Вам также может понравиться
- Lecture 2 Advanced Composites MEC509J2Документ14 страницLecture 2 Advanced Composites MEC509J2Ben MurrayОценок пока нет
- Engineering Materials ProjectДокумент12 страницEngineering Materials ProjectShahZaib AnwarОценок пока нет
- UntitledДокумент34 страницыUntitledmohansaiОценок пока нет
- Glass Fibre Reinforced Plastic and Its Architectural ApplicationsДокумент27 страницGlass Fibre Reinforced Plastic and Its Architectural ApplicationsVipul UttamchandaniОценок пока нет
- Fabrication and Testing of Fibre Reinforced Polymer Composites MaterialДокумент8 страницFabrication and Testing of Fibre Reinforced Polymer Composites Materialyadagani nirmalОценок пока нет
- Seminar Report 2019-22 Carbon Fiber Used in ConstructionДокумент11 страницSeminar Report 2019-22 Carbon Fiber Used in ConstructionAdarsh SooryaОценок пока нет
- Designing With Fiber Reinforced Plastics-Composites (MFGC) - Guide PDFДокумент28 страницDesigning With Fiber Reinforced Plastics-Composites (MFGC) - Guide PDFJulio Humberto Díaz RondánОценок пока нет
- Thermoplastic Composites - Best Practice GuideДокумент49 страницThermoplastic Composites - Best Practice GuidemanikandapriyaОценок пока нет
- Engineering Chemistry - Unit - IIДокумент14 страницEngineering Chemistry - Unit - IIvijay kumar100% (1)
- Tensile Strength of Galvanized Iron Glass Fiber Sandwich PanelДокумент5 страницTensile Strength of Galvanized Iron Glass Fiber Sandwich PanelRich Mhar ManguiatОценок пока нет
- Submitted To: Composite MaterialДокумент8 страницSubmitted To: Composite MaterialMunish DhimanОценок пока нет
- Carbon FiberДокумент30 страницCarbon FiberAarizMalik100% (1)
- Fibre Reinforced Polymer in RetrofittingДокумент7 страницFibre Reinforced Polymer in RetrofittingIJRASETPublicationsОценок пока нет
- Fibre Reinforced ConcreteДокумент6 страницFibre Reinforced ConcreteRm1262Оценок пока нет
- Carbon Fibre ReportДокумент33 страницыCarbon Fibre ReportAyanala Bhagyasri0% (1)
- Referat Case StudyДокумент4 страницыReferat Case StudyRazvan BuzilaОценок пока нет
- Bipolar PlatesДокумент7 страницBipolar PlatesNabilah SadaliОценок пока нет
- Carbon Fiber ThesisДокумент7 страницCarbon Fiber ThesisWriterPaperCanada100% (2)
- Report On Fiber Reinforced PolymersДокумент11 страницReport On Fiber Reinforced Polymersmarwan khashabaОценок пока нет
- Master of Technology (Structural Engineering) Submitted ToДокумент66 страницMaster of Technology (Structural Engineering) Submitted ToANKESH SHRIVASTAVAОценок пока нет
- 1 PBДокумент7 страниц1 PBKarthik SNОценок пока нет
- Carbon Fibre As A Recent Material Use in ConstructionДокумент7 страницCarbon Fibre As A Recent Material Use in ConstructionVimlesh KumarОценок пока нет
- CH-3 MachiningДокумент16 страницCH-3 MachiningAbreham DerejeОценок пока нет
- Carbon Fiber Polymer CompositesДокумент5 страницCarbon Fiber Polymer CompositesMalak ShatiОценок пока нет
- ReportДокумент21 страницаReportA MusicloverОценок пока нет
- Hybrid CompositeДокумент91 страницаHybrid Compositemanoharbyalal100% (3)
- Carbon Fiber For CablesДокумент12 страницCarbon Fiber For CablesAyman ShamaОценок пока нет
- Yadav Khagendra K. M-Tech (AME) Hindustan UniversityДокумент28 страницYadav Khagendra K. M-Tech (AME) Hindustan Universityمحمد قديشيОценок пока нет
- 1 s2.0 S1359835X05002125 MainДокумент7 страниц1 s2.0 S1359835X05002125 MainVarti TorresОценок пока нет
- Fibre Reinforced 01102010 PDFДокумент6 страницFibre Reinforced 01102010 PDFkamal hameed tayyОценок пока нет
