Вам также может понравиться
- MT ProcedureДокумент6 страницMT ProcedureMeet Patel100% (2)
- SNT TC 1a OverviewДокумент3 страницыSNT TC 1a OverviewNDT Training WorldWideОценок пока нет
- Certification Statement For NDT Level IIIДокумент1 страницаCertification Statement For NDT Level IIISantanu SahaОценок пока нет
- PCN OutlineДокумент26 страницPCN Outlinekendall0609Оценок пока нет
- 12 MT ProcedureДокумент17 страниц12 MT ProcedureThân KhaОценок пока нет
- Itp AsntДокумент33 страницыItp AsntSYED FADZIL SYED MOHAMED100% (1)
- Pirt Asnt Leiii MT Spe 11aДокумент12 страницPirt Asnt Leiii MT Spe 11aeldobie3100% (1)
- NDE Written Procedure Where We Shall StartДокумент21 страницаNDE Written Procedure Where We Shall StartuaiphonОценок пока нет
- Lamtiation Ut ProcdureДокумент12 страницLamtiation Ut ProcduremnmsingamОценок пока нет
- 01-Introduction To OMNIДокумент19 страниц01-Introduction To OMNIvibinkumars100% (1)
- Ansa India Information Package Level 3Документ8 страницAnsa India Information Package Level 3manoj kumar sarojОценок пока нет
- Inspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectorateДокумент22 страницыInspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectoratedashОценок пока нет
- ASNT Level III AnnouncementДокумент4 страницыASNT Level III AnnouncementSelvaraj MaduraiОценок пока нет
- MT Work InstructionДокумент3 страницыMT Work Instructionpandab bkОценок пока нет
- List of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3Документ25 страницList of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3PP043Оценок пока нет
- PCN General RulesДокумент25 страницPCN General RulesSangeeth Kavil PОценок пока нет
- Tangential Radiography For The Wall Thickness Measurement of Process PipingДокумент7 страницTangential Radiography For The Wall Thickness Measurement of Process Pipingkirubha_karan2000Оценок пока нет
- Guidelines For The Preparation and Grading of NDTДокумент4 страницыGuidelines For The Preparation and Grading of NDTL...nОценок пока нет
- RT Procedure 10.09.16Документ9 страницRT Procedure 10.09.16mukeshsingh6Оценок пока нет
- Paut Calibration Summary Both-Single Side (CS & SS)Документ20 страницPaut Calibration Summary Both-Single Side (CS & SS)prabhu_trichyОценок пока нет
- Asnt Level 2Документ1 страницаAsnt Level 2MohammedBujairОценок пока нет
- LPT Spe Level II Exam QBДокумент10 страницLPT Spe Level II Exam QBAruchamy SelvakumarОценок пока нет
- NDT For Roller CoasterДокумент5 страницNDT For Roller Coasterluqman syakirОценок пока нет
- Astron: MFL Testing Procedure For Tank FloorДокумент16 страницAstron: MFL Testing Procedure For Tank FloorleonciomavarezОценок пока нет
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerДокумент23 страницыDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshОценок пока нет
- Eddy Current RFT ProcedureДокумент12 страницEddy Current RFT ProcedureJeganeswaran100% (1)
- UT ProcedureДокумент6 страницUT ProcedureMurali YОценок пока нет
- Ultrasonic Test Procedure AWS D1.1 (NDE Procedure For Structure)Документ26 страницUltrasonic Test Procedure AWS D1.1 (NDE Procedure For Structure)Taufik SantosoОценок пока нет
- JANX Written Practice Rev 7Документ20 страницJANX Written Practice Rev 7joshrathburn1980100% (3)
- Aries - Saturated Eddycurrent - Tube - ProcedureДокумент17 страницAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyОценок пока нет
- Lec 10 - EDDY CURRENT TestingДокумент30 страницLec 10 - EDDY CURRENT TestingViona ArgarethaОценок пока нет
- Axess - Ultrassonic Thickness Measurement ProcedureДокумент7 страницAxess - Ultrassonic Thickness Measurement Procedurevsnaiduqc100% (1)
- Level IiiДокумент3 страницыLevel IiiMangalraj MadasamyОценок пока нет
- LPT Spe QB 2Документ6 страницLPT Spe QB 2Aruchamy SelvakumarОценок пока нет
