Вам также может понравиться
- Microwave in MetallurgyДокумент6 страницMicrowave in MetallurgySteven Dzioba100% (1)
- Chemistry12th HSC (Maharashtra State Board) Textbook !Документ362 страницыChemistry12th HSC (Maharashtra State Board) Textbook !Ayush50% (2)
- Rivet and Riveted Joints PDFДокумент39 страницRivet and Riveted Joints PDFCharu Duggal67% (3)
- General Principles ProcessesДокумент19 страницGeneral Principles ProcessesAnand MurugananthamОценок пока нет
- Aws c2.25 2002 Thermal Spray Feedstock PDFДокумент27 страницAws c2.25 2002 Thermal Spray Feedstock PDFneyzaОценок пока нет
- 1 BioleachingДокумент424 страницы1 BioleachingAhmed AliОценок пока нет
- Refining and Treatment of Palladium From Secondary ResourcesДокумент7 страницRefining and Treatment of Palladium From Secondary ResourcesAFLAC ............Оценок пока нет
- Astm B805Документ7 страницAstm B805Jonicus-DextoreОценок пока нет
- Inorganic ChemistryДокумент23 страницыInorganic ChemistryYeabsira AdebabayОценок пока нет
- Transport of Metals by Hydrothermal FluidsДокумент13 страницTransport of Metals by Hydrothermal FluidsTpomaОценок пока нет
- Alkaline Sulfide Recovery of GoldДокумент13 страницAlkaline Sulfide Recovery of GoldAFLAC ............100% (1)
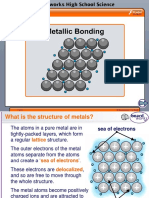
- Metallic BondingДокумент6 страницMetallic Bonding胡佳玲Оценок пока нет
- Oxidation and ReductionДокумент26 страницOxidation and ReductionSazzad TanimОценок пока нет
- Hydrometallurgy of GoldДокумент10 страницHydrometallurgy of GoldSteven TremolОценок пока нет
- Desulphurization by Slag TreatmentДокумент22 страницыDesulphurization by Slag TreatmentanandvinaygeraОценок пока нет
- Single Step Separation and Recovery of Palladium Using Nitrogen Species Catalyzed Pressure Leaching and Silica Polyamine CompositesДокумент12 страницSingle Step Separation and Recovery of Palladium Using Nitrogen Species Catalyzed Pressure Leaching and Silica Polyamine Compositesarissa2009Оценок пока нет
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesОт EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesРейтинг: 5 из 5 звезд5/5 (1)
- Diagnostic Leaching in Refractory OresДокумент7 страницDiagnostic Leaching in Refractory OresSteven DziobaОценок пока нет
- Recovery and Refining of Precious Metals Alloys by Oxi-Nitrogen LeachingДокумент9 страницRecovery and Refining of Precious Metals Alloys by Oxi-Nitrogen LeachingDgek LondonОценок пока нет
- Isolation PDFДокумент4 страницыIsolation PDFBhupinder AroraОценок пока нет
- The - Treatment - of - Arsenic - Bearing - Ores Alkaline PDFДокумент10 страницThe - Treatment - of - Arsenic - Bearing - Ores Alkaline PDFSteven DziobaОценок пока нет
- 2022 531 Moesm1 EsmДокумент23 страницы2022 531 Moesm1 EsmAttractPointОценок пока нет
- Leaching of Copper (I) Sulphide by Sulphuric Acid Solution With Addition of Sodium NitrateДокумент9 страницLeaching of Copper (I) Sulphide by Sulphuric Acid Solution With Addition of Sodium NitrateTingwe PoulОценок пока нет
- General PrincipalДокумент6 страницGeneral PrincipalthinkiitОценок пока нет
- Kinetic Studies of Gold Recovery From Dilute Aqueous Solutions Using Fe Chloride IonsДокумент10 страницKinetic Studies of Gold Recovery From Dilute Aqueous Solutions Using Fe Chloride IonsCarlosОценок пока нет
