in switchgear and
development in microprocessors have given an option
to get the information, control the process and prepare
schedules for maintenance for the electrical machinery
motors, breakers, transformers by touch of a button
with simplicity.
Intelligent MCC is the technology in itself. The Intelligent
Motor controller (IMC) of starters and the communication
system are the key element of the Intelligent MCC.
Concept of Intelligent MCC
Conventional MCC of earlier generation doesnt have any
intelligent devices. All the control, metering, protection
, annunciation and data information was made available
using hardwired signals ,interface cards ,meters and
electromechanical protection relays. The figure below
shows the conventional MCC with its information being
send to DCS using Marshalling panels, Interface cards
and PLC/RTU .
On the other hand Intelligent MCC enables user to get
rid of hardwiring, auxiliary devices, Interface cards and
extensive cablings.
Intelligent MCC is not a single entity it is combination of
-Switchgear, Intelligent Motor controller(IMC) and the
Data acquisition system
The concept of Intelligent MCC is to have following
advantages to the users:
1. Reduce cabling
2. Reduce device count
3. Extensive data information availability locally as
well as remote
4. Efficient and less time consuming Scheme
diagnosis
5. Preventive Maintenance schedule
6. Asset Management & Condition monitoring
7. Ease of operation
8. Capability of feeder to have its own interlock
building facility
Conventional MCC Intelligent MCC
SWICON 2008 Papers
337
The figure below shows a typical Intelligent MCC
system.
The difference in the two figures itself shows the
advantages Intelligent MCC offers.
An IMC plays very important role in making a MCC
intelligent .The IMC is required to do the control,
metering, protection, annunciation function for a motor
feeder with extensive communication facility locally as
well as remote. The real intelligence of the devices lies
in how these functionalities have been implemented in
these devices
There can be 2 ways in achieving the functionality:
l Use of a comprehensive Intelligent Motor Protection
controller which gives all the functionality and
advantages to user
l Use of discrete Intelligent unit where different
functions have different units, which may increase
space requirement and a little complexity in wiring and
operations.
Advantage Industry
An IMC is microprocessor based device capable of
providing control , metering , protection, diagnosis,asset
management and communication with local display.
There are many advantages industry can get by using
intelligent MCC using full features of a IMC .
1. Control ,Logic building and diagnosis
The IMC can be do start /stop and reset of motor on the
serial link as well as through the digital inputs or locally
form the controller. The status indication of motor and
various interlocks e.g for a conveyor Pull chord switch
,belt sway switch etc can be wired directly to the digital
inputs of the intelligent controller.
The features of digital inputs and outputs gives immense
flexibility to operation people. With these facilities all
the interlocks of a feeder which otherwise was routed
to DCS through interface hardware is eliminated. In a
conventional system all the status signals, metering
signals and annunciation goes to the DCS directly
through various hardwares. All the signals are then
concentrated in DCS controller and then logics are made
in DCS. Here the central data collection unit is the PLC or
RTU where all hardwired signals comes. In case any of
the hardware fails complete process is affected .With
the advantage of Digital inputs/outputs all the above
mentioned signals can be part of the IMC (IMC).Some
part of sequencing logic can be made in the IMC only .In
case there is any problem or non availability of signals
the respective feeder is only affected or a smaller part
of the process if affected as compared to complete
system shutdown due to a central device failure. The
dependency on the DCS reduces., This way plant shut
downs are reduced drastically. Here another feature
which needs careful consideration is the power supply
of the digital inputs. To minimize various supply related
issues the IMC digital inputs supply should be same as
the control supply of the MCC.
Another advantage digital inputs gives to a user in the
way of scheme diagnostic and troubleshooting and the
minimum time required for that. If the unit is also available
with a local display then the functionality becomes
extremely user friendly and easy for operation. The IMC
records the digital input and also shows the voltage
availability in the DI which in turn shows the scheme
path healthiness . Just by viewing the display a user can
pin point the problem area and availability of voltage
.No need for a test lamp and multimeter and manpower
for checking the schemes. A single view on the display
can tell in user friendly way about the problem location.
Figure below shows just a typical display of the IMC
available in the market.
2. Reduced and trouble free Cabling
Since the major advantage of Intelligent MCC is seen
in reducing the cabling and making switchboard neat. It
depends on how the implementation is: .
If all the interlocks, status signals , metering signals are
wired directly to the IMC then we can have substantial
Day 2 - Session VI Control, Protection & Communication
338
savings. In this case control wiring are brought to IMC
and 32 such controllers can be looped together in daisy
chain topology .Only 2 wires come out of MCC which
gives all control,metering , annunciation and protection
related data.
If there is compromise on the arrangement i.e the IMC is
not an integrated one and some interlocks are hardwired
to a central location and some to the IMC , then the
cabling is not reduced substantially . In such application
the cabling within MCC becomes complex and requires
substantial time in troubleshooting. The analog metering
data requires may auxiliaries e.g transducer ,ammeters
etc .This increase space of the MCC compartments
.Whereas in the case of all signals to IMC , serial ID of the
IMC on serial link and local interrogation at IMC shows all
status and metering data and MCC compartment space
is optimum..
3. Asset Management/Condition monitoring
of equipment
Switchgear , breaker , motor and transformers are the
asset of an electrical engineers. The hours the motor
is running and the number of operation the contactor
has gone though defines the life and requirement of the
maintenance. The intelligent MCCs allow user to manage
these assets with so much of data collected by the
intelligent controller e.g.
l No of operation
l Total Hrs run
l Total hrs run since last operated
l Starting time of motor
l Thermal capacity of the motor
Using these parameters the preventive maintenance
schedule can be generated,equipment condition monitoring
can be done and emergency shutdowns are avoided.
These data can be obtained on serial link and then
remotely the data can be accessed .
4. Localised interrogation and control
As the heart of intelligent MCC is the IMC. The features if
this enhances the user friendliness of the intelligent MCC.
One such example can be the Local display availability on
the IMC. In case a fault occurs or an interlock operation
happens ,a conventional MCC requires substantial time
and lot of hardware to know what exactly happened .
Intelligent MCC with a display on the IMC it self will give
a clear user friendly annunciation . An operator can also
find out what exactly has happened and what electrical
/fault parameters were there at that event. The same
information is available to user on serial link and can be
viewed at a distant location also. Some very user friendly
and beneficial features of IMC display to industry are:
l Display of motor current Vs time waveform
l Display of disturbance recording waveforms
l Last trip event
l Last alarm event
l Last start source
l Last stop source
All this can be seen in a common display also ,however
there will be a limitation of having information of one
device at a time and that too at some other location
than the feeder. That will also call for a select the feeder
before interrogate .Whereas in a device with display all
IMCs can be simultaneously viewed.
5. Economic advantage
Intelligent MCC as mentioned in this article gives a user
lot of savings which are direct and indirect. Some are:
l Intelligent MCC requires fewer components /
hardware Interface cards .The inventory
requirements are also minimum .
l Cost of cable laying and interface panels are
saved
l Cost of DCS engineering is saved as interlocks
form part of the controller
l Emergency Plant shutdown minimized ,which
saves from substantial process loss.
l Maintenance cost decreases
l The intelligent controllers are low burden
devices hence the CT/PT cost as well decreased,
they are generally compact in sizes hence
switchgear size reduces. The table below shows
the savings in a MCC with 100 feeders.