- Types of Fibre Reinforced PolymersДокумент5 страницTypes of Fibre Reinforced PolymersNeerajОценок пока нет
- Carbon Fibre ReportДокумент14 страницCarbon Fibre ReportyoyotoyoОценок пока нет
- FibresДокумент73 страницыFibresmydaddy123Оценок пока нет
- PDFДокумент32 страницыPDFEngr Qaisar NazeerОценок пока нет
- Elective Course (2) - Composite Materials MET 443Документ20 страницElective Course (2) - Composite Materials MET 443يوسف عادل حسانينОценок пока нет
- Carbon and Graphite FibersДокумент8 страницCarbon and Graphite FibersEirick Wayne Zuñigga De-ItzelОценок пока нет
- Experimental Study On Strengthening of RCC Slab by Using CFRP & GFRP SheetsДокумент9 страницExperimental Study On Strengthening of RCC Slab by Using CFRP & GFRP SheetsVaishaliОценок пока нет
- Modeling and Analysis of Hybrid Composite Strip With Bolted Joint Using FEMДокумент39 страницModeling and Analysis of Hybrid Composite Strip With Bolted Joint Using FEMAnonymous Ndsvh2soОценок пока нет
- Machining of Composite MaterialsДокумент24 страницыMachining of Composite MaterialsYashwanth Reddy0% (1)
- Properties Advantages:: High Strength To Weight RatioДокумент7 страницProperties Advantages:: High Strength To Weight RatioShahZaib AnwarОценок пока нет
- Chapter 6Документ20 страницChapter 6Neetesa NepalОценок пока нет
- CM NotesДокумент136 страницCM NotesFayaz KhanОценок пока нет
- Carbon Fiber Reinforced Plastics in Aircraft Construction: C. SoutisДокумент6 страницCarbon Fiber Reinforced Plastics in Aircraft Construction: C. SoutisMizanОценок пока нет
- Carbon FiberДокумент4 страницыCarbon FiberKarthik SNОценок пока нет
- Carbon FiberДокумент4 страницыCarbon FiberKarthik SNОценок пока нет
- Civil and Structural Engineering Applications, Recent Trends, Research and Developments On Pultruded Fiber Reinforced Polymer Closed Sections - A ReviewДокумент18 страницCivil and Structural Engineering Applications, Recent Trends, Research and Developments On Pultruded Fiber Reinforced Polymer Closed Sections - A ReviewIeva MisiūnaitėОценок пока нет
- Smart Materials in Civil Engineering: Carbon FibersДокумент8 страницSmart Materials in Civil Engineering: Carbon FibersRajat JatavОценок пока нет
- A Study On 3D Carbon Braided CompositeДокумент56 страницA Study On 3D Carbon Braided CompositeDaryl LeeОценок пока нет
- Experimental Study On Concrete Using Aramid FiberДокумент14 страницExperimental Study On Concrete Using Aramid FiberIJRASETPublicationsОценок пока нет
- Charan 3Документ15 страницCharan 3yakubsamadshaikОценок пока нет
- Fiber Reinforcement ThesisДокумент5 страницFiber Reinforcement Thesisbeckiroymanchester100% (2)
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsДокумент33 страницыWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsHrishikesanОценок пока нет
- Karbon Cam Karşılaştırma 2Документ10 страницKarbon Cam Karşılaştırma 2Hasanmert KaymakОценок пока нет
- Development of Al-Fe Al Nanocomposite by Powder Metallurgy RouteДокумент10 страницDevelopment of Al-Fe Al Nanocomposite by Powder Metallurgy RouteRandi PratamaОценок пока нет
- Development of Al-Fe Al Nanocomposite by Powder Metallurgy RouteДокумент10 страницDevelopment of Al-Fe Al Nanocomposite by Powder Metallurgy RouteRandi PratamaОценок пока нет
- 2004 Jcomb PF AmДокумент8 страниц2004 Jcomb PF AmMohammedSirajUddinОценок пока нет
- FRC 1Документ7 страницFRC 1Kurnia Indah PuspitasariОценок пока нет