- 3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookДокумент57 страниц3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookNayan Vyas100% (1)
- Asnt Recer RT QB Level IДокумент9 страницAsnt Recer RT QB Level IkingstonОценок пока нет
- IRTS SRUT Work ProcedureДокумент10 страницIRTS SRUT Work ProcedurePeter100% (1)
- NDT Eng Probe PDFДокумент60 страницNDT Eng Probe PDFPuguh CahyonoОценок пока нет
- NDT-PQ PDFДокумент7 страницNDT-PQ PDFMiguel RodriguezОценок пока нет
- SNT 2020 ChangesДокумент4 страницыSNT 2020 ChangesAnagha BhideОценок пока нет
- Vision Test Format PCNДокумент3 страницыVision Test Format PCNVisvaОценок пока нет
- Ect ProДокумент18 страницEct ProAnonymous gFcnQ4go100% (2)
- PT Level III NoteДокумент3 страницыPT Level III NoteAllen Situ80% (5)
- ACFM Applications1Документ12 страницACFM Applications1naoufel1706Оценок пока нет
- ISNT Course Calendar For 2023-2024Документ5 страницISNT Course Calendar For 2023-2024Murugesh pОценок пока нет
- Scan Plan (PAUT) For Taper Joints and K WeldsДокумент4 страницыScan Plan (PAUT) For Taper Joints and K WeldsRamakrishnan AmbiSubbiahОценок пока нет
- NASA PRC-6503 Rev C Radiographic InspectionДокумент8 страницNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaОценок пока нет
- Ust ProcedureДокумент18 страницUst ProcedureVikiseptОценок пока нет
- Liquid Penetrant Testing Module 3Документ5 страницLiquid Penetrant Testing Module 3mujjamilОценок пока нет
- MT SpecДокумент9 страницMT Specmunnyrrr100% (2)
- PT - Level 2 - S - 002 - Revised by RVMДокумент4 страницыPT - Level 2 - S - 002 - Revised by RVMkingstonОценок пока нет
- Subic Drydoc NDT Quality ManualДокумент14 страницSubic Drydoc NDT Quality ManualHarry Doble100% (2)
- PCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWДокумент4 страницыPCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWagniva datta100% (2)
- MFL For Wire RopesДокумент19 страницMFL For Wire RopesMathavaraj Dharmaraj100% (2)
- Agpl QP RFT 03 PDFДокумент8 страницAgpl QP RFT 03 PDFMaged Ali RaghebОценок пока нет
- Magnetic Particle Test Inspection Free NDT Sample ProcedureДокумент8 страницMagnetic Particle Test Inspection Free NDT Sample ProcedureBhavani Prasad0% (1)
- Engineering & Construction: Magnetic Particle Test ProcedureДокумент13 страницEngineering & Construction: Magnetic Particle Test Proceduresoledense5470100% (1)
- MT ProcДокумент13 страницMT ProcnathgsurendraОценок пока нет
- Conformity Assessment PoliciesДокумент10 страницConformity Assessment Policiesshabbir626Оценок пока нет
- PS-HT-11A Electric Resistance Heating PWHT ProcedureДокумент4 страницыPS-HT-11A Electric Resistance Heating PWHT Procedureshabbir62650% (2)
- Hardness Conversion ChartДокумент1 страницаHardness Conversion ChartIrwan NugrahaОценок пока нет
- Matrices and DeterminantsДокумент36 страницMatrices and Determinantsshabbir626Оценок пока нет
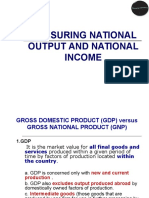
- GPD and GNP DifferenceДокумент24 страницыGPD and GNP Differenceshabbir626Оценок пока нет
- API 510 TestДокумент3 страницыAPI 510 Testshabbir626Оценок пока нет
- Ultrasonic Testing of WeldsДокумент2 страницыUltrasonic Testing of Weldsshabbir626Оценок пока нет
- Process Piping ASME BN31.3Документ40 страницProcess Piping ASME BN31.3shabbir626100% (1)
- 37dl Plus - enДокумент4 страницы37dl Plus - enshabbir626Оценок пока нет
- X-Ray Safety PresentationДокумент87 страницX-Ray Safety Presentationshabbir626100% (3)
- The HPF Is Used ToДокумент5 страницThe HPF Is Used Toshabbir626Оценок пока нет
- Liquid Penetrant Examination Procedure For Asme CodeДокумент15 страницLiquid Penetrant Examination Procedure For Asme Codeshabbir626Оценок пока нет
- Automatic Vs Manual Film ProcessingДокумент26 страницAutomatic Vs Manual Film Processingshabbir62650% (2)
- PT-MT Kurs NotuДокумент300 страницPT-MT Kurs NotuBahadir TekinОценок пока нет
