Вам также может понравиться
- Guide to Load Analysis for Durability in Vehicle EngineeringОт EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonРейтинг: 4 из 5 звезд4/5 (1)
- A Finite Element Parametric Study On Block Shear Failure of Steel Tension Members-2004 PDFДокумент21 страницаA Finite Element Parametric Study On Block Shear Failure of Steel Tension Members-2004 PDFMohammed Essam ShatnawiОценок пока нет
- A Study of Copper (II) Complexes With Different LigandsДокумент3 страницыA Study of Copper (II) Complexes With Different LigandsZul Nazrie50% (6)
- Temperature Control With ThermistorДокумент7 страницTemperature Control With ThermistorMonika Maheshwari100% (1)
- An Optimization of Rubber Bushing Material and Structural ParametersДокумент5 страницAn Optimization of Rubber Bushing Material and Structural ParametersRajaSekarsajjaОценок пока нет
- Testing Elastomers For Hyperelastic Material ModelsДокумент7 страницTesting Elastomers For Hyperelastic Material ModelsAxelAxel94100% (1)
- BRIDON BAC TechnicalДокумент25 страницBRIDON BAC TechnicalMohamed SidateОценок пока нет
- 2019-High Cycle Fatigue Behavior of Hard Turned 300 M Ultra-High Strength SteelДокумент12 страниц2019-High Cycle Fatigue Behavior of Hard Turned 300 M Ultra-High Strength SteelYoussef Mbarek100% (1)
- Aerodynamic Analysis of Motion of Two Vehicles and Their Influence On Drag Coefficient.Документ3 страницыAerodynamic Analysis of Motion of Two Vehicles and Their Influence On Drag Coefficient.Innovative Research PublicationsОценок пока нет
- PDFДокумент149 страницPDFadleronurОценок пока нет
- Characterization of Polymeric Foams PDFДокумент35 страницCharacterization of Polymeric Foams PDFDenisse JiménezОценок пока нет
- Finite Element Analysis of Fatigue Life of Suspension Coil SpringДокумент6 страницFinite Element Analysis of Fatigue Life of Suspension Coil SpringSameer SinghОценок пока нет
- UMAT Theory - Nader Abedrabbo, PH.DДокумент2 страницыUMAT Theory - Nader Abedrabbo, PH.DSebastiao SilvaОценок пока нет
- Desain Wave Spring WasherДокумент7 страницDesain Wave Spring WasheragungОценок пока нет
- Chapter 17 - FatigueДокумент26 страницChapter 17 - FatigueSumit BabbarОценок пока нет
- Eb 034981Документ6 страницEb 034981gauravmeucerОценок пока нет
- Design Optimization and Analysis of Leaf Spring Using Static Load ConditionsДокумент7 страницDesign Optimization and Analysis of Leaf Spring Using Static Load Conditionshariram palanisamyОценок пока нет
- Understanding The Physics of Electrodynamic Shaker Performance by G.F. Lang and D. SnyderДокумент10 страницUnderstanding The Physics of Electrodynamic Shaker Performance by G.F. Lang and D. Snydermohamedabbas_us3813Оценок пока нет
- 2 Bolts: Table 2.1 Basic Mechanical Properties of Structural BoltsДокумент11 страниц2 Bolts: Table 2.1 Basic Mechanical Properties of Structural BoltsSafrul EfendiОценок пока нет
- Example - 4 - Thermal-Stress UMAT-UMATHTДокумент16 страницExample - 4 - Thermal-Stress UMAT-UMATHTPei HaoОценок пока нет
- Energy Elastic Strain EnergyДокумент14 страницEnergy Elastic Strain EnergyamirwmОценок пока нет
- Design and Analysis of Drive Shaft For Heavy Duty TruckДокумент6 страницDesign and Analysis of Drive Shaft For Heavy Duty TruckesatjournalsОценок пока нет
- AbaqusДокумент4 страницыAbaquscarl_zaissОценок пока нет
- Design Analysis and Manufacturing of Lattice Structures An OverviewДокумент20 страницDesign Analysis and Manufacturing of Lattice Structures An OverviewCoulibaly MaimounaОценок пока нет
