Академический Документы
Профессиональный Документы
Культура Документы
Apuntes de CNC-2012
Загружено:
Gabriel OrellanaАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Apuntes de CNC-2012
Загружено:
Gabriel OrellanaАвторское право:
Доступные форматы
C
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
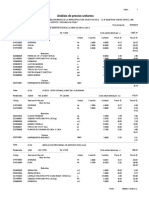
ASIGNATURA: CNC, CAD-CAM APLICADO A LOS PROCESOS PRODUCTIVOS PROFESOR: ING. ORELLANA GABRIEL CURSO: 3 AO POLIMODAL PROGRAMACION 2.1 -EJES PRINCIPALES DE REFERENCIA El objetivo de un control numrico es controlar el movimiento y posicionamiento de los ejes gobernados. En CN tenemos que in i!"#$% a la &%##"'i%n(" unas )*+i!i*n%+ a alcanzar dentro de un plano perfectamente definido. Las herramientas se movern en 2D en un (*#n* es decir en dos dimensiones en un plano o en 3D en una ,#%+" *#" es decir en ! dimensiones en el espacio. La posici"n de los diversos puntos a alcanzar se determinar por sus coordenadas en unos sistemas de coordenadas que o bien son fijos en el espacio o se fijan al iniciar la operaci"n. #urante la ejecuci"n de los programas se podr hacer uso de !**# %n" "+ #%$"(i-"+ o in!#%'%n("$%+ si el control usado as$ lo admite. %endremos fundamentalmente tres ejes de referencias& los ejes ' ( ). El eje . es paralelo al carro transversal y en el caso del (*#n* sus medidas se toman a partir del eje de la pieza pero con valores de i/'%(#*+. La direcci"n positiva del eje ' es aquella que se aleja de la herramienta desde el eje del husillo. *eg+n la estructura de la maquina el %0% . cambia su sentido de direcci"n. *i la herramienta esta estructuralmente situada al lado del operario ,-igura ./ el signo 1 se sit+a en este mismo lado. *i la herramienta esta situada en el lado contrario ,-igura 0/ el signo 1 tambin se sit+a en ese mismo lado. El eje 2 que es perpendicular al anterior y solo lo encontramos en las fresadoras. El eje 3 que es coincidente con el eje de la mquina es decir el eje del husillo. La direcci"n positiva del eje ) es aquella que se aleja de la cara del plato.
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
Fi45#" 1: P*+i!i6n % &%##"'i%n(" %n $" * *)%#"#i*
2.2 -PUNTOS CERO DE REFERENCIA 1l trasladar el trabajo a la maquina ser necesario conocer donde estar ubicada la pieza con respecto a la maquina y a las herramientas. 2amos a diferenciar algunos puntos de referencia& P5n(* !%#* % $" '/75in" 8CM9: Es el origen del sistema de coordenadas de la mquina se llama 3!%#* '"75in"4 y es fijado por la construcci"n de esta es decir que lo fija el fabricante de la misma. . En los tornos coincide con la intersecci"n del eje del husillo principal con la superficie de apoyo de la brida de ste ,-igura !/. En las fresadoras es la esquina inferior izquierda delantera de su campo de trabajo. *e trata de un punto de referencia fijo. *e identifica tambin con la letra 354. Fi45#" 3: CM %n (*#n* P5n(* !%#* % $" )i%:" 8CP9: 1l iniciar la programaci"n de una pieza el programador debe conocer desde donde referenciar todas las medidas de dicha pieza. Ese punto se llama 3 !%#* )i%:"4 y es el programador quien decide cual ser su ubicaci"n. Es lo primero que se debe hacer al iniciar la programaci"n. En los planos que acompa6an a la pieza debe estar perfectamente indicado donde esta el 3cero pieza4. Este punto se suele indicar con el s$mbolo de la figura 7 y se denomina con la letra 3;4.
Fi45#" 2: P*+i!i6n % &%##"'i%n(" %n $" * *)5%+(* "$ *)%#"#i*
Fi45#" <: S='>*$* % in i!"!i6n % )5n(*+ % #%,%#%n!i" ?;@
2
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
En piezas de torno o 0# solo es necesario indicarlo en la vista de planta ,-igura 8/ pero en piezas !# es necesario indicarlo en dos vistas si el plano viene en proyecci"n didrica o en vista en perspectiva ,-igura 9/.
Fi45#" A: E0%')$* % 5n" 'i+'" )i%:" % (*#n* !*n i,%#%n(%+ )*+i!i*n%+ % )5n(* !%#*
Fi45#" B: E0%')$* % 5n" 'i+'" )i%:" " ,#%+"# !*n i,%#%n(%+ )*+i!i*n%+ % )5n(* !%#* El criterio de situaci"n del cero de pieza se debe basar en la l"gica dependiendo del tipo de pieza y de la distribuci"n de cotas que tenga el plano de trabajo. P5n(* % "05+(% % $" &%##"'i%n(" 8P9: Es el punto cero de la herramienta a partir del cual se determinan las cotas de la punta. Conocida la distancia de la punta de la herramienta a este punto de referencia el control podr calcular la trayectoria para que la punta de la herramienta configure el contorno deseado de la pieza.
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
2.3 CREFERENCIA ENTRE CERO MADUINA 2 CERO PIE3A Cuando se coloca una pieza en la maquina el sistema no reconoce la posici"n relativa entre ambos puntos por lo que se tiene que realizar un proceso adecuado para indicar donde esta situada la pieza con respecto al cero maquina. La distancia entre ambos puntos se llama %!"$"0% ,-igura :/ por lo tanto lo primero que hay que realizar antes que ning+n proceso de mecanizaci"n es determinar dicho decalaje. El proceso bsicamente consiste en contactar la herramienta contra pieza e indicarle al control los datos que se hallan obtenido se puede realizar por varios procedimientos entre otros veremos el de palpaci"n con herramienta.
2.< -PROGRAMACIGN ISO DE CONTROLES NUMHRICOS ;ara definir un lenguaje es necesario definir un vocabulario y una sinta<is. El vocabulario de CN est constituido por una serie de palabras que definen de una forma abreviada los conceptos necesarios para la ejecuci"n de una operaci"n. E<iste una gran variedad de c"digos de programaci"n de controles numricos que en general presentan unas caracter$sticas similares. 1 continuaci"n se e<plican los elementos principales del lenguaje de programaci"n definido por la norma =*>. Sin("Ii+: Los programas de control numrico estn compuestos de sentencias numeradas denominadas >$*75%+. Los bloques se referencian por un n+mero y se ejecutan secuencialmente. Las partes de que se compone un bloque en el formato de direcci"n de palabras son& ? NJ'%#* % >$*75%. ? P"$">#"+& Componen cada bloque. Estn compuestos de funci"n signo y n+mero. La funci"n indica el tipo de informaci"n de que se trata. Los datos no dimensionales incluyen las funciones preparatorias usadas para describir tipos espec$ficos de movimiento velocidades de giro de corte especificaciones de la herramienta.
