Вам также может понравиться
- Procedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadДокумент12 страницProcedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadEdgar Coavas Pérez0% (1)
- TermofusiónДокумент6 страницTermofusiónAnonymous st2DX4Оценок пока нет
- ASTM D 2620. TraducciondocxДокумент3 страницыASTM D 2620. TraducciondocxWladimir Melo AranedaОценок пока нет
- Traccion HdpeДокумент11 страницTraccion HdpeMaicol Nestares75% (4)
- Calidad en Tuberia HdpeДокумент9 страницCalidad en Tuberia HdpeChelsito CH M100% (1)
- Procedimiento de TermofusionДокумент15 страницProcedimiento de TermofusionLuis CONDORI SOTO86% (7)
- Bps-Hdpe Todo Acero PDFДокумент1 страницаBps-Hdpe Todo Acero PDFtobiasОценок пока нет
- Prueba HidrostaticaДокумент16 страницPrueba Hidrostaticaalice ancota100% (1)
- Plan de Calidad Tuberias HDPEДокумент9 страницPlan de Calidad Tuberias HDPERoggers Cayllahua Gutierrez100% (1)
- NORMA ASTM F2620-13 Espanol y DestacadosДокумент29 страницNORMA ASTM F2620-13 Espanol y DestacadosJorge Luis Flores Olivos100% (5)
- Inspección en Tubería HDPEДокумент28 страницInspección en Tubería HDPEFelipe Gutiérrez Donoso100% (2)
- Calculo de La Presión de FusiónДокумент6 страницCalculo de La Presión de FusiónJohnny Condori Marcapura100% (1)
- ASTM D2657 07.en - EsДокумент7 страницASTM D2657 07.en - EsOlga Sandoval RomeroОценок пока нет
- WPS PQR ElectrofusiónДокумент2 страницыWPS PQR ElectrofusiónDemetrio RodriguezОценок пока нет
- Procedimiento Pega de Tuberias Hdpe Con TermofusionДокумент19 страницProcedimiento Pega de Tuberias Hdpe Con TermofusionDiego Molina Chavez100% (2)
- Extrucol Pasos ElectrofusionДокумент47 страницExtrucol Pasos ElectrofusionCarlos Lopez100% (2)
- 105-20076-S37376-PRO-975-Q-0009 Procedimiento de Soldadura Por Termofusi. ObsДокумент23 страницы105-20076-S37376-PRO-975-Q-0009 Procedimiento de Soldadura Por Termofusi. ObsMostaceroDiazWislerОценок пока нет
- Procedimiento de Termofusión Tubería HdpeДокумент38 страницProcedimiento de Termofusión Tubería Hdpelorevicto90% (10)
- 022 - Control de Juntas de Hdpe Por TermofusiónДокумент1 страница022 - Control de Juntas de Hdpe Por TermofusiónvardogerОценок пока нет
- Hyr-O-Pr-00070 Soldadura Por Electrofusion en Tuberias HdpeДокумент16 страницHyr-O-Pr-00070 Soldadura Por Electrofusion en Tuberias HdpeJhonel Molleapaza100% (1)
- Calculo de La Presion de Fusion-HdpeДокумент2 страницыCalculo de La Presion de Fusion-HdpeCesar Diestro Marocho0% (2)
- Tabla de Datos de Soldadura RothenbergerДокумент9 страницTabla de Datos de Soldadura RothenbergerHeber Herrera0% (1)
- 1 Procedimiento Tuberia HDPEДокумент23 страницы1 Procedimiento Tuberia HDPEAndres Muñoz NievasОценок пока нет
- Pets 003 Soldeo de HdpeДокумент22 страницыPets 003 Soldeo de Hdpecliff8150% (2)
- Po-hb-057-Procedimiento de Instalacion de Tuberia HdpeДокумент15 страницPo-hb-057-Procedimiento de Instalacion de Tuberia HdpedavidavaloОценок пока нет
