Вам также может понравиться
- Fast Guide To Oee PDFДокумент27 страницFast Guide To Oee PDFAtakan TunaliОценок пока нет
- Toyota - ProjectДокумент101 страницаToyota - ProjectSanjay Shreesha33% (3)
- The Complete Guide to Simple OEE MeasurementДокумент26 страницThe Complete Guide to Simple OEE MeasurementWan Sek Choon100% (2)
- Cost Estimation CastingДокумент15 страницCost Estimation CastingdawitОценок пока нет
- How to Calculate OEE for Equipment EffectivenessДокумент7 страницHow to Calculate OEE for Equipment Effectivenessirrosel46500% (1)
- Improve manufacturing efficiency with OEEДокумент3 страницыImprove manufacturing efficiency with OEEcarrot123456Оценок пока нет
- II. Capacity Planning: I. Key InformationДокумент7 страницII. Capacity Planning: I. Key Informationqzm74lОценок пока нет
- OEE ExplainedДокумент3 страницыOEE Explainedvvv5452100% (2)
- TOP RECOMMENDED SUPPLIERS OF LAB REAGENTS AND EQUIPMENTДокумент35 страницTOP RECOMMENDED SUPPLIERS OF LAB REAGENTS AND EQUIPMENTmrescobedoОценок пока нет
- AC7102.1D Nadcap Audit Criteria For BrazingДокумент11 страницAC7102.1D Nadcap Audit Criteria For BrazingrsjfidderОценок пока нет
- TPM and OEEДокумент46 страницTPM and OEErajee101100% (1)
- 7QC ToolsДокумент62 страницы7QC ToolsRaiham EffendyОценок пока нет
- OEE Factors: Where Do We Start?Документ8 страницOEE Factors: Where Do We Start?Abhinav MittalОценок пока нет
- Eng Oee Industry StandardДокумент30 страницEng Oee Industry Standardjoseparra100% (1)
- Maximizing Refractory ValueДокумент104 страницыMaximizing Refractory ValuePratama Trendy Leo100% (1)
- SMED TrainingДокумент35 страницSMED TrainingJulio Cesar Medrano Roque80% (5)
- LEAN Execution OEEДокумент11 страницLEAN Execution OEEVergence Business Associates100% (7)
- Overall Equipment EffectivenessДокумент32 страницыOverall Equipment Effectivenesshasan_waqar2004Оценок пока нет
- ISO/TS16949-Self Audit ChecklistДокумент14 страницISO/TS16949-Self Audit ChecklistBharathОценок пока нет
- 5s RoadmapДокумент3 страницы5s RoadmapkspsgunaОценок пока нет
- Tact Time: TPS Group Toyota Kirloskar Motor PVT LTDДокумент13 страницTact Time: TPS Group Toyota Kirloskar Motor PVT LTDDisha ShahОценок пока нет
- OeeДокумент51 страницаOeeBastian Edward VermaelenОценок пока нет
- Overall Equipment Effectiveness OEE A Clear and Concise ReferenceОт EverandOverall Equipment Effectiveness OEE A Clear and Concise ReferenceОценок пока нет
- LMM - JJS - PPT 5A - Lean Tools & TechniquesДокумент165 страницLMM - JJS - PPT 5A - Lean Tools & TechniquesAby Reji ChemmathuОценок пока нет
- What Is OEEДокумент10 страницWhat Is OEEBatukdhar DubeyОценок пока нет
- Improving OEE for an 800-Ton Stamping PressДокумент120 страницImproving OEE for an 800-Ton Stamping PressBhushan KambleОценок пока нет
- Oee TeepДокумент1 страницаOee TeeptruongngvОценок пока нет
- 4 OEE ExampleДокумент8 страниц4 OEE Examplevivek1312Оценок пока нет
- How To Improve Oee PerformanceДокумент9 страницHow To Improve Oee PerformanceMuhammad Usman HaidarОценок пока нет
- Pizza Hut's Supply Chain and OperationsДокумент7 страницPizza Hut's Supply Chain and OperationsHamza Ahmed Abbasi88% (8)
- Ps 371aДокумент4 страницыPs 371aJong JavaОценок пока нет
- Brochure DK 2015 New 1936Документ12 страницBrochure DK 2015 New 1936huyxpkissОценок пока нет
- Overall Equipment EffectivenessДокумент43 страницыOverall Equipment EffectivenessKailas Sree Chandran100% (4)