4
Fi45#" E: R%,%#%n!i" %n(#% )i%:" F '/75in"
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
Los tipos de funciones empleados en los bloques son los siguientes& N @ N+mero de bloque. G @ -unciones preparatorias. ;, ., 2, 3 @ Cotas de ejes. I, J, K, R, A @ Coordenadas au<iliares. F @ 2elocidad de avance. S @ 2elocidad del cabezal. T @ N+mero de herramienta. M@ -unciones au<iliares. #entro de cada bloque hay que mantener este orden aunque no es necesario que cada bloque contenga todas las informaciones. El CNC puede ser programado en sistema mtrico ,mm/ o en pulgadas. E+(#5!(5#" % $"+ ,#"+%+ % )#*4#"'"!i6n )"#" (*#n*, FAGOR LM2A ;rogramaci"n estndar&
1 pesar de que el sistema -1A>B es del tipo de programaci"n abierta necesita que se respeten unas normas m$nimas de orden en la escritura que son las siguientes& Entre cada palabra e<istir un espacio de separaci"n. Las letras integrantes de las -rases de programaci"n se escribirn en may+sculas. E<isten datos '* "$%+ que act+an como un interruptor es decir una vez se activan no es necesario repetir la orden hasta que sea necesario cambiarla por otra. Los datos modales afectan a gran parte de las palabras pero no a todas ellas por eso s"lo se escribirn aquellos datos que tengan que cambiar el sistema modal de alg+n dato aunque si se repiten no afecta al control pues se le est indicando que realice aquello mismo que tiene ya almacenado en la memoria. En caso de omitir algunos datos los restantes tienen que seguir siempre el orden l"gico de la frase descrita ms arriba.
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
E0%')$*: NAM GM1 .1< 32E F12M M3 NBM GM1 .1< 33M F12M M3 Esta estructura est bien pero no es necesario escribir los datos repetidos que son modales. En el ejemplo siguiente se ve el mismo programa pero sin escribir los datos modales NAM GM1 .1< 32E F12M M3 NBM 33M N ? N5'%#* % ,#"+% * >$*75%, es obligatorio indicarlo en todos los bloques para que el control entienda donde empieza el mismo y para identificar las etiquetas de l$neas. Es aconsejable programar en sistema numrico con un intervalo de .C en .C pues si despus de escribir un programa se tiene que intercalar un bloque con posterioridad entre otros dos no se podr realizar si los n+meros son correlativos Ti)*+ % ,5n!i*n%+: Funciones preparatorias (G): *e programan mediante la letra A seguida de dos cifras u obviando el cero de la izquierda. *e programan siempre al comienzo del bloque y sirven para determinar la geometr$a y condiciones de trabajo. Las funciones A se activan de forma '* "$ ,automantenidas/ o +%!5%n!i"$'%n(%. Las que act+an modalmente son aquellas que siguen activas mientras no sean reemplazadas por una nueva funci"n A del mismo grupo y las que act+an secuencialmente son aquellas que estn activas s"lo en la secuencia en la que se encuentran. Las funciones modales presentan un valor preferencial que es asumido por defecto despus de la cone<i"n del control tras el Beset o tras el fin de programa. F - In i!"!i6n % $" -%$*!i " % "-"n!%, se utiliza para indicarle al control a que velocidad de avance deben desplazarse los carros cuando estn mecanizando a velocidad controlada. E<isten dos formatos de velocidad de avance mmDmin o mmDrev y dependiendo del sistema que se est usando el valor que se introduzca en F tendr un formato u otro. 2elocidad en mmDmin @ El valor que se introduce en - mmDmin Ej& F12M Es decir avanzar a .0C mmDmin 2elocidad en mmDrev @ El valor que se introduce en - mmDrev Ej& FM,1A Es decir avanzar a C..8 mmDrev El valor de - es modal por lo tanto no es necesario escribirlo sino cambia de valor. S - V%$*!i " % 4i#* %$ )$"(*, indica a cuantas B;5 girar el plato cuando reciba la orden de empezar a girar. El valor introducido en * puede tener dos formatos directamente las B;5 a que debe girar cuando reciba la orden o a la 2c que se desea trabaje la mquina en tal caso el control cambiar
6
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
directamente las revoluciones para adaptarlas a la 2c dependiendo del dimetro en que se encuentre la herramienta. Los formatos son los siguientes& B;5 directas @ El valor a introducir son B;5. Ej.& S12<M La mquina girar siempre a .07C B;5 2c constante& @ El valor a introducir es directamente 2c. Ej.& S1<M La mquina adaptar las B;5 para mantener siempre una 2c de .7C mDmin *i no se introduce ning+n valor a * al comenzar el mecanizado el control entender que tiene que girar a C B;5 por lo que aunque se le d la orden de girar no lo har por estar en valor C. El valor de * es modal por lo tanto no es necesario escribirlo sino cambia de valor. T - In i!"!i6n % $*+ "(*+ % &%##"'i%n(" tanto a nivel del n+mero de la misma como al tipo de correcci"n que se debe aplicar. #esde este dato se le puede ordenar a la mquina qu herramienta cambiar en el tambor de la misma. El valor que se introduce es el siguiente&
M - F5n!i*n%+ "5Ii$i"#%+. *on las encargadas de controlar todos los aspectos au<iliares al mecanizado tales como la puesta en marcha del cabezal elecci"n del sentido de giro puesta en marcha de los sistemas de refrigeraci"n etc. *on junto a las funciones preparatorias las ms importantes de la programaci"n. F5n!i*n%+ "5Ii$i"#%+: Las funciones au<iliares contienen principalmente indicaciones tecnol"gicas. Estas funciones se fijan en parte en norma y en parte por el fabricante de la mquina?herramienta. 1 continuaci"n se muestran las ms importantes estandarizadas y comunes a varios fabricantes. MMM: ;arada programada ,no condicionada/. Con 5CC se puede interrumpir el programa para por ejemplo llevar a cabo alguna medici"n. %erminada la medici"n el mecanizado puede reanudarse pulsando la tecla de Emarcha cicloF. MM1& ;arada programada ,condicionada/. 5C. act+a como 5CC si se conecta la funci"n Eparada condicionada activaF. MM2: Este c"digo indica el final de programa y realiza una funci"n de EBeset generalF del CNC ,puesta en condiciones iniciales/. %ambin ejerce la funci"n de 5C8. MM3: *entido d giro del cabezal a derechas ,horario/. MM<& *entido de giro del cabezal a izquierdas ,antihorario/. MMA: ;arada del cabezal sin orientaci"n. MMB: C"digo de cambio de herramienta. MME y MML& Control del refrigerante. MMN& 5ecanizado sin refrigerante.
7
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
M1N: ;arada del cabezal orientada. M3M: -in de programa con vuelta al comienzo. =dntica a 5C0 salvo que el CNC vuelve al primer bloque del comienzo del programa. M<1, M<2, M<3, M<<: *elecci"n de gama de velocidades del cabezal ,para vc cte en tornos/.
