Вам также может понравиться
- Deep DrawДокумент4 страницыDeep DrawBalvinder PrajapatiОценок пока нет
- Sheet Metal Stamping Dies & ProcessesДокумент5 страницSheet Metal Stamping Dies & ProcessesValentin CraciunОценок пока нет
- Press WorkДокумент42 страницыPress WorkanilОценок пока нет
- Punch and DieДокумент16 страницPunch and DieNani DatrikaОценок пока нет
- Remedial Cementing OverviewДокумент31 страницаRemedial Cementing OverviewAbdul RehazkОценок пока нет
- Home Work 17 SolutionsДокумент6 страницHome Work 17 Solutions洪健勛Оценок пока нет
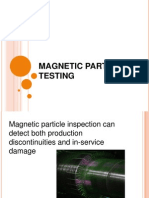
- Magnetic Particle TestingДокумент28 страницMagnetic Particle TestingVaisakVenugopal100% (9)
- Pressure Purging Case 1 Nitrogen Requirement For Pressure Purging Case 1Документ1 страницаPressure Purging Case 1 Nitrogen Requirement For Pressure Purging Case 1BalasubramanianОценок пока нет
- Tool Engg..ex..5Документ10 страницTool Engg..ex..5Sidpara DeepОценок пока нет
- Sheet Metal Puching Metal FormingДокумент27 страницSheet Metal Puching Metal FormingTarundeep SinghОценок пока нет
- Sheet Metal OperationsДокумент27 страницSheet Metal OperationsbmvinayОценок пока нет
- 2017im148, PTD Assignment 6 & 7Документ8 страниц2017im148, PTD Assignment 6 & 7rehmatali11121314Оценок пока нет
- 2017im148, PTD Assignment 6 & 7Документ8 страниц2017im148, PTD Assignment 6 & 7rehmatali11121314Оценок пока нет
- Unit 4 Sheet Metal ProcessДокумент65 страницUnit 4 Sheet Metal ProcessMANOJ MОценок пока нет
- Extrusion PressДокумент17 страницExtrusion PresssydengОценок пока нет
- DV11PUB9 Study Guide PDFДокумент5 страницDV11PUB9 Study Guide PDFEnriqueGDОценок пока нет
- Sheet Metal DesignДокумент71 страницаSheet Metal DesignParag JaiswalОценок пока нет
- Types of DiesДокумент17 страницTypes of DiesJayditya KumarОценок пока нет
- DV11PUB9 Study GuideДокумент5 страницDV11PUB9 Study Guider_saniosОценок пока нет
- Industrial Internship ReportДокумент37 страницIndustrial Internship ReportShubham AaskeОценок пока нет
- Chapter 4 Die DesignДокумент102 страницыChapter 4 Die DesignTamirat Nemomsa100% (3)
- Metal Forming 1Документ11 страницMetal Forming 1Atanga EmosОценок пока нет
- Sheet Metalworking: ©2002 John Wiley & Sons, Inc. M. P. Groover, "Fundamentals of Modern Manufacturing 2/e"Документ34 страницыSheet Metalworking: ©2002 John Wiley & Sons, Inc. M. P. Groover, "Fundamentals of Modern Manufacturing 2/e"Himanshu GuptaОценок пока нет
- Press ToolsДокумент31 страницаPress ToolsSunil MandoreОценок пока нет
- Lecture-14 Sheet Metal Forming ProcessesДокумент34 страницыLecture-14 Sheet Metal Forming ProcessesDida KhalingОценок пока нет
- ch21 Fundamentals of MachiningДокумент25 страницch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Bulk Forming Processes Extrusion & DrawingДокумент47 страницBulk Forming Processes Extrusion & DrawingKarthik SubramaniОценок пока нет
- Metal Cutting: BTME-405Документ111 страницMetal Cutting: BTME-405Yuvraaj Singh100% (1)
- Design and OptimizationДокумент70 страницDesign and OptimizationHari KishanОценок пока нет
- Sheet Metal Forming and High Energy Rate FormingДокумент68 страницSheet Metal Forming and High Energy Rate FormingAbhishek TanguturiОценок пока нет
- Sheet Metal FormingДокумент5 страницSheet Metal FormingScribdd3r100% (2)
- EIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012Документ50 страницEIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012sudharsans88Оценок пока нет
- Design Study of Progressive Tool DesignДокумент34 страницыDesign Study of Progressive Tool Designsudheer9289% (9)
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingДокумент9 страницBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςОценок пока нет