- 2.0 Calificación de Operadores Termofusión HdpeДокумент167 страниц2.0 Calificación de Operadores Termofusión Hdpejuan100% (3)
- Certificacion Tecnica Equipo de TermofusionДокумент1 страницаCertificacion Tecnica Equipo de TermofusionSheyla Diaz100% (2)
- Procedimiento de Pruebas HidrostaticasДокумент26 страницProcedimiento de Pruebas HidrostaticasJavier Albuja Zarria0% (1)
- Procedimiento HDPEДокумент7 страницProcedimiento HDPEalpes1100% (3)
- PRO-PRE-025 Soldadura de Termofusión de HDPE Rev.AДокумент16 страницPRO-PRE-025 Soldadura de Termofusión de HDPE Rev.AGonzalo Yañez100% (1)
- Manual de Termofusión Tuberia HDPДокумент92 страницыManual de Termofusión Tuberia HDPErick Yañez Portal83% (6)
- Pie-005 - 5 Pie Cañerias HdpeДокумент2 страницыPie-005 - 5 Pie Cañerias HdpeJose Dario Miranda Herrera100% (1)
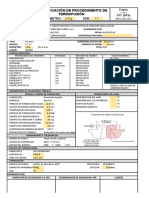
- QC-MT-028 Registro de Calificación de Procedimiento HDPE (BPQR) - V0Документ1 страницаQC-MT-028 Registro de Calificación de Procedimiento HDPE (BPQR) - V0eddy vilcaОценок пока нет
- Procedimiento Prueba Neumatica EC PCD 050Документ5 страницProcedimiento Prueba Neumatica EC PCD 050Vicoq100% (1)
- Plan Prueba HidrostaticaДокумент16 страницPlan Prueba HidrostaticaGabriel Herrera RiveraОценок пока нет
- 02 Protocolo Soldadura HDPEДокумент19 страниц02 Protocolo Soldadura HDPELiseti Pamela Diaz Caminada56% (9)
- Termofusion Dvs 2207-1 Interpretación PDFДокумент29 страницTermofusion Dvs 2207-1 Interpretación PDFCristhian Andres100% (1)
- ASME IX - Part QF Plastic FusingДокумент4 страницыASME IX - Part QF Plastic FusingpercivalОценок пока нет
- TERMOFUSIONДокумент33 страницыTERMOFUSIONMilton Corimayo Blas50% (2)
- Ppi HdpeДокумент3 страницыPpi Hdpejnu6mnju6njОценок пока нет
- Reduccion de Tiempo de Enfriamiento de FusionДокумент6 страницReduccion de Tiempo de Enfriamiento de FusionJohnny Condori MarcapuraОценок пока нет
- Procedimiento Termofusión - Rev.0Документ14 страницProcedimiento Termofusión - Rev.0CBV Solution EngineeringОценок пока нет
- Procedimiento de Termofusion Tuberia HdpeДокумент41 страницаProcedimiento de Termofusion Tuberia HdpeOliver RomeroОценок пока нет
- ASME IX-plastic FusingДокумент27 страницASME IX-plastic FusingAlex Dela Cruz100% (4)
- ASME IX PART QF Rev 2 - 04-10-2020Документ223 страницыASME IX PART QF Rev 2 - 04-10-2020Rene CALLIRI MAQUERA88% (8)
- BPS HdpeДокумент2 страницыBPS Hdperfm2380% (5)
- Medicion de Espesores en Tuberia de HdpeДокумент2 страницыMedicion de Espesores en Tuberia de HdpeWilly Franco Correa Bautista100% (1)
- 1-Instalación y Control de Calidad PDFДокумент25 страниц1-Instalación y Control de Calidad PDFRobertoChávezОценок пока нет
- Ritmo School PDFДокумент45 страницRitmo School PDFjiesuaОценок пока нет
- HdpeДокумент41 страницаHdpeMarx Engels Cano HerreraОценок пока нет
- Protocolo de Hdpe Inspección VisualДокумент2 страницыProtocolo de Hdpe Inspección Visualtobias100% (10)
