Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Effect of Microstructure and Precipitates On Mechanical Properties of Cr-Mo-V Alloy Steel With Different Austenitizing TemperaturesДокумент10 страницEffect of Microstructure and Precipitates On Mechanical Properties of Cr-Mo-V Alloy Steel With Different Austenitizing TemperaturesMilena StajicОценок пока нет
- Hydrite®UF 90: (Μm) 0.2 (Laser) 0.4 Screen ResidueДокумент1 страницаHydrite®UF 90: (Μm) 0.2 (Laser) 0.4 Screen ResidueDuc NguyenОценок пока нет
- WSHC Case Studies Chemical IndustryДокумент76 страницWSHC Case Studies Chemical IndustrySanthosh Kumar50% (2)
- Company Profile Sumou Al AwaelДокумент11 страницCompany Profile Sumou Al AwaelexcellencefoundationОценок пока нет
- PURY-P400-500YEM-A Service Manual EstaДокумент145 страницPURY-P400-500YEM-A Service Manual EstamikeОценок пока нет
- # Catalog Sistem Usi Culisante Sticla Classic 80-LДокумент10 страниц# Catalog Sistem Usi Culisante Sticla Classic 80-LLeon ConstantinОценок пока нет
- Book Chapter - High Temperature Corrosion of Intermetallic AlloysДокумент22 страницыBook Chapter - High Temperature Corrosion of Intermetallic AlloysFrederico FernandesОценок пока нет
- KERPEN Instrument CableДокумент16 страницKERPEN Instrument CableStaherОценок пока нет
- Soil Grout Bond StrengthДокумент13 страницSoil Grout Bond StrengthLee Tin YanОценок пока нет
- United States Patent (19) : Fisher, Both of Chester, All of VaДокумент4 страницыUnited States Patent (19) : Fisher, Both of Chester, All of VaCh PrasadОценок пока нет
- Process Industry Practices Piping: PIP PNSC0035 Steam Tracing SpecificationДокумент56 страницProcess Industry Practices Piping: PIP PNSC0035 Steam Tracing SpecificationromerobernaОценок пока нет
- Introduction To Production Planning and ControlДокумент28 страницIntroduction To Production Planning and ControlDr. Mahmoud Abbas Mahmoud Al-NaimiОценок пока нет
- Vacuum InterruptersДокумент17 страницVacuum InterruptersCARLOS LÓPEZОценок пока нет
- Dow Corning 732 Multi-Purpose Sealant: Product InformationДокумент2 страницыDow Corning 732 Multi-Purpose Sealant: Product InformationProject Sales CorpОценок пока нет
- Compact Temperature Calibrator CTC 155 350 660 1205 Reference Manual UsДокумент63 страницыCompact Temperature Calibrator CTC 155 350 660 1205 Reference Manual UsSmith CBОценок пока нет
- Jorge e Ramalho, Lda.: High Standard CutleryДокумент6 страницJorge e Ramalho, Lda.: High Standard CutleryGeafir NicoletaОценок пока нет
- Super Duplex Stainless Steel PipesДокумент3 страницыSuper Duplex Stainless Steel Pipeskumar sandeepОценок пока нет
- NDT Product ListДокумент24 страницыNDT Product ListdarouichОценок пока нет
- SAVANNAHSPASДокумент29 страницSAVANNAHSPASeriechris80% (5)
- Tps 3920 CNC Lathe MachineДокумент48 страницTps 3920 CNC Lathe MachineAbdul Adavuruku Okinobanyi80% (5)
- 2.molykote 1000Документ11 страниц2.molykote 1000pichet33Оценок пока нет
- Design of Self Balanced Lifting TackleДокумент56 страницDesign of Self Balanced Lifting TackleDhanuОценок пока нет
- BS en 14303-2009Документ38 страницBS en 14303-2009Iveel PurevdorjОценок пока нет
- E WasteДокумент10 страницE WasteVarsha RkОценок пока нет
- Orientation Meeting For Chemical Reaction Engineering IIДокумент3 страницыOrientation Meeting For Chemical Reaction Engineering IIHarshali ParabОценок пока нет
- Tigris Gas Manual en FinalДокумент14 страницTigris Gas Manual en FinalLuis13956353Оценок пока нет
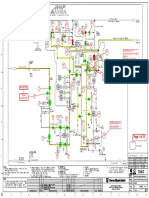
- Sample of P&ID Marked Up DrawingДокумент11 страницSample of P&ID Marked Up DrawingToniОценок пока нет
- What Is An Ufer GroundДокумент7 страницWhat Is An Ufer GroundhendrexОценок пока нет
- Solar Technology: Seminar ContentsДокумент19 страницSolar Technology: Seminar ContentsObichere OnyekachiОценок пока нет
- 1 Toth Opt SecДокумент12 страниц1 Toth Opt SeccoolerthanhumphreyОценок пока нет