Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- TD610V Manual PDFДокумент184 страницыTD610V Manual PDFrburtonshaw100% (7)
- Small Engine EFI Tuning GuideДокумент195 страницSmall Engine EFI Tuning Guidepolar231100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Work, Energy&Power (Nitin M Sir)Документ6 страницWork, Energy&Power (Nitin M Sir)Kenny RuizОценок пока нет
- Uae Oil & GasДокумент18 страницUae Oil & GasAna MarksОценок пока нет
- A Guide To Marine Air Compressor PDFДокумент78 страницA Guide To Marine Air Compressor PDFResfiyan Tri Sukma AnggaraОценок пока нет
- D475a BulldozerДокумент1 548 страницD475a Bulldozertincho_0026100% (3)
- Condmaster Ruby 2012 User GuideДокумент238 страницCondmaster Ruby 2012 User GuideKenny Ruiz67% (6)
- Transmission Electrical Testing On 096Документ45 страницTransmission Electrical Testing On 096Michelle KerriganОценок пока нет
- Partial Report - RawanДокумент23 страницыPartial Report - RawanKenny Ruiz100% (1)
- Equipment Dossier R0Документ50 страницEquipment Dossier R0Kenny RuizОценок пока нет
- WE 12742 Grasim Rawan Table: Mixing Calculation Mixture With Coal B As FuelДокумент1 страницаWE 12742 Grasim Rawan Table: Mixing Calculation Mixture With Coal B As FuelKenny RuizОценок пока нет
- Annexure 1 Mass Flow RajashreeДокумент3 страницыAnnexure 1 Mass Flow RajashreeKenny RuizОценок пока нет
- Q&a Meo 1Документ132 страницыQ&a Meo 1shilparabОценок пока нет
- Sk28sr Sk30sr 35sr-6 CatalogueДокумент12 страницSk28sr Sk30sr 35sr-6 CataloguePHÁT NGUYỄN THẾОценок пока нет
- Successful Solution: To The Challenge ofДокумент2 страницыSuccessful Solution: To The Challenge ofKenny RuizОценок пока нет
- Fly AcДокумент7 страницFly AcKenny RuizОценок пока нет
- SketchsДокумент1 страницаSketchsKenny RuizОценок пока нет
- Electrical Properties of Solar CellsДокумент8 страницElectrical Properties of Solar CellsKenny RuizОценок пока нет
- Book-I Chapter 1: Input DataДокумент3 страницыBook-I Chapter 1: Input DataKenny RuizОценок пока нет
- VB 29 - 10Документ5 страницVB 29 - 10Kenny RuizОценок пока нет
- Mba ZC417Документ4 страницыMba ZC417Kenny RuizОценок пока нет
- 139 FPДокумент7 страниц139 FPKenny RuizОценок пока нет
- cdk1 Coal B-EДокумент1 страницаcdk1 Coal B-EKenny RuizОценок пока нет
- List of DOE - Unaided Schools (1278) : S.No District Zone School ID School NameДокумент2 страницыList of DOE - Unaided Schools (1278) : S.No District Zone School ID School NameKenny RuizОценок пока нет
- Test Report 10034-1 Raw Material Grasim Rawan IndiaДокумент6 страницTest Report 10034-1 Raw Material Grasim Rawan IndiaKenny RuizОценок пока нет
- 142 EaДокумент3 страницы142 EaKenny RuizОценок пока нет
- IIT JEE Molecular Orbital Theory Study MaterialДокумент4 страницыIIT JEE Molecular Orbital Theory Study MaterialKenny Ruiz100% (1)
- 148 FPДокумент2 страницы148 FPKenny RuizОценок пока нет
- Centre of Mass & Consv of Momentum (Nitin M Sir)Документ5 страницCentre of Mass & Consv of Momentum (Nitin M Sir)Kenny Ruiz0% (1)
- Emi Assignment (Nitin M Sir)Документ6 страницEmi Assignment (Nitin M Sir)Kenny RuizОценок пока нет
- Course Title: Fundamental of Mechanical Engineering (Code: 3300015)Документ8 страницCourse Title: Fundamental of Mechanical Engineering (Code: 3300015)Kishan BadiyaОценок пока нет
- Unit 4 - Energy Heat and WorkДокумент14 страницUnit 4 - Energy Heat and WorkraulmipeОценок пока нет
- New Microsoft Word DocumentДокумент5 страницNew Microsoft Word DocumentMukeshОценок пока нет
- Wheel Loader CarterpillarДокумент36 страницWheel Loader CarterpillarOky Andytya PratamaОценок пока нет
- ECДокумент1 208 страницECcatacho7100% (1)
- GEAS Problems 1Документ7 страницGEAS Problems 1Jayson CorpuzОценок пока нет
- Coke Oven Gas Purification and Cooling ProcessДокумент3 страницыCoke Oven Gas Purification and Cooling Processshishir18Оценок пока нет
- Pneumatic Technology: Learning Outcome Application of Pneumatic Pneumatic CircuitДокумент44 страницыPneumatic Technology: Learning Outcome Application of Pneumatic Pneumatic CircuitHafiz RadzaliОценок пока нет
- Kohler ManualДокумент44 страницыKohler Manualjmh488100% (1)
- Vehiculo AvirДокумент2 страницыVehiculo AvirpaimeyОценок пока нет
- Motor Vehicle Technology 2018Документ36 страницMotor Vehicle Technology 2018Tanyaradzwa TunzioОценок пока нет
- National Refinery Limited: Brief RecordingsДокумент1 страницаNational Refinery Limited: Brief RecordingsAwad TariqОценок пока нет
- 2-Piece Boom Demolition Excavator: Zaxis-SeriesДокумент12 страниц2-Piece Boom Demolition Excavator: Zaxis-SeriesAkhmad SebehОценок пока нет
- SM 1Документ464 страницыSM 1Yordano PerezОценок пока нет
- Manual de Servicio 66DX35G1IДокумент8 страницManual de Servicio 66DX35G1IcesarОценок пока нет
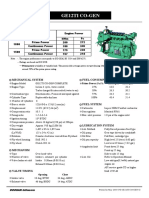
- Ge12ti Co Gen-GДокумент2 страницыGe12ti Co Gen-GTilok DasОценок пока нет
- 310 Parts GuideДокумент85 страниц310 Parts GuidefcfdbrianОценок пока нет
- Development of The Sequential Combustion System For The GT24/GT26 Gas Turbine FamilyДокумент13 страницDevelopment of The Sequential Combustion System For The GT24/GT26 Gas Turbine FamilySanthosh LingappaОценок пока нет
- Troubleshooting: 2206D-E13TA Industrial EngineДокумент29 страницTroubleshooting: 2206D-E13TA Industrial EnginespanoОценок пока нет
- Chemistry Investigatory ProjectДокумент18 страницChemistry Investigatory ProjectSubhikshaОценок пока нет
- Applied Thermodynamics QBДокумент12 страницApplied Thermodynamics QBapi-25999517100% (1)