SWICON 2008 Papers
339
6. Information availability over Serial
Communication
Inetlligent MCC has the capability of communicating
extensive data information locally as well as remote
over economic physical media. Once communication is
talked about then communication protocol becomes
very important. Generally following points /features are
evaluated before selecting a communication protocol:
l Application
l Industry openness and support from
automation vendors
l Physical media support by protocol
l Lifecycle
l Interoperability
l Maximum Data packet size and speed over a
particular distance
l Deterministic nature
l Economy and reliability
On the above criterion the protocol which are generally
used in Intelligent MCC type of applications are Modbus,
Profibus-DP and TCP/IP.
Once the IMC work on a protocol and connected in the
topology e.g daisy chain or multidrop ,its next stage is to
integrate with DCS and Engineering work station (EWS)
or Human Machine Interface Software(HMI).
Here the point to be noted is that a single pair of cable
does all the function which otherwise requires different
cores of control cables, marshaling panels, Interposing
relays , ,Interface cards i.e AI/DI/DO/AO cards at the DCS
end and space for housing all this.The installation and
commissioning of such a system requires good amount
of time.
In intelliegent MCC Shielded twisted pair (STP) cable
carries all the data and its just connection of this cable
at DCS end through a data concentrator to EWS/HMI.
All the other devices are eliminated, installation times
reduces , savings in hardware at DCS as well as space
of substation building and troubleshooting becomes
very easy. The information availability provides user
immense data to play with as well as generate reports,
schedule as per their requirement for plant operation
Engineering Work Station/Human Machine
Interface
EWS/HMI is today the tool which can make a paperless
and boundary less substation .
As the IMC pass on extensive data on serial link -be it
control or data acquisition or fault related data. Different
user friendly graphics screens make a user amazed with
the ease of operation, troubleshooting ,data logging ,
alarm/ event management and reporting. Generally the
Intelligent MCC HMI have following pages:
l Electrical parameter
l Dynamic Single line diagram
l Dynamic General arrangement
l On line and historical trending
Day 2 - Session VI Control, Protection & Communication
340
l Alarm /event logging
l Logic viewing
l Preventive maintenance schedules
l Reports
The screen-A below shows the Dynamic General
arrangement drawing where feeder On/Off is
represented by a colour and the IMC picture can be
configured as a touch button to interrogate other data.
The Information flow doesnt stops here. The technology
of Communication can make the intelligent MCC as a
talking MCC. Any event or message generation can
cause a audio message stating complete cause with the
time and date of event occurrence.
Integration of the GSM and web technology with the
intelligent MCC makes alarm/event management
independent of the geography. Alarms or event in
the form of a SMS or may be in the form of telephone
ring can be transmitted to the pre specified users .
Information viz current or status of Motor can be asked
from a different geographical location by sending a SMS
to EWS ,which is responded in the form of SMS by the
Intelligent MCC .
Conclusion:
The technology of Intelligent MCC is beneficial to the
industry with the multiple advantage it offers. Features
available in IMCs give user the flexibility to reap in full
benefit of Intelligent MCC. However economic advantage
are more if full features are used.
l It increases the operation efficiency by means of user
friendly troubleshooting tools and serial communication
facilities.
l Plant shutdowns are reduced to minimum with tools
like asset management, preventive maintenance
schedule generation.
l Space requirement is optimum for switchgear and
integration system
l External Devices and hardware requirements are
minimum , hence minimum inventory and minimum
weak links.
l Cabling reduces to 2 wires , which not only saves
installation, commissioning and operation , but also
improves cost economics.
l Information is available irrespective of geographic
location
Similary other screens as listed above can be configured
and user can extract the complete benefit of Intelligent
MCC.
Screen A
Screen B
Similarly screen -B shows the dynamic logic functionality
configured in IMC and its healthiness. Different colour
combination can inform user about logic healthiness
and corrective actions to be taken if at all.
SWICON 2008 Papers
341
Advanced Thermal Protection of Asynchronous
Motors Using Sensorless
Temperature Estimation
Leprettre
Grenoble France,
Schneider Electric Industries SAS,
Zhi Gao, Roy Steve Colby, Larry Turner
Raleigh, NC, USA
Introduction
Motors are generally considered as the workhorses of
the Industry. Typically, 70-90% of the energy consumed
by an industrial plant is used to drive motors. The most
widespread type of motor found in process industries is
the asynchronous motor because of its simple, robust
and cheap design.
Protective relays are used to protect the motor and the
installation against damage. While relays offer efficient
protection, conducting a more detailed analysis of
electrical signals can offer more advanced protection,
monitoring and diagnostics functions.
We first briefly describe how induction motors are
protected against thermal overloads in todays relays.
Then, we present an original approach for sensorless
motor temperature estimation. Finally, an example of
result is presented, showing the better accuracy of our
technique compared to the standard thermal model.
Thermal Protection in Todays Motor
Protective Relays
In spite of all the precautions taken during its installation,
a motor can fail because of a fault in:
l The motor itself: bearing failure, ground fault or short-
circuit in stator turns...
l Its operation: too frequent starts/stops, reversals...
l Its environment: too hot ambient air, high level of
contaminants, corrosive atmosphere...
l Its power supply: voltage imbalance, undervoltage,
overvoltage...
l Its attached load: overload, underload...
In high-end digital relays, dedicated protection functions
are available to warn the user in case of e.g. phase
unbalance, voltage drop, or frequency deviations.
Nevertheless, all motor relays implement a tripping
curve to protect the motor based on the value of the
inrush current. The tripping curve indicates the time to
trip as a function of the level of over-current, defined
with respect to the motors rated current (see example
in figure 1).
Fig.1 : Example of motor tripping curve
Day 2 - Session VI Control, Protection & Communication
342
For high values of the motor inrush overcurrent, the
protection must trip quickly because a short circuit is
present.
For current values slightly greater than the rated current,
the problem comes from the overheating of the motor.
The time-to-trip is much greater (several seconds to
several hours) and depends on the motors thermal
state. This portion of the tripping curve is referred to as
the overload or thermal overload zone.
Behind this part of the tripping curve, there is an implicit
thermal model of the motor. The motor is associated
with a thermal time constant which may be defined as
in equation (1):
(1)
To better adjust the protection to the motors actual
operating conditions (load, temperature, cooling) we
have developed a more refined algorithm for modelling
the thermal behaviour of an induction motor.
Advanced Thermal Protection Using A Hybrid
Thermal Model
The modelling of thermal effects in induction motors is
a hot topic in the scientific community and there have
been a lot of attempts to refine the thermal model of
induction motors [1][2].
Higher-order models have been proposed to allow
more accurate estimation of the motors thermal state.
However, these require comprehensive knowledge
of the motors design (dimensions, construction
materials, cooling characteristics) or advanced
system identification obtained from temperature
measurements or extensive training runs performed at
installation.
In practice, the design data available for most motors
are limited to nameplate information, and it is not
reasonable to ask the installers to perform extensive
training runs or motor temperature measurements to
tune-in the thermal model of the motor.
Therefore, we have to use a model of reasonable order
and identify its parameters using solely the current and
voltage signals monitored by digital protective relays. A
Hybrid Thermal Model (HTM) of an induction motor is
illustrated in figure 2. It is composed of a thermal model
of the induction motor and an electrical equivalent
circuit:
(
(
,
\
,
,
(
j
2 2
,
2
,
1
ln
SF I
I
t
pu LR
pu LR
LR
th
Where tLR is the Locked Rotor Time of the motor,
ILR,pu is its per-unit Locked Rotor current and SF is its
Service Factor (the maximum per-unit current allowed in
the motor without it to reach its thermal limit). These
quantities can generally be known from the motors
nameplate or datasheet.
