Вам также может понравиться
- Over Head ResevoirДокумент8 страницOver Head ResevoirPoulomi BiswasОценок пока нет
- Milling Tech Info FormulasДокумент5 страницMilling Tech Info Formulasசிலம்பரசன் செல்வராஜ்Оценок пока нет
- MCAT Organic ChemistryДокумент7 страницMCAT Organic ChemistryjoОценок пока нет
- 2.power DiodesДокумент15 страниц2.power DiodesMuhammad Irfan100% (2)
- How To Compute Tonnage Requirements in Hydraulic PressДокумент2 страницыHow To Compute Tonnage Requirements in Hydraulic PressRahul KhoslaОценок пока нет
- Complex Limits and Continuity Short QuestionДокумент9 страницComplex Limits and Continuity Short QuestionMuhammad KALEEMОценок пока нет
- Shear Strength TheoryДокумент32 страницыShear Strength TheoryChikkanna TОценок пока нет
- CHAPTER - 44 Design of Riveted Joints Design of Riveted Joints Design of Riveted Joints Design of Riveted JointsДокумент41 страницаCHAPTER - 44 Design of Riveted Joints Design of Riveted Joints Design of Riveted Joints Design of Riveted JointsVarshaОценок пока нет
- GYPSUM PRODUCTS FOR DENTISTRYДокумент97 страницGYPSUM PRODUCTS FOR DENTISTRYHaroon Mohamed57% (14)
- Practice Test 1 CHM2210C CH 1-3 PDFДокумент13 страницPractice Test 1 CHM2210C CH 1-3 PDFkara lane100% (1)
- Assignments 15 16Документ2 страницыAssignments 15 16Mazhar3633% (3)
- HW 1 DSVДокумент3 страницыHW 1 DSVAnonymous 2xjDjAcZОценок пока нет
- Assignment 1Документ2 страницыAssignment 1ayushagarwal.techfestОценок пока нет
- Merchant's Circle NotsДокумент5 страницMerchant's Circle NotsSaravanan MathiОценок пока нет
- Mechanics of Metal Cutting: Tool EngineeringДокумент26 страницMechanics of Metal Cutting: Tool EngineeringChen WANYINGОценок пока нет
- Tutorial Sheet: 1 Manufacturing Science and Technology-IIДокумент2 страницыTutorial Sheet: 1 Manufacturing Science and Technology-IIDeepam ShyamОценок пока нет
- ME 338 Manufacturing Processes II HW#1Документ3 страницыME 338 Manufacturing Processes II HW#1jambu99Оценок пока нет
- Chapter Three: FUNDAMENTALS OF CUTTING PROCESS: The Common Feature Is The Use of A Cutting Tool To FormДокумент12 страницChapter Three: FUNDAMENTALS OF CUTTING PROCESS: The Common Feature Is The Use of A Cutting Tool To FormkidusОценок пока нет
- Assignment No1Документ2 страницыAssignment No1Thakur Kali DassОценок пока нет
- TA202 AssignmentsДокумент1 страницаTA202 AssignmentsBrajesh kumarОценок пока нет
- Oxley 1961Документ11 страницOxley 1961Carlos Heyser Villanueva RomanОценок пока нет
- Theory of Metal CuttingДокумент32 страницыTheory of Metal CuttingGagandeep Bhatia100% (1)
- SHEETSДокумент13 страницSHEETSXHaMzAXОценок пока нет
- U2: Metal Cutting TheoryДокумент32 страницыU2: Metal Cutting TheoryVansh puriОценок пока нет
- Production EnggДокумент41 страницаProduction EnggRinne UchihaОценок пока нет
- Exp 3 Effect of Speed and Feed in Orthogonal MachiningДокумент2 страницыExp 3 Effect of Speed and Feed in Orthogonal MachiningYasmin RedaОценок пока нет
- DOPT AssignmentДокумент6 страницDOPT AssignmentRabindra Kumar LakraОценок пока нет
- Hybrid Cutting Force Model for Titanium AlloysДокумент4 страницыHybrid Cutting Force Model for Titanium Alloysabdsu75Оценок пока нет
- 2b Week 7 Pre Test AnswersДокумент9 страниц2b Week 7 Pre Test AnswersKhushbu KumarОценок пока нет