F5n!i*n%+ )#%)"#"(*#i"+: 1 continuaci"n se describen brevemente algunas de las principales funciones preparatorias en el c"digo =*>. P*+i!i*n"'i%n(* #/)i * GMM 8* GM9: El trayecto de la herramienta en un bloque con ACC se realiza a la m<ima velocidad posible por el control. Cuando acaba el bloque el avance - anterior permanece. Esta funci"n de desplazamiento se emplea en movimientos en los que no se mecaniza. In(%#)*$"!i6n $in%"$ GM1 8* G 19: 5ientras no se especifique otro tipo de interpolaci"n los bloques siguientes realizarn los movimientos entre puntos siguiendo rectas. In(%#)*$"!i6n !i#!5$"# GM2 8* G29, GM3 8* G39: =ndica que el movimiento al punto final se realiza siguiendo una circunferencia. AC0 ,sentido horario/ y AC! ,sentido antihorario/. S%$%!!i6n %$ )$"n* % (#">"0* G1E, G1L F G1N: =dentifican el plano principal de trabajo. Este plano afecta a la realizaci"n de interpolaciones circulares redondeo controlado de aristas entrada y salida tangencial achaflanado ciclos fijos de mecanizado giro del sistema de coordenadas y a la compensaci"n de radio o longitud de herramienta. A.: @ plano '?( A=G @ plano '?) y A .H @ plano (?). C**# %n" "+ ">+*$5("+ 8GNM9 F !**# %n" "+ in!#%'%n("$%+ 8GN19: La programaci"n de las coordenadas de un punto se puede realizar bien en coordenadas absolutas AHCI o bien en coordenadas incrementales AH.. Cuando est activa AHC las coordenadas del punto programado estn referidas al origen de coordenadas. Cuando se trabaja en AH. las coordenadas del punto estn referidas al punto anterior de la trayectoriaI es decir los valores programados indican el desplazamiento a realizar en el eje correspondiente. P#%+%$%!!i6n % !*("+ 8GN29: -unci"n empleada para modificar el origen de coordenadas. Esta funci"n no origina ning+n movimiento de los ejes de la mquina y el CNC acepta los valores de coordenadas programados a continuaci"n de AH0 como nuevas cotas para la posici"n de la herramienta respecto al nuevo origen. F5n!i*n%+ % "-"n!% F -%$*!i " %$ !">%:"$ 8GN<, GNA, GNB 2 GNE9:
El avance ,-/ se programa en mmDmin o en mmDvuelta seg+n la funci"n activa. AH7 -& 1vance en mmDmin. AH8 -& 1vance en mmDvuelta. La velocidad del cabezal ,*/ puede programarse en los tornos de control numrico con& AH9 *& 2elocidad de corte constante ,* en mmDmin/. AH: *& 2elocidad de giro constante ,* en rpm/.
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
*e recomienda programar la velocidad del cabezal *8.7 en el mismo bloque en que se programa la funci"n AH9 y debe seleccionarse la gama de cabezal correspondiente ,57. 570 57! 577/ en el mismo bloque o en uno anterior. 2.A CESTUDIO PREVIO A LA PROGRAMACION MM2 Fin )#*4#"'" - M3M Fin )#*4#"'" F -5%$(" "$ ini!i* En la programaci"n actual la funci"n 5C0 est prcticamente en desuso siendo la funci"n 5!C la que se emplea con ms frecuencia. En este tratado se actuar siempre con 5!C como funci"n final de programa. MM3 Gi#* " %#%!&" - MM< Gi#* " i:75i%# " C MMA P"#" " %$ !">%:"$ *i no se ha introducido ning+n valor en la palabra J*J la mquina no girar pues entiende que debe girar a C B;5. ;or el contrario si se ha activado 5C! o 5C7 al introducir un valor en * la mquina se pondr inmediatamente en marcha. MML P5%+(" %n '"#!&" %$ #%,#i4%#"n(% - MMN P"#* %$ #%,#i4%#"n(% GEM P#*4#"'"!i6n %n )5$4" "+ - GE1 P#*4#"'"!i6n %n '' El sistema ms habitual con diferencia es el A:. que es el que el control activa por defecto. GN< V%$*!i " % "-"n!% OFO %n mm/min - GNA V%$*!i " % "-"n!% OFO %n mm/rev Estas funciones son s"lo modales entre s$ lo que quiere decir que siempre estar activa una de las dos. G NB V%$*!i " % !*#(% !*n+("n(% OSO - GNE R%-*$5!i*n%+ OSO %n RPM
GNM P#*4#"'"!i6n %n !*("+ ">+*$5("+. - GN1 P#*4#"'"!i6n %n !*("+ in!#%'%n("$%+ La programaci"n en cotas absolutas AHC siempre se hace referencia a las coordenadas desde el mismo punto el origen. La programaci"n en cotas incrementales AH. se basa en indicar las coordenadas desde el ultimo punto alcanzado hasta el siguiente es decir si como si cada vez trasladramos el origen al ultimo punto alcanzado. *i se desea empezar un programa en incremental la primera l$nea que se utilice se debe hacer en valor absoluto para que los valores incrementales se empiecen desde una coordenada conocida. En la industria se suele programar siempre en valor absoluto por las muchas ventajas que comporta este sistema de programaci"n no obstante el principiante suele entender de manera ms fcil la programaci"n incremental por lo que al principio es correcto su uso pero es ms que aconsejable que se cambie al sistema absoluto en cuanto domine el tema.
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
E0%')$*: GNM P#*4#"'"!i6n %n !*("+ ">+*$5("+: N8 ACC AHC '7C ). N.C A. )?!C N.8 '9C )?7C GN1 P#*4#"'"!i6n %n !*("+ in!#%'%n("$%+: N8 ACC AHC '7C ). N.C A. AH. )?!. N.8 '.C )?.C
GMM In(%#)*$"!i6n $in%"$ " -%$*!i " #/)i " Con la funci"n ACC se programan todos los movimientos rpidos que se tengan que realizar en el programa es decir todos aquellos movimientos donde no e<ista contacto entre la pieza y la herramienta. GM1 In(%#)*$"!i6n $in%"$ !*n(#*$" " Con la funci"n AC. se programan todos los movimientos en l$nea recta que se tengan que realizar en el programa a velocidad controlada por medio de la palabra J-J. E0%')$* 1: Con los datos conocidos hasta ahora ya se puede iniciar un mecanizado por lo que el ejemplo que se ver a continuaci"n ser la pieza de la -igura G. *e parte de un bruto de material de dimetro !C para mecanizar el escal"n de 09 < .0 de una sola pasada.
Fi45#" L: M%!"ni:" * % )i%:" !*n GM1 P#*4#"'"+:
10
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
GM2 In(%#)*$"!i6n !i#!5$"# " %#%!&"+ - GM3 In(%#)*$"!i6n !i#!5$"# " i:75i%# "+ Con la funci"n AC0 y AC! se programan movimientos circulares a velocidad controlada por medio de la palabra J-J. El sentido derecha AC0 o izquierda AC! cambia dependiendo de que la colocaci"n de la herramienta est en lado u otro de la mquina ,-igura H/ es decir se programa como si el operario tambin cambiar de posici"n y observar a la herramienta siempre delante de l.
Las funciones circulares AC0 y AC! se pueden programar adems de en coordenadas cartesianas y polares en programaci"n con coordenadas cartesianas y el radio. En los sistemas rectangular aparecen dos palabras nuevas JIJ y JKJ que se asocian con las normales . 3 de las rectangulares estas dos coordenadas sirven para indicar la posici"n del centro del arco que se va ha construir .. En la -igura .C se aprecia que J=J se asocia al eje J'J y JKJ al eje J)J y la forma de aplicarlo es contando desde el punto de partida hasta el centro de la circunferencia en la que est inscrito el arco contando siempre en incremntales este +ltimo dato.
