Вам также может понравиться
- Traditional EleganceДокумент3 страницыTraditional EleganceAvinash JadhavОценок пока нет
- Tata Consultancy ServicesДокумент4 страницыTata Consultancy ServicesAvinash Jadhav100% (1)
- Fun TargetДокумент28 страницFun TargetAvinash JadhavОценок пока нет
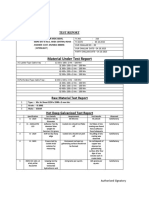
- Test CertificateДокумент1 страницаTest CertificateAvinash JadhavОценок пока нет
- Listening SkillsДокумент2 страницыListening SkillsAvinash JadhavОценок пока нет
- WEL-COME AjДокумент16 страницWEL-COME AjAvinash JadhavОценок пока нет
- Gynecologist CV TemplateДокумент6 страницGynecologist CV TemplateSingh ViratОценок пока нет
- Template 6Документ1 страницаTemplate 6Avinash JadhavОценок пока нет
- Template 6Документ1 страницаTemplate 6Avinash JadhavОценок пока нет
- CV FormatДокумент2 страницыCV FormatAvinash JadhavОценок пока нет
- CV - Classic TempДокумент1 страницаCV - Classic TempAvinash JadhavОценок пока нет
- Time Management: PlanningДокумент1 страницаTime Management: PlanningAvinash JadhavОценок пока нет
- CV - Classic TempДокумент1 страницаCV - Classic TempAvinash JadhavОценок пока нет
- Img 016Документ1 страницаImg 016Avinash JadhavОценок пока нет
- Resume FormatДокумент2 страницыResume FormatAvinash JadhavОценок пока нет
- PMBOK7Документ10 страницPMBOK7Avinash JadhavОценок пока нет
- DellДокумент4 страницыDellAvinash JadhavОценок пока нет
- BMW 5 SeriesДокумент4 страницыBMW 5 SeriesAvinash JadhavОценок пока нет
- Campus Sustainability Best PracticesДокумент21 страницаCampus Sustainability Best PracticesU8x58Оценок пока нет
- Automotive SensorsДокумент11 страницAutomotive SensorsAvinash JadhavОценок пока нет
- Network Interface ControllerДокумент2 страницыNetwork Interface ControllerAvinash JadhavОценок пока нет
- Time Management: PlanningДокумент1 страницаTime Management: PlanningAvinash JadhavОценок пока нет
- A Seminar Report On "Electronic Fuel Injection System": Project Report Submitted ToДокумент1 страницаA Seminar Report On "Electronic Fuel Injection System": Project Report Submitted ToAvinash JadhavОценок пока нет
- Resumes and Cover LettersДокумент10 страницResumes and Cover LettersMatra ToejoehОценок пока нет
- Automotive SensorsДокумент11 страницAutomotive SensorsAvinash JadhavОценок пока нет
- Directorate of Technical Education, Maharashtra State, MumbaiДокумент73 страницыDirectorate of Technical Education, Maharashtra State, MumbaiAvinash JadhavОценок пока нет
- Index: Sr. No. Topic Name Page NoДокумент14 страницIndex: Sr. No. Topic Name Page NoAvinash JadhavОценок пока нет
- Flying Cars and Food Pills: A Journey Into The FutureДокумент36 страницFlying Cars and Food Pills: A Journey Into The FutureAvinash JadhavОценок пока нет
- Automotive SensorsДокумент11 страницAutomotive SensorsAvinash JadhavОценок пока нет
- Final Diesel Pumping Efficiency Report, USEPAДокумент16 страницFinal Diesel Pumping Efficiency Report, USEPAAvinash JadhavОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Prob Stats Module 4 2Документ80 страницProb Stats Module 4 2AMRIT RANJANОценок пока нет
- Filtros MaquinasДокумент34 страницыFiltros MaquinasAndres AlfonzoОценок пока нет
- Indo American Journal of Pharmaceutical Research (India)Документ4 страницыIndo American Journal of Pharmaceutical Research (India)Pharmacy2011journalsОценок пока нет
- National Leprosy Control Program For CHNДокумент18 страницNational Leprosy Control Program For CHNNaomi Cyden YapОценок пока нет
