Вам также может понравиться
- Some Aspects of Numerical Simulation of Control Valves For Steam TurbinesДокумент1 страницаSome Aspects of Numerical Simulation of Control Valves For Steam TurbinesSharat ChandraОценок пока нет
- REPORTpp 1Документ16 страницREPORTpp 1gajulavamshikrishna02Оценок пока нет
- Lab Manuals Fluid Mechanics-IIДокумент30 страницLab Manuals Fluid Mechanics-IISri E.Maheswar Reddy Assistant ProfessorОценок пока нет
- Energy Losses in BendsДокумент8 страницEnergy Losses in BendsVikramSingh0% (3)
- Control Valves - Modeling and Simulation: Cpatrascioiu@upg-Ploiesti - Ro C.panaitescu@gmail - Ro Nparaschiv@upg-PloiestiДокумент6 страницControl Valves - Modeling and Simulation: Cpatrascioiu@upg-Ploiesti - Ro C.panaitescu@gmail - Ro Nparaschiv@upg-PloiestiTimothy FieldsОценок пока нет
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОт EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОценок пока нет
- Fluid Mechanics-II Lab Manual: University College of Engineering and TechnologyДокумент27 страницFluid Mechanics-II Lab Manual: University College of Engineering and Technologyzia malikОценок пока нет
- 2011 - Modeling and Simulation of Flow Field of Main Spool in Servo Valve - HaoДокумент4 страницы2011 - Modeling and Simulation of Flow Field of Main Spool in Servo Valve - Haoarm coreОценок пока нет
- TEP4195 TURBOMACHINERY VALVE CONTROLLED SYSTEMSДокумент15 страницTEP4195 TURBOMACHINERY VALVE CONTROLLED SYSTEMSCatalin PruncuОценок пока нет
- SS 09Документ3 страницыSS 09Ajaykumar TiwariОценок пока нет
- 20 - Pumps PDFДокумент6 страниц20 - Pumps PDFEmmanuel EvangelistaОценок пока нет
- Lab 5 - Operating Characteristics of A Centrifugal PumpДокумент9 страницLab 5 - Operating Characteristics of A Centrifugal PumpGianne Nigelle DoriaОценок пока нет
- Control Valve OcrДокумент14 страницControl Valve OcrpathakshashankОценок пока нет
- Volume (10) Issue (2) 160-173Документ14 страницVolume (10) Issue (2) 160-173abhisek haldarОценок пока нет
- chp 3& 6 ihp msdteДокумент10 страницchp 3& 6 ihp msdteRocky JОценок пока нет
- Coin Box Based Automatic WheelДокумент52 страницыCoin Box Based Automatic WheelAakash DindigulОценок пока нет
- Measure Minor Losses in Pipe FittingsДокумент26 страницMeasure Minor Losses in Pipe Fittingsdainer08Оценок пока нет
- PCV SizingДокумент8 страницPCV SizingKhanh PhamОценок пока нет
- Comsol Report FinalДокумент12 страницComsol Report FinalEsraaОценок пока нет
- PT18PCMTL5 - Applied Hydraulics & Pneumatics LabДокумент37 страницPT18PCMTL5 - Applied Hydraulics & Pneumatics LabvamshimohanОценок пока нет
- BMT7L1-Fluid Power Automation LabДокумент37 страницBMT7L1-Fluid Power Automation LabvamshimohanОценок пока нет
- Flow Analysis of Butterfly Valve Using CFDДокумент7 страницFlow Analysis of Butterfly Valve Using CFDIJMERОценок пока нет
- PumpДокумент25 страницPump최승원100% (1)
- CASE STUDY- SURGE ANALYSIS OF METHANOL PIPELINEДокумент12 страницCASE STUDY- SURGE ANALYSIS OF METHANOL PIPELINEchen junwenОценок пока нет
- Handout Water PumpДокумент7 страницHandout Water PumpGarrett KnappОценок пока нет
- Dinamica de Fluido Sucker Rod PumpДокумент26 страницDinamica de Fluido Sucker Rod PumpyeralhОценок пока нет
- Pneumatic Paper Cutting Machine CountingДокумент23 страницыPneumatic Paper Cutting Machine CountingManish Shetty100% (2)
- Flow Measurement in Closed ConduitДокумент65 страницFlow Measurement in Closed ConduitjohnmayardОценок пока нет
- Pressure Pulsation in Reciprocating Pump - Part 1Документ9 страницPressure Pulsation in Reciprocating Pump - Part 1Jose PradoОценок пока нет
- Ipr TPRДокумент6 страницIpr TPRsisiminkinОценок пока нет
- Total Head CalculationДокумент16 страницTotal Head CalculationZaid Al RayesОценок пока нет