- Effect of Crack Orientation On Fracture Behaviour of Wire + ArcДокумент9 страницEffect of Crack Orientation On Fracture Behaviour of Wire + ArcviverefeliceОценок пока нет
- Finite Element Global Buckling Analysis of Tapered Curved LaminatesДокумент12 страницFinite Element Global Buckling Analysis of Tapered Curved LaminatespdhurveyОценок пока нет
- Drag ForceДокумент9 страницDrag ForceImran BahaОценок пока нет
- Stress-Strain Test 2015 SpringДокумент6 страницStress-Strain Test 2015 SpringRich GarrОценок пока нет
- Strain EnergyДокумент10 страницStrain EnergyJayakumar VenkataramanОценок пока нет
- Reduction of Stress Concentration in Bolt Nut ConnectorsДокумент6 страницReduction of Stress Concentration in Bolt Nut ConnectorsjtorerocОценок пока нет
- Ball Bearing Skidding Under Axial and Radial LoadДокумент23 страницыBall Bearing Skidding Under Axial and Radial LoadFabrizio GrassoОценок пока нет
- Guide For Bolted Join Design and Analysis PernosДокумент47 страницGuide For Bolted Join Design and Analysis PernosjeremiasОценок пока нет
- Experimental Study of Loosening of Threaded Fasteners Due To Dynamic Shear LoadsДокумент18 страницExperimental Study of Loosening of Threaded Fasteners Due To Dynamic Shear LoadsKailas GophaneОценок пока нет
- Safety Wedge Lock WasherДокумент2 страницыSafety Wedge Lock WasherVijay BhureОценок пока нет
- Bone PDFДокумент27 страницBone PDFAndreea HateganОценок пока нет
- Uniaxial Tension Compression Tests and Cyclic BendingДокумент10 страницUniaxial Tension Compression Tests and Cyclic Bendingmodestboy110Оценок пока нет
- Redistribution of MomentsДокумент29 страницRedistribution of MomentsShita AlemieОценок пока нет
- Fatigue Life Prediction of Lower Suspension Arm Using Strain-Life ApproachДокумент15 страницFatigue Life Prediction of Lower Suspension Arm Using Strain-Life Approachabraham silva hernandezОценок пока нет
- Fatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresДокумент9 страницFatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresAndreyОценок пока нет
- Fatigue Life Assessment of Welded Bridge Details Using Structural Hot Spot Stress MethodДокумент134 страницыFatigue Life Assessment of Welded Bridge Details Using Structural Hot Spot Stress MethodThong NguyenОценок пока нет
- Faraday Rings Voice Coil ImpedanceДокумент37 страницFaraday Rings Voice Coil ImpedanceMatthew MillerОценок пока нет
- Brake Analysis and NVH Optimization Using MSC - nastRANДокумент15 страницBrake Analysis and NVH Optimization Using MSC - nastRANMihir ShahОценок пока нет
- Stress AnalysisДокумент8 страницStress Analysisram vomОценок пока нет
- Uniaxial Tension TestingДокумент6 страницUniaxial Tension Testinganil chejara100% (1)
- Using Abaqus To Model Delamination in Fiber-Reinforced Composite MaterialsДокумент18 страницUsing Abaqus To Model Delamination in Fiber-Reinforced Composite MaterialsdashatanliОценок пока нет
- Buckling - EquationsДокумент66 страницBuckling - EquationsricardoborОценок пока нет
- The Creep Behaviour of AdhesivesДокумент100 страницThe Creep Behaviour of AdhesivesMahzanJoharОценок пока нет
- Combining Experiments, Polyumod®, Kornucopia®, and Abaqus® To Create Accurate Fe Scratch SimulationsДокумент34 страницыCombining Experiments, Polyumod®, Kornucopia®, and Abaqus® To Create Accurate Fe Scratch SimulationsNagaraj RamachandrappaОценок пока нет
- 343 381 Mil STD 810HДокумент41 страница343 381 Mil STD 810HMemduh DenizОценок пока нет
- Effect Method Young's Modulus Estimation Fatigue LifeДокумент15 страницEffect Method Young's Modulus Estimation Fatigue LifeTeoTyJayОценок пока нет
