Вам также может понравиться
- Design of CamshaftДокумент49 страницDesign of CamshaftAbijit GudaОценок пока нет
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesОт EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesРейтинг: 5 из 5 звезд5/5 (1)
- CAD 11-15 ME4I (2)Документ8 страницCAD 11-15 ME4I (2)karanvairagade18Оценок пока нет
- Report of Cam ShaftДокумент85 страницReport of Cam ShaftkotoyayОценок пока нет
- Machine Shop CNCДокумент28 страницMachine Shop CNCSonia rajpuroitОценок пока нет
- Design & Analysis of Cam ShaftДокумент38 страницDesign & Analysis of Cam ShaftVijiОценок пока нет
- Cam TerminologyДокумент8 страницCam TerminologychasestarОценок пока нет
- Crankshaft, crosshead and bearing constructionДокумент47 страницCrankshaft, crosshead and bearing constructionMeghanath Adkonkar0% (1)
- Crankshaft Function and DesignДокумент26 страницCrankshaft Function and DesignMohammed SaleemОценок пока нет
- Cam ViceДокумент50 страницCam ViceAakash Dindigul100% (1)
- The BG Tuning ManualДокумент13 страницThe BG Tuning Manuald_u_i_l_i_o100% (1)
- Camshaft - TerminologyДокумент7 страницCamshaft - Terminologyvmgobinath67% (3)
- Crankshaft Manufacturing Process ExplainedДокумент57 страницCrankshaft Manufacturing Process Explainedionut_bordeianu5534Оценок пока нет
- WHEELINGДокумент57 страницWHEELINGEcone666Оценок пока нет
- Finite Element Analysis of A Cam ShaftДокумент4 страницыFinite Element Analysis of A Cam ShaftNaresh DamaОценок пока нет
- Computer Controlled Machine Maintenance (Mechanical) FailuresДокумент23 страницыComputer Controlled Machine Maintenance (Mechanical) Failuressank_knasОценок пока нет
- Kinematics of Cams: Cams With Different Follower MotionДокумент76 страницKinematics of Cams: Cams With Different Follower MotionMPee Finance SumerpurОценок пока нет
- Diesel Engine ComponentДокумент22 страницыDiesel Engine ComponentRahul KumarОценок пока нет
- Followers Can Be Classified Based On - Type of Surface Contact Between Cam and Follower - Type of Follower Motion - Line of Motion of FollowersДокумент25 страницFollowers Can Be Classified Based On - Type of Surface Contact Between Cam and Follower - Type of Follower Motion - Line of Motion of FollowersN NandiniОценок пока нет
- Unit-II The LatheДокумент14 страницUnit-II The LatheThulasi RamОценок пока нет
- 译文 - 摆线针轮减速机Cycloidal pin wheel reducerДокумент10 страниц译文 - 摆线针轮减速机Cycloidal pin wheel reducerVocal SamirОценок пока нет
- Executive Summary Turret Link Pin Assembly - 220809 - 185040Документ7 страницExecutive Summary Turret Link Pin Assembly - 220809 - 185040T ThirumuruganОценок пока нет
- CrankshaftДокумент12 страницCrankshaftbereket tekleОценок пока нет
- Cam DesignДокумент3 страницыCam DesignJoe KenyonОценок пока нет
- Prepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The FollowerДокумент11 страницPrepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The Followerkiran_wakchaureОценок пока нет
- Heavy Weld ShopДокумент6 страницHeavy Weld Shopyogendra singhОценок пока нет
- A Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageДокумент19 страницA Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageTara NafihОценок пока нет
- Bearing LayoutДокумент30 страницBearing LayoutmayasfaresОценок пока нет
- Internship Presentation: By:-Rahul Sharma ROLL NO: - 18394Документ25 страницInternship Presentation: By:-Rahul Sharma ROLL NO: - 18394Rahul SharmaОценок пока нет
- Section 18: Illustrated Source Book Mechanical ComponentsДокумент46 страницSection 18: Illustrated Source Book Mechanical ComponentsLijo ThoamsОценок пока нет
- Thermal Engineering I MANUALДокумент35 страницThermal Engineering I MANUALKalpit KauraseОценок пока нет
