Вам также может понравиться
- AbrasivosДокумент10 страницAbrasivosDaniel NavarroОценок пока нет
- Abrasivos y muelas industrialesДокумент22 страницыAbrasivos y muelas industrialesSergio Eduardo Vilches RiveraОценок пока нет
- Informe de AbrasivosДокумент7 страницInforme de AbrasivosJhon CabreraОценок пока нет
- Minerales AbrasivosДокумент25 страницMinerales AbrasivosToribio Ramirez Vasquez50% (2)
- Minerales AbrasivosДокумент24 страницыMinerales AbrasivosToribio Ramirez Vasquez100% (1)
- Abrasivos y Minerales AbrasivosДокумент47 страницAbrasivos y Minerales AbrasivosPatricia BarrientosОценок пока нет
- Abrasivos NaturalesДокумент1 страницаAbrasivos NaturalesJuan Antonio Camacho LopezОценок пока нет
- AbrasivoДокумент4 страницыAbrasivoAlvaroloayza LoayzaОценок пока нет
- Trabajo - Abrasivos Puma (17170170)Документ8 страницTrabajo - Abrasivos Puma (17170170)Alexander Puma PalominoОценок пока нет
- AbrasivosДокумент1 страницаAbrasivosAndrei Abel Galarza SamaniegoОценок пока нет
- Historia del Esmeril 40cДокумент15 страницHistoria del Esmeril 40cAlexander Jimewnez Quintin0% (1)
- AbrasivosДокумент12 страницAbrasivosgecko232243100% (1)
- aBRAS 15 1Документ37 страницaBRAS 15 1JEAN ALARCONОценок пока нет
- GRUPO 5 - AbrasivosДокумент12 страницGRUPO 5 - Abrasivosivan grossoОценок пока нет
- GrupoB - Investigacion Materiales AbrasivosДокумент19 страницGrupoB - Investigacion Materiales Abrasivossusan mendezОценок пока нет
- Pres 12Документ45 страницPres 12EPSILON303Оценок пока нет
- Abrasion y Pulido 2.0Документ9 страницAbrasion y Pulido 2.0Maximiliano Hernandez100% (1)
- Abrasivos naturales y sintéticos para esmerilar y sus característicasДокумент13 страницAbrasivos naturales y sintéticos para esmerilar y sus característicasJhon Alexander ChambiОценок пока нет
- Fab2 - Actividad RevistaДокумент3 страницыFab2 - Actividad RevistaLuisana C. HernándezОценок пока нет
- Abrasivos y Herramientas de Acabado Erick Silvestre OscoДокумент7 страницAbrasivos y Herramientas de Acabado Erick Silvestre OscoSilvestre Erick100% (1)
- Pre 3 MetalografiaДокумент14 страницPre 3 MetalografiaVittilugaОценок пока нет
- Abrasivos (Trabajo)Документ4 страницыAbrasivos (Trabajo)Carlos David HolguinОценок пока нет
- Abrasivos en OdontologíaДокумент19 страницAbrasivos en OdontologíaVanessa Toapanta100% (2)
- ABRASIVOSДокумент17 страницABRASIVOSAlejandro GonzalezОценок пока нет
- ABRASIVOSДокумент4 страницыABRASIVOSFlavio Diaz100% (1)
- Abrasivos ConvencionalesДокумент16 страницAbrasivos ConvencionalesOswaldo BlancoОценок пока нет
- Guia de Buriles PDFДокумент20 страницGuia de Buriles PDFCarlos Castro HerreraОценок пока нет
- Limpieza de metales con abrasivos y disolventesДокумент3 страницыLimpieza de metales con abrasivos y disolventesRobert VillanuevaОценок пока нет
- Unidad 3 Abrasivos Y Máquinas RectificadorasДокумент31 страницаUnidad 3 Abrasivos Y Máquinas RectificadorasFrank ManciaОценок пока нет
- ABRASIVOS DentalesДокумент2 страницыABRASIVOS DentalesIrving Navarro Pary100% (2)
- Esmerilado y Tratamiento Termico - G10VДокумент27 страницEsmerilado y Tratamiento Termico - G10VDennis LopezОценок пока нет
- AbrasivosДокумент5 страницAbrasivosJesus LopezОценок пока нет
- Piedras y Puntas AbrasivasДокумент5 страницPiedras y Puntas Abrasivasmaycol borghardtОценок пока нет