1sociaci"n entre coordenadas y radios en la programaci"n con GM2 F GM3
11
Fi45#" N: S%n(i * % $"+ ,5n!i*n%+ GM2 F GM3
Fi45#" 1M: P#*4#"'"!i6n % GM3 F GM2
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
1l programar la funci"n GM2 * GM3 con programaci"n del radio se da la circunstancia de que e<isten dos posibles soluciones al no indicar el centro de la circunferencia. Ln arco que estar comprendido en un ngulo menor de 180 y otro que estar comprendido en un ngulo mayor de 180 ,ver -igura ../ para que el control entienda cual de los dos caminos debe escoger se recurre a los signos M y N al introducir el valor del radio con dichos signos& Fi45#" 11: P#*4#"'"!i6n G2-G3 !*n #" i* E0%')$* 2: El ejemplo que se ver a continuaci"n ser el de la pieza de la -igura .0. *e parte de una pieza de fundici"n donde s"lo es necesario realizar un perfilado con una +nica pasada.
P#*4#"'"!i6n %n !**# %n" "+ #%!("n45$"#%+: L=n%" 1M: *e coloca la cabecera. L=n%" 2M: Colocaci"n de la herramienta en el punto J1J .<< 31M cercano a la pieza y con facilidad de apro<imaci"n sin peligro de colisionar.
12
Fi45#" 12: M%!"ni:" * !*n GM2 %n !**# %n" "+ #%!("n45$"#%+
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
L=n%" 3M: *e alcanza el punto J2J .1B 32 todav$a en GMM pues todav$a no se produce contacto con la pieza. Este punto es el de distancia de seguridad. L=n%" <M: Comienzo de la mecanizaci"n se activa GM1 ir a un avance controlado de .CC mmDmin que es el que hay programado en la l$nea .C J F1MMJ. 1l final de esta l$nea se activa el giro de cabezal a derechas MM3. Es de principio de l$nea es lo primero que realizar la mquina. 1 continuaci"n se realiza el cilindrado a .9 < .7 punto J3J. L=n%" AM: Bealizaci"n de la interpolaci"n GM2. Las cotas de punto final del arco son .3M 3-1L y la distancia desde el punto de inicio al centro de la circunferencia donde est inscrito el arco es de IL KB. *e alcanza el punto J<J. L=n%" BM: Bealizaci"n del cilindrado hasta el punto JAJ. En esta l$nea se activa otra vez GM1 pues como GM2 es modal de no hacerla as$ el control entender$a que se le est pidiendo la realizaci"n de un arco. Este fallo es muy t$pico de los principiantes por lo que es conveniente fijarse en este detalle. L=n%" EM: Befrentado de la +ltima cara hasta el punto JBJ. *e alcanza la cota de .<< para poder volver al punto de partida en rpido. *e activa MMA para parar el giro del plato. L=n%" LM: 2uelta al punto de partida en GMM. L=n%" NM& -inal del programa M3M. P#*4#"'"!i6n %n !**# %n" "+ #%!("n45$"#%+ F #" i* ,-igura .!/:
P#*4#"'"!i6n %n !**# %n" "+ #%!("n45$"#%+ F #" i* Este ejemplo es idntico al anterior salvo en la l$nea 8C. L$nea 8C *e programa el final de arco con ' y ) como en el primer ejemplo y a continuaci"n se indica el radi" JB.CJ. Como el ngulo que comprende el arco es menor de .GCO el signo que acompa6a al radio es el JMJ que por defecto no se indica. GML T#"F%!(*#i" !i#!5$"# ("n4%n(% " $" (#"F%!(*#i" "n(%#i*# Con la funci"n ACG se programa una trayectoria circular tangente a la trayectoria anterior ya sea esta lineal o circular. No es necesario programar el centro del arco ni las funciones AC0 o AC! pues e<iste una soluci"n geomtrica que el control calcular de forma automtica. Las coordenadas ' ) en rectangulares se refieren al punto final del arco a construir. Es imprescindible que anteriormente e<ista una trayectoria programada ya sea lineal o circular pues de otra manera el control no tendr referencias para programar la tangencia.
13
Fi45#" 13: M%!"ni:" * !*n GM2 !*n !**# %n" "+ #%!("n45$"#%+ F #" i*
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
*iempre que sea posible es aconsejable utilizar GML para realizar mecanizados circulares con la limitaci"n de que tiene que ser tangente a la l$nea anterior por lo dems su uso es ms fcil que las funciones GM2 y GM3 pues en este caso no se le ha de indicar la direcci"n ni el centro de la circunferencia donde est inscrito el arco. E0%')$* 3: *e parte de una pieza de fundici"n donde s"lo es necesario realizar un perfilado en una sola pasada. ,-igura .7/
P#*4#"'"!i6n %n ">+*$5("+ L=n%" 1M& *e coloca la cabecera. L=n%" 2M: Colocaci"n de la herramienta en el punto J1J '7G ).C cercano a la pieza y con facilidad de apro<imaci"n sin peligro de colisionar. L=n%" 3M: *e alcanza el punto J2J .1B 32 todav$a en GMM pues todav$a no se produce contacto con la pieza. Este punto es el de distancia de seguridad. L=n%" <M: Comienzo de la mecanizaci"n se activa GM1 ir a un avance controlado de .CC mmDmin que es el que hay programado en la l$nea .C J F1MMJ. 1l final de esta l$nea se activa el giro de cabezal a derechas MM3. Es de principio de l$nea por tanto es lo primero que realizar la mquina. 1 continuaci"n se realiza el cilindrado a .9 < 9 punto J3J. L=n%" AM: =nicio de la interpolaci"n circular al punto indicado en el final de dicha l$nea J<J .2< 3-1M L=n%" BM: 1ctivaci"n de GM1 y cilindrado hasta el punto JAJ. L=n%" EM: =nicio de la interpolaci"n circular al punto indicado en el final de dicha l$nea JBJ '!C )?0.. L=n%" LM& =nicio de la interpolaci"n circular al punto indicado en el final de dicha l$nea J EJ .<M 3-31. *egundo mecanizado con GML tangente al mecanizado anterior. L=n%" NM: Cilindrado hasta el punto JLJ .<M 3-31. L=n%" 1MM: Befrentado hasta el punto JNJ .<L 3-31. L=n%" 11M: 1ctivaci"n de la funci"n GMM para ir a la m<ima velocidad al punto de partida ?1@ .<L 31M. L=n%" 12M: -inal del programa M3M.
14
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
GMN T#"F%!(*#i" !i#!5$"# %,ini " )*# (#%+ )5n(*+ Con la funci"n ACH se programa una trayectoria circular de la que se conozcan tres puntos de la misma el punto de inicio un punto intermedio cualquiera y el punto final de dicha trayectoria circular. La distribuci"n de los diferentes datos a introducir son los siguientes&
N"tese como el primer punto del arco no se especifica en la l$nea donde se sit+a la funci"n ACH sino en la l$nea superior pues dicha posici"n es la que alcanza la herramienta antes de realizar el arco y el control tiene perfectamente referenciada dicha posici"n. El punto intermedio =.... K.... se programa en rectangulares marcando las coordenadas como si fueran ' y ) y no como se utilizan en AC0 y AC!. La funci"n ACH no tiene ninguna utilizaci"n especial y se debe usar cuando la informaci"n del plano de trabajo no tenga la informaci"n suficiente para realizar el mecanizado y con la funci"n ACH se pueda resolver de manera ms fcil. #e otra manera no resulta +til su utilizaci"n dado que se tendr que incluir en cada l$nea al no ser modal. E0%')$* <: *e parte de una pieza de fundici"n donde s"lo es necesario realizar un perfilado en una sola pasada ,-igura .8/.