- Exp - 7 - Self Propagating High Temperature Synthesis, SHSДокумент6 страницExp - 7 - Self Propagating High Temperature Synthesis, SHSIbrahim MücahitОценок пока нет
- Chemistry Corrected Material Unit 12-17Документ55 страницChemistry Corrected Material Unit 12-17Pandu RockingОценок пока нет
- Unit - 12 Principles and Processes of Isolation of Elements: Conversion of Concentrated Ore To An OxideДокумент54 страницыUnit - 12 Principles and Processes of Isolation of Elements: Conversion of Concentrated Ore To An OxideMorgan BrownОценок пока нет
- Extraction of Metals NotesДокумент6 страницExtraction of Metals NotesAyush JadiaОценок пока нет
- NiCoMo Hydroxide Nanosheet Arrays Synthesized Via Chloride Corrosion For Overall Water Splitting SIДокумент29 страницNiCoMo Hydroxide Nanosheet Arrays Synthesized Via Chloride Corrosion For Overall Water Splitting SICB Dong SuwonОценок пока нет
- Acid Deposition NotesДокумент3 страницыAcid Deposition NotescurtisОценок пока нет
- 1 s2.0 S1872206721639049 MainДокумент12 страниц1 s2.0 S1872206721639049 MainIsraelPala-RosasОценок пока нет
- Hydrometallurgy: Yuhu Li, Zhihong Liu, Qihou Li, Zhongwei Zhao, Zhiyong Liu, Li ZengДокумент6 страницHydrometallurgy: Yuhu Li, Zhihong Liu, Qihou Li, Zhongwei Zhao, Zhiyong Liu, Li ZengacetilenОценок пока нет
- Sodium Sulfuate Depositionand Dissolutionof SilicaДокумент14 страницSodium Sulfuate Depositionand Dissolutionof SilicaEugênia PheganОценок пока нет
- 300 000 064 529 PDFДокумент9 страниц300 000 064 529 PDFBlanca GonzalezОценок пока нет
- Kinetic Leaching CopperДокумент15 страницKinetic Leaching CopperSteven DziobaОценок пока нет
- General Principles and Processes of Isolation of ElementsДокумент17 страницGeneral Principles and Processes of Isolation of ElementsKr Athith100% (1)
- Matsumoto 1995Документ6 страницMatsumoto 1995lic.escobar2018Оценок пока нет
- 2062-Article Text-4433-1-10-20140417Документ13 страниц2062-Article Text-4433-1-10-20140417Manuel fariasОценок пока нет
- Influence of Sulfur Gases From The Burning of Carbon in The Corrosion of Screws and Joints by oДокумент20 страницInfluence of Sulfur Gases From The Burning of Carbon in The Corrosion of Screws and Joints by oItu Martinez de IturrateОценок пока нет
- Review Question: Written/Composed By: - SHAHZAD IFTIKHAR Contact # 0313-5665666 WebsiteДокумент5 страницReview Question: Written/Composed By: - SHAHZAD IFTIKHAR Contact # 0313-5665666 WebsiteAmir HabibОценок пока нет
- 001 DavenportДокумент16 страниц001 Davenportjlg314Оценок пока нет
- Mercury Control in The Cyanidation of Gold OresДокумент14 страницMercury Control in The Cyanidation of Gold OresarodriguezhОценок пока нет
- HKKX Fo"K Kred Iz'U: Part - I: Subjective Questions - IДокумент50 страницHKKX Fo"K Kred Iz'U: Part - I: Subjective Questions - IAnkit AkashОценок пока нет
- Title: Recovery of Metals From Electronic Waste (E-Scrap)Документ13 страницTitle: Recovery of Metals From Electronic Waste (E-Scrap)Gaurav MumbaiОценок пока нет
- Electrochemical Investigation On Effect of Sodium Thiosulfate (Na S O) and Ammonium Chloride (NH CL) On Carbon Steel CorrosionДокумент13 страницElectrochemical Investigation On Effect of Sodium Thiosulfate (Na S O) and Ammonium Chloride (NH CL) On Carbon Steel Corrosionestiven ValderramaОценок пока нет