- Overall Equipment Effectiveness:: Guidelines For The CPG Industry and Its SuppliersДокумент21 страницаOverall Equipment Effectiveness:: Guidelines For The CPG Industry and Its Suppliers18085012Оценок пока нет
- World Class OEEДокумент22 страницыWorld Class OEESinggihОценок пока нет
- An Introduction to Total Productive Maintenance (TPMДокумент31 страницаAn Introduction to Total Productive Maintenance (TPMJack Philips100% (1)
- Why TPM?Документ65 страницWhy TPM?Gopalakrishnan100% (54)
- Managing OEE To Optimize Factory Performance PDFДокумент20 страницManaging OEE To Optimize Factory Performance PDFEstevao SalvadorОценок пока нет
- Boletín Refractarios RHIДокумент64 страницыBoletín Refractarios RHILima LeonОценок пока нет
- Overall Equipment Efficiency: Sis - Tpm-AmДокумент14 страницOverall Equipment Efficiency: Sis - Tpm-AmShamasОценок пока нет
- Oee 3Документ2 страницыOee 3Lowell HarperОценок пока нет
- Lean Manufacturing HandbookДокумент15 страницLean Manufacturing HandbookZakir Qureshi75% (4)
- Honda OEE Training MaterialДокумент4 страницыHonda OEE Training Materialricardozanini2013Оценок пока нет
- Smed PDFДокумент17 страницSmed PDFVinay BansalОценок пока нет
- Shift Length Short Breaks Meal Breaks Downtime Ideal Run Rate Total Pieces Reject Pieces Prodution DataДокумент8 страницShift Length Short Breaks Meal Breaks Downtime Ideal Run Rate Total Pieces Reject Pieces Prodution DataMustaffa FajraОценок пока нет
- Simulation-based Lean Six-Sigma and Design for Six-SigmaОт EverandSimulation-based Lean Six-Sigma and Design for Six-SigmaРейтинг: 3 из 5 звезд3/5 (2)
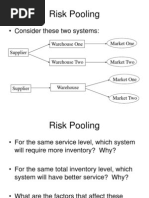
- Risk PoolingДокумент11 страницRisk PoolingAshok100% (1)
- Marshal Stability TestДокумент17 страницMarshal Stability TestAnonymous Oyu9VODgL50% (2)
- RCER 2004 RegulationsДокумент119 страницRCER 2004 RegulationsStephen LeОценок пока нет
- Value Stream Mapping Software A Complete Guide - 2020 EditionОт EverandValue Stream Mapping Software A Complete Guide - 2020 EditionОценок пока нет
- WCM Principle 4 HeijunkaДокумент33 страницыWCM Principle 4 HeijunkaSaurabh KothawadeОценок пока нет
- Boiler Efficiency CalculationДокумент4 страницыBoiler Efficiency CalculationAhmad RahanОценок пока нет
- Productivity Analysis To Increase Overall Equipment Effectiveness (OEE) by Implementing Total Productive MaintenanceДокумент7 страницProductivity Analysis To Increase Overall Equipment Effectiveness (OEE) by Implementing Total Productive MaintenanceInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- HeijunkaДокумент6 страницHeijunkajosegarreraОценок пока нет
- Measuring Over-All Equipment Effectiveness (OEE)Документ8 страницMeasuring Over-All Equipment Effectiveness (OEE)Dash Smth100% (1)
- OEE AwarenessДокумент50 страницOEE AwarenessRajasekaran MuruganОценок пока нет
- Transitioning into New Manufacturing Paradigm: To Succeed in the Customer Centric Business Environment—Agility, Speed and Responsiveness. “The Lean Manufacturing Enterprise”От EverandTransitioning into New Manufacturing Paradigm: To Succeed in the Customer Centric Business Environment—Agility, Speed and Responsiveness. “The Lean Manufacturing Enterprise”Рейтинг: 5 из 5 звезд5/5 (1)
- Principles of Lean ManufacturingДокумент23 страницыPrinciples of Lean Manufacturingkiran2381100% (1)
- JIT Principles Ford Motor Company Plastics Division CaseДокумент7 страницJIT Principles Ford Motor Company Plastics Division CaseMamta Bansal0% (1)
