Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Chord Tone Improvisation Part IДокумент38 страницChord Tone Improvisation Part I2018 01097Оценок пока нет
- Entropy and The Second Law of Thermodynamics Disorder and The Unavailability of Energy 6Документ14 страницEntropy and The Second Law of Thermodynamics Disorder and The Unavailability of Energy 6HarishChoudharyОценок пока нет
- Abr Sinai Onshore Gas Pipeline PDFДокумент42 страницыAbr Sinai Onshore Gas Pipeline PDFhamza2085100% (1)
- Therapeutic EffectsofWhole-BodyDevices Applying Pulsed Electromagnetic Fields (PEMF)Документ11 страницTherapeutic EffectsofWhole-BodyDevices Applying Pulsed Electromagnetic Fields (PEMF)Jeroan MonteiroОценок пока нет
- 02 Survey Calculations - PpsДокумент96 страниц02 Survey Calculations - PpsLeo Ivan Aviles RicaldiОценок пока нет
- Dover Artificial Lift - Hydraulic Lift Jet Pump BrochureДокумент8 страницDover Artificial Lift - Hydraulic Lift Jet Pump BrochurePedro Antonio Mejia Suarez100% (1)
- Ergonomic DesignДокумент132 страницыErgonomic DesignErin WalkerОценок пока нет
- GS (2006) Vol 2 Rev20 S15 Steel ReinforcementДокумент14 страницGS (2006) Vol 2 Rev20 S15 Steel ReinforcementLap Chun TUNGОценок пока нет
- F3 Chapter 1 (SOALAN) - RespirationДокумент2 страницыF3 Chapter 1 (SOALAN) - Respirationleong cheng liyОценок пока нет
- فيزياء لغات ثانوية عامة أنجليزى-webДокумент462 страницыفيزياء لغات ثانوية عامة أنجليزى-webMohamed RayanyОценок пока нет
- Latihan Matematik DLP Minggu 1Документ3 страницыLatihan Matematik DLP Minggu 1Unit Sains Komputer MRSM PendangОценок пока нет
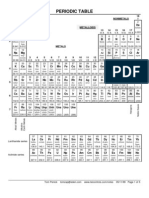
- Periodic Table and AtomsДокумент5 страницPeriodic Table and AtomsShoroff AliОценок пока нет
- Harmony XB4 - XB4BD53Документ5 страницHarmony XB4 - XB4BD53vОценок пока нет
- Translating Trig Graphs PDFДокумент4 страницыTranslating Trig Graphs PDFMark Abion ValladolidОценок пока нет
- TrimLite™ UT20706 HomeliteДокумент7 страницTrimLite™ UT20706 HomeliteBKVОценок пока нет
- Ticket Eater - User Manual 2006Документ24 страницыTicket Eater - User Manual 2006tokio2424Оценок пока нет
- Decision-Making Under Risk and Uncertainty: OutcomesДокумент21 страницаDecision-Making Under Risk and Uncertainty: OutcomesprabodhОценок пока нет
- HANA OverviewДокумент69 страницHANA OverviewSelva KumarОценок пока нет
- P 130881757895329843Документ44 страницыP 130881757895329843Vijay MohanОценок пока нет
- Unit Exam 5Документ3 страницыUnit Exam 5Rose AstoОценок пока нет
- X-Plane Mobile ManualДокумент66 страницX-Plane Mobile ManualRafael MunizОценок пока нет
- Grade 12 Differentiation CHPT 7 & 8Документ60 страницGrade 12 Differentiation CHPT 7 & 8Sri Devi NagarjunaОценок пока нет
- Varargout Tugas - GUI (Varargin) : FunctionДокумент7 страницVarargout Tugas - GUI (Varargin) : FunctionDwi Lestari dwi375ft.2019Оценок пока нет
- Microprocessor I - Lecture 01Документ27 страницMicroprocessor I - Lecture 01Omar Mohamed Farag Abd El FattahОценок пока нет
- TE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.BДокумент12 страницTE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.Brizwan.zamanОценок пока нет
- Illiquidity and Stock Returns - Cross-Section and Time-Series Effects - Yakov AmihudДокумент50 страницIlliquidity and Stock Returns - Cross-Section and Time-Series Effects - Yakov AmihudKim PhượngОценок пока нет
- SV Concepts PLK PDFДокумент276 страницSV Concepts PLK PDFPoojashree LRОценок пока нет
- Design and Analysis of Monopole Circularly Polarised Microstrip Patch Antenna Using HFSSДокумент17 страницDesign and Analysis of Monopole Circularly Polarised Microstrip Patch Antenna Using HFSSKashif FurkanОценок пока нет
- Database Programming With SQL 12-3: DEFAULT Values, MERGE, and Multi-Table Inserts Practice ActivitiesДокумент2 страницыDatabase Programming With SQL 12-3: DEFAULT Values, MERGE, and Multi-Table Inserts Practice ActivitiesFlorin CatalinОценок пока нет
- Budget of Work Sci5Документ1 страницаBudget of Work Sci5Jhoy Angeles PinlacОценок пока нет