15
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
La funci"n ACH se tiene que programar en l$nea +nica sin estar acompa6ada de ninguna otra funci"n ni dato au<iliar. La herramienta que se utiliza en este caso es una herramienta de copiado para poder atacar al radio en ambos lados sin que talone. En la cabecera se coloca una herramienta diferente %0.0 en lugar de %... que se entiende que es la herramienta de copiado. P#*4#"'"!i6n %n ">+*$5("+ L=n%" 1M: *e coloca la cabecera. L=n%" 2M: Colocaci"n de la herramienta en el punto J 1J .<M 31M cercano a la pieza y con facilidad de apro<imaci"n sin peligro de colisionar. L=n%" 3M: *e alcanza el punto J2J .1B 32 todav$a en ACC pues todav$a no se produce contacto con la pieza. Este punto es el de distancia de seguridad. L=n%" <M: Comienzo de la mecanizaci"n se activa GM1 ir a un avance controlado de .CC mmDmin que es el que hay programado en la l$nea .C J F1MMJ. 1l final de esta l$nea se activa el giro de cabezal a derechas MM3. Es de principio de l$nea por tanto es lo primero que realizar la mquina. 1 continuaci"n se realiza el cilindrado a .9 < :.C9 punto J3J. L=n%" AM: =nicio de la interpolaci"n circular con la funci"n GMN. El punto inicial del arco se ha alcanzado en la l$nea anterior ,punto J3J/ el punto final JAJ se indica en esta l$nea con las coordenadas .1B 3-2<.H7 que es el punto donde acabar la herramienta al finalizar esta l$nea y las coordenadas del punto J<J I2< K-1B indican s"lo un punto de referencia para el clculo del control. L=n%" BM: 1ctivaci"n de GM1 y cilindrado hasta el punto JBJ. L=n%" EM: Befrentado hasta el 7C punto JEJ dimetro de partida de la herramienta y paro de cabezal JMMAJ al alcanzar dicho dimetro L=n%" LM: 1ctivaci"n de la funci"n GMM para ir a la m<ima velocidad al punto de partida J1J .<M 31M L=n%" NM& -inal del programa M3M.
G3B R% *n %* !*n(#*$" * % "#i+("+ Con esta funci"n se pueden redondear aristas con un radio determinado sin necesidad de calcular el centro ni los puntos inicial y final del arco pues el control determina automticamente dicha informaci"n. Esta funci"n aunque es parecida a ACG se diferencia en no tener que calcular ning+n punto de tangencia. La funci"n debe programarse obligatoriamente en el mismo bloque cuyo desplazamiento final se desee redondear. F*#'"(*: G3B
16
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
La distribuci"n de los diferentes datos a introducir son las siguientes&
Esta funci"n necesita de la programaci"n de dos l$neas pues de no escribir la segunda el control no tiene datos suficientes para calcular el arco. En la primera l$nea se programa la funci"n A!9 con el B ,radio/ a obtener y en la segunda la coordenada de la l$nea que sigue en la geometr$a ,ver -igura .8/. En la figura de la izquierda se procede de una l$nea recta y en la de la derecha de una l$nea curva.
Fi45#" 1A: E+75%'" % $" ,5n!i6n G3B !*n %n(#" " %n $=n%" #%!(" F %n $=n%" !5#-" %al como se observa en la -igura .8 tan s"lo se le ha de indicar al control el punto a programar en la .P l$nea el punto a programar en la 0P l$nea y el radio del arco a obtener los puntos de tangencia los calcula el control de forma automtica lo que ahorra el clculo de dichos puntos. O)%#"(i-" *iempre que sea posible es aconsejable utilizar G3B para realizar mecanizados circulares con la limitaci"n de que tiene que ser tangente a la l$nea anterior y posterior de la geometr$a de mecanizado no pudiendo utilizarse si el +ltimo punto del mecanizado es el final del arco por lo dems su uso es ms fcil que las funciones GM2 F GM3, pues en este caso no se le ha de indicar la direcci"n ni el centro de la circunferencia donde est inscrito el arco ni los puntos de tangencia anterior y posterior. Es muy +til su utilizaci"n cuando las l$neas rectas en que est comprendido el arco formen un ngulo diferente a HCO. %iene el inconveniente de no ser modal por lo dems todo son ventajas.
17
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
E0%')$* El ejemplo que se ver a continuaci"n ser la pieza de la -igura .9. En esta ocasi"n el cero pieza se coloca en la parte trasera de la pieza para poder ver diferentes estilos de programaci"n. El radio de arista a construir es de : 8 mm. *e parte de una pieza de fundici"n donde s"lo es necesario realizar un perfilado en una sola pasada.
Fi45#" 1B: '%!"ni:" * % )i%:" !*n G3B P#*4#"'"!i6n %n ">+*$5("+ L=n%" 1M: *e coloca la cabecera. L=n%" 2M: Colocaci"n de la herramienta en el punto J.J ':C )HC cercano a la pieza y con facilidad de apro<imaci"n sin peligro de colisionar. L=n%" 3M: 1vance hasta el punto de distancia de seguridad punto J0J '0C )::. L=n%" <M: *e activa AC. para trabajar de forma controlada a J-.CCJ se pone en marcha el cabezal con 5C! y se realiza el primer cilindrado al puntoJ0J '0C ):C. Como la ' es modal y est indicado el dimetro 0C en la l$nea !C no es necesario indicarlo. L=n%" AM: Esta l$nea es el comienzo de la programaci"n del redondeo controlado en esta l$nea se indica la funci"n A!9 y el B que en este caso es de :.8 y se programa el final de la l$nea del dibujo en el punto J!J '8> ):C ,J)J en este caso no se indica por ser modal/ como si en realidad no tuviera que hacer el radio. L=n%" BM: Es la segunda l$nea que forma el redondeo de arista sin esta l$nea no funcionaria el redondeo. *e programa el punto J7J '!C )!C. L=n%" EM: *e procede a cilindrar hasta el punto J8J )0C. L=n%" LM: *e refrenta hasta el punto J9J ':C y se para el cabezal con 58. L=n%" NM: *e pasa a velocidad de avance rpida con ACC y se vuelve al punto J.J )HC. L=n%" 1MM: -inal del programa 5!C.
18
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
G3N A!&",$"n" * !*n(#*$" * % "#i+("+ Esta funci"n sirve para achaflanar aristas con una medida determinada sin necesidad de calcular los puntos inicial y final del chafln el control determina automticamente dicha informaci"n. El chafln a realizar tiene que ser simtrico midiendo lo mismo en cada una de las aristas que lo componen. La funci"n debe programarse obligatoriamente en el mismo bloque cuyo desplazamiento final se desee redondear. F*#'"(*: G3N
La distribuci"n de los diferentes datos a introducir es la siguiente&
Esta funci"n necesita de la programaci"n de dos l$neas pues de no escribir la segunda el control no tiene datos suficientes para calcular el chafln. En la primera l$nea se programa la funci"n A!H con el B ,longitud/ a obtener y en la segunda la coordenada de la l$nea que sigue en la geometr$a ,ver -igura .:/.