There are refinements of this thermal model among
products, but the general principle is the same. While
this basic thermal model is generally successful at
protecting the motor against overloads, it generally
makes some conservative assumptions:
l the motor is a single body heating evenly,
l the cooling of the motor is normal,
l the ambient temperature is standard (around
40C).
If the actual operating conditions of the motor are far
from these nominal conditions, there may be conditions
in which the motor is over-protected (the relay trips
though the motor has not reach its thermal limit yet)
or under-protected (the relays should have tripped a bit
sooner to prevent motor damage).
Of course, the tripping curve can be adjusted by the
user to adapt to non-nominal operating conditions and
to disparities in the thermal behaviour of motor of same
rating.
However, if the environment conditions (temperature,
cooling) change or are far from the assumptions made
for the thermal modelling of the motor, there may be
moments when the motor is not protected as well
as it could be. Furthermore, adjusting the protection
parameters accurately requires advanced knowledge of
motor design and operation.
Fig.2 : Hybrid Thermal-Electrical model of an induction motor
SWICON 2008 Papers
343
In the thermal model:
l PTS and PTR are the heat transfer sources at the stator
and rotor,
l ( is a unitless factor defining the fraction of rotor heat
transmitted to the stator,
l RTS is the thermal stator resistance,
l RTM is the thermal mutual resistance,
l CTS is the thermal stator capacitance.
l (S, (R and (R,0 are respectively the stator temperature,
the rotor temperature and a reference ambient
temperature.
In the electrical model:
l RS is the (electrical) resistance of the stator,
l LS is its inductance,
l (S is a unitless inductance ratio defining the flux
leakage,
l R R is the rotor resistance,
l s is the slip of the rotor.
This HTM better accounts for rotor losses and thermal
transfers between the rotor and the stator.
As the rotor is the most temperature-sensitive element
of a self-cooled induction motor, the estimation of
the rotor temperature rise is important. Yet, the HTM
is sufficiently simple to be estimated online from the
observed electrical signals.
Parameter identification scheme
Our purpose is to identify the parameters of the models
in order to estimate the temperature in the motor,
without performing training runs or motor temperature
measurements.
The general scheme for performing parameter
estimation is shown in figure 3. The details of the online
identification algorithm are given in [3]. The main steps
involved in our technique are:
l Symmetrical component analysis: Extract the
fundamental component, positive-sequence phasor
from the three-phase voltage and current waveforms.
l Spectral analysis: Compute the Fourier Transform
of the current and search the spectrum for rotor slot
harmonics. Derive the number of rotor slots in the
motor, and then compute the rotor slip.
l Electrical parameter identification: Identify the
parameters of the electrical model of the motor.
l Thermal parameter identification: Compute the heat
transfer sources at the stator and rotor, and the
other parameters of the thermal model. This leads to
estimates of the stator and rotor temperatures.
Fig.3 : Scheme for identifying the electrical and thermal parameters
In practice, there are a number of constraints we must
deal with.
For example, Fourier analysis is valid only for stationary
data: this is checked for using second-order statistics. A
global strategy is implemented to check the parameter
identification process.
Experimental Results
We have tested our approach of sensorless temperature
estimation on several induction motors.
The electrical signals are sampled at 5 kHz or more
with a minimum of 12 bits of resolution. In the following
example, the motor is a 5-hp (3.75kW), 4-pole squirrel-
cage induction motor.
The stator temperature estimated with our sensorless
algorithm is compared to the hot-spot temperature
obtained from thermocouples placed on the stator
windings, and to the temperature retrieved from the
standard, fixed thermal model behind the tripping
curve.
Figure 4 shows the result obtained at 150% of rated
current for impaired cooling condition. In this overload
condition, our model is much more efficient in estimating
the actual motor temperature than the standard model
used in standard overload tripping curves. A standard
Day 2 - Session VI Control, Protection & Communication
344
overload curve suited to the motor would tend to
eventually under-protect it, while our algorithm adapts
to the motors condition and estimates its temperature
rise more reliably.
Applications Conference, 39th IAS Annual Meeting, Vol. 4, pages
2477-2485, October 2004.
3. Z. Gao, T.G. Habetler, R.G. Harley & R.S. Colby. A Sensorless Adap-
tive Stator Winding Temperature Estimator for Mains-Fed Induction
Machines with Continuous-operation Periodic Duty Cycles. Confer-
ence record of the 2006 IEEE Industry Applications Conference,
41-st IAS Annual Meeting, Vol. 1, pages 448-455, October 2006.
Our algorithm allows offering actual temperature-based
protection by overcoming the assumptions made in
standard motor protection algorithms. The temperature
estimated using our algorithm is much closer to the
actual temperature of the motor.
In this case, the new algorithm could prevent burning
the motor by detecting excessive overheating.
Conclusion
In this paper we have presented a Hybrid Thermal Model
with an online parametric identification scheme.
We have used this approach to estimate the temperature
of an asynchronous motor. We have shown through
experimental results that our algorithm allows tracking
the actual temperature of the motor better than the
standard thermal model used in protective relays.
This work could form the basis of a future, temperature-
based protection against thermal overload. We would
then obtain the same quality of thermal monitoring as
with built-in temperature sensors, but without sensors.
REFERENCES
1. D. Staton, A. Boglietti & A. Cavagnino. Solving the more difficult
aspects of electric motor thermal analysis in small and medium
size industrial induction motors. IEEE transactions on energy Con-
version, Vol. 20, No. 3, September 2005, pages 620-628
2. O.I. Okoro, B. Weidemann & O. Ojo. An efficient thermal model for
induction machines. Conference record of the 2004 IEEE Industry
Fig.4 : Temperature rise for a 3.75kW motor with impaired cooling:
Standard thermal model of tripping curve (a), measured hot spot
stator temperature (b) and stator temperature estimated using our
Hybrid Thermal Model (c).
SWICON 2008 Papers
345
Why we use communication
with circuit breakers?
Peter-L. Knen
Siemens AG, A&D, Low-Voltage Controls&Distribution,
Power Distribution Products, Germany
Introduction
The demands regarding communications-capable
systems, data transparency, and flexibility in industrial
automation systems are growing all the time. Bus
systems and intelligent switchgear are vital to ensure that
industrials switchgear systems can meet these demands,
since industrial production and building management are
now inconceivable without communication technology.
In the foregoing article we are showing the reason why
we use communication with circuit breakers.
Power management in electrical power distri-
bution
A visualization for event-oriented operating and
monitoring is used at the level of low and medium
voltage electrical power distribution. All information
about faults and events aids in troubleshooting.
Complete and detailed maintenance information is
important for the execution of maintenance works. The
electrical power supply is monitored only with regard to
observance of limits and the switching of equipment (on-
and off-switching). The electrical energy is forecasted.
All information and actions focus on smooth-free
operation, fast fault clearance, and the expedient
execution of maintenance work.
Bus systems are used for the data transmission and
communication in the electrical energy distribution.
This communication is not only used to record switch
position, messages and measurements, but also to
perform switching operations. The communication
with modern circuit-breakers allows a direct online
parameterization of the setting values. Furthermore, all
recorded measured values can be read out.