- Discontinuous Basalt Fiber-Reinforced HybridДокумент2 страницыDiscontinuous Basalt Fiber-Reinforced HybridGarage AbuTurkiОценок пока нет
- Advantages and Disadvantages of Carbon Fibre Reinforcement PolymerДокумент2 страницыAdvantages and Disadvantages of Carbon Fibre Reinforcement PolymerMalak ShatiОценок пока нет
- C 20 MTT 1 2 SemДокумент165 страницC 20 MTT 1 2 SemMatthew SmithОценок пока нет
- Material Science - CompressedДокумент82 страницыMaterial Science - CompressedMatthew SmithОценок пока нет
- Combustion PDFДокумент24 страницыCombustion PDFserkalemtОценок пока нет
- Maths 3 CompressedДокумент208 страницMaths 3 CompressedMatthew SmithОценок пока нет
- Combustion in Si EnginesДокумент36 страницCombustion in Si Enginesrgopi_83Оценок пока нет
- C 20 MY 3 4 SemДокумент80 страницC 20 MY 3 4 SemMatthew SmithОценок пока нет
- Time Management Conference 2019Документ28 страницTime Management Conference 2019Matthew SmithОценок пока нет
- 10 1 1 558 3354Документ12 страниц10 1 1 558 3354Matthew SmithОценок пока нет
- 6Rph6Wxglhv RQ 0hfkdqlfdo 3urshuwlhv Ri (SR (/&7%1&od/ %Dvhg3Ro/Phu 1Dqrfrpsrvlwhv 31&Документ8 страниц6Rph6Wxglhv RQ 0hfkdqlfdo 3urshuwlhv Ri (SR (/&7%1&od/ %Dvhg3Ro/Phu 1Dqrfrpsrvlwhv 31&Matthew SmithОценок пока нет
- Abst PHD EnotiadisДокумент2 страницыAbst PHD EnotiadisMatthew SmithОценок пока нет
- 1 s2.0 S0263822315005164 MainДокумент22 страницы1 s2.0 S0263822315005164 MainMatthew SmithОценок пока нет
- 1 s2.0 S2211812814005872 MainДокумент7 страниц1 s2.0 S2211812814005872 MainMatthew SmithОценок пока нет
- Influence of Interface On Epoxy/clay Nanocomposites: 1. Morphology StructureДокумент6 страницInfluence of Interface On Epoxy/clay Nanocomposites: 1. Morphology StructureMatthew SmithОценок пока нет
- 813201113306Документ10 страниц813201113306Matthew SmithОценок пока нет
- Front-Wheel-Drive (Transaxle and CV Joint) Fundamentals: © 2012 Delmar, Cengage LearningДокумент25 страницFront-Wheel-Drive (Transaxle and CV Joint) Fundamentals: © 2012 Delmar, Cengage LearningMatthew SmithОценок пока нет
- Application of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing OperationДокумент7 страницApplication of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing Operationwww.irjes.comОценок пока нет
- Basic Thermo 3Документ65 страницBasic Thermo 3Matthew SmithОценок пока нет
- Automatic Transmission SystemДокумент21 страницаAutomatic Transmission SystemMamesh Mathankar100% (1)
- Automatic Transmission ApplicationsДокумент26 страницAutomatic Transmission ApplicationsMatthew SmithОценок пока нет
- Study of Friction and Wear of ABS/Zno Polymer Composite Using Taguchi TechniqueДокумент10 страницStudy of Friction and Wear of ABS/Zno Polymer Composite Using Taguchi TechniqueMatthew SmithОценок пока нет
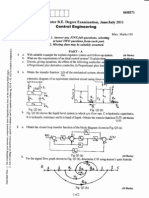
- CE June 2011Документ2 страницыCE June 2011sohan2902Оценок пока нет
- Fluid Mechanics Question Paper December 2014 January 2015Документ2 страницыFluid Mechanics Question Paper December 2014 January 2015Matthew SmithОценок пока нет
- FM II AssaignmentДокумент2 страницыFM II AssaignmentMatthew SmithОценок пока нет
- BTD - QBДокумент25 страницBTD - QBMatthew SmithОценок пока нет
- 1 PBДокумент8 страниц1 PBMatthew SmithОценок пока нет
- 1 PBДокумент8 страниц1 PBMatthew SmithОценок пока нет
- Automatic Transmission SystemДокумент21 страницаAutomatic Transmission SystemMamesh Mathankar100% (1)
- Automobile EnginesДокумент86 страницAutomobile EnginesMatthew SmithОценок пока нет