- Gemba KaizenДокумент46 страницGemba Kaizenvadineetailor100% (5)
- Ficha Tecnica Mangueras Hidraulicas DaycoДокумент41 страницаFicha Tecnica Mangueras Hidraulicas DaycoDIEGO A. TOVAR CHIA100% (1)
- Simple Oee SpreadsheetДокумент2 страницыSimple Oee SpreadsheetadeОценок пока нет
- Calculating Takt Time in SecondsДокумент14 страницCalculating Takt Time in SecondsIrenius AdityaОценок пока нет
- 07 Balancing Cycle Time and Takt TimeДокумент2 страницы07 Balancing Cycle Time and Takt Timelam nguyenОценок пока нет
- CFBC Boiler - A SurveyДокумент11 страницCFBC Boiler - A SurveygjanklesariaОценок пока нет
- Reduction of MTBF & Increment of MTTR in Apparel IndustryДокумент65 страницReduction of MTBF & Increment of MTTR in Apparel Industryvikky guptaОценок пока нет
- Time and Motion StudyДокумент23 страницыTime and Motion StudyLlehk FranciscoОценок пока нет
- The DefinitionДокумент9 страницThe DefinitionRitesh ChoudharyОценок пока нет
- Handbook of Industrial EngineeringДокумент24 страницыHandbook of Industrial EngineeringRanachetan SinghОценок пока нет
- Assembly Line BalancingДокумент5 страницAssembly Line Balancingabhijitsamanta1100% (1)
- What Is Overall Equipment Effectiveness (OEE) ?Документ12 страницWhat Is Overall Equipment Effectiveness (OEE) ?timcolmanОценок пока нет
- World Class Manufacturing ManagementДокумент2 страницыWorld Class Manufacturing ManagementShashank BurdeОценок пока нет
- SMED single minute exchange of die A Complete Guide - 2019 EditionОт EverandSMED single minute exchange of die A Complete Guide - 2019 EditionОценок пока нет
- Entrepreneurial Actions Innovation and Appropriability (SEJ 2007) Burgelman & HittДокумент5 страницEntrepreneurial Actions Innovation and Appropriability (SEJ 2007) Burgelman & HittAhmad RahanОценок пока нет
- KSA Driver's ManualДокумент132 страницыKSA Driver's ManualAhmad RahanОценок пока нет
- General Technical Engineering TermsДокумент3 страницыGeneral Technical Engineering TermsAhmad RahanОценок пока нет
- Active Fault Tolerant Control System For The MeasuДокумент12 страницActive Fault Tolerant Control System For The MeasuAhmad RahanОценок пока нет
- 1997 - Verbanck - Development of A MathematicalДокумент6 страниц1997 - Verbanck - Development of A Mathematicalpirog_1Оценок пока нет
- Sliding Mode Control - SlotineДокумент35 страницSliding Mode Control - SlotineAhmad RahanОценок пока нет
- Design of P and Pi Controllers For Quasi Linear SystemsДокумент12 страницDesign of P and Pi Controllers For Quasi Linear SystemsAhmad RahanОценок пока нет
- Sliding Mode in Control and OptimizationДокумент173 страницыSliding Mode in Control and OptimizationAhmad RahanОценок пока нет
- Model Predictive Heuristic Control: Applications To Industrial ProcessesДокумент16 страницModel Predictive Heuristic Control: Applications To Industrial ProcessesAhmad RahanОценок пока нет
- Stabilization of Feedback Linearized Nonlinear Processes Under Bounded PerturbationsДокумент6 страницStabilization of Feedback Linearized Nonlinear Processes Under Bounded PerturbationsAhmad RahanОценок пока нет
- Stochastic Modeling of Indoor Air TemperatureДокумент16 страницStochastic Modeling of Indoor Air TemperatureAhmad RahanОценок пока нет
- Local Invariant Set TheoremДокумент11 страницLocal Invariant Set TheoremAhmad RahanОценок пока нет
- Modeling and Optimization of The NOx Emission Characteristics of A Tangentially Firedboiler With Artificial Neural NetworksДокумент17 страницModeling and Optimization of The NOx Emission Characteristics of A Tangentially Firedboiler With Artificial Neural NetworksAhmad RahanОценок пока нет