- Tipos de AbrasivosДокумент7 страницTipos de AbrasivosJulio Ventura ChoqueОценок пока нет
- Esmerilado y procesos abrasivosДокумент24 страницыEsmerilado y procesos abrasivosSTEPHANIEОценок пока нет
- AbrasivosДокумент16 страницAbrasivosCarlos Eduardo Cardenas SochaОценок пока нет
- Maquinado Con AbrasivosДокумент24 страницыMaquinado Con AbrasivosGustavo CanalesОценок пока нет
- A.a.integradora 1 Procesos de Manufactura 2Документ7 страницA.a.integradora 1 Procesos de Manufactura 2Mario RuizОценок пока нет
- Sesión 4 (Proyectos de Ingenieria) 22.07.2020Документ25 страницSesión 4 (Proyectos de Ingenieria) 22.07.2020AlbertJ'BarretoОценок пока нет
- Piedras y Puntas AbrasivasДокумент22 страницыPiedras y Puntas AbrasivasAle Aicrag33% (3)
- Tema 07 - Procedimientos y Tecnicas de RectificadoДокумент19 страницTema 07 - Procedimientos y Tecnicas de RectificadojorgequiereviolarafernandoОценок пока нет
- ESMERLADOДокумент19 страницESMERLADOJean Max IlachoqueОценок пока нет
- Maquinado Con Abrasivos11Документ34 страницыMaquinado Con Abrasivos11antoniocrar100% (1)
- Esmeril y Piedras para EsmerilДокумент18 страницEsmeril y Piedras para EsmerilAlito LuzuriagaОценок пока нет
- Ficha Tecnica de Items Ntaurales p2Документ4 страницыFicha Tecnica de Items Ntaurales p2RODRIGO BALDIVIESO CHIRIОценок пока нет
- Clase Materiales PetreosДокумент36 страницClase Materiales PetreosRuben Santos Nina MamaniОценок пока нет
- Qué es un abrasivoДокумент7 страницQué es un abrasivoNicolás BailoneОценок пока нет
- Clase 9 Materiales PetreosДокумент36 страницClase 9 Materiales PetreosMartin Paucara RojasОценок пока нет
- Semana 05 - Agregados para La Construccion 01Документ20 страницSemana 05 - Agregados para La Construccion 01GROVER ESPINOZA MONARESОценок пока нет
- Muelas ImportanteДокумент9 страницMuelas ImportanteSergio Martínez LópezОценок пока нет
- Muelas y ElectroafiladorasДокумент36 страницMuelas y Electroafiladorascar_linОценок пока нет
- Protesis FijaДокумент19 страницProtesis FijaRobertoChirinosОценок пока нет
- Cuestionario U-3 ContestadoДокумент12 страницCuestionario U-3 ContestadoCarlos Osmar SotoОценок пока нет
- Ejemplos de Materiales CerámicosДокумент13 страницEjemplos de Materiales CerámicosMelchor Aragón Lorena - IОценок пока нет
- Ajuste y acabados en obra de elementos singulares de piedra natural. IEXD0409От EverandAjuste y acabados en obra de elementos singulares de piedra natural. IEXD0409Оценок пока нет
- Apomazado y pulido de piedra natural. IEXD0108От EverandApomazado y pulido de piedra natural. IEXD0108Оценок пока нет
- Piedras preciosas : cómo reconocerlas : guía ilustrada en colorОт EverandPiedras preciosas : cómo reconocerlas : guía ilustrada en colorОценок пока нет
- UF1213 - Técnicas de mecanizado y metrologíaОт EverandUF1213 - Técnicas de mecanizado y metrologíaРейтинг: 4 из 5 звезд4/5 (5)
- Acabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409От EverandAcabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409Рейтинг: 2 из 5 звезд2/5 (1)
- OT1Документ2 страницыOT1Charlie HerreraОценок пока нет
- Codificacion MaquinasДокумент12 страницCodificacion Maquinasclaudia patricia roncancioОценок пока нет
- Trituradora AmefДокумент16 страницTrituradora Amefclaudia patricia roncancioОценок пока нет
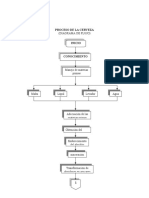