Data recording yesterday and tomorrow
The circuit-breaker requirements in switchgear and
control gears are switching, displaying and monitoring.
The mainstream trend of a modern switchgear and
control gear shows further requirements.
l handling
l monitoring
l fault message
l parametration
l analyse
l documentation
All these single dates are transfered via a long distance
two-wire line to the SCADA-system. Through this ,
according to the information density, a big cable tree
arise. The end of each cable are connected to a separate
terminal sometimes with labeling. In this case the
mounting costs jumps high and the volume of enclosures
rises up.
Pic. 1: Data recording
Day 2 - Session VI Control, Protection & Communication
346
In this case it is better to use a modern bus system with
a fast exchange of information with low mounting cost
and a reduce volume of enclosures.
Primary by the automatic recordation of this information
via communication-capable units (circuit-breakers) it is
possible to use a central low cost monitoring system.
On the same way the circuit-breakers can be switched
ON/OFF.
Switches
Using the communications, the switch state - ON/OFF,
tripped, - is required and displayed in the operator
control and monitoring system. This allows the status
of the energy distribution to be uniformly visualized.
The operating and monitoring communications level
permits off-switching using the voltage or undervoltage
coil. If the switch has a motor drive, in addition to off-
switching, on-switching and reset can be performed on
initiation from the operating and monitoring level
Transducers
The communication transfers the transducers measured
values. After being scaled, the measured value can be
used for the actual-value display. Limit-value monitoring
for editable values provide additional information about
the plant state as superposed functions.
Benefits by communication with PROFIBUS-DP
or Modbus
l Fast and secure connections via PROFIBUS-DP or
Modbus
saves up to 50% costs towards
conventional control cables
PROFIBUS-DP is a global market leader
l Easy pre-testing (by means of signal simulation
with PLC or PV)
fast installation with automatically
generated valid documentation
only few non-productive hours when
extending a system
l Fast and reliable setting of device parameters
Via Ethernet, PROFIBUS-DP, Modbus or l o c a l
trip unit
l One joint PROFIBUS-DP and industrial Ethernet-
SW platform for ACB and MCCB
Reduce costs via higher system availability
l lower energy costs
l optimized personnel placement
l lower installation- and configuration costs
l lower downtimes by preventive maintenance
l fast fault diagnostics; increase system availability,
reliability and quality power supply
l Circuit-breakers can be controlled and monitored
with SCADA-system.
Further benefits arise from changing local operation to
central operating and monitoring.
Central control room:
l Quick overview of the current status of the plant.
It shows online the status of the electrical power
distribution. Remote switching can be performed
from here.
l Immediate response to limit-value violations
l Documentation/archiving of the distribution
status.
Load curves
Documentation of the utilization, e.g. of the infeeds
(according to the design, the interpretation is the total
of the outgoing circuits)
l Plant extensions can be made specifically within
the existing possibilities; saving of additional
infeeds.
l Energy consumption becomes transparent. Load
curves are stored in archives and can be used
for cost center assignments of the energy flows,
utilization
l profiles, assessment of reserves, etc.
The communication capability of devices and
subsystems and consistent information methodology
are indispensable components of future-oriented
automation concepts. Communications are increasingly
occurring horizontally at the field level as well as vertically
through several hierarchical levels simultaneously. Layered
and coordinated industrial communication systems,
such as PROFIBUS-DP with lower-level interfacing to AS-
Interface and upper level interfacing to Ethernet, offer
ideal preconditions for transparent networking in all
areas of the production process.
At the sensor-actuator level signals of binary sensors and
actuators are transmitted over a sensor actuator bus.
This provides a simple and cost-effective technology
where data and power are transmitted over a share
medium.
SWICON 2008 Papers
347
Conclusion
By connection circuit-breakers to the communication
level, switchgears are more flexible adapted to the
load and to the application. Via the bus interface and
corresponding software tools switchgears are standing
on each level, remote or local, for a modern and
trendsetting systems engineering.
At field level distributed devices such as I/O modules,
transducers, drive units, circuit-breakers, fuse switch-
disconnectors, or operator terminals, communicate
with automation systems over a powerful, real-time
communication system. Transmission of the process
data is cyclic, while additional interrupts, configuration
data and control- and diagnosis-data are transmitted
acyclically as required. PROFIBUS-DP fulfills these criteria
and offers an universal solution for both factory and
process automation.
At the Cell level and management level programmable
controllers such as PLCs and IPCs, communicate with
each other and with IT systems of the office world usind
standards such as Ethernet, TCP/IP, Intranet and Internet.
This information flow requires large data packets and a
range of powerful communication functions.
Communication structure of Siemens SENTRON circuit-
breakers e.g.
The following diagram
l provides an overview of the different
- communication options available with
SENTRON circuit-breakers and their
modules.
- illustrates the high level of system
flexibility, enabling new and innovative ideas to
l be implemented...
....starting at the lowest level with simple
parameterization of the circuit-breakers, to the field
level with a PLC and the Switch ES Power software tool,
through to connection to the intranet/Internet, and
the associated potential for saving on power costs by
means of intelligent power management.
Pic. 2: communication model
Pic. 3: e.g. SENTRON communication solution
Day 2 - Session VI Control, Protection & Communication
348
Introduction
Industrial applications using motors are increasingly
getting more complex and closely connected with each
other. Each individual motor can be a critical part in
the production chain and any motor tripping, failure or
downtime can lead to a huge monetary loss. In order to
prevent this, we need to have more sophisticated ways
to protect a motor. At the same time we need to get as
much transparency and information as possible from the
individual motor control centers (MCC) to the operator.
The uptime of a plant can be increased tremendously by
getting early warnings of any kind to a supervisory level,
before some motor is actually shut-down.
This requirement is nowadays often referred to as
Intelligent Motor Control Centers. It stands for using
intelligent controls at the motor level which are directly
connected to a Distributed Control System (DCS), to
collect and process the different data acquired and to
control the plant accordingly.
Conventional Motor Control Center
Conventional motor control centers (MCC) are made of
individual motor control units (feeders). The main circuit
of these typically contains a short circuit protection
device (fuse / MPCB), an overload relay and one or
more contactors, depending on the starting type of the
motor. Besides this, there is the control circuit, which
can have numerous monitoring and control relays like
phase-sequence relays, under voltage and over voltage
monitoring, Y-Delta timers and so on.
For operating the contactor and thus the motor, there
may be local operating buttons directly at the motor
control center. In addition, the tendency, even with
conventional MCCs, is shifting towards a centralized
control via a PLC. This means that individual wires have to
be used for each control command to be given (ON/OFF)
and for each status information which should be read
back. (ON/OFF/TRIP)
In a small scale application this may be feasible, but
with growing applications and longer distances to be
covered, the increasing data volume cannot be handled
economically.
Intelligent Motor Management
Mr. Stefan Bmoser
Siemens AG; A&D CD; Nuremberg; Germany
Mr. M Prakash
Siemens Ltd, Kalwa, Mumbai , India
Figure 1: Typical motor control center
Making Mccs Intelligent
Coming from this conventional situation there is now
an increased need from most industry sectors to make
MCCs more intelligent. This means there needs to be
a communication system set up which can replace the
numerous signaling cables. There is also a need for an
integration of the numerous protection, monitoring
and logical functions into fewer, more compact and
communication capable devices.