- Advance Metal Forming ProcessДокумент12 страницAdvance Metal Forming ProcessRemo RamОценок пока нет
- Introduction To Press Tool DesignДокумент118 страницIntroduction To Press Tool DesignPrashant AmbadekarОценок пока нет
- Rolling & Extrusion Case StudyДокумент20 страницRolling & Extrusion Case StudyMahmoud KassabОценок пока нет
- Sheet Metal WorkingДокумент26 страницSheet Metal Workingvelavansu0% (1)
- DFM Application To Sheet-Metal WorkingДокумент21 страницаDFM Application To Sheet-Metal Workingsmartcad60Оценок пока нет
- Unit 4 Sheet Metal ProcessДокумент77 страницUnit 4 Sheet Metal ProcessJackson ..100% (2)
- Six Weeks Industrial Training ReportДокумент27 страницSix Weeks Industrial Training ReportGagan Deep100% (2)
- Manufacturing Process - PresentationДокумент15 страницManufacturing Process - PresentationAnwesha PandaОценок пока нет
- Sheet Metal OperationsДокумент63 страницыSheet Metal OperationsDilip ShenoyОценок пока нет
- Press ToolsДокумент6 страницPress ToolsSamir BoseОценок пока нет
- Manufacturing Processes: ME 335 432 Lecture #5Документ60 страницManufacturing Processes: ME 335 432 Lecture #5emieel reegisОценок пока нет
- Wire DrawingДокумент7 страницWire DrawingUtkarsh0% (1)
- 01 Introduction To Press ToolsДокумент9 страниц01 Introduction To Press ToolsAngelo De DominicisОценок пока нет
- Theory of Metal Cutting-Module 1Документ116 страницTheory of Metal Cutting-Module 1rejeesh_rajendranОценок пока нет
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Документ14 страниц202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY AОценок пока нет
- Injection MoldingДокумент10 страницInjection MoldingKalam Kulai100% (1)
- CH-1 MachiningДокумент29 страницCH-1 MachiningAbreham DerejeОценок пока нет
- Sheet Metal FormingДокумент38 страницSheet Metal FormingPriya ChilukuriОценок пока нет
- DiesДокумент4 страницыDiesjohan pambudiОценок пока нет
- ME206/SE322 Lab # Sheet Metal Forming OperationsДокумент41 страницаME206/SE322 Lab # Sheet Metal Forming OperationsSaad HussainОценок пока нет
- Chapter 21-Theory of Metal MachiningДокумент50 страницChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- Sheet Metal BendingДокумент30 страницSheet Metal BendingZen P MonachanОценок пока нет
- Press & Press WorkДокумент7 страницPress & Press Workapi-19822628Оценок пока нет
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeОт EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2От EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Оценок пока нет
- 14264A Construction Mechanic Basic Chapters 11 PDFДокумент44 страницы14264A Construction Mechanic Basic Chapters 11 PDFAnonymous QiMB2lBCJLОценок пока нет
- Antennas Inside An Automobile: Gps/Glonass Digital Audio Digital TV Sirius RadioДокумент2 страницыAntennas Inside An Automobile: Gps/Glonass Digital Audio Digital TV Sirius RadioAnonymous QiMB2lBCJLОценок пока нет
- BND Ts Tire Envelope Swept VolumeДокумент21 страницаBND Ts Tire Envelope Swept VolumeAnonymous QiMB2lBCJLОценок пока нет
- The Nikon Guide To Landscape Photography - 2014 UKДокумент162 страницыThe Nikon Guide To Landscape Photography - 2014 UKAnonymous QiMB2lBCJLОценок пока нет
- BND TechSource - Tire Data CalculatorДокумент7 страницBND TechSource - Tire Data Calculatorrojillo88Оценок пока нет
- CNC CodeДокумент6 страницCNC CodeAnonymous QiMB2lBCJLОценок пока нет
- Daily Expense TrackerДокумент4 страницыDaily Expense TrackerAnonymous QiMB2lBCJLОценок пока нет
- Mathematical Tools: Math Guide - 34.1Документ103 страницыMathematical Tools: Math Guide - 34.1Anonymous QiMB2lBCJLОценок пока нет
- Type of ThreadsДокумент1 страницаType of ThreadsAnonymous QiMB2lBCJLОценок пока нет