- PROCESO DE LA CERVEZA DHVДокумент2 страницыPROCESO DE LA CERVEZA DHVclaudia patricia roncancioОценок пока нет
- DIAGRAMA FLUJO DE PROCESO Leche EnteraДокумент1 страницаDIAGRAMA FLUJO DE PROCESO Leche Enteraclaudia patricia roncancio67% (3)
- DesgasteДокумент12 страницDesgasteBRIAN RODRIGUEZ PENUELAОценок пока нет
- Eras GeologicasДокумент28 страницEras Geologicasclaudia patricia roncancioОценок пока нет
- Aclaraciones Extra-Curriculares - 2019Документ2 страницыAclaraciones Extra-Curriculares - 2019claudia patricia roncancioОценок пока нет
- Evaluación Semana Cultural 2010Документ4 страницыEvaluación Semana Cultural 2010claudia patricia roncancioОценок пока нет
- Gira de EstudiooooДокумент3 страницыGira de EstudiooooValentina OrellanaОценок пока нет
- 0.+Guía+Quinto EstadistcaДокумент2 страницы0.+Guía+Quinto Estadistcaclaudia patricia roncancioОценок пока нет
- Registro Calificado ObservacionДокумент7 страницRegistro Calificado Observacionclaudia patricia roncancioОценок пока нет
- Calidad en El Servicio-Texto 1Документ5 страницCalidad en El Servicio-Texto 1claudia patricia roncancioОценок пока нет
- Perfil Área MantenimientoДокумент8 страницPerfil Área Mantenimientoclaudia patricia roncancioОценок пока нет
- Perfil de Egreso Electromecánico.Документ3 страницыPerfil de Egreso Electromecánico.claudia patricia roncancioОценок пока нет
- 1861415776.caligrafiatecnica AДокумент14 страниц1861415776.caligrafiatecnica Aclaudia patricia roncancioОценок пока нет
- Perfil Área MantenimientoДокумент8 страницPerfil Área Mantenimientoclaudia patricia roncancioОценок пока нет
- Fracciones y números racionales: Logros, indicadores y actividadesДокумент1 страницаFracciones y números racionales: Logros, indicadores y actividadesclaudia patricia roncancioОценок пока нет
- Circular - Finalización de Semestre - 2017Документ2 страницыCircular - Finalización de Semestre - 2017claudia patricia roncancioОценок пока нет
- Articles-246098 Archivo Doc Modelo Pauta Observacion ClaseДокумент1 страницаArticles-246098 Archivo Doc Modelo Pauta Observacion ClaseAndres Peñaloza FernandoОценок пока нет
- 324867Документ9 страниц324867claudia patricia roncancioОценок пока нет
- COSTOДокумент4 страницыCOSTOclaudia patricia roncancioОценок пока нет
- Actividad Plataforma SocialesДокумент2 страницыActividad Plataforma Socialesclaudia patricia roncancioОценок пока нет
- Listado de Asistencia y Plan de Trabajo 1263104-1Документ5 страницListado de Asistencia y Plan de Trabajo 1263104-1claudia patricia roncancioОценок пока нет
- Caligrafia Tecnica - Guillermo VergerДокумент6 страницCaligrafia Tecnica - Guillermo VergerGuillermo Verger57% (7)
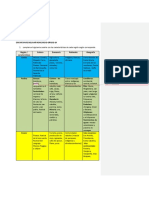
- Anexo 3. Taxonomia de Los Objetivos Educativos de Benjamin BloomДокумент3 страницыAnexo 3. Taxonomia de Los Objetivos Educativos de Benjamin Bloomclaudia patricia roncancioОценок пока нет
- Circular Convivencias 2017 Grado 3Документ2 страницыCircular Convivencias 2017 Grado 3claudia patricia roncancioОценок пока нет
- Concepto Tecn Ico 2308Документ49 страницConcepto Tecn Ico 2308claudia patricia roncancioОценок пока нет
- Doctorado Universidad CaraboboДокумент12 страницDoctorado Universidad Caraboboclaudia patricia roncancioОценок пока нет
- Doctorado Universidad CaraboboДокумент12 страницDoctorado Universidad Caraboboclaudia patricia roncancioОценок пока нет