- Film Processing Quiz-4 PDFДокумент3 страницыFilm Processing Quiz-4 PDFshabbir626100% (2)
- Specific Examination Questions: For The Computer Based Training ProgramДокумент5 страницSpecific Examination Questions: For The Computer Based Training Programravi00098Оценок пока нет
- Pirt NDT MT Formulae 12aДокумент4 страницыPirt NDT MT Formulae 12ashabbir626Оценок пока нет
- Level II ChecklistДокумент4 страницыLevel II Checklistshabbir626Оценок пока нет
- COrrosion Under Insulation (CUI) - Inspection Technique and PreventionДокумент7 страницCOrrosion Under Insulation (CUI) - Inspection Technique and PreventionEtienne RochaОценок пока нет
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedДокумент9 страницHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanОценок пока нет
- NBT 47013.3-2015 EngДокумент180 страницNBT 47013.3-2015 EngCourage100% (1)
- En 448 2008 DrafДокумент35 страницEn 448 2008 Drafumur kaçamaklıОценок пока нет
- Unit 1-Complete Notes With MCQДокумент73 страницыUnit 1-Complete Notes With MCQshriman100% (1)
- Underwater Welding and CuttingДокумент60 страницUnderwater Welding and CuttingDewin PurnamaОценок пока нет
- CURICULUM VITAE (Batam)Документ3 страницыCURICULUM VITAE (Batam)Tia Amalia Puti RenaeryОценок пока нет
- 175 014301 PDFДокумент2 страницы175 014301 PDFVivek S SurendranОценок пока нет
- Décret 21-261.englilsh VersionДокумент14 страницDécret 21-261.englilsh Versionqa/qcОценок пока нет
- Method Statement For Structural Fabrication & ErectionДокумент11 страницMethod Statement For Structural Fabrication & ErectionBinay94% (16)
- 213-Astm A 388 2001 Ultrasonic Examination of Heavy Steel Forgings PDFДокумент7 страниц213-Astm A 388 2001 Ultrasonic Examination of Heavy Steel Forgings PDFgraduate100% (1)
- BS EN 30042 (Alum)Документ18 страницBS EN 30042 (Alum)Pablo OchoaОценок пока нет
- NANDHAKUMARДокумент3 страницыNANDHAKUMARiyamОценок пока нет
- 11 - Oceaneering The New Era of IntegrityДокумент27 страниц11 - Oceaneering The New Era of IntegrityJorge VieyraОценок пока нет
- Calendar of Training Programmes: Engineering Staff College of IndiaДокумент58 страницCalendar of Training Programmes: Engineering Staff College of IndiaVishwanath TodurkarОценок пока нет
- Doc. No.: IPEG-6389-MIFE (1) - 8830-TP-001-0001 Title: Quality Assurance Plan ForДокумент8 страницDoc. No.: IPEG-6389-MIFE (1) - 8830-TP-001-0001 Title: Quality Assurance Plan ForPrakash RajОценок пока нет
- TOFD and PAUT For Weld Root CorrosionДокумент38 страницTOFD and PAUT For Weld Root CorrosionMuthumonickamОценок пока нет
- 048 9712 EngДокумент46 страниц048 9712 EngSharon Bond50% (2)
- Boiler Inspector TRAINING - 2021Документ8 страницBoiler Inspector TRAINING - 2021SUNIL BABURAO GAVADEОценок пока нет
- Mil DTL 5886HДокумент21 страницаMil DTL 5886HjohnneracalОценок пока нет
- NDTAudit ChecklistДокумент5 страницNDTAudit ChecklistReinaldo Orejuela100% (7)
- Ix-Film DatasheetДокумент12 страницIx-Film DatasheettuanОценок пока нет
- MCF Testing of PWHTДокумент21 страницаMCF Testing of PWHTRajeev KumarОценок пока нет
- 0909-GS-R-VA-25005 - A1 - Manufacturing Records - LP Separator Produced Water Pumps (920-PA-003AB) PDFДокумент285 страниц0909-GS-R-VA-25005 - A1 - Manufacturing Records - LP Separator Produced Water Pumps (920-PA-003AB) PDFchuminhОценок пока нет
- OML/ 751 Testing of Materials Department of Mechanical & Civil Engineering 2021-2022Документ21 страницаOML/ 751 Testing of Materials Department of Mechanical & Civil Engineering 2021-2022GopinathОценок пока нет
- UT ProcedureДокумент28 страницUT ProcedureLuong Ho VuОценок пока нет
- LPT - Question and AnswerДокумент3 страницыLPT - Question and Answerdanish.khan80206040Оценок пока нет
- BS en 10228-3 2016Документ28 страницBS en 10228-3 2016Morteza Shakerien88% (8)