- Waves in The OceanДокумент51 страницаWaves in The OceanSuntoyo SajaОценок пока нет
- Theoretical Calculation and Experimental Analysis of The Rigid Body ModesДокумент9 страницTheoretical Calculation and Experimental Analysis of The Rigid Body ModesAnonymous d23gWCRQОценок пока нет
- Urmet 1130 Intercom Handset Data SheetДокумент2 страницыUrmet 1130 Intercom Handset Data SheetG. M.Оценок пока нет
- TN HTB CylindricalLensesДокумент8 страницTN HTB CylindricalLensesNina DjawaОценок пока нет
- Tutorial I1 - Isight FirstДокумент10 страницTutorial I1 - Isight FirstCrystal SuriyaОценок пока нет
- Fracture Specimen Stree AnalysisДокумент15 страницFracture Specimen Stree AnalysisGaurav PundirОценок пока нет
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Modern Practice in Stress and Vibration Analysis: Proceedings of the Conference Held at the University of Liverpool, 3–5 April 1989От EverandModern Practice in Stress and Vibration Analysis: Proceedings of the Conference Held at the University of Liverpool, 3–5 April 1989J. E. MottersheadОценок пока нет
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОт EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОценок пока нет
- Model Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionОт EverandModel Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionОценок пока нет
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- Yong ShimДокумент10 страницYong Shimklomps_jrОценок пока нет
- WinklerДокумент17 страницWinklerklomps_jrОценок пока нет
- WierszyckiДокумент6 страницWierszyckiklomps_jrОценок пока нет
- Wilhelmy 1Документ15 страницWilhelmy 1klomps_jrОценок пока нет
- Wind Loading of A Paraboloidal Antenna Dish Supported On A Telescopic Extendable Mast byДокумент7 страницWind Loading of A Paraboloidal Antenna Dish Supported On A Telescopic Extendable Mast byklomps_jrОценок пока нет
- Wilhelmy 2Документ15 страницWilhelmy 2klomps_jrОценок пока нет
- Predicting Buckling For Medical Device-Catheter Interaction During ImplantДокумент3 страницыPredicting Buckling For Medical Device-Catheter Interaction During Implantklomps_jrОценок пока нет
- WuДокумент13 страницWuklomps_jrОценок пока нет
- YangДокумент12 страницYangklomps_jrОценок пока нет
- WilkensonДокумент11 страницWilkensonklomps_jrОценок пока нет
- WoyakДокумент15 страницWoyakklomps_jrОценок пока нет
- Winkler Auc2008Документ15 страницWinkler Auc2008klomps_jrОценок пока нет
- YangДокумент12 страницYangklomps_jrОценок пока нет
- Zama RippaДокумент8 страницZama Rippaklomps_jrОценок пока нет
- Optimization Module For Abaqus/CAE Based On Genetic AlgorithmДокумент18 страницOptimization Module For Abaqus/CAE Based On Genetic Algorithmklomps_jrОценок пока нет
- Shoji AUC2008Документ14 страницShoji AUC2008klomps_jrОценок пока нет
- Ucak Auc2008Документ13 страницUcak Auc2008klomps_jrОценок пока нет
- Montgomery Auc2008Документ20 страницMontgomery Auc2008klomps_jrОценок пока нет
- Creep Modelling of Polyolefins Using Artificial Neural NetworksДокумент15 страницCreep Modelling of Polyolefins Using Artificial Neural Networksklomps_jrОценок пока нет
- Ramesh Auc2008Документ17 страницRamesh Auc2008klomps_jrОценок пока нет
- On Nonlinear Buckling and Collapse Analysis Using Riks MethodДокумент9 страницOn Nonlinear Buckling and Collapse Analysis Using Riks Methodklomps_jrОценок пока нет
- Xie Auc2008Документ13 страницXie Auc2008klomps_jrОценок пока нет
- Wocke Auc2008Документ16 страницWocke Auc2008klomps_jrОценок пока нет