- Fiansa-Mec-005 Procedimiento de Prueba de VacioДокумент8 страницFiansa-Mec-005 Procedimiento de Prueba de VacioLuis CONDORI SOTOОценок пока нет
- Trabajos de Pruebas HidrostaticasДокумент11 страницTrabajos de Pruebas HidrostaticasBenjamin Navarro67% (3)
- Tuberías HDPEДокумент57 страницTuberías HDPEĚ͈̞̟͎̪̘̠̱͎͔̰͗̈́̆̔͒̆́̑̚l͍̥̪͓͚̜̞̜͕̝͔̇́͂̑̇̒́̍́̃͒̑̍̋ͅŏ͓̞̝̟͕̪͍̰͍̘͈̱̦̾̆̔͊́̅͐y̝͓̭͓͖͓̦͖̜̩̬̟̝̩̗̏͗̊̉͊͌̔̋̈ Ě͈̞̟͎̪̘̠̱͎͔̰͗̈́̆̔͒̆́̑̚l͍̥̪͓͚̜̞̜͕̝͔̇́͂̑̇̒́̍́̃͒̑̍̋ͅŏ͓̞̝̟͕̪͍̰͍̘͈̱̦̾̆̔͊́̅͐y̝͓̭͓͖͓̦͖̜̩̬̟̝̩̗̏͗̊̉͊͌̔̋̈Оценок пока нет
- 2E Termofusion PEДокумент122 страницы2E Termofusion PEcarlos velasquez guzmanОценок пока нет
- PLH-PE-04-01 Soldadura Termoplasticos Butt Welding Rev.5Документ12 страницPLH-PE-04-01 Soldadura Termoplasticos Butt Welding Rev.5Isabel GutiérrezОценок пока нет
- Procedimiento de Hot TappingДокумент10 страницProcedimiento de Hot TappingRafaelLopezSalazar100% (1)
- Termofusion - ProcedimientoДокумент9 страницTermofusion - ProcedimientoSantiago CruzadoОценок пока нет
- PLH-PE-04-02 Soldadura Termoplasticos Socket Welding Rev.4Документ10 страницPLH-PE-04-02 Soldadura Termoplasticos Socket Welding Rev.4Isabel GutiérrezОценок пока нет
- TC & RTD - Montaje de Medidores de TemperaturaДокумент6 страницTC & RTD - Montaje de Medidores de Temperaturaantonio gutierrezОценок пока нет
- Especificaciones Tecnicas de GasДокумент16 страницEspecificaciones Tecnicas de GasIsaias Quispe RuizОценок пока нет
- 2 FGPR - 010 - 06 - Acta de Constitución Del ProyectoДокумент2 страницы2 FGPR - 010 - 06 - Acta de Constitución Del ProyectoIsaias Quispe RuizОценок пока нет
- 1.2 - Análisis de Falla CircularДокумент1 страница1.2 - Análisis de Falla CircularIsaias Quispe RuizОценок пока нет
- 1.1 - Ángulo de ReposoДокумент1 страница1.1 - Ángulo de ReposoIsaias Quispe RuizОценок пока нет
- CGPR2 - 020 - 01 AlcanceДокумент2 страницыCGPR2 - 020 - 01 AlcanceIsaias Quispe RuizОценок пока нет
- ActaДокумент1 страницаActaFIMSKATE123Оценок пока нет
- Catalogo 2Документ5 страницCatalogo 2Isaias Quispe RuizОценок пока нет
- Analisis EmboquilladoДокумент46 страницAnalisis EmboquilladoEvv Ingenieros50% (4)
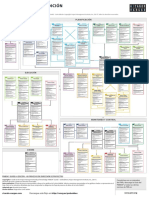
- Ricardo Vargas Simplified Pmbok Flow 6ed Color ES-A3Документ1 страницаRicardo Vargas Simplified Pmbok Flow 6ed Color ES-A3rmendoza85Оценок пока нет
- Ricardo Vargas Simplified Pmbok Flow 6ed Color ES-A3Документ1 страницаRicardo Vargas Simplified Pmbok Flow 6ed Color ES-A3rmendoza85Оценок пока нет
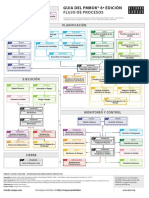
- Flujos de Los Procesos PMBOK 6ta EdicionДокумент1 страницаFlujos de Los Procesos PMBOK 6ta EdicionMichael Barbaran Leal100% (3)
- Seguridad y Salud RestaurantДокумент4 страницыSeguridad y Salud RestaurantJonathan SteevenОценок пока нет
- Tratamiento Geotecnico de La Fundacion de Presa Ramal Mediante Inyecciones Cementicias PDFДокумент17 страницTratamiento Geotecnico de La Fundacion de Presa Ramal Mediante Inyecciones Cementicias PDFIvan Alarcón ManiniОценок пока нет