Fi45#" 1E: E+75%'" % $" ,5n!i6n G3N
19
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
%al como se observa en la -igura .: tan s"lo se le ha de indicar al control el punto a programar en la .P l$nea el punto a programar en la 0P l$nea y el radio de la circunferencia en la que est inscrito el chafln los puntos de intersecci"n los calcula el control de forma automtica lo que ahorra el clculo de dichos puntos. O)%#"(i-" =dntico a la funci"n A!9 con la +nica diferencia de que en lugar de generar un arco generar un chafln por lo dems vale todo lo e<puesto en dicha funci"n A!9. E0%')$* El ejemplo que se ver a continuaci"n ser la pieza de la -igura .G. El cero pieza se coloca en la parte trasera de la pieza. El radio de chafln a construir es de 7 mm. *e parte de una pieza de fundici"n donde s"lo es necesario realizar un perfilado en una sola pasada.
Fi45#" 1L: '%!"ni:" * % )i%:" !*n G3N C*'%n("#i* "$ %0%')$* Este programa es idntico al anterior con la +nica diferencia que se produce en la l$nea 8C que cambia A!H por A!9.
G33 R*+!" * Con A!! se pueden realizar roscas longitudinales frontales y c"nicas. La mquina tiene que disponer de captador rotativo del cabezal en caso contrario no se podr aplicar esta funci"n. -igura .H. 1 pesar de disponer de esta funci"n no es ni con mucho la ms utilizada para roscar pues e<iste un ciclo automtico de rascado que facilita tremendamente la labor.
20
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
S%n(i * % #*+!" La direcci"n de rascado se obtiene cambiando el sentido de giro del cabezal. %al como est ahora la herramienta en la figura .H avanzando en la direcci"n que indican las flechas y girando en sentido 5C! a derechas se obtiene una rosca a derechas. Con las mismas condiciones y girando el cabezal a izquierdas 5C7 se obtiene una rosca a izquierdas. O)%#"(i-" %al como se ha indicado anteriormente esta funci"n no se suele utilizar salvo para casos concretos porque tal como se e<puso e<iste un ciclo de roscado que lo supera en todos los sentidos. La utilizaci"n de A!! conlleva el hecho de que se tienen que tener perfectamente predeterminadas las diferentes pasadas a realizar seg+n dimensiones y tipo de rosca tal como se ve en la -igura .H se tienen que realizar cuatro l$neas de programaci"n por cada pasada de profundidad que se le d a la rosca primero con ACC se lleva a la profundidad de rosca deseada punto J0J a continuaci"n se aplica la funci"n A!! hasta alcanzar el punto J!J que es la l$nea que realizar el roscado la siguiente l$nea es una retirada en ACC hasta alcanzar el punto J7J y con la misma funci"n retroceder hasta el punto J8J donde se iniciar$a de nuevo otro ciclo. En un torno convencional al desconectar el automtico de roscado se pierde el hilo de rosca teniendo que resituar la herramienta con el charriot para reanudar de nuevo el roscado En CNC el hecho de pasar de G33 " GMM no comporta la perdida de posici"n del hilo de rosca para la siguiente pasada pues el control tiene perfectamente controlado dicho dato. E0%')$* El ejemplo que se ver a continuaci"n ser la pieza de la -igura 0C. *e parte de una pieza donde est todo el perfil mecanizado faltando tan s"lo el rascado. El rascado se realiza +nicamente a dos pasadas con lo que es suficiente para comprobar su funcionamiento.
Fi45#" 1N: R*+!" *
21
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
C*'%n("#i* "$ %0%')$* L=n%" 1M: *e coloca la cabecera. L=n%" 2M: Colocaci"n de la herramienta en el punto J.J '7G ).0 cercano a la pieza y con facilidad de apro<imaci"n sin peligro de colisionar. L=n%" 3M: 1vance hasta el punto de inicio del roscado J0J '.H.G )C con la primera pasada ya introducida en ' L=n%" <M: =nicio del roscado hasta el punto J!J '.H.G )?0C con el paso de rosca introducido a .mm. *e activa el cabezal con 5C!. Como la ' es modal y est indicado el dimetro .H.G en la l$nea !C no es necesario indicarlo. L=n%" AM: 1ctivaci"n de la funci"n ACC para realizar movimientos en rpido. Betirada hasta una posici"n de seguridad en ' en el punto J7J '08 )?0C para despus poder volver hacia atrs hasta la posici"n ) de inicio de rosca. L=n%" BM: 2uelta hasta el punto de inicio de rosca en ) al punto J8J '08 )>. L=n%" EM: *egunda posici"n de profundidad de pasada de rosca el punto J0J '.H.7 )C. L=n%" LM: *egunda pasada de roscado hasta el punto J!J '.H.7 )C. L=n%" NM: 1ctivaci"n de la funci"n ACC para realizar movimientos en rpido. Betirada hasta la posici"n del punto J7J '08 )?0C. *e para el cabezal con 5C8 L=n%" 1MM: Betirada hasta posici"n de inicio de roscado en ) punto J8J '08 )C. L=n%" 11M: 2uelta en velocidad rpida al punto de partida J.J '7G ).0. L=n%" 12M& -inal del programa 5!C.
Fi45#" 2M: R*+!" *
F#%+" *
22
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
N1M GN< N2M TM1 MB N3M GAM .12M 21MM 3NM N<M S2MMM M3 NAM GM1 .2M 22M 3M FAM NBM GM1 .2M 2LM 3M FAM NEM GM1 .LM 2LM 3M FAM NLM GM1 .LM 22M 3M FAM NNM GM1 .2M 22M 3M FAM N1MM GA2 .M 2M 3M N11M MA N12M M2 GN<: V%$*!i "
N1M GAM .M 2M 3M N2M TM1 MB N3M S12MM M3 N<M GMM .2M 22M 3M F1MM NAM GM1 2LM NBM .LM NEM 22M NLM .2M NNM GA2 .M 2M 3M N1MM MA N11M M2
% "-"n!% ?F@ %n P''Q'inR
MB: C"'>i* % &%##"'i%n(" GAM: C"#4" % i'%n+i*n%+ % &%##"'i%n(" %+ % $" (">$" GA2: MA: P"#" " %$ !">%:"$
23
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
PROGRAMACIGN DE TRA2ECTORIAS Las herramientas empleadas tienen un determinado radio y estn sometidas a desgaste. ;or ello el punto de contacto pieza?herramienta es variable seg+n sea la orientaci"n de las superficies a mecanizar es decir depende de las posiciones relativas de pieza y herramienta al usarse un sistema de coordenadas fijo. ;or esta raz"n se debe programar la trayectoria de un punto de la herramienta que no var$e durante el mecanizado ,punto de referencia/ y el movimiento de este punto debe provocar que la herramienta mecanice el perfil deseado. En los antiguos controles el clculo de la trayectoria del punto de referencia se deb$a hacer manualmente partiendo del plano de la pieza y calculando los decalajes para una vez hecho esto introducir estos puntos calculados en el programa. Qoy d$a los modernos CNC permiten programar los trabajos de las piezas como si las herramientas empleadas tuviesen radio cero o lo que es lo mismo internamente el control calcula la trayectoria del punto de referencia durante la ejecuci"n del programa. C*')%n+"!i6n %$ #" i* % &%##"'i%n(" 8G<M, G<1, G<29: E<isten tres funciones para la compensaci"n del radio de herramienta& G<M: 1nulaci"n de la compensaci"n de radio de herramienta. G<1: Compensaci"n de radio de herramienta a izquierdas ,la herramienta queda a la izquierda de la pieza seg+n la direcci"n del mecanizado/. 2ase la -igura 7.7. G<2: Compensaci"n de radio de herramienta a derechas ,la herramienta queda a la derecha de la pieza seg+n la direcci"n del mecanizado/. 2ase la -igura 7.7. La compensaci"n de radio de herramienta se realiza en el plano de trabajo definido mediante las funciones A.: A.G o A.H. Cuando el CNC trabaja con compensaci"n de radio de herramienta va leyendo cuatro bloques por delante del que est ejecutando lo que permite calcular con antelaci"n la trayectoria a recorrer.