The motor management system is the main component
SWICON 2008 Papers
349
in an Intelligent Motor Control Center and it comprises
different essential functionalities in a single device:
stand-alone motor protection
intelligent motor control
data measurement, evaluation and storage
communication with a DCS system
l
l
l
l
many of todays motor management systems in order
to recognize any interruption to the DCS and to perform
any predefined actions in such a situation.
As currents and also voltages can be measured, and
also due the presence of a powerful microprocessor,
advanced motor protection functions can be provided
in an intelligent motor management system compared
to a simple overload protection in a conventional motor
control arrangement.
Some or all of the following features may be available in
an intelligent motor management system, depending on
the manufacturer:
adjustable current limits
phase failure protection
under-voltage protection
stalled rotor protection
earth fault protection
A conventional motor feeder would require numerous
function relays to offer a similar motor protection. Using
a motor management system would make installation
and wiring much easier and this results in smaller
compartment size.
Pre-warnings for each of the protection functions
mentioned above would allow the operator to take
corrective measures before the motor trips. These
pre-warnings can also be underlined with additional
information, like the time remaining for a motor to trip,
in case of persistent overload situation.
Intelligent Motor Control
In todays motor management systems there are
numerous functions built in. A few of them are discussed
here.
The most important control functions like the direct
starter, reversing starter, star-delta starter, two speed
motors and so on should be pre-defined so that even an
inexperienced user can start the system without having
to consult the operating manual.
The user should be required to enter only the basic
motor data for the system to be running. Any add-
on functionality can then be defined based on these
starting parameters.
Besides the motor control functions there should
also be plenty of logic functions available. These are
essential to replace the conventional function relays
and to flexibly process the signals directly at the MCC
level. Now a flawless wiring of even complex control
circuits can be made with the click of a mouse in the
parameterization software. With this functionality the
l
l
l
l
l
Figure 2: Typical Motor Management System
Stand-alone motor protection
Essential part of each motor management system is
a current transformer to measure the individual line
currents in the main circuit. Based on these data the
overload protection is done, which makes the overload
relay, from the conventional setup, obsolete.
Figure 3: Principal wiring of a motor management system
As motor protection is important to save the motor from
damages, the overload function is carried out absolutely
independent of the DCS and the communication system.
The motor is protected even in the case of a DCS or
communication failure ensuring a high availability of
the plant. A watchdog functionality is implemented in
Day 2 - Session VI Control, Protection & Communication
350
amount of process data to be evaluated - and such
to be programmed - in the PLC or DCS can be reduced
tremendously.
The built-in logic functions in an Intelligent Motor
Management System can differ between manufacturers.
A few of such functionalities are listed below:
Timers
Counters
Limit Monitors
Truth Tables
Calculation Modules
and so on.
In order to make the best use of these built-in logic
functions, it is essential that the Intelligent Motor
Management System has sufficient input and output
capacity. Apart from the conventional digital I/Os,
sophisticated Motor Management Systems also handle
analogue I/Os and temperature inputs. These I/Os
can be used for gathering motor operating data (e.g.
bearing temperature) and process data (e.g. level / flow
monitoring). Selecting a motor management system,
which allows modular expansion of the I/Os, would
ensure that the investment is always optimal for the
required application.
Data measurement and storage
A state of the art motor management system has to
support numerous measurements. Most important is
the measurement of currents and voltages in the main
circuit. These data are essential for the motor protection
mentioned earlier in this paper.
l
l
l
l
l
Based on these, other essential values can be calculated
like e.g. power, energy, cos _, which can be used for an
in-depth analysis of the process.
Besides the different operating data the intelligent motor
management system should also provide diagnosis and
statistical data. Diagnosis data will help the operator
to understand the nature of a fault and quickly put the
system back in operation. These can be information
like tripping time, reason of tripping and multiple data
logging at that moment. The statistical data supply
information, which would support a maintenance
team. These are information such as operating hours,
overload trips, start-stop-cycles and so on.
Communication with a DCS system
Field busses such as e.g. PROFIBUS DP are the
communication backbone for each intelligent MCC.
The motor management system sends all information
on the motors operating condition directly to the
connected DCS system. The advantage in using a field
bus compared to hardwiring of the same signals is that
it allows transmission of all the data in a cost-effective
way. This way one single communication cable can be
used to transmit comprehensive data of numerous
motor management systems at the same time.
Intuitive user interfaces
Another important factor the user should consider
while deciding a motor management system is the
type of user interface available. The more intuitive
the interface is, the less would be the time spent by
engineers to configure it. Graphical user interfaces offer
an easy way to configure and troubleshoot. Especially
when there is the need to troubleshoot an existing
installation, graphical user interfaces provide a simple
way to understand the parameterization even when the
trained engineer is not available.
Figure 4: Typical predefined motor applications
Figure 5: Graphical User Interface
SWICON 2008 Papers
351
At the MCC level the situation is similar. For an operator
it is always easier to read the messages from a clear text
display compared to LEDs or signaling lamps. In addition
it can save a lot of space on the panel, when a flexible
text-oriented display as shown in figure 3 is used.
BENEFITS OF INTELLIGENT MOTOR CONTROL CENTERS
Benefits can be seen during the different operational
stages of a project as well as for different groups of
people. We shall look at the benefits during Engineering/
Commissioning, Operation and Maintenance activities.
analyze system performance and reset faults from
there. Going to each individual MCU for screw-driver
parameterization will be a thing of the past, when using
a motor management system.
System Availability
In order to achieve high system availability fault tolerant
communication architectures can be set-up. This can be
done by making use of redundant field bus concepts
or ring concepts when e.g. using fiber-optical cables.
The easy combination and transition of data between
different communication mediums like e.g. copper,
fiber-optic, radio-frequency further allows selecting
the most appropriate and cost-efficient medium for
any application. For example fiber-optic will be used to
transmit signals over long distances, as it can work with
high transmission speeds, low signal dampening and
low EMC interference.
Operation and lifetime of the plant:
Minimize Downtime and increase Productivity
of your Plant
Complete transparency of motor data is essential to
avoid unscheduled downtime of a plant. Any unusual
condition in a plant - e.g. phase unbalance or loss,
increased current draw, high winding temperature, poor
cos _, under- or over-load - can be visualized to the
operator at the DCS system even before any automatic
action is taken by the system. Thus the operator or
maintenance personnel can take preventive measures
to avoid a shutdown of the motor.
Even in case of a shutdown there is diagnosis information
available immediately, helping the operator to figure out
the cause and location of the tripping.
Figure 6: Typical system setup
Engineering, Installation and Commissioning:
Reduced engineering and installation costs
The use of a parameterizable motor management
system allows new concepts for building motor
feeders. The number of different hardware designs
can be dramatically reduced, as functional differences
can now be passed into the parameterization of the
motor management system. Latest motor management
systems are even offering a graphical interface for
parameterization so that the principles and experience
gained from single line diagrams can be applied directly.
With the use of a digital field bus like e.g. PROFIBUS,
motor feeders can be connected to the DCS using a
single cable. This eliminates the huge procurement and
installation costs of multi-core cable that were used to
connect the MCCs to the PLC/DCS panel in a conventional
system.