- Hydraulic Study of GRE Piping Using Pipenet SimulationДокумент5 страницHydraulic Study of GRE Piping Using Pipenet SimulationpsycopaulОценок пока нет
- PrdsДокумент0 страницPrdssandi1111Оценок пока нет
- Numerical Flow Analysis of An Axial Flow PumpДокумент6 страницNumerical Flow Analysis of An Axial Flow Pumpbinho58Оценок пока нет
- HydraulicsДокумент65 страницHydraulicsMohsin EhsanОценок пока нет
- CE Hydraulics Laboratory Experiments and Computational LabsДокумент12 страницCE Hydraulics Laboratory Experiments and Computational LabsArman OlaОценок пока нет
- Dynamic Analysis of Proportional Solenoid Controlled Piloted Relief Valve by BondgraphДокумент18 страницDynamic Analysis of Proportional Solenoid Controlled Piloted Relief Valve by BondgraphmilligatorОценок пока нет
- Boiler Water LVL DP CellДокумент10 страницBoiler Water LVL DP CellParthiban Nagarajan100% (1)
- MIT-EL-80-017-09574615 Steam Bubble Collapse Water Hammer and Piping Network Response Volume 1 PDFДокумент51 страницаMIT-EL-80-017-09574615 Steam Bubble Collapse Water Hammer and Piping Network Response Volume 1 PDFhamadaniОценок пока нет
- ME Sessional ThermofluidДокумент9 страницME Sessional Thermofluidnadimduet1Оценок пока нет
- Centrifugal Pump Performance TestДокумент10 страницCentrifugal Pump Performance TestAnurag KashyapОценок пока нет
- International Journal of Pressure Vessels and Piping: ArticleinfoДокумент10 страницInternational Journal of Pressure Vessels and Piping: ArticleinfoMahdiОценок пока нет
- Aerodynamics Lab Manual III Year B.Tech (Aeronautical EngineeringДокумент50 страницAerodynamics Lab Manual III Year B.Tech (Aeronautical Engineeringshibin874141Оценок пока нет
- Fluid Flow Measurement and Analysis ExperimentДокумент11 страницFluid Flow Measurement and Analysis ExperimentJohn TomlinsonОценок пока нет
- SECTION 07 Hydraulics2 9020-9030Документ16 страницSECTION 07 Hydraulics2 9020-9030Vjz10997100% (2)
- Control Valves - Modeling and SimulationДокумент7 страницControl Valves - Modeling and SimulationErick Renzo Hidalgo OrtegaОценок пока нет
- Fluid Power Data BookДокумент64 страницыFluid Power Data BookAnand Gopinath25% (4)
- Need For Balancing ValvesДокумент12 страницNeed For Balancing ValvesBubai111Оценок пока нет
- EXAMPLE 5.2-1: Filling A Watering Tank: Table 1: Data From The Manufacturer's Pump CurveДокумент4 страницыEXAMPLE 5.2-1: Filling A Watering Tank: Table 1: Data From The Manufacturer's Pump CurveRohit Gadekar100% (1)
- Centrifugal pump lab experimentДокумент17 страницCentrifugal pump lab experimentKarla PerezОценок пока нет
- Objective of Experiment. Equipment Set-Up. Theory of Experiment. Procedure. Results & Calculations. Discussion of The Results. ConclusionДокумент11 страницObjective of Experiment. Equipment Set-Up. Theory of Experiment. Procedure. Results & Calculations. Discussion of The Results. ConclusionAmmar Al-AghbariОценок пока нет
- Piping SystemsДокумент5 страницPiping SystemsDesislavОценок пока нет
- Valve ModelingДокумент10 страницValve ModelingmsОценок пока нет
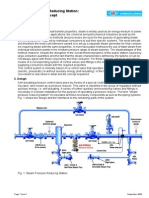
- Designing Steam Pressure Reducing StationsДокумент7 страницDesigning Steam Pressure Reducing StationsMohammed Hassan B KorainaОценок пока нет
- AMEE 310 LAB: PRESSURE DROP VS FLOW RELATIONSHIPДокумент12 страницAMEE 310 LAB: PRESSURE DROP VS FLOW RELATIONSHIPinfo5280Оценок пока нет
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideОт EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideРейтинг: 4 из 5 звезд4/5 (8)
- The Crystalline and Domain Properties ofДокумент9 страницThe Crystalline and Domain Properties ofgoldy243usОценок пока нет
- Modeling and Simulation of Wear in A Pin On Disc TribometerДокумент10 страницModeling and Simulation of Wear in A Pin On Disc Tribometergoldy243usОценок пока нет
- Operations Research Cutting Plane MethodsДокумент255 страницOperations Research Cutting Plane Methodsgoldy243usОценок пока нет