- Indian Girl Baby NameДокумент30 страницIndian Girl Baby NameAnonymous QiMB2lBCJLОценок пока нет
- Ferrous ProductДокумент4 страницыFerrous ProductAnonymous QiMB2lBCJLОценок пока нет
- Laser CutДокумент1 страницаLaser CutAnonymous QiMB2lBCJLОценок пока нет
- Manufacturing ProcessesДокумент32 страницыManufacturing ProcessesSandesh PawarОценок пока нет
- Energy Conversion 1.1 - Demo Version: Engineering SoftwareДокумент36 страницEnergy Conversion 1.1 - Demo Version: Engineering SoftwareAnonymous QiMB2lBCJLОценок пока нет
- Hot & Cold ProcessДокумент1 страницаHot & Cold ProcessAnonymous QiMB2lBCJLОценок пока нет
- Hot Forge UpsetДокумент13 страницHot Forge UpsetAnonymous QiMB2lBCJLОценок пока нет
- CNC CodeДокумент6 страницCNC CodeAnonymous QiMB2lBCJLОценок пока нет
- Ce T60D eДокумент7 страницCe T60D eMøąđ ĄllibýОценок пока нет
- Instructions For Cutler-Hammer Jockey Pump Controllers: IM05805004K IM05805004KДокумент12 страницInstructions For Cutler-Hammer Jockey Pump Controllers: IM05805004K IM05805004KFreddy YánezОценок пока нет
- Actual Cycle Review QuestionsДокумент5 страницActual Cycle Review QuestionsYoseph MershaОценок пока нет
- WORKSHOP MANUAL Aprilia MA - MY 50 Usa PDFДокумент54 страницыWORKSHOP MANUAL Aprilia MA - MY 50 Usa PDFwiyasatamaОценок пока нет
- Linear Dynamic Analysis of Free-Piston Stirling Engines OnДокумент21 страницаLinear Dynamic Analysis of Free-Piston Stirling Engines OnCh Sameer AhmedОценок пока нет
- Seleção SALA 1 Ou 2Документ10 страницSeleção SALA 1 Ou 2Gustavo RomeroОценок пока нет
- VERTI-G Cuttings DryerДокумент4 страницыVERTI-G Cuttings DryerLoganBohannon100% (1)
- Campbell Hausfeld 70 Amp Stick WelderДокумент36 страницCampbell Hausfeld 70 Amp Stick WelderJosé RamosОценок пока нет
- Chapter 9 Summary and ReviewДокумент12 страницChapter 9 Summary and ReviewHenry ZaleskiОценок пока нет
- 1 s2.0 S0003491615003504 Main PDFДокумент50 страниц1 s2.0 S0003491615003504 Main PDFAishee ChakrabortyОценок пока нет
- 00.diesel Engine Power Plant Design PDFДокумент4 страницы00.diesel Engine Power Plant Design PDFmardirad100% (1)
- PDF 5 Mechanics of DBДокумент16 страницPDF 5 Mechanics of DBRizette PaloganОценок пока нет
- +++ Off-Road Vehicle DynamicsДокумент37 страниц+++ Off-Road Vehicle Dynamicsnadjib62Оценок пока нет
- Double Mechanical Seals, Tandem ArrangementДокумент10 страницDouble Mechanical Seals, Tandem ArrangementViwek MertiyaОценок пока нет
- SEPL Product CatalogДокумент16 страницSEPL Product CatalogPawan SaraswatОценок пока нет
- Reliablef 1 FR 56 FmwhitespksДокумент4 страницыReliablef 1 FR 56 FmwhitespksjajakaОценок пока нет
- Spin Top CycloneДокумент2 страницыSpin Top CyclonegshdavidОценок пока нет
- Research: John W. HutchinsonДокумент25 страницResearch: John W. HutchinsonskcОценок пока нет
- Punching Shear PDFДокумент13 страницPunching Shear PDFmohamedadel100Оценок пока нет
- Citroen C5 BrochureДокумент36 страницCitroen C5 BrochureNuñez David100% (1)
- Strength of Material Chapter 3Документ22 страницыStrength of Material Chapter 3naserunnОценок пока нет
- Resume: Professional ExperienceДокумент3 страницыResume: Professional ExperienceShankker KumarОценок пока нет
- 577 API ExercisesДокумент41 страница577 API Exercisesadel100% (1)
- Parts Catalogue 527114408 - ENДокумент230 страницParts Catalogue 527114408 - ENNiko BabinetsОценок пока нет
- Ocs Engineering & Construction (India) PVT LTD: Quality Assurance DepartmentДокумент1 страницаOcs Engineering & Construction (India) PVT LTD: Quality Assurance DepartmentvinothОценок пока нет
- NPTEL Course: Ground ImprovementДокумент35 страницNPTEL Course: Ground ImprovementmmОценок пока нет