- Mizan World Cup ScheduleДокумент1 страницаMizan World Cup Scheduletutulss380Оценок пока нет
- SE 517 Lecture - 03Документ78 страницSE 517 Lecture - 03Ahmad RahanОценок пока нет
- Softsensor For Estimation of Steam Quality in Riser Tubes of BoilersДокумент12 страницSoftsensor For Estimation of Steam Quality in Riser Tubes of BoilersAhmad RahanОценок пока нет
- Non Linear System For DC MotorДокумент6 страницNon Linear System For DC MotorAhmad RahanОценок пока нет
- Introduction To LabVIEW CompleteДокумент122 страницыIntroduction To LabVIEW CompleteAlejandro ArgaezОценок пока нет
- IC Proposal PresenationДокумент7 страницIC Proposal PresenationAhmad RahanОценок пока нет
- Sequential Algorithms For Multiplication and DivisionДокумент30 страницSequential Algorithms For Multiplication and DivisionAhmad RahanОценок пока нет
- Create Model That Uses MATLAB Function BlockДокумент4 страницыCreate Model That Uses MATLAB Function BlockAhmad RahanОценок пока нет
- Journal Paper-Influence of CombustionДокумент12 страницJournal Paper-Influence of CombustionAhmad RahanОценок пока нет
- Drum Boiler ModelingДокумент18 страницDrum Boiler ModelingAhmad RahanОценок пока нет
- Matrixcookbook WikiДокумент18 страницMatrixcookbook WikiAhmad RahanОценок пока нет
- Product Profiling and ManufacturingДокумент16 страницProduct Profiling and ManufacturingPriyanka RawoolОценок пока нет
- CGSДокумент36 страницCGSRadu Elena MadalinaОценок пока нет
- LCD DisruptivetechДокумент11 страницLCD DisruptivetechAlex PontОценок пока нет
- SSAB Domex v2 2019 DatasheetДокумент12 страницSSAB Domex v2 2019 DatasheetpeterОценок пока нет
- List of Pharmaceutical Industries in Karachi Pakistan MediMoon PDFДокумент4 страницыList of Pharmaceutical Industries in Karachi Pakistan MediMoon PDFRizwanОценок пока нет
- DNV-GL Rules 2016-07Документ2 страницыDNV-GL Rules 2016-07Xthesinos100% (1)
- Publist tcm4-10019Документ20 страницPublist tcm4-10019yapsguanОценок пока нет
- Flow Forming PresentationДокумент16 страницFlow Forming PresentationNaveen C. Bhatia0% (1)
- National Building Code 2016Документ22 страницыNational Building Code 2016LantОценок пока нет
- Different Types of LactoseДокумент10 страницDifferent Types of LactoseMohammad AzadОценок пока нет
- WPS - Transcanada 2011Документ3 страницыWPS - Transcanada 2011ochableОценок пока нет
- 2.7 A Risk-Based Approach To Pharmaceutical DevelopmentДокумент22 страницы2.7 A Risk-Based Approach To Pharmaceutical DevelopmentJorge Humberto Herrera100% (1)
- CAD, CAM, CAE Training Centre in Anna NagarДокумент8 страницCAD, CAM, CAE Training Centre in Anna NagarCadd Centre100% (1)
- Micromachining - Seminar Reports - PPT - PDF - DOC - Presentation - Free Download For Mechanical EngineeringДокумент3 страницыMicromachining - Seminar Reports - PPT - PDF - DOC - Presentation - Free Download For Mechanical EngineeringAnup Patil100% (1)
- Aluminum CanДокумент1 страницаAluminum Canwdm00Оценок пока нет
- Honeywell UOP Investor Day 2012aДокумент51 страницаHoneywell UOP Investor Day 2012aWai Kit Cheng100% (1)
- καταλογος rigipsДокумент46 страницκαταλογος rigipsioannispangesОценок пока нет
- AICHE S01 02 FCC Debutanizer Revamp For Flexibility and AddiДокумент16 страницAICHE S01 02 FCC Debutanizer Revamp For Flexibility and AddiSrbislav GenicОценок пока нет