- The Crystalline and Domain Properties ofДокумент9 страницThe Crystalline and Domain Properties ofgoldy243usОценок пока нет
- Optical Layers Produced by SputteringДокумент12 страницOptical Layers Produced by Sputteringgoldy243usОценок пока нет
- The Thickness Uniformity of Films Deposited by Magnetron SputteringДокумент4 страницыThe Thickness Uniformity of Films Deposited by Magnetron Sputteringgoldy243usОценок пока нет
- Thermal Stability of Platinum Bottom ElectrodeДокумент10 страницThermal Stability of Platinum Bottom Electrodegoldy243usОценок пока нет
- Journal of Theoretical and Applied Mechanics 44Документ35 страницJournal of Theoretical and Applied Mechanics 44krishan_24Оценок пока нет
- The Ferroelectric Properties of (Na0.5K0.5) NbO3Документ7 страницThe Ferroelectric Properties of (Na0.5K0.5) NbO3goldy243usОценок пока нет
- Modeling Magnetron Sputter DepositionДокумент7 страницModeling Magnetron Sputter Depositiongoldy243usОценок пока нет
- PZT Thin-Film Meso - and Micro DevicesДокумент21 страницаPZT Thin-Film Meso - and Micro Devicesgoldy243usОценок пока нет
- United States Patent (191: Tsunekawa Et A1. (45) Date of PatentДокумент10 страницUnited States Patent (191: Tsunekawa Et A1. (45) Date of Patentgoldy243usОценок пока нет
- Journal of Theoretical and Applied Mechanics 44Документ35 страницJournal of Theoretical and Applied Mechanics 44krishan_24Оценок пока нет
- Thin Film Reaction of Transition Metals With GermaniumДокумент13 страницThin Film Reaction of Transition Metals With Germaniumgoldy243usОценок пока нет
- Fabrication and Characterization of Pb-Rich LeadДокумент8 страницFabrication and Characterization of Pb-Rich Leadgoldy243usОценок пока нет
- N Interface Broadening Due To Ion Mixing During Thin Film Growth at The Radio-FrequencybiasedДокумент10 страницN Interface Broadening Due To Ion Mixing During Thin Film Growth at The Radio-Frequencybiasedgoldy243usОценок пока нет
- Sputtering Pressure Effect On The Giant Magnetoresistance of FeCr SuperlatticesДокумент6 страницSputtering Pressure Effect On The Giant Magnetoresistance of FeCr Superlatticesgoldy243usОценок пока нет
- Fabrication of PZT Thin Films With TiOx BufferДокумент9 страницFabrication of PZT Thin Films With TiOx Buffergoldy243usОценок пока нет
- Impact of Tungsten Sputtering Condition On Magnetic andДокумент4 страницыImpact of Tungsten Sputtering Condition On Magnetic andgoldy243usОценок пока нет
- Quantitive Roughness of Sputtered Fe CR SuperlatticesДокумент7 страницQuantitive Roughness of Sputtered Fe CR Superlatticesgoldy243usОценок пока нет
- Synthesis of nanocrystalline δ-MoN by thermal annealing of amorphous thin filmsДокумент16 страницSynthesis of nanocrystalline δ-MoN by thermal annealing of amorphous thin filmsgoldy243usОценок пока нет
- Operations Research Cutting Plane MethodsДокумент255 страницOperations Research Cutting Plane Methodsgoldy243usОценок пока нет
- Spintronics Based Random AccessДокумент19 страницSpintronics Based Random Accessgoldy243usОценок пока нет
- Effect of Low Temperature Baking in Nitrogen On The PerformanceДокумент10 страницEffect of Low Temperature Baking in Nitrogen On The Performancegoldy243usОценок пока нет
- Design and Fabrication of A Lead ZirconateДокумент13 страницDesign and Fabrication of A Lead Zirconategoldy243usОценок пока нет
- Dielectric and Structural Properties of PST FilmsДокумент8 страницDielectric and Structural Properties of PST Filmsgoldy243usОценок пока нет
- Dependence of Ferroelectricity On Film ThicknessДокумент12 страницDependence of Ferroelectricity On Film Thicknessgoldy243usОценок пока нет
- Properties of Micropatterned PDFДокумент11 страницProperties of Micropatterned PDFgoldy243usОценок пока нет