- Ricardo Vargas Simplified Pmbok Flow 6ed Color ES-A3Документ1 страницаRicardo Vargas Simplified Pmbok Flow 6ed Color ES-A3rmendoza85Оценок пока нет
- Estudio Hidrologico AntaДокумент11 страницEstudio Hidrologico AntaJuan Carlos PeñaОценок пока нет
- HazopДокумент4 страницыHazopsdserraОценок пока нет
- Colchon DisipadorДокумент3 страницыColchon DisipadorIsaias Quispe RuizОценок пока нет
- Sistema de Alimentador de Cal O. CIVIL1-obras Civiles PDFДокумент1 страницаSistema de Alimentador de Cal O. CIVIL1-obras Civiles PDFIsaias Quispe RuizОценок пока нет
- Modulo de AlmacenamientoДокумент2 страницыModulo de AlmacenamientoIsaias Quispe RuizОценок пока нет
- 4.2 Apu Lineas y Redes de AlcantarilladoДокумент40 страниц4.2 Apu Lineas y Redes de AlcantarilladoYury Rai Carrion AcuñaОценок пока нет
- Evaluación Alcantarillas Talleres - CurvaДокумент1 страницаEvaluación Alcantarillas Talleres - CurvaIsaias Quispe RuizОценок пока нет
- 5B3 - 5B4 D SecciónДокумент1 страница5B3 - 5B4 D SecciónIsaias Quispe RuizОценок пока нет
- Calculos Disipador de Impacto - Usbr Tipo ViДокумент2 страницыCalculos Disipador de Impacto - Usbr Tipo ViIsaias Quispe RuizОценок пока нет
- Evaluación Alcantarillas Talleres - NivelesДокумент1 страницаEvaluación Alcantarillas Talleres - NivelesIsaias Quispe RuizОценок пока нет
- Manual de Instalacion-GdaДокумент22 страницыManual de Instalacion-Gdaluis grecoОценок пока нет
- KP-SP-0-066 Rev A Puente de ConcretoДокумент16 страницKP-SP-0-066 Rev A Puente de ConcretoIsaias Quispe RuizОценок пока нет
- ET Geotextil NT NW027M - Tip - 2013 Abr PDFДокумент1 страницаET Geotextil NT NW027M - Tip - 2013 Abr PDFMiguel Saavedra RegaladoОценок пока нет
- Cálculo HidráulicoДокумент2 страницыCálculo HidráulicoIsaias Quispe RuizОценок пока нет
- GeosinteticosДокумент8 страницGeosinteticosIsaias Quispe RuizОценок пока нет
- Guía Del Estudiante 4Документ9 страницGuía Del Estudiante 4Isaias Quispe RuizОценок пока нет
- Matriz de Riesgo Consorcio ExpressДокумент18 страницMatriz de Riesgo Consorcio ExpressHabitaciones Amobladas MedellinОценок пока нет
- La Regresión Hipnótica Psicología o Fraude (Artículo) Autor Luis F. Díaz VilelaДокумент4 страницыLa Regresión Hipnótica Psicología o Fraude (Artículo) Autor Luis F. Díaz Vilelacarlos alfaro maciasОценок пока нет
- Sexto Biologia Semana 11Документ6 страницSexto Biologia Semana 11Jhonatan MurielОценок пока нет
- Análisis de Psicológico de La Película Mejor ImposibleДокумент3 страницыAnálisis de Psicológico de La Película Mejor ImposibleIl Luviano100% (4)
- Conducta Inadecuad 2018Документ2 страницыConducta Inadecuad 2018Cecilia MAОценок пока нет
- Productos de Hojas de Coca Elaborados en Bolivia Mate de Hojas de CocaДокумент1 страницаProductos de Hojas de Coca Elaborados en Bolivia Mate de Hojas de CocadianaОценок пока нет
- Convenio Colectivo de Trabajo Utedyc 736Документ20 страницConvenio Colectivo de Trabajo Utedyc 736DanielaОценок пока нет