Engineers can access parameters of each motor feeder
directly from their engineering station in one central
location, typically the control room. Even during motor
operation they can modify operating parameters, Figure 7: Display of the motor conditions at a DCS station
Day 2 - Session VI Control, Protection & Communication
352
Tracking of the motor condition
Different conditions, some influencing the lifetime
of a motor, can be visualized when using a motor
management system. For example the power quality
- even a small amount of voltage distortion leads to a
large current distortion, which can cause a motor to
heat up, to work inefficiently, to create iron saturation
effects and increased I2R losses. Or tracking of the
actual power consumption to see if the motor is running
within its rated horse-power limit and in its energy
efficient range or if there are e.g. process-related load
deviations.
Expandability
Seldom has a plant stayed in one and the same setup
from its first commissioning up to the end of its life span.
If there is already some flexibility given in the system,
expansions or modifications during the lifetime can
be performed much easier and cost-efficient. With a
modern communication system between DCS and all
distributed I/Os as well as with a freely parameterizable
motor management system changes are not giving any
hassle.
Maintenance:
Preventive and Predictive Maintenance Concepts
The implementation of a working preventive and
predictive maintenance program is essential for
avoiding unexpected downtime. Any unusual condition
measured in a motor, like e.g. phase unbalance, increased
current consumption and bad power factor cos _, can
generate a warning at the operator station. This allows
the operator and service personnel to act pro-actively.
Power Management
Intelligent MCCs are setting the basis for collecting all
power consumption data into a power management
system. This information can be displayed to an
operator to monitor the kW and kWh consumption
of the manufacturing process along with the further
parameters of the plant. This information can be further
passed on into e.g. a database for later reporting as
well as analysis purposes.
Based on such operating data of a plant and the
knowledge of the country specific energy billing
systematic, different energy management strategies
can be implemented, thus optimizing energy costs and
production output simultaneously.
Conclusion
All the basic ideas and principles of the above mentioned
technologies already exist since decades. Due to long-
time experience over the years and the consequent
research and optimization of motor management
systems there are very powerful systems available on
the market. While in the past such systems were mainly
a privilege of bigger scale projects, they are today also
considered in small size applications. This is as over the
years motor management systems are consequently
offering more functionality in smaller size devices and
with the prices for a motor management system quasi
staying the same - such the price per function is getting
better permanently.
With the given benefits during all phases of a plant,
the savings which can be realized by a preventive
maintenance schedule and the maximization of the
profit by increasing the uptime of a plant, there are lots
of customers, which are earning back their investment
into a smart MCC already after very few years.
Abbreviations
DCS Distributed Control System
I/O Inputs/Outputs
MCC Motor Control Center
MCU Motor Control Unit
PLC Programmable Logic Controller Sources
1 Siemens Simocode pro System Manual, February 2007,
Order No: 3UF7970-0AA00-0
2 Optimizing Energy Consumption and Improving
Operational Efficiency through the Use of Smart MCCs
in Process Automation Systems, Moin Shaikh, Siemens
Energy and Automation, October 2006
SWICON 2008 Papers
s
sirius
For more details:
mail to: lvsgr-mktg.india@siemens.com Fax: +91 22 27623729
Take off! Enter into a new dimension
of flexibility: SIMOCODE PRO
Higher process uptime with predictive maintenance
Reduction in panel wiring due to flexible software
Small and versatile compared to conventional solutions
Open Communication via Profibus DP
C K MY
C K MY
V
i
s
i
t
u
s
a
t
E
l
e
c
r
a
m
a
l
H
a
l
N
o
5
t
J
r
1
8
t
h
2
2
n
d
a
n
u
a
y
o
Вам также может понравиться
- ETAP Workshop Notes on Slow Bus ChangeoverДокумент7 страницETAP Workshop Notes on Slow Bus ChangeoverPandiyan100% (1)
- Detecting The Fault Location Using Traveling WaveДокумент4 страницыDetecting The Fault Location Using Traveling WaveSuginoMarwotoОценок пока нет
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОт EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОценок пока нет
- Modeling and Simulation of Integrated SVC and EAF Using MATLAB & ETAPДокумент5 страницModeling and Simulation of Integrated SVC and EAF Using MATLAB & ETAPTarek El-shennawyОценок пока нет
- Motor Starting Dynamic AccelerationДокумент63 страницыMotor Starting Dynamic Accelerationashraf-84Оценок пока нет
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsОт EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsОценок пока нет
- Analysis and Application of Scott ConnectionДокумент11 страницAnalysis and Application of Scott ConnectionRam Uday MandalОценок пока нет
- CTreq forGErelays R6.9bookДокумент97 страницCTreq forGErelays R6.9bookVíctor Casado100% (1)
- Back Up Impedance ProtectionДокумент3 страницыBack Up Impedance ProtectionNeelakandan MasilamaniОценок пока нет
- Application of Undervoltage Protection To Critical Motors PDFДокумент6 страницApplication of Undervoltage Protection To Critical Motors PDFarisОценок пока нет
- Travelling Wave Fault Location in HV LinesДокумент8 страницTravelling Wave Fault Location in HV LinesSuginoMarwotoОценок пока нет
- Article - Characteristics of Circuit Breaker Trip Curves and CoordinationДокумент4 страницыArticle - Characteristics of Circuit Breaker Trip Curves and CoordinationHassenLОценок пока нет
- The Breaker Failure Protection BFP Schemes in UtilitiesДокумент9 страницThe Breaker Failure Protection BFP Schemes in UtilitiesTrigras Bangun PerkasaОценок пока нет
- 04 - Transformer SizingДокумент19 страниц04 - Transformer Sizingashraf-84Оценок пока нет
- Ag2015-20 20150511Документ10 страницAg2015-20 20150511sikander843562Оценок пока нет
- WECC - White Paper On Relaying Current Transformer ApplicationДокумент46 страницWECC - White Paper On Relaying Current Transformer ApplicationsulemankhalidОценок пока нет
- Buchholz Relay in Transformer - Buchholz Relay Operation and PrincipleДокумент6 страницBuchholz Relay in Transformer - Buchholz Relay Operation and PrincipleNeelakandan MasilamaniОценок пока нет
- STAR Exercise 4AДокумент3 страницыSTAR Exercise 4Aashraf-84Оценок пока нет
- Magnetic Saturation PDFДокумент6 страницMagnetic Saturation PDFDaniel MemijeОценок пока нет
- RED670 LDCM Module Communication IssuesДокумент4 страницыRED670 LDCM Module Communication IssuesSellappan MuthusamyОценок пока нет