- RWoodhouse ECS Paper FinalДокумент12 страницRWoodhouse ECS Paper FinalMawa MutazОценок пока нет
- A Review of Thiosulfate Leaching of Gold: Focus On Thiosulfate Consumption and Gold Recovery From Pregnant SolutionДокумент15 страницA Review of Thiosulfate Leaching of Gold: Focus On Thiosulfate Consumption and Gold Recovery From Pregnant SolutionNana YaaОценок пока нет
- Sulfur CompoundsДокумент26 страницSulfur CompoundsJadin Zam DoctoleroОценок пока нет
- Minerals: Predicting Cyanide Consumption in Gold Leaching: A Kinetic and Thermodynamic Modeling ApproachДокумент13 страницMinerals: Predicting Cyanide Consumption in Gold Leaching: A Kinetic and Thermodynamic Modeling ApproachMollin SiwellaОценок пока нет
- Chapter 6 General Principles and Processes of Isolation of ElementsДокумент11 страницChapter 6 General Principles and Processes of Isolation of ElementsNAVEEN BUNKARОценок пока нет
- Vanga Manocci ViscardiДокумент6 страницVanga Manocci Viscardieeajmal.cmdОценок пока нет
- NOx RecyclingДокумент5 страницNOx RecyclingsureshОценок пока нет
- Polymetalic FlotationДокумент7 страницPolymetalic FlotationOSCAR FUENTES FLORESОценок пока нет
- Determination Sulfate Solutions: OF Trace Elements IN TriglycineДокумент14 страницDetermination Sulfate Solutions: OF Trace Elements IN TriglycineImad AghilaОценок пока нет
- SO2 Gas Reactions With Silicate GlassesДокумент27 страницSO2 Gas Reactions With Silicate GlassesChristian RenggliОценок пока нет
- Ayata2005 3Документ3 страницыAyata2005 3MUHAMMAD FAUZAN BIRRAN MAHENDRAОценок пока нет
- Minerals: Leaching of White Metal in A Nacl-H So System Under Environmental ConditionsДокумент12 страницMinerals: Leaching of White Metal in A Nacl-H So System Under Environmental ConditionsMargarita FariasОценок пока нет
- 815.2.7 Sulfur-Nitrogen Compounds 721: Previous PageДокумент15 страниц815.2.7 Sulfur-Nitrogen Compounds 721: Previous PagelaythОценок пока нет
- Reacciones Redox: Trabajo Practico N°Документ5 страницReacciones Redox: Trabajo Practico N°GuadahОценок пока нет
- Ep - PH - Samples Eph Module: Input File For Eph Module: Kai Anttila August 10, 2006 06120-Orc-TДокумент18 страницEp - PH - Samples Eph Module: Input File For Eph Module: Kai Anttila August 10, 2006 06120-Orc-TErwin CiroОценок пока нет
- General Principles and Process of Isolation of ElementДокумент3 страницыGeneral Principles and Process of Isolation of ElementAjay WaliaОценок пока нет
- Mbuya2017 PDFДокумент36 страницMbuya2017 PDFOnesime MutebaОценок пока нет
- Investigations On The Behaviour of Sodium Sulfate-Sodium Chloride Induced Hot Corrosion of In738 at 750ocДокумент4 страницыInvestigations On The Behaviour of Sodium Sulfate-Sodium Chloride Induced Hot Corrosion of In738 at 750ocInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Silver Recovery From Synthetic Photographic and Medical X Ray Process EffluentsДокумент8 страницSilver Recovery From Synthetic Photographic and Medical X Ray Process Effluentsاحمد الدلالОценок пока нет
- Cation SeparationДокумент22 страницыCation SeparationDiane Angeles50% (2)
- General PrincipleДокумент16 страницGeneral PrincipleMohammed AfzalОценок пока нет