- Toaz - Info Chemtech Reviewer PRДокумент1 страницаToaz - Info Chemtech Reviewer PRchristy janioОценок пока нет
- 2019 Torch and Consumables Catalog: For Mechanized Plasma SystemsДокумент64 страницы2019 Torch and Consumables Catalog: For Mechanized Plasma SystemsRaj DomadiyaОценок пока нет
- Basicline BL 21t9stДокумент28 страницBasicline BL 21t9stgabriel6276Оценок пока нет
- March 17, 2016 Strathmore TimesДокумент24 страницыMarch 17, 2016 Strathmore TimesStrathmore TimesОценок пока нет
- M O Publications Index Worldwide CoverageДокумент5 страницM O Publications Index Worldwide CoverageloloОценок пока нет
- Advanced Technologies of CDQ Plant Advanced Technologies of CDQ PlantДокумент12 страницAdvanced Technologies of CDQ Plant Advanced Technologies of CDQ Plant조기현Оценок пока нет
- Kultura I InteligencijaДокумент15 страницKultura I InteligencijaToni JandricОценок пока нет
- Tribology - Lubricants and LubricationДокумент330 страницTribology - Lubricants and LubricationJosé Ramírez100% (2)
- Discrete Variable Probability Distribution FunctionsДокумент47 страницDiscrete Variable Probability Distribution FunctionsJanine CayabyabОценок пока нет
- Business Plan of Easy Meal ServiceДокумент41 страницаBusiness Plan of Easy Meal ServiceCeddie UnggayОценок пока нет
- What Is RTN/Microwave TechnologyДокумент27 страницWhat Is RTN/Microwave TechnologyRavan AllahverdiyevОценок пока нет
- On The Problem of The External World in The Ch'Eng Wei Shih LunДокумент64 страницыOn The Problem of The External World in The Ch'Eng Wei Shih LunGuhyaprajñāmitra3100% (1)
- Sharp LC 50le440u ProspectoДокумент2 страницыSharp LC 50le440u ProspectovwcxlОценок пока нет
- THEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsДокумент17 страницTHEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsIzi75% (4)
- 43-101 Technical Report Quimsacocha, February 2009Документ187 страниц43-101 Technical Report Quimsacocha, February 2009Marco Vinicio SotoОценок пока нет
- Journal of Cleaner Production: S.M. Ashekuzzaman, Patrick Forrestal, Karl Richards, Owen FentonДокумент10 страницJournal of Cleaner Production: S.M. Ashekuzzaman, Patrick Forrestal, Karl Richards, Owen FentonSenthil KumarОценок пока нет
- ArduinoДокумент15 страницArduinoAlvarez TomasОценок пока нет
- Tenofovir Disoproxil Fumarate: Riefing - Nfrared BsorptionДокумент4 страницыTenofovir Disoproxil Fumarate: Riefing - Nfrared BsorptionMostofa RubalОценок пока нет
- ABB Price Book 714Документ1 страницаABB Price Book 714EliasОценок пока нет
- Colistimethate Sodium 1 Million I.U. Powder For Solution For Injection - Colistin - (Emc)Документ8 страницColistimethate Sodium 1 Million I.U. Powder For Solution For Injection - Colistin - (Emc)hakim shaikhОценок пока нет
- HYKDДокумент15 страницHYKDAri RamadhanОценок пока нет
- HSS Article LimitState Plastification 0718 060120Документ3 страницыHSS Article LimitState Plastification 0718 060120clam2014Оценок пока нет
- Real Possibility of Future ConditionДокумент3 страницыReal Possibility of Future ConditionHusОценок пока нет
- General Science EnvironmentДокумент28 страницGeneral Science EnvironmentHamza MujahidОценок пока нет
- HTTP Verbs GET POST PUT PATCH DELETE (39Документ12 страницHTTP Verbs GET POST PUT PATCH DELETE (39Jefferson EducacionОценок пока нет
- 25f8e d64fДокумент6 страниц25f8e d64fapi-233604231Оценок пока нет