- Radha Govind Engineering College: Faculty Name: Mr. K K MauryaДокумент11 страницRadha Govind Engineering College: Faculty Name: Mr. K K Mauryaapi-19787320Оценок пока нет
- Motors PresentationДокумент38 страницMotors PresentationnjileoОценок пока нет
- Design and Fabrication of A Model Jet Engine (Sivani 150) : JournalДокумент9 страницDesign and Fabrication of A Model Jet Engine (Sivani 150) : JournalJorge100% (1)
- CAMSHAFT (Machining) : A Project Report ONДокумент21 страницаCAMSHAFT (Machining) : A Project Report ONDHRUV SINGHALОценок пока нет
- CAMSHAFT (Machining) : A Project Report ONДокумент21 страницаCAMSHAFT (Machining) : A Project Report ONDHRUV SINGHALОценок пока нет
- Understanding Tapered Roller BearingsДокумент75 страницUnderstanding Tapered Roller Bearingsamir8100Оценок пока нет
- CamДокумент30 страницCamShangarab BeraОценок пока нет
- Cams and FollowerДокумент63 страницыCams and FollowerPawanNagdaОценок пока нет
- Ch-6 CamsasДокумент25 страницCh-6 CamsasHaider AliОценок пока нет
- Engine ConstructionДокумент89 страницEngine ConstructionVinod Cf Cruz100% (2)
- Discussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramДокумент11 страницDiscussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramMani RajОценок пока нет
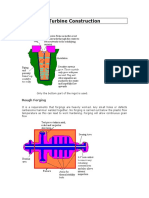
- Turbine ConstructionДокумент7 страницTurbine ConstructionPrasannaОценок пока нет
- Trunk Piston Engine The Crank ShaftДокумент10 страницTrunk Piston Engine The Crank ShaftAayush AgrawalОценок пока нет
- RC Airplane Engine PlansДокумент8 страницRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- 02P - Group 3 - Lab 3 PDFДокумент18 страниц02P - Group 3 - Lab 3 PDFadidas tempoОценок пока нет
- Cam and FollowerДокумент38 страницCam and Follower1blank100% (4)
- New Rolling Method of Reversing Cold Rolling MillДокумент10 страницNew Rolling Method of Reversing Cold Rolling MillVikas SharmaОценок пока нет
- Industrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentДокумент19 страницIndustrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentVeer PatelОценок пока нет
- Steel Melting ShopДокумент21 страницаSteel Melting ShopAnjan Dey0% (1)
- Build Your Own TurbineДокумент16 страницBuild Your Own TurbineJack D'Roca100% (5)
- Fabrication of Cylindrical Cam Shaper MachineДокумент11 страницFabrication of Cylindrical Cam Shaper MachineretechОценок пока нет
- How to Choose the Right Performance CamshaftДокумент8 страницHow to Choose the Right Performance CamshaftMichael Buff GОценок пока нет
- KOM Unit-4Документ12 страницKOM Unit-4puneethОценок пока нет
- Crankshaft Construction DesignДокумент10 страницCrankshaft Construction DesignChockalingam AthilingamОценок пока нет
- Engine Base & BlockДокумент47 страницEngine Base & Blockkr_abhijeet7235658750% (2)
- Cam 1Документ20 страницCam 1rajroshansatapathyОценок пока нет
- The Diesel LocomotiveДокумент24 страницыThe Diesel LocomotivePool KingОценок пока нет
- CIRC 314-AN 178 INP EN EDENPROD 195309 v1Документ34 страницыCIRC 314-AN 178 INP EN EDENPROD 195309 v1xloriki_100% (1)
- Internal Audit ChecklistДокумент18 страницInternal Audit ChecklistAkhilesh Kumar75% (4)
- 2 Scour VentДокумент8 страниц2 Scour VentPrachi TaoriОценок пока нет
- Panasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Документ39 страницPanasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Gordon Elder100% (5)
- VA TearDownДокумент5 страницVA TearDownfaj_larcfave5149Оценок пока нет
- Monodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFДокумент11 страницMonodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFfishvalОценок пока нет
