Вам также может понравиться
- Making A Wooden Clockworks 2Документ8 страницMaking A Wooden Clockworks 2MiguelDelBarrioIglesisasОценок пока нет
- Manual Pulidora RaytechДокумент37 страницManual Pulidora RaytechWarner BenavidesОценок пока нет
- Gear Cutters 01Документ4 страницыGear Cutters 01Raúl MuñizОценок пока нет
- Gear Cutters 01 PDFДокумент4 страницыGear Cutters 01 PDFFabio Gilii100% (1)
- Gear CuttingДокумент9 страницGear CuttingRodolfo Sepúlveda100% (1)
- Broaches - Basic CharacteristicДокумент5 страницBroaches - Basic CharacteristicDhan CОценок пока нет
- Ar Cutting OperationДокумент7 страницAr Cutting OperationNandakrishnan S LОценок пока нет
- The Involute Curve, Drafting A Gear in CAD and Applications by Nick CarterДокумент12 страницThe Involute Curve, Drafting A Gear in CAD and Applications by Nick Carterseis11Оценок пока нет
- Departmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear CuttingДокумент7 страницDepartmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear Cuttingnisteelroy100% (1)
- Building: LatheДокумент60 страницBuilding: LathePierre799es86% (7)
- MCTD LabДокумент38 страницMCTD LabnidhidarklordОценок пока нет
- Machining FixedДокумент512 страницMachining FixedstephendixОценок пока нет
- Drawing A Spur Gear Profile in AUTOCAD: D N / P N Module 40 0.2mm 8mmДокумент7 страницDrawing A Spur Gear Profile in AUTOCAD: D N / P N Module 40 0.2mm 8mmbatra1985Оценок пока нет
- BHManual Fuselage46 79rev1Документ34 страницыBHManual Fuselage46 79rev1viorelu99Оценок пока нет
- (L) Examples of Machine Shop Practice (1910)Документ54 страницы(L) Examples of Machine Shop Practice (1910)Ismael 8877100% (1)
- Mitec1 03 2005Документ21 страницаMitec1 03 2005Sunilkumar ReddyОценок пока нет
- Simple and Inexpensive Hobbing For The General Shop: Robert H. Sturges, JRДокумент9 страницSimple and Inexpensive Hobbing For The General Shop: Robert H. Sturges, JRInternational Journal of Engineering Inventions (IJEI)Оценок пока нет
- Woodworking For Am 00 Gri FialaДокумент136 страницWoodworking For Am 00 Gri FialaIvan BaićОценок пока нет
- Mapúa University: Shop Practice No. 8Документ10 страницMapúa University: Shop Practice No. 8marisonОценок пока нет
- Dibujos de Fresass!!!!Документ19 страницDibujos de Fresass!!!!Humberto AnguloОценок пока нет
- Worm Wheel HobsДокумент7 страницWorm Wheel HobsRaul PerezОценок пока нет
- Department of Mechanical Engineering Answer Key - Iat-I Subject Name: Manufacturing Technology Year/Sem: II/III Subject Code: 17MECC04 Part-A Answer All The Questions (7x2 14 Marks)Документ7 страницDepartment of Mechanical Engineering Answer Key - Iat-I Subject Name: Manufacturing Technology Year/Sem: II/III Subject Code: 17MECC04 Part-A Answer All The Questions (7x2 14 Marks)karthik jОценок пока нет
- Threads Design in SolidWorksДокумент12 страницThreads Design in SolidWorksRicky TerryОценок пока нет
- Tools Required: Boring BitsДокумент10 страницTools Required: Boring BitsSai SudheerОценок пока нет
- Lathe MachineДокумент20 страницLathe MachineNor Faizal Nuroddin100% (2)
- Making Toggle ClampsДокумент7 страницMaking Toggle ClampsGermanHund100% (2)
- Chapter 05Документ15 страницChapter 05Muhammad Nur IkhwanОценок пока нет
- Exp No 10 DrillingДокумент11 страницExp No 10 DrillingM IRFANОценок пока нет
- 2 Gear BasicsДокумент6 страниц2 Gear BasicsMohamed Adel RizkОценок пока нет
- TheoryДокумент4 страницыTheoryDavid DjОценок пока нет
- Bonelle GrinderДокумент11 страницBonelle Grinderjohnjohn520% (1)
- How To Measure The Pressure Angle of A Physical Spur GearДокумент16 страницHow To Measure The Pressure Angle of A Physical Spur Gearian_new100% (2)
- End Mill GrindingДокумент4 страницыEnd Mill GrindingtakudomeОценок пока нет
- Shaper Gear CuttingДокумент4 страницыShaper Gear Cuttingnevadablue100% (4)
- Guia VeritasДокумент10 страницGuia VeritasNatalia DiazОценок пока нет
- Shaving PDFДокумент8 страницShaving PDFd_a0nОценок пока нет
- Making A T-NutДокумент8 страницMaking A T-NutkokiskoОценок пока нет
- The Involute Curve, Drafting A Gear in CAD and ApplicationsДокумент15 страницThe Involute Curve, Drafting A Gear in CAD and ApplicationsPepe Garcia CruzОценок пока нет