- A System of Instruction in the Practical Use of the BlowpipeОт EverandA System of Instruction in the Practical Use of the BlowpipeОценок пока нет
- Celep 11 - Implementation of NaOH Pretreatment For Refractory Antimonial Gold and Silver OresДокумент6 страницCelep 11 - Implementation of NaOH Pretreatment For Refractory Antimonial Gold and Silver OresAngel LopezОценок пока нет
- Kinetic Leaching CopperДокумент15 страницKinetic Leaching CopperSteven DziobaОценок пока нет
- Mineralogy Gold RefractoryДокумент1 страницаMineralogy Gold RefractorySteven DziobaОценок пока нет
- Abtract:: Design and Devlopment of Material Detection and SeparationДокумент7 страницAbtract:: Design and Devlopment of Material Detection and SeparationSadhana AwatiОценок пока нет
- Cold Isostatic Pressing of Metal Powders A Review of The Technology and Recent DevelopmentsДокумент25 страницCold Isostatic Pressing of Metal Powders A Review of The Technology and Recent DevelopmentsBill WhiteОценок пока нет
- Heavy Metals in CosmeticsДокумент8 страницHeavy Metals in CosmeticsjeremiahОценок пока нет
- Revision For First Term 9GCE 2010 11Документ30 страницRevision For First Term 9GCE 2010 11Anonymous 8VJhV1eI2yОценок пока нет
- PR - HOLLOTEX Shroud enДокумент1 страницаPR - HOLLOTEX Shroud enSUNDRAMNAGAОценок пока нет
- Distribution Class Surge ArresterДокумент15 страницDistribution Class Surge ArresterSaran KumarОценок пока нет
- ASTM C592-22aДокумент9 страницASTM C592-22a22238.spoОценок пока нет
- BLD 305Документ68 страницBLD 305Samuel KalejaiyeОценок пока нет
- Periodic Table of Elements Trivia A-ZДокумент2 страницыPeriodic Table of Elements Trivia A-ZPaolo Miguel NaragdaoОценок пока нет
- Inplant Training Chapter 1 To 7Документ67 страницInplant Training Chapter 1 To 7Vaishnavi K GowdaОценок пока нет
- Diffusion Phenomena in IN THIN FILMS AND MICROELECTRONIC MATERIALSДокумент9 страницDiffusion Phenomena in IN THIN FILMS AND MICROELECTRONIC MATERIALSShalabh SrivastavaОценок пока нет
- Alloy and MicrostructureДокумент4 страницыAlloy and MicrostructureNico Agung NugrahaОценок пока нет
- SOIL - 749742-749744 JP (Asbestos, Magnesium Pending) PDFДокумент3 страницыSOIL - 749742-749744 JP (Asbestos, Magnesium Pending) PDFSreenath Menon KОценок пока нет
- AlMgAl Strips Cold Roll Bonding ProcessДокумент9 страницAlMgAl Strips Cold Roll Bonding ProcessRamuliu SelcuОценок пока нет
- Science9 Q2 Mod4 PropertiesofMetals Version4Документ35 страницScience9 Q2 Mod4 PropertiesofMetals Version4Marivy SilaoОценок пока нет
- Unit IiДокумент58 страницUnit IiVeRuОценок пока нет
- Back To Basics: An Introduction To Metal Recycling: Aluminum CansДокумент3 страницыBack To Basics: An Introduction To Metal Recycling: Aluminum CansRakesh Ranjan MishraОценок пока нет
- 02E Zinc WireДокумент4 страницы02E Zinc WireElias AlvesОценок пока нет
- Current Statistics: No. 21: Wholesale Price IndexДокумент3 страницыCurrent Statistics: No. 21: Wholesale Price Indexprashant jhaОценок пока нет
- Galvanic SeriesДокумент11 страницGalvanic SeriesblakasОценок пока нет
- Al 6063Документ14 страницAl 6063Hitesh_Kumar_2828Оценок пока нет
- Resisting Metal Dusting CorrosionДокумент2 страницыResisting Metal Dusting CorrosionRonald MesinaОценок пока нет
- AnutoneДокумент104 страницыAnutoneShivansh Singh GautamОценок пока нет