24
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
C*')%n+"!i6n % $*n4i(5
;or medio de esta funci"n se pueden compensar posibles diferencias de longitud de herramienta programada y la herramienta que se va a emplear. Los c"digos para llamar a la compensaci"n de longitud son& A7!& Compensaci"n de longitud. A77& 1nulaci"n de compensaci"n de longitud. La compensaci"n de longitud se aplica al eje perpendicular al plano principal definido mediante las funciones A.: A.G o A.H. T">$" % !*##%!(*#%+ % &%##"'i%n("+: ;ara la compensaci"n de la longitud y radio de herramienta el control numrico emplea los datos geomtricos almacenados en la tabla de herramientas. Los correctores e<istentes en dicha tabla son distintos seg+n se trate de un torno o una fresadora ,o centro de mecanizado/. T*#n* % !*n(#*$ n5'S#i!*: En la tabla de correctores se definen los datos de longitudes de herramienta radio de punta y tipo o forma. Los apartados que aparecen son& ? Longitud nominal de la herramienta seg+n el eje '. ? Longitud nominal de la herramienta seg+n el eje ). ? El c"digo de forma o tipo de la herramienta que se programa seg+n el formato& -> ... -H. ? El radio nominal de la punta de la herramienta. ? El corrector de desgaste ,=/ en longitud de la herramienta seg+n el eje '. ? El corrector de desgaste ,K/ en longitud de la herramienta seg+n el eje ). F#%+" *#" % !*n(#*$ n5'S#i!* * !%n(#* % '%!"ni:" *: Las tablas e<istentes y sus contenidos son muy parecidos a las indicadas para los tomos. Las +nicas diferencias apreciables son& ? No hay un c"digo de forma como en el caso del torno. ? *e habla de longitud ,L/ y radio ,B/ de herramienta en vez de longitudes ' y ). ? Los correctores asociados son& = para el radio ,B/ y K para la longitud ,L/. CICLOS FIJOS Los ciclos fijos son secuencias de operaci"n fijas incluidos en el control que pueden ser utilizadas mediante la llamada a un solo bloque. *u objetivo es reducir considerablemente los tiempos de programaci"n y los errores posibilitando que el usuario pueda utilizar un solo bloque para ejecutar un conjunto de operaciones repetitivas que s"lo difieren en ciertos parmetros ,longitud profundidad de la pasada etc./. #e hecho son un conjunto de subrutinas paramtricas definidas por el propio sistema. ( muchos controles permiten definir subrutinas elaboradas por los programadores como ciclos propios en cuyo caso son llamados por el usuario mediante el uso de una funci"n A. Ln ciclo fijo se define mediante la funci"n A indicativa del ciclo y los parmetros correspondientes. *e pueden distinguir ciclos fijos para operaciones de fresado ,en general de centro de mecanizado/ y ciclos fijos de torneado. Ci!$*+ ,i0*+ % (*#n%" *:
25
% &%##"'i%n(" 8G<3, G<<9:
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
Los controles numricos de tornos disponen de los siguientes ciclos fijos de mecanizado& A99& Ciclo fijo de seguimiento de perfil. A9G& Ciclo fijo de desbastado en el eje '. A9H& Ciclo fijo de desbastado en el eje ). AG.& Ciclo fijo de torneado de tramos rectos. AG0& Ciclo fijo de refrentado de tramos rectos. AG!& Ciclo fijo de taladrado. AG7& Ciclo fijo de torneado de tramos curvos. AG8& Ciclo fijo de refrentado de tramos curvos. AG9& Ciclo fijo de rascado longitudinal. AG:& Ciclo fijo de rascado frontal. AGG& Ciclo fijo de ranurado en el eje '. AGH& Ciclo fijo de ranurado en el eje ). Estos ciclos fijos se ejecutan siempre en el plano )'. No son modales por lo que +nicamente se realizan una vez al ejecutarse el bloque en el que estn programados. La ejecuci"n de un ciclo fijo de torno anula la compensaci"n de radio ,A7. y A70/. Ci!$*+ ,i0*+ % ,#%+" *: Los controles numricos de fresadoras y centros de mecanizado disponen de los siguientes ciclos fijos de mecanizado& . A:H& Ciclo fijo definido por el usuario. AG.& Ciclo fijo de taladrado. AG0& Ciclo fijo de taladrado con temporizaci"n. AG!& Ciclo fijo de taladrado profundo. AG7& Ciclo fijo de rascado con macho. AG8& Ciclo fijo de escariado. AG9& Ciclo fijo de mandrinado con retroceso en avance rpido ACC. AG:& Ciclo fijo de cajera rectangular. AGG& Ciclo fijo de cajera circular. AGH& Ciclo fijo de mandrinado con retroceso en avance de trabajo AC. %odos los ciclos fijos de fresado son modales. Es decir una vez definido un ciclo fijo todos los bloques que se programen a continuaci"n estarn bajo la influencia de dicho ciclo fijo mientras el mismo no sea anulado. Cada vez que se ejecuta un bloque en el que se ha programado alg+n movimiento de los ejes automticamente se efectuar el mecanizado correspondiente al ciclo fijo definido. 1l programar en un bloque el c"digo AGC ste anula cualquier ciclo fijo que estuviera activo. *i se define un ciclo fijo ste anula y sustituye a cualquier otro que estuviera activo. Los ciclos fijos tambin son anulados mediante 5C0 5!C BE*E% o E5EBAENC=1. -inalmente todos los ciclos fijos salvo el ciclo A:H son anulados mediante la programaci"n de las funciones A!0 A8!/A8H, A:7 AH0 o cuando se selecciona un nuevo plano principal mediante A.: A.G o A.H. La estructura de estos bloques que se hallan dentro de la zona de influencia del ciclo fijo es la normal salvo que N0 puede programarse al final del bloque ,n+mero de veces que se repite el bloque/. *i se programa NC no se ejecutar el ciclo fijo una vez realizado el movimiento.