- Iec 61850 Training Program: A True Hands-On Experience..Документ6 страницIec 61850 Training Program: A True Hands-On Experience..Petar BozovicОценок пока нет
- DC MOTORS AND GENERATORS: TERMINAL CHARACTERISTICS AND SPEED CONTROLДокумент15 страницDC MOTORS AND GENERATORS: TERMINAL CHARACTERISTICS AND SPEED CONTROLptarwatkar123Оценок пока нет
- Site Inspection and Test Record: 1. General Data and InformationДокумент5 страницSite Inspection and Test Record: 1. General Data and InformationSohail AhmedОценок пока нет
- Annual Report 2019 - ABB Power Products and Systems India LimitedДокумент136 страницAnnual Report 2019 - ABB Power Products and Systems India LimitedViren Bhuptani100% (1)
- IEC61850-8-1 GOOSE - Basic ENaДокумент19 страницIEC61850-8-1 GOOSE - Basic ENayasadik9Оценок пока нет
- Ring Bus Reclosing 20121217112215906Документ6 страницRing Bus Reclosing 20121217112215906Rick JordanОценок пока нет
- Condition Monitoring of Instrument Transformers - POWERGRID ExperienceДокумент36 страницCondition Monitoring of Instrument Transformers - POWERGRID ExperiencebcqbaoОценок пока нет
- SVERKER-900 ROCOF AN en V02Документ4 страницыSVERKER-900 ROCOF AN en V02diego ojedaОценок пока нет
- Vector Group of Transformer Electrical Notes & ArticlesДокумент22 страницыVector Group of Transformer Electrical Notes & Articlesvprochocky0% (1)
- Harmonic Analysis Exercise 1: ObjectiveДокумент3 страницыHarmonic Analysis Exercise 1: Objectiveashraf-84Оценок пока нет
- IEC 61850 Communication With GE Devices Rev1 - 01Документ42 страницыIEC 61850 Communication With GE Devices Rev1 - 01Carlos Sulca NeiraОценок пока нет
- REB500 Relay PDFДокумент72 страницыREB500 Relay PDFmmsa100% (1)
- NVA100X-Getting Started-01-2018Документ28 страницNVA100X-Getting Started-01-2018Rogerio JrОценок пока нет
- SPAJ 115c ManualДокумент56 страницSPAJ 115c ManualPatel AshokОценок пока нет
- Calculation - Method - ULF Unbalanced Load Flow ETAP PDFДокумент8 страницCalculation - Method - ULF Unbalanced Load Flow ETAP PDFZulqibalОценок пока нет
- Course PC3, Dubai Applic Ation of Prote Ctive Relayi NG To Distri Bution and Sub-Trans Missi On Syste MsДокумент41 страницаCourse PC3, Dubai Applic Ation of Prote Ctive Relayi NG To Distri Bution and Sub-Trans Missi On Syste MsMahmoud Al-QudahОценок пока нет
- Testing and Commissioning JYДокумент39 страницTesting and Commissioning JYRajesh BoddunaОценок пока нет
- Static Frequency Converter BasicsДокумент16 страницStatic Frequency Converter BasicsMohamed BerririОценок пока нет
- Restricted Earth-Fault Protection in REF 542plus: Application and Setting GuideДокумент20 страницRestricted Earth-Fault Protection in REF 542plus: Application and Setting GuideSandeep PanigrahiОценок пока нет
- Generator ProtectionДокумент48 страницGenerator Protectionjajati247Оценок пока нет
- 00 Substation-Automation PDFДокумент27 страниц00 Substation-Automation PDFKaab ObayОценок пока нет
- 3-Ph Induction MotorДокумент246 страниц3-Ph Induction MotorAn00pgadzillaОценок пока нет
- APN-076 - Inrush Restraint For 7UT6 PDFДокумент11 страницAPN-076 - Inrush Restraint For 7UT6 PDFWaskito AjiОценок пока нет
- Close and Charging Motor Control Circuits For A Power Circuit Breaker Explained in DetailДокумент16 страницClose and Charging Motor Control Circuits For A Power Circuit Breaker Explained in DetailKI OHОценок пока нет
- Load Flow Analysis of 66 KV Substation Using ETAP SoftwareДокумент4 страницыLoad Flow Analysis of 66 KV Substation Using ETAP SoftwareNasser SabrОценок пока нет
- Testing Directional Overcurrent ProtectionДокумент2 страницыTesting Directional Overcurrent ProtectionZokiОценок пока нет
- Power Factor Improvement Using UpfcДокумент16 страницPower Factor Improvement Using UpfcUday Wankar50% (2)
- Modern Automatic Bus Transfer Scheme Using IEDsДокумент10 страницModern Automatic Bus Transfer Scheme Using IEDsnitinpeОценок пока нет
- Paper Four Winding Transformers Part IДокумент13 страницPaper Four Winding Transformers Part IAnielaОценок пока нет
- Volume V - Batteries and ChargersДокумент168 страницVolume V - Batteries and ChargersSunil G ParakkalОценок пока нет
- Transformer Protection RET670: Exercise 1 - Differential Protection EngineeringДокумент52 страницыTransformer Protection RET670: Exercise 1 - Differential Protection EngineeringRobert MihayoОценок пока нет
- Transformer Protection RET670: Exercise 4 - Differential Protection Negative Sequence FeatureДокумент17 страницTransformer Protection RET670: Exercise 4 - Differential Protection Negative Sequence FeatureRobert MihayoОценок пока нет
- Short Circuit StudyДокумент45 страницShort Circuit Studymohamad arifinОценок пока нет
- Electrical SafetyДокумент31 страницаElectrical SafetyDennis BallantyneОценок пока нет
- Zero Sequence CompensationДокумент8 страницZero Sequence Compensationlapet busukОценок пока нет
- 1MRG009835 en Application Note 87T For Step-Up Transformer Consisting of Three Single-Phase Units PDFДокумент5 страниц1MRG009835 en Application Note 87T For Step-Up Transformer Consisting of Three Single-Phase Units PDFrajeshОценок пока нет
- Paper On Automatic Reclosing Transmission Lines Applications and Its ConsiderationsДокумент8 страницPaper On Automatic Reclosing Transmission Lines Applications and Its ConsiderationsGagan GillОценок пока нет
- MX-M623N 20150404 210042Документ1 страницаMX-M623N 20150404 210042boopelectraОценок пока нет
- Name of The Area Type of Luminaire MakeДокумент1 страницаName of The Area Type of Luminaire MakeboopelectraОценок пока нет
- Product CatalogueДокумент200 страницProduct CatalogueboopelectraОценок пока нет
- Product CatalogueДокумент200 страницProduct CatalogueboopelectraОценок пока нет
- Current Carrying CalculationДокумент1 страницаCurrent Carrying CalculationboopelectraОценок пока нет
- Earthing ExothermicДокумент2 страницыEarthing ExothermicboopelectraОценок пока нет
- 4 Modern RelaysДокумент14 страниц4 Modern RelaysbansalrОценок пока нет
- PowerДокумент2 страницыPowerboopelectraОценок пока нет
- Signal StatusДокумент1 страницаSignal StatusboopelectraОценок пока нет
- 111 - 2. 2025 MVA 13233 KV Power TFДокумент32 страницы111 - 2. 2025 MVA 13233 KV Power TFGanesh KumarОценок пока нет
- TRVДокумент2 страницыTRVboopelectraОценок пока нет
- Part 1 Section IV Pricing Schedule - 81Документ1 страницаPart 1 Section IV Pricing Schedule - 81boopelectraОценок пока нет
- Lvac ModelДокумент1 страницаLvac ModelboopelectraОценок пока нет
- Dong DissertationДокумент173 страницыDong Dissertationvijayasiva86Оценок пока нет
- ArrДокумент3 страницыArrboopelectraОценок пока нет
- Distribution Transformers G210-12-1Документ14 страницDistribution Transformers G210-12-1boopelectraОценок пока нет
- Part 1 Section IV Pricing Schedule - 77Документ1 страницаPart 1 Section IV Pricing Schedule - 77boopelectraОценок пока нет
- Preparation of Transformer SpecДокумент57 страницPreparation of Transformer SpecboopelectraОценок пока нет
- LS Fiber Optics enДокумент48 страницLS Fiber Optics enboopelectraОценок пока нет
- HVDCДокумент29 страницHVDCmehta_aakash100Оценок пока нет