- Usjr Temfacil Balance of Work Schedule Aug 25, 2022Документ5 страницUsjr Temfacil Balance of Work Schedule Aug 25, 2022Maribeth PalumarОценок пока нет
- Madu Rash Tak AmДокумент4 страницыMadu Rash Tak AmAdv. Govind S. TehareОценок пока нет
- Awakening The MindДокумент21 страницаAwakening The MindhhhumОценок пока нет
- Helmitin R 14030Документ3 страницыHelmitin R 14030katie.snapeОценок пока нет
- Brochure Personal CareДокумент38 страницBrochure Personal CarechayanunОценок пока нет
- Asian Paints Tile Grout Cement BasedДокумент2 страницыAsian Paints Tile Grout Cement Basedgirish sundarОценок пока нет
- BCP-8000 User's ManualДокумент36 страницBCP-8000 User's ManualAsad PatelОценок пока нет
- DENSO COMMON RAIL INJECTOR REPAIR GUIDEДокумент22 страницыDENSO COMMON RAIL INJECTOR REPAIR GUIDEMarcoОценок пока нет
- Crew Served WeaponsДокумент11 страницCrew Served WeaponsKyle Fagin100% (1)
- Retaining Wall-Masonry Design and Calculation SpreadsheetДокумент6 страницRetaining Wall-Masonry Design and Calculation SpreadsheetfarrukhОценок пока нет
- Aircraft Design Project 2Документ80 страницAircraft Design Project 2Technology Informer90% (21)
- Clean Milk ProductionДокумент19 страницClean Milk ProductionMohammad Ashraf Paul100% (3)
- CG Module 1 NotesДокумент64 страницыCG Module 1 Notesmanjot singhОценок пока нет
- Convocation ProgramДокумент125 страницConvocation ProgramZirak TayebОценок пока нет
- T9001 T9002 T9003 T9004: Tecn# Originator Title Aging Status of TecnДокумент2 страницыT9001 T9002 T9003 T9004: Tecn# Originator Title Aging Status of TecnThanalachmy GopiОценок пока нет
- Letter of MotivationДокумент4 страницыLetter of Motivationjawad khalidОценок пока нет
- Lesson Plan: Lesson: Projectiles Without Air ResistanceДокумент4 страницыLesson Plan: Lesson: Projectiles Without Air ResistanceeltytanОценок пока нет
- FST Handbook 2014-Final Copy 1 PDFДокумент382 страницыFST Handbook 2014-Final Copy 1 PDFDelvon DownerОценок пока нет
- مقدمةДокумент5 страницمقدمةMahmoud MadanyОценок пока нет
- IEEE T&D Insulators 101 Design CriteriaДокумент84 страницыIEEE T&D Insulators 101 Design Criteriasachin HUОценок пока нет
- 24.postpartum Period-Physiological Changes in The MotherДокумент16 страниц24.postpartum Period-Physiological Changes in The MotherHem KumariОценок пока нет
- Antonovsky (1979)Документ280 страницAntonovsky (1979)M.Fakhrul Kurnia100% (1)
- Material and Energy Balance: PN Husna Binti ZulkiflyДокумент108 страницMaterial and Energy Balance: PN Husna Binti ZulkiflyFiras 01Оценок пока нет
- VivsayamДокумент87 страницVivsayamvalarumsakthi100% (2)
- Certified Solidworks Professional Advanced Weldments Exam PreparationОт EverandCertified Solidworks Professional Advanced Weldments Exam PreparationРейтинг: 5 из 5 звезд5/5 (1)
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.От EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Оценок пока нет
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)От EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Рейтинг: 5 из 5 звезд5/5 (2)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsОт EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsОценок пока нет
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressОт EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressРейтинг: 5 из 5 звезд5/5 (1)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)От EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Рейтинг: 4.5 из 5 звезд4.5/5 (5)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsОт EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsРейтинг: 5 из 5 звезд5/5 (1)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersОт EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersОценок пока нет