26
LA UE
TECN IC
AN
1
ESCUELA TECNICA N1 LASTENIA
17 de Agosto 640 Lastenia Cruz Alta Tel. 0381 4269823
ES
ST
EN I A - T
C U
Los ciclos fijos pueden ser ejecutados en cualquier plano. ;or lo tantoI al programar cualquier ciclo fijo ste se ejecutar en el plano seleccionado y la profundizaci"n se realizar en el eje perpendicular a dicho plano. PROGRAMACIGN PARAMHTRICA En los apartados anteriores se han presentado los aspectos fundamentales de la programaci"n mediante control asignando valores numricos fijos en los bloques de que consta el programa. Este modo de programar +til y vlido para muchas aplicaciones en CN incrementa notablemente sus potencialidades y versatilidad mediante el uso de parmetros y las operaciones que entre ellos pueden realizarse. Los programas que hacen uso de los parmetros se transforman en programas ms generales ms +tiles en la ejecuci"n de geometr$as que poseen caracter$sticas comunes y que se diferencian en algo ms que en un mero factor de escala. Las ventajas que se derivan del uso correcto de parmetros son diversas& El n+mero de programas a mantener se reduce y por tanto tambin disminuyen las dificultades para documentar convenientemente las piezas que se fabrican. 1l disponer de una biblioteca amplia y documentada de programas es ms fcil construir nuevos programas adaptados a nuevas necesidades de fabricaci"n. P"#/'%(#*+: *e denomina parmetros a espacios de la memoria del equipo CNC a los que tiene acceso el programador para almacenar y leer valores numricos con los que puede llevar a cabo cualquier operaci"n de programaci"n de trayectorias forma de decisi"n respecto de la herramienta a utilizar caracter$sticas de corte o forma a mecanizar por ejemplo. Ln parmetro sustituye a un valor numrico de una direcci"n en un programa. 1l parmetro se le asignan valores dentro del programa y as$ se puede ajustar un programa para varios empleos similares ,por ejemplo diferente avance velocidad del cabezal para diferentes materiales ciclos de trabajo/. Los parmetros se componen de una direcci"n B o ; ,u otra denominaci"n seg+n controles/ y de un n+mero de tres cifras como m<imo. Con los parmetros se puede operar con cualquiera de las cuatro clases de operaciones aritmticas bsicas.
27
Вам также может понравиться
- Catalogo Estructuras BT y MT (Frontel)Документ34 страницыCatalogo Estructuras BT y MT (Frontel)Esteban Tocker Orellana Rojas69% (13)
- Practica 4.2Документ10 страницPractica 4.2NEXUS OMGОценок пока нет
- Análisis de Costos Unitarios - Estructuras ColegioДокумент22 страницыAnálisis de Costos Unitarios - Estructuras ColegioLuis Moises Villegas Sullon100% (2)
- Proyecto Trituradora 2019Документ8 страницProyecto Trituradora 2019Gabriel OrellanaОценок пока нет
- Power Point Trituradora de Plastiscos PetДокумент45 страницPower Point Trituradora de Plastiscos PetGabriel OrellanaОценок пока нет
- PP Soldadora Mig-MagДокумент40 страницPP Soldadora Mig-MagGabriel OrellanaОценок пока нет
- Hojas Piloto - 1º ParteДокумент34 страницыHojas Piloto - 1º ParteGabriel OrellanaОценок пока нет
- Horno EcologicoДокумент7 страницHorno EcologicoGabriel OrellanaОценок пока нет
- 802d DiaДокумент224 страницы802d DiaGabriel OrellanaОценок пока нет
- Carpeta de HerreríaДокумент31 страницаCarpeta de HerreríaGabriel Orellana80% (5)
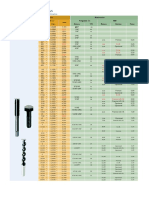
- Brocas Machuelos PDFДокумент3 страницыBrocas Machuelos PDFmigas_migue2856Оценок пока нет
- 2 - Elementos MatriceriaДокумент18 страниц2 - Elementos MatriceriaRafa SorianoОценок пока нет
- CNC Trabajo FinalДокумент7 страницCNC Trabajo Finalacelestino031Оценок пока нет
- Clase 19. NormalizadoДокумент16 страницClase 19. NormalizadobaparedesrОценок пока нет
- Oficial Ficha Tecnica TORNIQUETE GLASS - ActualДокумент3 страницыOficial Ficha Tecnica TORNIQUETE GLASS - ActualJorge Perez DzulОценок пока нет
- 2 Aceros para Herramientas ExpoДокумент22 страницы2 Aceros para Herramientas ExpoMarcos Andrés CaballeroОценок пока нет
- Ejercicio DimensionДокумент2 страницыEjercicio DimensionADRIAN DEJESUS GUTIERREZ DAVILAОценок пока нет
- Test de Maqs Convencionales y MoldeoДокумент2 страницыTest de Maqs Convencionales y Moldeocahf56Оценок пока нет
- Hoja de Procesos LapizДокумент3 страницыHoja de Procesos LapizDaniela MendozaОценок пока нет
- Tipos de Tornos, Fresadoras, Taladradora y Maquinas CNCДокумент13 страницTipos de Tornos, Fresadoras, Taladradora y Maquinas CNCDario SanchezОценок пока нет
- Hoja de Proceso Prensa de BancoДокумент3 страницыHoja de Proceso Prensa de BancoNolberto EstradaОценок пока нет
- Informe 1 de SoldaduraДокумент10 страницInforme 1 de SoldaduraLuiguiMenaОценок пока нет
- Corte de Metales Con Arranque de VirutaДокумент24 страницыCorte de Metales Con Arranque de VirutagergalavizОценок пока нет
- C.V Renzo BarruetoДокумент11 страницC.V Renzo Barruetosapex18Оценок пока нет
- Catalogo Pro ToДокумент20 страницCatalogo Pro Toricardov_metОценок пока нет
- Tratamiento TérmicoДокумент13 страницTratamiento Térmicoingenierías unefmОценок пока нет
- MASTERCAMnEJERCICIOn9 305ebaf1a688bccДокумент31 страницаMASTERCAMnEJERCICIOn9 305ebaf1a688bccDIEGO ARMANDO VANEGAS DUQUEОценок пока нет
- Capítulo 19 v15 Laminación y ForjaДокумент9 страницCapítulo 19 v15 Laminación y Forjaalba vieites rañaОценок пока нет
- Calculo de TaladrosДокумент6 страницCalculo de Taladrosbrayan mamani tipoОценок пока нет
- Operaciones MaquinadoДокумент1 страницаOperaciones MaquinadoAlberto LucasОценок пока нет
- Reembutido y Estiarado de La Chapa Segunda Parte PDFДокумент68 страницReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiОценок пока нет
- Alambre GalvanizadoДокумент4 страницыAlambre GalvanizadostevepalafoxОценок пока нет
- Dokumen - Tips Mazatrol PDFДокумент45 страницDokumen - Tips Mazatrol PDFEmmanuel NavarroОценок пока нет
- Manual ComposteraДокумент1 страницаManual ComposteraCatalinaОценок пока нет
- Costo de Accidentes Por Atrapamientos y Lesiones en ManoДокумент8 страницCosto de Accidentes Por Atrapamientos y Lesiones en ManoMagda KatherineОценок пока нет
- Algunos Nombres de Las Máquinas Herramienta en InglésДокумент7 страницAlgunos Nombres de Las Máquinas Herramienta en InglésmtoipagsaОценок пока нет
- Presentación Terminología AWSДокумент34 страницыPresentación Terminología AWSDarwin Anderson GОценок пока нет