- Part 1 Section IV Pricing Schedule - 80Документ1 страницаPart 1 Section IV Pricing Schedule - 80boopelectraОценок пока нет
- Part 1 Section IV Pricing Schedule - 80Документ1 страницаPart 1 Section IV Pricing Schedule - 80boopelectraОценок пока нет
- Part 1 Section IV Pricing Schedule - 79Документ1 страницаPart 1 Section IV Pricing Schedule - 79boopelectraОценок пока нет
- Part 1 Section IV Pricing ScheduleДокумент1 страницаPart 1 Section IV Pricing ScheduleboopelectraОценок пока нет
- Part 1 Section IV Pricing ScheduleДокумент1 страницаPart 1 Section IV Pricing ScheduleboopelectraОценок пока нет
- Part 1 Section IV Pricing ScheduleДокумент1 страницаPart 1 Section IV Pricing ScheduleboopelectraОценок пока нет
- Part ScheduleДокумент1 страницаPart ScheduleboopelectraОценок пока нет
- Part 1 Pricing ScheduleДокумент1 страницаPart 1 Pricing ScheduleboopelectraОценок пока нет
- Part 1 Section ScheduleДокумент1 страницаPart 1 Section ScheduleboopelectraОценок пока нет
- ELECTRICAL - BASICt PDFДокумент40 страницELECTRICAL - BASICt PDFkaushikray06Оценок пока нет
- The Collected Letters of Flann O'BrienДокумент640 страницThe Collected Letters of Flann O'BrienSean MorrisОценок пока нет
- Stress Out?: A Study of Trends in Workplace Stress Across The GlobeДокумент14 страницStress Out?: A Study of Trends in Workplace Stress Across The GlobeVishesh Vij100% (1)
- Service: Audi A6 1998Документ256 страницService: Audi A6 1998Kovács EndreОценок пока нет
- Roll Covering Letter LathiaДокумент6 страницRoll Covering Letter LathiaPankaj PandeyОценок пока нет
- Value Chain AnalysisДокумент4 страницыValue Chain AnalysisnidamahОценок пока нет
- p2 - Guerrero Ch13Документ40 страницp2 - Guerrero Ch13JerichoPedragosa88% (17)
- Efficient Power Supply for Inductive LoadsДокумент7 страницEfficient Power Supply for Inductive LoadsMary AndersonОценок пока нет
- KS4 Higher Book 1 ContentsДокумент2 страницыKS4 Higher Book 1 ContentsSonam KhuranaОценок пока нет
- JTIL Purchase Requisition for Plasma Machine SparesДокумент3 страницыJTIL Purchase Requisition for Plasma Machine Sparesshivam soniОценок пока нет
- Amex Case StudyДокумент12 страницAmex Case StudyNitesh JainОценок пока нет
- Plants Life Cycles and PartsДокумент5 страницPlants Life Cycles and PartsseemaОценок пока нет
- Aircraft Gas Turbine Tecnology by IRWINE TREAGER PDFДокумент684 страницыAircraft Gas Turbine Tecnology by IRWINE TREAGER PDFJai Deep87% (67)
- Chapter 1Документ2 страницыChapter 1Nor-man KusainОценок пока нет
- A Development of The Test For Mathematical Creative Problem Solving AbilityДокумент27 страницA Development of The Test For Mathematical Creative Problem Solving AbilityanwarОценок пока нет
- BL3B User Manual PDFДокумент142 страницыBL3B User Manual PDFRandy VanegasОценок пока нет
- METRIC_ENGLISHДокумент14 страницMETRIC_ENGLISHKehinde AdebayoОценок пока нет
- Amo Plan 2014Документ4 страницыAmo Plan 2014kaps2385Оценок пока нет
- Solidwork Flow Simulation TutorialДокумент298 страницSolidwork Flow Simulation TutorialMilad Ah100% (8)
- Hollywood Game Plan 20 Page Sample PDFДокумент20 страницHollywood Game Plan 20 Page Sample PDFMichael Wiese Productions0% (1)
- Experimental Investigation On The Properties of Compressed Earth Blocks Stabilised With A Liquid ChemicalДокумент7 страницExperimental Investigation On The Properties of Compressed Earth Blocks Stabilised With A Liquid ChemicalDeb Dulal TripuraОценок пока нет
- Priming An Airplane EngineДокумент6 страницPriming An Airplane Enginejmoore4678Оценок пока нет
- Batool2019 Article ANanocompositePreparedFromMagn PDFДокумент10 страницBatool2019 Article ANanocompositePreparedFromMagn PDFmazharОценок пока нет
- Type of PoemДокумент10 страницType of PoemYovita SpookieОценок пока нет
- Afrah Summer ProjectДокумент11 страницAfrah Summer Projectاشفاق احمدОценок пока нет
- A. What Is Balanced/objective Review or Criticism?Документ11 страницA. What Is Balanced/objective Review or Criticism?Risha Ann CortesОценок пока нет
- Issue 189Документ38 страницIssue 189Oncampus.net100% (1)
- Mono - Probiotics - English MONOGRAFIA HEALTH CANADA - 0Документ25 страницMono - Probiotics - English MONOGRAFIA HEALTH CANADA - 0Farhan aliОценок пока нет
- Case 1 1 Starbucks Going Global FastДокумент2 страницыCase 1 1 Starbucks Going Global FastBoycie TarcaОценок пока нет
- VFD ManualДокумент187 страницVFD ManualgpradiptaОценок пока нет
- 4 DiscussionДокумент2 страницы4 DiscussiondreiОценок пока нет
- Build Your Own Electric Vehicle, Third EditionОт EverandBuild Your Own Electric Vehicle, Third EditionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionОт EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionРейтинг: 4.5 из 5 звезд4.5/5 (542)
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Graphene Revolution: The Weird Science of the Ultra-thinОт EverandThe Graphene Revolution: The Weird Science of the Ultra-thinРейтинг: 4.5 из 5 звезд4.5/5 (4)
- Understanding Automotive Electronics: An Engineering PerspectiveОт EverandUnderstanding Automotive Electronics: An Engineering PerspectiveРейтинг: 3.5 из 5 звезд3.5/5 (16)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsОт EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsРейтинг: 4 из 5 звезд4/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesОт EverandThe Rare Metals War: the dark side of clean energy and digital technologiesРейтинг: 5 из 5 звезд5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeОт EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeРейтинг: 5 из 5 звезд5/5 (8)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemОт EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemОценок пока нет
- Digital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsОт EverandDigital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsРейтинг: 5 из 5 звезд5/5 (3)
- 8051 Microcontroller: An Applications Based IntroductionОт Everand8051 Microcontroller: An Applications Based IntroductionРейтинг: 5 из 5 звезд5/5 (6)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionОт EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionРейтинг: 4 из 5 звезд4/5 (331)
- C++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingОт EverandC++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingРейтинг: 4 из 5 звезд4/5 (1)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026От EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Рейтинг: 5 из 5 звезд5/5 (1)
- Wearable Sensors: Fundamentals, Implementation and ApplicationsОт EverandWearable Sensors: Fundamentals, Implementation and ApplicationsEdward SazonovОценок пока нет
- Winning in 2025: Digital and Data Transformation: The Keys to SuccessОт EverandWinning in 2025: Digital and Data Transformation: The Keys to SuccessОценок пока нет
- A Mind at Play: How Claude Shannon Invented the Information AgeОт EverandA Mind at Play: How Claude Shannon Invented the Information AgeРейтинг: 4 из 5 звезд4/5 (52)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsОт EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsРейтинг: 5 из 5 звезд5/5 (2)