- Comprehensive Simulation of Surface Texture For An End-Milling ProcessДокумент8 страницComprehensive Simulation of Surface Texture For An End-Milling Processirinuca12Оценок пока нет
- Tutorial - Metal Removal ProcessДокумент2 страницыTutorial - Metal Removal ProcessbananaОценок пока нет
- MC&TDДокумент4 страницыMC&TDGopal Krishan0% (1)
- Three Dimensional Cutting Force Analysis in End MillingДокумент11 страницThree Dimensional Cutting Force Analysis in End Millingamsubra8874Оценок пока нет
- Chapter-4: Metal Cutting Processes ExplainedДокумент24 страницыChapter-4: Metal Cutting Processes Explainedbhushan wandreОценок пока нет
- Predictive force model for ball-end millingДокумент14 страницPredictive force model for ball-end millingOscar RamónОценок пока нет
- Metal Cutting TheoryДокумент8 страницMetal Cutting TheorySheetal SoniОценок пока нет
- Assign 1 2012Документ2 страницыAssign 1 2012chiru1431Оценок пока нет
- Metal Cutting OperationsДокумент6 страницMetal Cutting OperationsNikhil SinghОценок пока нет
- Friction in Metal CuttingДокумент18 страницFriction in Metal Cuttingaj87_goswami71% (7)
- Real Time Drill Wear Estimation Based On Spindle Motor PowerДокумент7 страницReal Time Drill Wear Estimation Based On Spindle Motor PowerNguyen Danh TuyenОценок пока нет
- CIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavaДокумент4 страницыCIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavarajeshОценок пока нет
- Time 3 Hours Max. Marks: 100 : Roll No.Документ2 страницыTime 3 Hours Max. Marks: 100 : Roll No.Clash GodОценок пока нет
- Orthogonal Machining PDFДокумент6 страницOrthogonal Machining PDFManideep AnanthulaОценок пока нет
- Mechanics Tutorial - Lecture Notes ExamplesДокумент1 страницаMechanics Tutorial - Lecture Notes ExamplesChen WANYINGОценок пока нет
- Tan Tan Tan : Explain Why The Cutting Force, F, Increases With Increasing Depth of Cut and Decreasing Rake Angle?Документ1 страницаTan Tan Tan : Explain Why The Cutting Force, F, Increases With Increasing Depth of Cut and Decreasing Rake Angle?m8bm8bm8bОценок пока нет
- Ch-2 Force & Power in Metal CuttingДокумент43 страницыCh-2 Force & Power in Metal CuttingNimish JoshiОценок пока нет
- Manufacturing HW 1Документ1 страницаManufacturing HW 1pulkitsagarОценок пока нет
- Assignment 2Документ5 страницAssignment 2Hamlity SaintataОценок пока нет
- ME 338 Manufacturing Processes II HW#1Документ3 страницыME 338 Manufacturing Processes II HW#1Aditya DaveОценок пока нет
- Fundamentals of Machining MetalsДокумент1 страницаFundamentals of Machining Metalstomica06031969Оценок пока нет
- 01 Fundamentals of MachiningДокумент30 страниц01 Fundamentals of MachiningThiraj ShanilkaОценок пока нет
- Tutorial Sheet 3Документ2 страницыTutorial Sheet 3Ajay yadavОценок пока нет
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnДокумент6 страниц2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaОценок пока нет
- Part C: Production Techniques (ME C342) Open BookДокумент2 страницыPart C: Production Techniques (ME C342) Open BookpankazspamОценок пока нет
- 05 - Development of Ring Hoop Shear Test For The Mechanical Characterization of Tubular MaterialsДокумент7 страниц05 - Development of Ring Hoop Shear Test For The Mechanical Characterization of Tubular MaterialsAli KhalfallahОценок пока нет