- Describe The Construction and Operation of Manual and Semi-Automatic Transmissions Used On Light VehiclesДокумент3 страницыDescribe The Construction and Operation of Manual and Semi-Automatic Transmissions Used On Light VehiclesMatthew SmithОценок пока нет
- Types of Chassis LayoutДокумент8 страницTypes of Chassis LayoutMatthew SmithОценок пока нет
- The Unofficial Aterlife GuideДокумент33 страницыThe Unofficial Aterlife GuideIsrael Teixeira de AndradeОценок пока нет
- Future AncestorsДокумент44 страницыFuture AncestorsAlex100% (1)
- Cell Structure, Function Practice Test With AnswersДокумент16 страницCell Structure, Function Practice Test With AnswersDJ ISAACSОценок пока нет
- Uji Efektivitas Mikroba Rumpun BambuДокумент7 страницUji Efektivitas Mikroba Rumpun BambuUse Real ProjectОценок пока нет
- 1.1 The Prescription of Blood ComponentsДокумент9 страниц1.1 The Prescription of Blood ComponentsagurtovicОценок пока нет
- Chapter Three: 1 - The Coarse Grain SoilsДокумент21 страницаChapter Three: 1 - The Coarse Grain SoilsSalih MohayaddinОценок пока нет
- Earth Science (Metamorphic Rocks)Документ8 страницEarth Science (Metamorphic Rocks)MA. ALEXIS LAURENОценок пока нет
- Orofacial Complex: Form and FunctionДокумент34 страницыOrofacial Complex: Form and FunctionAyushi Goel100% (1)
- Table 1 Minimum Separation DistancesДокумент123 страницыTable 1 Minimum Separation DistancesjhonОценок пока нет
- Final TestДокумент10 страницFinal TestbennyОценок пока нет
- Me8072 Renewable Sources of EnergyДокумент13 страницMe8072 Renewable Sources of EnergyNallappan Rajj AОценок пока нет
- Manual Nice9000v A04Документ151 страницаManual Nice9000v A04hoang tamОценок пока нет
- Nutrient DeficiencyДокумент8 страницNutrient Deficiencyfeiserl100% (1)
- Book BindingДокумент14 страницBook Bindingpesticu100% (2)
- iPQ-Center Webvideo Star TTB MA R1 42 en PDFДокумент32 страницыiPQ-Center Webvideo Star TTB MA R1 42 en PDFHamid KharazmiОценок пока нет
- All Pop SongsДокумент53 страницыAll Pop SongsMadeleneQuiogueОценок пока нет
- Engineering Structures: C.X. Dong, A.K.H. Kwan, J.C.M. HoДокумент14 страницEngineering Structures: C.X. Dong, A.K.H. Kwan, J.C.M. HoElieser SinagaОценок пока нет
- Cell Wall Synthesis InhibitorsДокумент6 страницCell Wall Synthesis InhibitorsRPh Krishna Chandra JagritОценок пока нет
- Guidelines For The Management of Brain InjuryДокумент26 страницGuidelines For The Management of Brain InjuryfathaОценок пока нет
- ReviewerДокумент3 страницыReviewerKristine SantominОценок пока нет
- A Tired BrainДокумент3 страницыA Tired BrainSivasonОценок пока нет
- Intro Slow Keyofg: Em7 G5 A7Sus4 G C/G D/F# AmДокумент2 страницыIntro Slow Keyofg: Em7 G5 A7Sus4 G C/G D/F# Ammlefev100% (1)
- Calibration of Force ReductionДокумент36 страницCalibration of Force Reductionvincenzo_12613735Оценок пока нет
- Chapter 1 (PLC)Документ9 страницChapter 1 (PLC)Kibria PrangonОценок пока нет
- 10th ORLIAC Scientific Program As of 26 Jan 2018Документ6 страниц10th ORLIAC Scientific Program As of 26 Jan 2018AyuAnatrieraОценок пока нет
- Report - IvatanДокумент28 страницReport - IvatanJohara Winel PerezОценок пока нет
- Active Faults in MalaysiaДокумент52 страницыActive Faults in MalaysiaHazim HaОценок пока нет
- Tesla Magazine Vol4Документ48 страницTesla Magazine Vol4jonathan100% (1)
- 39ED3050CT - RT49S - AP Service ManualДокумент31 страница39ED3050CT - RT49S - AP Service Manualبوند بوند100% (1)
- ZhentarimДокумент4 страницыZhentarimLeonartОценок пока нет