- Hull Survey MethodsДокумент21 страницаHull Survey MethodsSanta Clara100% (2)
- Creative Abstract Watercolor: The beginner's guide to expressive and imaginative paintingОт EverandCreative Abstract Watercolor: The beginner's guide to expressive and imaginative paintingРейтинг: 3 из 5 звезд3/5 (1)
- The Lost Art of Handwriting: Rediscover the Beauty and Power of PenmanshipОт EverandThe Lost Art of Handwriting: Rediscover the Beauty and Power of PenmanshipРейтинг: 4.5 из 5 звезд4.5/5 (14)
- Drawing and Sketching Portraits: How to Draw Realistic Faces for BeginnersОт EverandDrawing and Sketching Portraits: How to Draw Realistic Faces for BeginnersРейтинг: 5 из 5 звезд5/5 (5)
- Beginner's Guide To Procreate: Characters: How to create characters on an iPad ®От EverandBeginner's Guide To Procreate: Characters: How to create characters on an iPad ®3dtotal PublishingРейтинг: 4 из 5 звезд4/5 (1)
- Art Models Sam074: Figure Drawing Pose ReferenceОт EverandArt Models Sam074: Figure Drawing Pose ReferenceРейтинг: 4 из 5 звезд4/5 (1)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersОт EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Fundamentals of Character Design: How to Create Engaging Characters for Illustration, Animation & Visual DevelopmentОт EverandFundamentals of Character Design: How to Create Engaging Characters for Illustration, Animation & Visual Development3dtotal PublishingРейтинг: 5 из 5 звезд5/5 (2)
- Just Draw Botanicals: Beautiful Botanical Art, Contemporary Artists, Modern MaterialsОт EverandJust Draw Botanicals: Beautiful Botanical Art, Contemporary Artists, Modern MaterialsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- The Kew Gardens Botanical Artist: Learn to Draw and Paint Flowers in the Style of Pierre-Joseph RedoutéОт EverandThe Kew Gardens Botanical Artist: Learn to Draw and Paint Flowers in the Style of Pierre-Joseph RedoutéОценок пока нет
- Designa: Technical Secrets of the Traditional Visual ArtsОт EverandDesigna: Technical Secrets of the Traditional Visual ArtsРейтинг: 5 из 5 звезд5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionОт EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Art Models SarahAnn031: Figure Drawing Pose ReferenceОт EverandArt Models SarahAnn031: Figure Drawing Pose ReferenceРейтинг: 3 из 5 звезд3/5 (4)
- Ernst Haeckel's Art Forms in Nature: A Visual Masterpiece of the Natural WorldОт EverandErnst Haeckel's Art Forms in Nature: A Visual Masterpiece of the Natural WorldОценок пока нет
- Art Models KatarinaK034: Figure Drawing Pose ReferenceОт EverandArt Models KatarinaK034: Figure Drawing Pose ReferenceРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Watercolor For The Soul: Simple painting projects for beginners, to calm, soothe and inspireОт EverandWatercolor For The Soul: Simple painting projects for beginners, to calm, soothe and inspireРейтинг: 5 из 5 звезд5/5 (6)
- One Zentangle a Day: A 6-Week Course in Creative Drawing for Relaxation, Inspiration, and FunОт EverandOne Zentangle a Day: A 6-Week Course in Creative Drawing for Relaxation, Inspiration, and FunРейтинг: 4 из 5 звезд4/5 (25)
- Art Models AnaIv309: Figure Drawing Pose ReferenceОт EverandArt Models AnaIv309: Figure Drawing Pose ReferenceРейтинг: 3 из 5 звезд3/5 (2)
- Art Models Adrina032: Figure Drawing Pose ReferenceОт EverandArt Models Adrina032: Figure Drawing Pose ReferenceРейтинг: 5 из 5 звезд5/5 (2)
- Art Models Jesse222: Figure Drawing Pose ReferenceОт EverandArt Models Jesse222: Figure Drawing Pose ReferenceРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Art Models Jenni001: Figure Drawing Pose ReferenceОт EverandArt Models Jenni001: Figure Drawing Pose ReferenceРейтинг: 5 из 5 звезд5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CОт EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CОценок пока нет