- 2.2 Force, Power in Metal Cutting Q&A For StudentДокумент7 страниц2.2 Force, Power in Metal Cutting Q&A For StudentnikhilbathamОценок пока нет
- CH 3Документ10 страницCH 3alsltanyhasanОценок пока нет
- May 2015Документ20 страницMay 2015ManojKumar MОценок пока нет
- Chapter-1 ShavingДокумент3 страницыChapter-1 ShavingNikhil PrasannaОценок пока нет
- Cutting Force Modeling and Simulation of Tee Slot MillingДокумент6 страницCutting Force Modeling and Simulation of Tee Slot MillingJing YinОценок пока нет
- Tribology International: Bikash Chandra Behera, Sudarsan Ghosh, P. Venkateswara RaoДокумент13 страницTribology International: Bikash Chandra Behera, Sudarsan Ghosh, P. Venkateswara RaoAnonymous gM6RZL5lYdОценок пока нет
- Deber 1Документ15 страницDeber 1jmgavilanes0% (1)
- Wire Drawing Process Parameters and LimitsДокумент5 страницWire Drawing Process Parameters and Limitsaksgupta24Оценок пока нет
- Cat 2 Ear 306Документ4 страницыCat 2 Ear 306Mercy MerryОценок пока нет
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Earn rewards recycling e-waste with mobile appДокумент4 страницыEarn rewards recycling e-waste with mobile appVishnu GuptaОценок пока нет
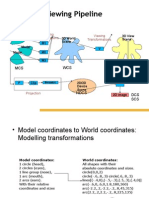
- Viewing Pipeline Modeling Transformations 3D WorldДокумент14 страницViewing Pipeline Modeling Transformations 3D WorldVishnu GuptaОценок пока нет
- Curriculum Vitae SummaryДокумент3 страницыCurriculum Vitae SummaryVishnu GuptaОценок пока нет
- Syllabus of CAM LabДокумент1 страницаSyllabus of CAM LabVishnu GuptaОценок пока нет
- Arunachal Pradesh SAPCCДокумент128 страницArunachal Pradesh SAPCCVishnu GuptaОценок пока нет
- Admit CardДокумент1 страницаAdmit CardVishnu GuptaОценок пока нет
- Xperia T2 Ultra Dual D5322 WP 1Документ24 страницыXperia T2 Ultra Dual D5322 WP 1Ivan ArriantoОценок пока нет
- Total Quality Management Dec Jan 2006Документ4 страницыTotal Quality Management Dec Jan 2006Vishnu GuptaОценок пока нет
- Dsheet10 2014Документ2 страницыDsheet10 2014Kartick RoyОценок пока нет
- Total Quality Management Dec Jan 2006Документ4 страницыTotal Quality Management Dec Jan 2006Vishnu GuptaОценок пока нет
- Xperia SP White PaperДокумент22 страницыXperia SP White PaperVishnu GuptaОценок пока нет
- SME021 3P0434Continuous CastingДокумент15 страницSME021 3P0434Continuous CastingRobert GriffinОценок пока нет
- Summer TrainingДокумент4 страницыSummer TrainingSeemaBhuyanОценок пока нет
- Summer Fellowship 2014Документ1 страницаSummer Fellowship 2014Vishnu GuptaОценок пока нет
- MECHДокумент64 страницыMECHVishnu GuptaОценок пока нет
- Amity School of Engineering & Technology B. Tech (MAE), V Semester BTM 505: Microprocessor Systems Assignment 1Документ1 страницаAmity School of Engineering & Technology B. Tech (MAE), V Semester BTM 505: Microprocessor Systems Assignment 1Vishnu GuptaОценок пока нет
- Riveted JointsДокумент8 страницRiveted JointsVishnu GuptaОценок пока нет
- LVDT Measures Deflection Using Magnetic CoreДокумент10 страницLVDT Measures Deflection Using Magnetic CoreVishnu GuptaОценок пока нет
- Btech Mae All Syllabus For Amity University RajasthanДокумент173 страницыBtech Mae All Syllabus For Amity University RajasthanVishnu Gupta0% (1)