- Carbopol y Excipiente Acofar Gel Carb MeroДокумент4 страницыCarbopol y Excipiente Acofar Gel Carb MeroDavidMiñanPacheco0% (1)
- Taller 3 UNRN Hidrocarburos Estructura PropiedadesДокумент6 страницTaller 3 UNRN Hidrocarburos Estructura PropiedadesMore.e LopezОценок пока нет
- Ingenieria de Alimentos - Sharma PDFДокумент358 страницIngenieria de Alimentos - Sharma PDFAnonymous C06P6LXh9100% (1)
- Análisis de Precios Unitarios: PáginaДокумент68 страницAnálisis de Precios Unitarios: PáginaMATEMATICAS “PROBLEMAS A PROBLEMITAS”Оценок пока нет
- Liofilización de AlimentosДокумент62 страницыLiofilización de AlimentosEJ100% (1)
- Credo Mutwa Zulú ChamánДокумент9 страницCredo Mutwa Zulú ChamánScribdTranslationsОценок пока нет
- Documento Calculos de Juego MecanicoДокумент33 страницыDocumento Calculos de Juego MecanicoMarvin NajarroОценок пока нет
- Preguntas ImpactosДокумент2 страницыPreguntas ImpactosRuth Cercado CerdánОценок пока нет
- Análisis Fisicokimico Del Agua para ConcretoДокумент12 страницAnálisis Fisicokimico Del Agua para ConcretoOrlando Moreno AlcantaraОценок пока нет
- Casanova El Método Psicoanalítico de La SeducciónДокумент18 страницCasanova El Método Psicoanalítico de La Seducciónraul100% (3)
- Volcan Nevado Del RuizДокумент1 страницаVolcan Nevado Del RuizDAVID ORLANDO MURCIA BARRERAОценок пока нет
- Abordaje en CuttingДокумент58 страницAbordaje en CuttingAlberto Vilca100% (1)
- Liquidacion Servicios Publicos IquemДокумент2 страницыLiquidacion Servicios Publicos IquemRosa MejiaОценок пока нет
- Taller LacteosДокумент25 страницTaller LacteosEdwin Estiben Perilla SalgadoОценок пока нет
- Como Identificar, Definir o Evaluar La ConductaДокумент33 страницыComo Identificar, Definir o Evaluar La ConductaAngyJiménez100% (2)
- Proyecto de Inversion para Una Planta de Secado de FrutasДокумент108 страницProyecto de Inversion para Una Planta de Secado de FrutasJulio Cesar Menacho SanchezОценок пока нет
- Informe - Extracción Vegetal Del ADNДокумент7 страницInforme - Extracción Vegetal Del ADNFlavia Fernanda Huertos rojasОценок пока нет
- Alumna: Gabriela de Los Ángeles Fonseca Medina. Asignatura: Biología y Conducta. Profesora: Xiomara RodríguezДокумент13 страницAlumna: Gabriela de Los Ángeles Fonseca Medina. Asignatura: Biología y Conducta. Profesora: Xiomara RodríguezVanessa Guizelly OLVEA ZAPANAОценок пока нет
- Informe Primera Fase - Organiza ProvДокумент68 страницInforme Primera Fase - Organiza Provjose ortizОценок пока нет
- Certificado LunaДокумент2 страницыCertificado LunaJulian PerezОценок пока нет
- ANTROPOLOGIA PSICOLOGICA-fase 1Документ4 страницыANTROPOLOGIA PSICOLOGICA-fase 1maneortega28Оценок пока нет
- Accidente #3 Oscar AlmirronДокумент5 страницAccidente #3 Oscar Almirronmiguel sotoОценок пока нет
- RAP 135 Capitulo C - Instrumentos y EquiposДокумент17 страницRAP 135 Capitulo C - Instrumentos y Equipossergiolopez23Оценок пока нет