- X-FEM For Abaqus (XFA) Toolkit For Automated Crack Onset and Growth SimulationsДокумент15 страницX-FEM For Abaqus (XFA) Toolkit For Automated Crack Onset and Growth Simulationsklomps_jrОценок пока нет
- Zhong AUC2008Документ15 страницZhong AUC2008klomps_jrОценок пока нет
- Wentzel Auc2008Документ7 страницWentzel Auc2008klomps_jrОценок пока нет
- Wilmer AUC2008Документ14 страницWilmer AUC2008klomps_jrОценок пока нет
- Song Auc2008Документ15 страницSong Auc2008klomps_jrОценок пока нет
- Thiruppukuzhi AUC2008Документ16 страницThiruppukuzhi AUC2008klomps_jrОценок пока нет
- Taggart AUC2008Документ15 страницTaggart AUC2008klomps_jrОценок пока нет
- Instrumentation & Process ControlДокумент51 страницаInstrumentation & Process ControlChiến Phan Công100% (1)
- Katalog Pavna ANG Siebec-03-WEBДокумент24 страницыKatalog Pavna ANG Siebec-03-WEBzanjan98Оценок пока нет
- Minimum Thermal FlowДокумент4 страницыMinimum Thermal Flowdk4monjureОценок пока нет
- BHMA Finish ChartДокумент5 страницBHMA Finish ChartRey Eduard Q. UmelОценок пока нет
- ZL 440 Product Data SheetДокумент3 страницыZL 440 Product Data SheetVishal ChudasamaОценок пока нет
- Carboxylic Acid Questions-1Документ6 страницCarboxylic Acid Questions-1Jape GarridoОценок пока нет
- Isolation of Caffeine From A Tea BagДокумент7 страницIsolation of Caffeine From A Tea BagShahriman Radzi67% (6)
- Metglas - Powerlite PDFДокумент5 страницMetglas - Powerlite PDFSubramaniam AravinthОценок пока нет
- Process Flow Chart Dairy ProductsДокумент5 страницProcess Flow Chart Dairy Productslokesh jainОценок пока нет
- 0-2313 Weld Lesson PlansДокумент12 страниц0-2313 Weld Lesson PlansMa'den-i Envâr-ı FütuvvetОценок пока нет
- EnggДокумент44 страницыEnggAlex NavalОценок пока нет
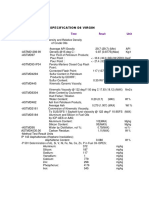
- Specification D6 Virgin: Method Test Result UnitДокумент1 страницаSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesОценок пока нет
- Opc Ecology A3 HL Revision-SheetmodelansДокумент1 страницаOpc Ecology A3 HL Revision-SheetmodelansFrancisОценок пока нет
- Cu ZN 10Документ1 страницаCu ZN 10Sara RiddleОценок пока нет
- Formulation and Evaluation of Vilazodone Sublingual Tablets by Using Lyophilization TechniqueДокумент9 страницFormulation and Evaluation of Vilazodone Sublingual Tablets by Using Lyophilization Techniquealamia pharmОценок пока нет
- Ketaspire Peek Avaspire Paek: High-Performance PolyketonesДокумент2 страницыKetaspire Peek Avaspire Paek: High-Performance PolyketonesnhzaidiОценок пока нет
- Wear Plate SpecsДокумент4 страницыWear Plate SpecsJuan Carlos EspinozaОценок пока нет
- STP 491-1971Документ90 страницSTP 491-1971Tim SchouwОценок пока нет
- Auto 4sem MSEMДокумент214 страницAuto 4sem MSEMkhairnarsayali257Оценок пока нет
- Aquaculture: Wu-Jie Xu, Lu-Qing PanДокумент8 страницAquaculture: Wu-Jie Xu, Lu-Qing PanmarioОценок пока нет
- DatabaseДокумент112 страницDatabaseamirulamirОценок пока нет
- Rser D 16 02436R1Документ88 страницRser D 16 02436R1Jitender KaushalОценок пока нет
- Datasheet For Vent ScrubberДокумент5 страницDatasheet For Vent ScrubbercliffrajjoelОценок пока нет
- Friction Coefficients of Some Common MaterialsДокумент2 страницыFriction Coefficients of Some Common MaterialsWanda Hafiz NurzamanОценок пока нет
- Focuse Ion BeamДокумент34 страницыFocuse Ion BeamAhsan SaleemОценок пока нет
- Flare Header Purge Rate DataДокумент3 страницыFlare Header Purge Rate DatappsutorОценок пока нет
- NTU MethodДокумент15 страницNTU MethodVenkatesh KandalamОценок пока нет
- Chapter 1 - Atoms, Molecules and Stoichiometry PDFДокумент10 страницChapter 1 - Atoms, Molecules and Stoichiometry PDFRamshaОценок пока нет