- Essay TopicsДокумент2 страницыEssay TopicsVishnu GuptaОценок пока нет
- DBMS Viva QuestionsДокумент4 страницыDBMS Viva QuestionsVishnu GuptaОценок пока нет
- Forces in Equilibrium on Inclined PlanesДокумент16 страницForces in Equilibrium on Inclined PlanesPauling ChiaОценок пока нет
- Static Electricity and The Electric Company of VenezuelaДокумент4 страницыStatic Electricity and The Electric Company of VenezuelaEgalexander Jose Garcia MontalvoОценок пока нет
- Coastal Process StructureДокумент49 страницCoastal Process Structureshakirhamid6687Оценок пока нет
- Physics XII CH 11 Physics Assertion Reasoning Dual Nature of Radiation and MATTERДокумент8 страницPhysics XII CH 11 Physics Assertion Reasoning Dual Nature of Radiation and MATTERAshwinОценок пока нет
- MomДокумент61 страницаMomMOAZОценок пока нет
- Chemistry Class 12 Investigatorty ProjectДокумент24 страницыChemistry Class 12 Investigatorty Projectzeeshan khan زشان خانОценок пока нет
- 1986 - Arnold First Steps in Symplectic TopologyДокумент22 страницы1986 - Arnold First Steps in Symplectic TopologyJunjie Luo100% (1)
- Resource Letter - Van Der Waals and Casimir-Polder Forces PDFДокумент27 страницResource Letter - Van Der Waals and Casimir-Polder Forces PDFthelordxorОценок пока нет
- PULSE ACADEMY ELECTROSTATICS CLASS XII PHYSICS ASSIGNMENTДокумент6 страницPULSE ACADEMY ELECTROSTATICS CLASS XII PHYSICS ASSIGNMENTVijay Kumar SharmaОценок пока нет
- Types of Radio Waves and ApplicationsДокумент11 страницTypes of Radio Waves and Applicationsultra dubsОценок пока нет
- KELISTRIKAN RHVACДокумент5 страницKELISTRIKAN RHVACAlisa ZakiaОценок пока нет
- Ch5 - Cooling of Power Semiconductor Devices PDFДокумент56 страницCh5 - Cooling of Power Semiconductor Devices PDFmagicalmarshmallowОценок пока нет
- Chapter 38 - Photons and Matter WavesДокумент12 страницChapter 38 - Photons and Matter WavesVV Cephei100% (1)
- Fakultas Matematika dan Ilmu Pengetahuan Alam Institut Teknologi Bandung Studi Fisika Modul Tutorial 7 Gelombang ElektromagnetikДокумент4 страницыFakultas Matematika dan Ilmu Pengetahuan Alam Institut Teknologi Bandung Studi Fisika Modul Tutorial 7 Gelombang ElektromagnetikHazelnut ChocoОценок пока нет
- Emr/Esr/Epr Spectroscopy For Characterization of NanomaterialsДокумент183 страницыEmr/Esr/Epr Spectroscopy For Characterization of NanomaterialsRajendraОценок пока нет
- Classical Theory of Rayleigh and Raman Scattering 18pДокумент18 страницClassical Theory of Rayleigh and Raman Scattering 18psatishmaanОценок пока нет
- Chaptern3. Chemical Bonding & Stru 2Документ109 страницChaptern3. Chemical Bonding & Stru 2teklit100% (1)
- 9.moment of Inertia DefinitionДокумент22 страницы9.moment of Inertia DefinitionLady Alexandra Mendoza PascualОценок пока нет
- Analysis of BioCera Super Wash BallДокумент1 страницаAnalysis of BioCera Super Wash BallmjfinОценок пока нет
- Laplace TransformДокумент18 страницLaplace Transformmim16Оценок пока нет
- Rigid Frame Structural Analysis and DesignДокумент9 страницRigid Frame Structural Analysis and DesignFatima Khalid100% (1)
- MH1811 Final Exam 16-17 Sem 1Документ12 страницMH1811 Final Exam 16-17 Sem 1Mia SohОценок пока нет
- GoldenGate Phase Noise Ext v2Документ25 страницGoldenGate Phase Noise Ext v2RONALEDОценок пока нет