- Gear MillingДокумент54 страницыGear MillingMichael Castro AbuduОценок пока нет
- Elementary Machine Shop PracticeДокумент136 страницElementary Machine Shop PracticeTaliaNara88% (8)
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderДокумент14 страницDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Drawing An Approximate Representation of An Involute Spur Gear ToothДокумент4 страницыDrawing An Approximate Representation of An Involute Spur Gear Toothramchandra rao deshpandeОценок пока нет
- Home Shop Machinist's Gears GuideДокумент8 страницHome Shop Machinist's Gears Guidegaragepunkfan100% (1)
- Power SkivingДокумент11 страницPower SkivingahemerlyОценок пока нет
- Chapter 10 - Cabinetmaking Textbook PDFДокумент11 страницChapter 10 - Cabinetmaking Textbook PDFsubhan sibghatОценок пока нет
- Cove Cutting Jigs For The BT3000 by Jim FryeДокумент8 страницCove Cutting Jigs For The BT3000 by Jim FryeozilogОценок пока нет
- Ez Engine Build InstructionsДокумент24 страницыEz Engine Build InstructionsAnonymous T7zEN6iLHОценок пока нет
- Fraesen eДокумент172 страницыFraesen eMarin Ionut-EduardОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент5 страницQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- (Metalworking) Welding and MachiningДокумент1 767 страниц(Metalworking) Welding and MachiningEugeneОценок пока нет
- Milling Tool DesignДокумент18 страницMilling Tool DesignSiddharth DubeyОценок пока нет
- Milling: Prepared By: Dinbandhu Singh 1Документ23 страницыMilling: Prepared By: Dinbandhu Singh 1Dino SinghОценок пока нет
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionОт EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionОценок пока нет
- Elementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsОт EverandElementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsОценок пока нет
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsОт EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsРейтинг: 5 из 5 звезд5/5 (1)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsОт EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsОценок пока нет
- Presspower 2 WebДокумент3 страницыPresspower 2 WebsonytechoОценок пока нет
- Focus ChartДокумент2 страницыFocus ChartAleksandar ObradovicОценок пока нет
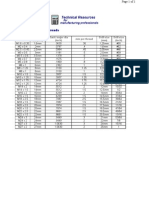
- Tap Chart - Metric ThreadsДокумент1 страницаTap Chart - Metric ThreadssonytechoОценок пока нет
- Infineon ICE3BR0665J DS v02 - 03 en PDFДокумент31 страницаInfineon ICE3BR0665J DS v02 - 03 en PDFsonytechoОценок пока нет
- ChartДокумент1 страницаChartsonytechoОценок пока нет
- ClaritiДокумент1 страницаClaritisonytechoОценок пока нет
- What Is The Fuss Over Total Dissolved SolidsДокумент2 страницыWhat Is The Fuss Over Total Dissolved SolidssonytechoОценок пока нет
- Sony Userguide EN MN800 1245-8216.2Документ27 страницSony Userguide EN MN800 1245-8216.2sonytechoОценок пока нет
- Sony NW-ZB133 Operation ManualДокумент38 страницSony NW-ZB133 Operation ManualsonytechoОценок пока нет
- Sony DSR-300A Operation ManualДокумент136 страницSony DSR-300A Operation ManualsonytechoОценок пока нет
- Sony Userguide en MW1 1250-7843.1Документ21 страницаSony Userguide en MW1 1250-7843.1sonytechoОценок пока нет
- Sony NW-A605 Operation ManualДокумент92 страницыSony NW-A605 Operation ManualsonytechoОценок пока нет
- Sony Userguide en MN2 1258-0295.3Документ19 страницSony Userguide en MN2 1258-0295.3sonytechoОценок пока нет
- Sony DSR500WSP Operation ManualДокумент144 страницыSony DSR500WSP Operation ManualsonytechoОценок пока нет
- The Video Connection Book - PanasonicДокумент75 страницThe Video Connection Book - PanasonicsonytechoОценок пока нет
- Sony DSR450 Operation ManualДокумент140 страницSony DSR450 Operation Manualsonytecho50% (2)
- Sony DSR2000P Operation ManualДокумент2 страницыSony DSR2000P Operation ManualsonytechoОценок пока нет
- Sony DSR40P Operation ManualДокумент2 страницыSony DSR40P Operation ManualsonytechoОценок пока нет
- 2SJ412Документ6 страниц2SJ412sonytechoОценок пока нет
- Sony DSR1500AP Operation ManualДокумент2 страницыSony DSR1500AP Operation ManualsonytechoОценок пока нет