- Guía Definitiva para NoviasДокумент25 страницGuía Definitiva para Noviasla_kenyОценок пока нет
- Manual PDCДокумент43 страницыManual PDCjomarluca100% (2)
- GUÍA DBA 1 Cómo Se Forman Los Diamantes en La Corteza TerrestreДокумент13 страницGUÍA DBA 1 Cómo Se Forman Los Diamantes en La Corteza TerrestreVladimir Rivera BarreraОценок пока нет
- Mundo Minero Abril MayoДокумент80 страницMundo Minero Abril MayoMundo Minero100% (2)
- CORONASДокумент4 страницыCORONASGia AlmeidaОценок пока нет
- DiamantinaДокумент20 страницDiamantinaRichard Eduard Tejada VillanuevaОценок пока нет
- PDC ReedДокумент100 страницPDC ReedMaryOri PerezОценок пока нет
- Informe-Metodos de PerforacionДокумент36 страницInforme-Metodos de PerforacionVladimirPizarroОценок пока нет
- Trabajo Práctico de Química Rodrigo Mejibar y Agustín Pantano 5BДокумент6 страницTrabajo Práctico de Química Rodrigo Mejibar y Agustín Pantano 5BFranco DelgadoОценок пока нет
- Cortadores Fijos de DiamanteДокумент15 страницCortadores Fijos de DiamanteCarla CallejasОценок пока нет
- 4 La Geomologia y Su Relacion Con Las CienciasДокумент22 страницы4 La Geomologia y Su Relacion Con Las Cienciasivan espinozaОценок пока нет
- Grafito y DiamanteДокумент4 страницыGrafito y DiamanteAlvaro Antillon100% (1)
- Investigacion Perforacion BrocasДокумент14 страницInvestigacion Perforacion BrocasDavid Bustos Usta100% (1)
- Nociones Sobre AbrasivosДокумент23 страницыNociones Sobre Abrasivosclaudia patricia roncancioОценок пока нет
- Diamantes SintéticosДокумент3 страницыDiamantes SintéticosCristhian Armas BlacioОценок пока нет
- Tema - 3 Perforacion y Voladura Accesorios PDFДокумент246 страницTema - 3 Perforacion y Voladura Accesorios PDFNEISERОценок пока нет
- Mecanismo de Corte y Fabricación Del Cortador PDCДокумент26 страницMecanismo de Corte y Fabricación Del Cortador PDCLESCANO GABRIEL100% (1)
- Informe Gemas y Piedras SemipreciosasДокумент30 страницInforme Gemas y Piedras SemipreciosasRoque Juniors Rojas CastilloОценок пока нет
- Abrasion y Pulido 2.0Документ9 страницAbrasion y Pulido 2.0Maximiliano Hernandez100% (1)
- Trepanos PDCДокумент12 страницTrepanos PDCJhoana Hurtado CáceresОценок пока нет
- Materiales de Ultima Generacion#1Документ16 страницMateriales de Ultima Generacion#1Angel JhoanОценок пока нет
- Química inorgánica: Importancia de la química orgánica y propiedades del carbonoДокумент7 страницQuímica inorgánica: Importancia de la química orgánica y propiedades del carbonoanthony olave gomezОценок пока нет
- TIPOS DE TREPANOS PARA PERFORACIÓN PETROLERAДокумент24 страницыTIPOS DE TREPANOS PARA PERFORACIÓN PETROLERALuis M. Crespo50% (2)
- Todo de El Diamante 4to 2023Документ23 страницыTodo de El Diamante 4to 2023alejoferreiro973Оценок пока нет
- Revista Estilo Joyero 40 - Julio 2007Документ33 страницыRevista Estilo Joyero 40 - Julio 2007damianwasserОценок пока нет
- Herramientas de corte CBN y diamanteДокумент89 страницHerramientas de corte CBN y diamantepepeluis20092Оценок пока нет
- Precentacion FORDIAДокумент36 страницPrecentacion FORDIAFordia Sonora0% (1)
- Brocas de PerforacionДокумент47 страницBrocas de Perforacionandrete59100% (1)
- Materiales PCD - CBN InsertosДокумент3 страницыMateriales PCD - CBN InsertosJesus D. Gutierrez G.Оценок пока нет
- DiamantesДокумент34 страницыDiamantesSantos Mauro H TevesОценок пока нет