- Ion-Induced Spike Effects On Metal SurfacesДокумент14 страницIon-Induced Spike Effects On Metal Surfacesgoldy243usОценок пока нет
- Pulsed Laser Deposition of PDFДокумент7 страницPulsed Laser Deposition of PDFgoldy243usОценок пока нет
- NX569J User ManualДокумент61 страницаNX569J User ManualHenry Orozco EscobarОценок пока нет
- Energy Efficient Solar-Powered Street Lights Using Sun-Tracking Solar Panel With Traffic Density Monitoring and Wireless Control SystemДокумент9 страницEnergy Efficient Solar-Powered Street Lights Using Sun-Tracking Solar Panel With Traffic Density Monitoring and Wireless Control SystemIJRASETPublicationsОценок пока нет
- STAR Worksheet Interviewing SkillsДокумент1 страницаSTAR Worksheet Interviewing SkillsCharity WacekeОценок пока нет
- Fault Tree AnalysisДокумент5 страницFault Tree AnalysisKrishna Kumar0% (1)
- GR 5 Unit Plan 18-19 Art Warli ArtДокумент4 страницыGR 5 Unit Plan 18-19 Art Warli ArtSanjay RautОценок пока нет
- Solar PV Array Modelling PDFДокумент13 страницSolar PV Array Modelling PDFsunilkumarece100% (1)
- Pedestrian Safety in Road TrafficДокумент9 страницPedestrian Safety in Road TrafficMaxamed YusufОценок пока нет
- Finger Relaxation Technique Reduces Post-Appendectomy PainДокумент13 страницFinger Relaxation Technique Reduces Post-Appendectomy PainIan ClaxОценок пока нет
- Roman Questions II PDFДокумент738 страницRoman Questions II PDFjlinderski100% (3)
- Watershed Management A Case Study of Madgyal Village IJERTV2IS70558Документ5 страницWatershed Management A Case Study of Madgyal Village IJERTV2IS70558SharadОценок пока нет
- Es E100091 Pi PDFДокумент1 страницаEs E100091 Pi PDFCarlos Humbeto Portillo MendezОценок пока нет
- Date ValidationДокумент9 страницDate ValidationAnonymous 9B0VdTWiОценок пока нет
- Advance Control Systems LabДокумент2 страницыAdvance Control Systems Labpadmajasiva100% (1)
- Blank Character StatsДокумент19 страницBlank Character Stats0114paolОценок пока нет
- C code snippets with answersДокумент14 страницC code snippets with answersqwerty6327Оценок пока нет
- CH13 QuestionsДокумент4 страницыCH13 QuestionsAngel Itachi MinjarezОценок пока нет
- Moment Baseplate DesignДокумент10 страницMoment Baseplate DesignNeil JonesОценок пока нет
- 07CRMДокумент81 страница07CRMsangramlifeОценок пока нет
- Finance Process Optimization - Mapping The Journey To High PerformanceДокумент3 страницыFinance Process Optimization - Mapping The Journey To High PerformanceStephen G. LynchОценок пока нет
- Sublime QR CodeДокумент6 страницSublime QR Codejeff_sauserОценок пока нет
- Carnot CycleДокумент3 страницыCarnot CyclealexontingОценок пока нет
- Agricultural Typology Concept and MethodДокумент13 страницAgricultural Typology Concept and MethodAre GalvánОценок пока нет
- COS1512 202 - 2015 - 1 - BДокумент33 страницыCOS1512 202 - 2015 - 1 - BLina Slabbert-van Der Walt100% (1)
- Risk Assessment For Modification of Phase 1 Existing Building GPR TankДокумент15 страницRisk Assessment For Modification of Phase 1 Existing Building GPR TankAnandu Ashokan100% (1)
- What Is Science Cornell Notes ExampleДокумент3 страницыWhat Is Science Cornell Notes Exampleapi-240096234Оценок пока нет
- Growing Up Psychic by Chip Coffey - ExcerptДокумент48 страницGrowing Up Psychic by Chip Coffey - ExcerptCrown Publishing Group100% (1)
- Worksheet 9-2 - Math 7Документ2 страницыWorksheet 9-2 - Math 7bfbrfvlfrerОценок пока нет
- The God Complex How It Makes The Most Effective LeadersДокумент4 страницыThe God Complex How It Makes The Most Effective Leadersapi-409867539Оценок пока нет
- Clinic Management System (24 PGS)Документ24 страницыClinic Management System (24 PGS)pranithОценок пока нет
- Grillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종Документ8 страницGrillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종tyuОценок пока нет