Вам также может понравиться
- Afe59-Hc 930e-4 S/N A32062 - A32065, A32073 - A32076 & A32078 - A32079 CerrejonДокумент2 страницыAfe59-Hc 930e-4 S/N A32062 - A32065, A32073 - A32076 & A32078 - A32079 CerrejonfernandojОценок пока нет
- 930e4 Cerrejon LH Steps & PlatformДокумент2 страницы930e4 Cerrejon LH Steps & PlatformfernandojОценок пока нет
- 930e4 Cerrejon Retarding Grid Assembly 1 3 58F-06-01590 PDFДокумент2 страницы930e4 Cerrejon Retarding Grid Assembly 1 3 58F-06-01590 PDFfernandojОценок пока нет
- SCENE LT 2019.0 User Manual EN PDFДокумент253 страницыSCENE LT 2019.0 User Manual EN PDFfernandojОценок пока нет
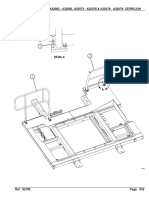
- 930e4 Cerrejon Center Deck HandrailsДокумент2 страницы930e4 Cerrejon Center Deck HandrailsfernandojОценок пока нет
- 930e4 Cerrejon LH Deck HandrailsДокумент2 страницы930e4 Cerrejon LH Deck HandrailsfernandojОценок пока нет
- 930e4 Cerrejon Retarding Grid Assembly 1 3 58f-06-01590Документ2 страницы930e4 Cerrejon Retarding Grid Assembly 1 3 58f-06-01590fernandojОценок пока нет
- Handyscan 3D Training Script - ENДокумент98 страницHandyscan 3D Training Script - ENfernandojОценок пока нет
- wm2d Tutorial PDFДокумент429 страницwm2d Tutorial PDFfernandoj100% (1)
- Handyscan 3D Training Script - ENДокумент98 страницHandyscan 3D Training Script - ENfernandojОценок пока нет
- AH15849b PC Hydraulic Cylinders With Metal Guard Rings at The PistonДокумент12 страницAH15849b PC Hydraulic Cylinders With Metal Guard Rings at The PistonfernandojОценок пока нет
- Working Model Tutorial: 1. InstallationДокумент10 страницWorking Model Tutorial: 1. InstallationfernandojОценок пока нет
- MaxSHOT 3D Training Script - ENДокумент53 страницыMaxSHOT 3D Training Script - ENfernandojОценок пока нет
- Ssab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99Документ1 страницаSsab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99fernandojОценок пока нет
- Lifting Eyes For Excavator BucketsДокумент1 страницаLifting Eyes For Excavator BucketsfernandojОценок пока нет
- Sidecutters Manufactured by HensleyДокумент8 страницSidecutters Manufactured by Hensleyfernandoj100% (1)
- BoxRipper Systems For ExcavatorsДокумент2 страницыBoxRipper Systems For ExcavatorsfernandojОценок пока нет
- Ssab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99Документ1 страницаSsab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99fernandojОценок пока нет
- J-Bolt Edge System For LHD TramsДокумент8 страницJ-Bolt Edge System For LHD TramsfernandojОценок пока нет
- Weld-On Bucket Heel ShroudsДокумент2 страницыWeld-On Bucket Heel ShroudsfernandojОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Astm d2729Документ2 страницыAstm d2729Shan AdriasОценок пока нет
- Argumentative Essay Research PaperДокумент5 страницArgumentative Essay Research PaperJadОценок пока нет
- Week5 6 2Документ2 страницыWeek5 6 2SAMANIEGO BERMEO DAVID SEBASTIANОценок пока нет
- Essay 31 - Permissive ParentingДокумент2 страницыEssay 31 - Permissive Parentingqbich37Оценок пока нет
- Biology - Cell City AnswersДокумент5 страницBiology - Cell City AnswersDaisy be100% (1)
- Schematic Diagram For Pharmaceutical Water System 1652323261Документ1 страницаSchematic Diagram For Pharmaceutical Water System 1652323261Ankit SinghОценок пока нет
- Biodegradable Plastic Bag Manufacturing Industry-800655 PDFДокумент68 страницBiodegradable Plastic Bag Manufacturing Industry-800655 PDFAryanОценок пока нет
- Constipation Treatment For Infants and ChildrenДокумент2 страницыConstipation Treatment For Infants and Childrenapi-559575515Оценок пока нет
- CASE DIGEST GAISANO CAGAYAN vs. INSURANCE COMPANY OF NORTH AMERICAДокумент3 страницыCASE DIGEST GAISANO CAGAYAN vs. INSURANCE COMPANY OF NORTH AMERICAclaireОценок пока нет
- Abfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdДокумент14 страницAbfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdLucianoОценок пока нет
- Faraz Chem ProjectДокумент13 страницFaraz Chem ProjectFaraz AhmedОценок пока нет
- Figure 1: Basic Design of Fluidized-Bed ReactorДокумент3 страницыFigure 1: Basic Design of Fluidized-Bed ReactorElany Whishaw0% (1)
- Handout Module6Документ69 страницHandout Module6Oana MirceaОценок пока нет
- Hydrolysis and Fermentation of Sweetpotatoes For Production of Fermentable Sugars and EthanolДокумент11 страницHydrolysis and Fermentation of Sweetpotatoes For Production of Fermentable Sugars and Ethanolkelly betancurОценок пока нет
- Jurnal SOL MeningiomaДокумент6 страницJurnal SOL MeningiomaConnie SianiparОценок пока нет
- Rajivgandhi University of Health Sciences Bangalore, KarnatakaДокумент19 страницRajivgandhi University of Health Sciences Bangalore, KarnatakaHUSSAINA BANOОценок пока нет
- Biology Q PDFДокумент9 страницBiology Q PDFsumon chowdhuryОценок пока нет
- Dabur Vs PatanjaliДокумент4 страницыDabur Vs PatanjalirangarajanОценок пока нет
- Challenger 350 Recommended Operating Procedures and TechniquesДокумент104 страницыChallenger 350 Recommended Operating Procedures and Techniquessebatsea100% (1)
- Drawing Submssion Requirements - September - 2018Документ66 страницDrawing Submssion Requirements - September - 2018Suratman Blanck MandhoОценок пока нет
- Universal ING - LA.Boschi Plants Private LimitedДокумент23 страницыUniversal ING - LA.Boschi Plants Private LimitedAlvaro Mendoza MaytaОценок пока нет
- 3 Ways To Take Isabgol - WikiHowДокумент6 страниц3 Ways To Take Isabgol - WikiHownasirОценок пока нет
- Uttarakhand District Factbook: Almora DistrictДокумент33 страницыUttarakhand District Factbook: Almora DistrictDatanet IndiaОценок пока нет
- Chi - Square Test: PG Students: DR Amit Gujarathi DR Naresh GillДокумент32 страницыChi - Square Test: PG Students: DR Amit Gujarathi DR Naresh GillNaresh GillОценок пока нет
- Team SportsДокумент143 страницыTeam SportsYashОценок пока нет
- Course Guide Pe1 PDFДокумент4 страницыCourse Guide Pe1 PDFrahskkОценок пока нет
- BCA2006 BCA GuideДокумент507 страницBCA2006 BCA GuidePatrick LiaoОценок пока нет
- Onuaguluchi1996 1Документ10 страницOnuaguluchi1996 1IkaSugihartatikОценок пока нет
- Composite Restorations: Dr. Dina NouriДокумент38 страницComposite Restorations: Dr. Dina NouriCatherine LoyolaОценок пока нет