- Sony DSR1P Operation ManualДокумент2 страницыSony DSR1P Operation ManualsonytechoОценок пока нет
- AJ - D250E Operation ManualДокумент80 страницAJ - D250E Operation ManualsonytechoОценок пока нет
- Sony HVR-Z5P BrochureДокумент12 страницSony HVR-Z5P BrochuresonytechoОценок пока нет
- Sony Semiconductor LibraryДокумент1 страницаSony Semiconductor LibrarysonytechoОценок пока нет
- Diodes Ap1538sg-13Документ14 страницDiodes Ap1538sg-13sonytechoОценок пока нет
- Radar DetectorДокумент2 страницыRadar DetectorsonytechoОценок пока нет
- 2SB1132Документ4 страницы2SB1132sonytechoОценок пока нет
- 2SB1132Документ4 страницы2SB1132sonytechoОценок пока нет
- New Product BulletinДокумент2 страницыNew Product BulletinsonytechoОценок пока нет
- Cisco CRSДокумент988 страницCisco CRSSon PhamОценок пока нет
- Feasibility Study ChecklistДокумент6 страницFeasibility Study Checklistzaq rewОценок пока нет
- Reflection Paper 1Документ2 страницыReflection Paper 1Dela Peña, Rey Igino K.Оценок пока нет
- l200 PDFДокумент369 страницl200 PDFMohammad Abu Al-ToyourОценок пока нет
- SeeGull EX Hardware Reference Manual PDFДокумент32 страницыSeeGull EX Hardware Reference Manual PDFOsmar Santinato de OliveiraОценок пока нет
- NC Perfect Part Brochure 2011 WebДокумент12 страницNC Perfect Part Brochure 2011 WebMetrology Software Products Ltd (MSP)Оценок пока нет
- Password Recovery Procedure For The Cisco 3600 and 3800 Series Routers - CiscoДокумент9 страницPassword Recovery Procedure For The Cisco 3600 and 3800 Series Routers - CiscoDani Kirky YlaganОценок пока нет
- Supplier Quality Assurance ManualДокумент48 страницSupplier Quality Assurance ManualRamón G. PachecoОценок пока нет
- 151SGДокумент2 страницы151SGdcsamaraweeraОценок пока нет
- Method Statement and Risk Assessment For Scaffold ErectionДокумент24 страницыMethod Statement and Risk Assessment For Scaffold ErectionBarry Hart50% (2)
- Manual Denon DVD Player AVR-3805Документ2 страницыManual Denon DVD Player AVR-3805romanbunОценок пока нет
- Catalog 1 PDFДокумент19 страницCatalog 1 PDFtoto-gmbhОценок пока нет
- What Is QualityДокумент7 страницWhat Is QualityRoubina NuckcheddyОценок пока нет
- 1.2 Project Management FundamentsДокумент43 страницы1.2 Project Management FundamentsVishwas JОценок пока нет
- Accident Blackspot Investigation HandbookДокумент37 страницAccident Blackspot Investigation HandbookMichael DixonОценок пока нет
- D07be8 Com It Msys3Документ1 страницаD07be8 Com It Msys3Harsh MehtaОценок пока нет
- Current Internet Limitations v9Документ16 страницCurrent Internet Limitations v9MadagunduОценок пока нет
- Template - Phase Review Form - PlanningДокумент4 страницыTemplate - Phase Review Form - PlanningGryswolfОценок пока нет
- Oracle® Application Express: Accessibility GuideДокумент49 страницOracle® Application Express: Accessibility GuideKrunal MakwanaОценок пока нет
- Technical Specification For FlangesДокумент13 страницTechnical Specification For FlangesRahul GangulyОценок пока нет
- REC 210 AE-US Watt Solar Panel 210WPДокумент3 страницыREC 210 AE-US Watt Solar Panel 210WPJignesh ChaudharyОценок пока нет
- EcoStruxure™ Link150 - EGX150Документ3 страницыEcoStruxure™ Link150 - EGX150Mehak FatimaОценок пока нет
- ELTR 353 Power Electronics - 5Документ1 страницаELTR 353 Power Electronics - 5Engr Shehzad HaneefОценок пока нет
- Spe 77-101 Steel Gate Globe and Check Valves To Iso 15761Документ13 страницSpe 77-101 Steel Gate Globe and Check Valves To Iso 15761zeke2611100% (1)
- Scotch Marine Boiler Design: Wetback Vs DrybackДокумент24 страницыScotch Marine Boiler Design: Wetback Vs DrybackGopal RamalingamОценок пока нет
- Max-3 Ehf CatalogДокумент2 страницыMax-3 Ehf Catalogಶ್ರೀಕಾಂತ್ ತಿಪ್ಪೇರುದ್ರಪ್ಪОценок пока нет
- LTEДокумент32 страницыLTEJESUS MARIA GONZALEZ GUARDOОценок пока нет
- Dry Van ManualДокумент234 страницыDry Van ManualMichael Yoanito Oliviano100% (1)
- CCIE Security Advanced Lab Workbook Version 3.0 PDFДокумент1 067 страницCCIE Security Advanced Lab Workbook Version 3.0 PDFSandeepChodhury100% (1)
- IATF 16949-2016 Requirements.Документ24 страницыIATF 16949-2016 Requirements.Gaurav Kansara100% (1)