Вам также может понравиться
- GRS - Scope - Certificate - 2021-04-30 11 - 40 - 26 UTCДокумент6 страницGRS - Scope - Certificate - 2021-04-30 11 - 40 - 26 UTCMuhammad Farooq KokabОценок пока нет
- Combing Brochure ENДокумент12 страницCombing Brochure ENMuhammad Farooq KokabОценок пока нет
- Link No 72 Customer Magazine 88316 Original English 88316Документ28 страницLink No 72 Customer Magazine 88316 Original English 88316Muhammad Farooq KokabОценок пока нет
- Spining Card Clothing Broucher TCC Spin GBДокумент36 страницSpining Card Clothing Broucher TCC Spin GBMuhammad Farooq KokabОценок пока нет
- Link No 71 Customer Magazine 86450 Original English 86450Документ32 страницыLink No 71 Customer Magazine 86450 Original English 86450Muhammad Farooq KokabОценок пока нет
- Double-Head Draw Frame SB-D 22: AdvantagesДокумент24 страницыDouble-Head Draw Frame SB-D 22: AdvantagesMuhammad Farooq KokabОценок пока нет
- E 86 Comber Brochure 2852-V3 81088 Original English 81088Документ24 страницыE 86 Comber Brochure 2852-V3 81088 Original English 81088Muhammad Farooq KokabОценок пока нет
- What Are The Advantages and Disadvantages of Rotor Spun Yarn and Approach To Minimize and Reduced ThemДокумент15 страницWhat Are The Advantages and Disadvantages of Rotor Spun Yarn and Approach To Minimize and Reduced ThemMuhammad Farooq KokabОценок пока нет
- Fiber and Textile Degree Program Offers First Classes: D.ethridge@ttu - EduДокумент8 страницFiber and Textile Degree Program Offers First Classes: D.ethridge@ttu - EduMuhammad Farooq KokabОценок пока нет
- HEC Draft Policy Guidelines For Semester Examination SystemДокумент27 страницHEC Draft Policy Guidelines For Semester Examination SystemMuhammad Farooq Kokab0% (1)
- Zinser Roving Frames and Customised Process Optimisation: Faster - Because We Know HowДокумент20 страницZinser Roving Frames and Customised Process Optimisation: Faster - Because We Know HowMuhammad Farooq KokabОценок пока нет
- Textail Asia 2012 Event Catalog PDFДокумент153 страницыTextail Asia 2012 Event Catalog PDFMuhammad Farooq Kokab100% (1)
- Compressed Air BookДокумент1 страницаCompressed Air BookMuhammad Farooq KokabОценок пока нет
- 2954 - Factors Affecting Literacy RateДокумент8 страниц2954 - Factors Affecting Literacy RateMuhammad Farooq KokabОценок пока нет
- Dyeing Printing DR TanveerДокумент4 страницыDyeing Printing DR TanveerMuhammad Farooq KokabОценок пока нет
- Comber LapДокумент14 страницComber LapMuhammad Farooq Kokab100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 21A Solenoid Valves Series DatasheetДокумент40 страниц21A Solenoid Valves Series Datasheetportusan2000Оценок пока нет
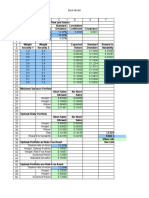
- BKM 10e Ch07 Two Security ModelДокумент2 страницыBKM 10e Ch07 Two Security ModelJoe IammarinoОценок пока нет
- Paterno Report: Dr. Fred S. Berlin, M.D., PH.D Final Report 2-7-2013Документ45 страницPaterno Report: Dr. Fred S. Berlin, M.D., PH.D Final Report 2-7-2013The Morning CallОценок пока нет
- Dwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFДокумент35 страницDwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFdetonateousellslbc100% (11)
- Handout Module6Документ69 страницHandout Module6Oana MirceaОценок пока нет
- Nodular Goiter Concept MapДокумент5 страницNodular Goiter Concept MapAllene PaderangaОценок пока нет
- 2015 12 17 - Parenting in America - FINALДокумент105 страниц2015 12 17 - Parenting in America - FINALKeaneОценок пока нет
- Operator'S Manual Controller R-30iBДокумент25 страницOperator'S Manual Controller R-30iBZied RaouakОценок пока нет
- Figure 1: Basic Design of Fluidized-Bed ReactorДокумент3 страницыFigure 1: Basic Design of Fluidized-Bed ReactorElany Whishaw0% (1)
- 4 StartUp GuideДокумент2 страницы4 StartUp GuideSamuel RomeroОценок пока нет
- Lecture 8 - ThermodynamicsДокумент65 страницLecture 8 - ThermodynamicsHasmaye PintoОценок пока нет
- BS 65-1981Документ27 страницBS 65-1981jasonОценок пока нет
- Lesson 49Документ2 страницыLesson 49Андрій ХомишакОценок пока нет
- c3175492 Pavan Kumarvasudha Signed OfferletterДокумент6 страницc3175492 Pavan Kumarvasudha Signed OfferletterPavan Kumar Vasudha100% (1)
- Payroll Solution in Single SheetДокумент818 страницPayroll Solution in Single SheetTarique KhanОценок пока нет
- Business PlanДокумент17 страницBusiness PlanChester Cortez50% (2)
- Pressure Vessels SHO ProgrammeДокумент42 страницыPressure Vessels SHO Programmehew ka yeeОценок пока нет
- ClistДокумент14 страницClistGuerraОценок пока нет
- L A R G e - S C A L e M e T H A M P H e T A M I N e M A N U F A C T U R eДокумент21 страницаL A R G e - S C A L e M e T H A M P H e T A M I N e M A N U F A C T U R eDaria Schka100% (1)
- Full Test Bank For Health Economics and Policy 7Th Edition Henderson PDF Docx Full Chapter ChapterДокумент34 страницыFull Test Bank For Health Economics and Policy 7Th Edition Henderson PDF Docx Full Chapter Chapterpeeepochaq15d100% (9)
- Operational Safety and Health Procedures, Practices and RegulationsДокумент20 страницOperational Safety and Health Procedures, Practices and RegulationsDionisa ErnacioОценок пока нет
- Recommended Standards For Newborn ICU DesignДокумент39 страницRecommended Standards For Newborn ICU DesignAlbert SekarОценок пока нет
- Dryer Regenerative Blower Purge DBP 02250195 405 R00 PDFДокумент84 страницыDryer Regenerative Blower Purge DBP 02250195 405 R00 PDFjennyОценок пока нет
- ომარ ხაიამი - რობაიები (პარალელური ტექსტები)Документ31 страницаომარ ხაიამი - რობაიები (პარალელური ტექსტები)გენო მუმლაძეОценок пока нет
- Chapter FourДокумент9 страницChapter FourSayp dОценок пока нет
- Test On QuantifiersДокумент1 страницаTest On Quantifiersvassoula35Оценок пока нет
- Form 28 Attendence RegisterДокумент1 страницаForm 28 Attendence RegisterSanjeet SinghОценок пока нет
- ECC83/12AX7: Quick Reference DataДокумент4 страницыECC83/12AX7: Quick Reference DataLuisОценок пока нет
- Essay Type ExaminationДокумент11 страницEssay Type ExaminationValarmathi83% (6)
- Biology Q PDFДокумент9 страницBiology Q PDFsumon chowdhuryОценок пока нет