Вам также может понравиться
- System Audit RequirementДокумент37 страницSystem Audit Requirementavinashbatra171% (7)
- Manufacturing Process AuditДокумент1 страницаManufacturing Process AuditSachin Kumbhar100% (1)
- Evidences To Be Maintained As Per APQP For PMДокумент3 страницыEvidences To Be Maintained As Per APQP For PMSachin RamdurgОценок пока нет
- 4th Edition PPAPДокумент83 страницы4th Edition PPAPTerri Paleno Lebow100% (1)
- Procedure For NPD HandoverДокумент1 страницаProcedure For NPD HandoverTushar Wagh100% (1)
- IATF Objective Data Analysis - Quality - ExampleДокумент1 страницаIATF Objective Data Analysis - Quality - ExampleSachin RamdurgОценок пока нет
- IATF 16949 DocumenДокумент1 страницаIATF 16949 Documenpunitg_2Оценок пока нет
- Red Bin Analysis FormatДокумент1 страницаRed Bin Analysis FormatPRABHAT RANJAN100% (1)
- MACE Formats 1Документ46 страницMACE Formats 1Ashish VaidОценок пока нет
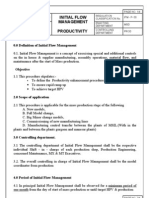
- Inital Flow Management Productivity ProcedureДокумент4 страницыInital Flow Management Productivity Procedureshaggyrahul100% (3)
- QMP-18 Initial Production ControlДокумент5 страницQMP-18 Initial Production Controlom cncОценок пока нет
- Operator Observance SheetДокумент5 страницOperator Observance SheetEr Avinash Kumar100% (2)
- T2 VSA With RequirementДокумент8 страницT2 VSA With RequirementSandeep K Malhotra100% (3)
- APQP ProcedureДокумент9 страницAPQP ProcedurePk Nimiwal100% (4)
- Apqp FormsДокумент67 страницApqp FormsNeumar NeumannОценок пока нет
- GP-9 Process Control Plan Audit Summary SheetДокумент5 страницGP-9 Process Control Plan Audit Summary SheetAsifОценок пока нет
- 3.6 Initial SupplyДокумент2 страницы3.6 Initial SupplySunil Kumar92% (12)
- Process & Product Audit Check SheetДокумент6 страницProcess & Product Audit Check SheetPrakashRai100% (7)
- APQP Phases & Elements of APQPДокумент6 страницAPQP Phases & Elements of APQPSachin Ramdurg100% (1)
- 1 2 3 - 4M Change Part TagДокумент4 страницы1 2 3 - 4M Change Part TagIt's me DJОценок пока нет
- Operator Observation SheetДокумент1 страницаOperator Observation Sheet25aprilОценок пока нет
- Operator Observance SheetДокумент2 страницыOperator Observance Sheetrajesh sharma100% (1)
- Ipc & Ipp Logbook or FlowДокумент8 страницIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- 4M Change Procedure - PED 02Документ2 страницы4M Change Procedure - PED 02sathyabalaraman87% (23)
- Product Audit ReportДокумент2 страницыProduct Audit ReportManoharar R100% (2)
- Copy of APQP Check List - Ford (Blank)Документ9 страницCopy of APQP Check List - Ford (Blank)feiraluremaОценок пока нет
- Final Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoДокумент10 страницFinal Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoVikas KashyapОценок пока нет
- NPD Procedure & Apqp FormatДокумент132 страницыNPD Procedure & Apqp FormatKaramjit Singh100% (2)
- 14-QSP - 59 Procedure For Temporary Change of Process Controls PDFДокумент1 страница14-QSP - 59 Procedure For Temporary Change of Process Controls PDFsahyadri engineersОценок пока нет
- W.I - Abnormal SituationДокумент1 страницаW.I - Abnormal Situation25april100% (2)
- APQP Sample FormatДокумент32 страницыAPQP Sample FormatManigandan RОценок пока нет
- Process Audit - Sheet New ......Документ1 страницаProcess Audit - Sheet New ......MUKESH KUMARОценок пока нет
- APQP Timing PlanДокумент2 страницыAPQP Timing Plancertifiq8213100% (3)
- Required Doc For IATFДокумент3 страницыRequired Doc For IATFAbhayОценок пока нет
- NPD Check SheetДокумент6 страницNPD Check Sheets.charlieОценок пока нет
- Advanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial StageДокумент6 страницAdvanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial Stagerajesh sharma100% (2)
- Production Part Approval ProcessДокумент6 страницProduction Part Approval ProcessleonardoОценок пока нет
- Supplier 4M Change Request FormatДокумент1 страницаSupplier 4M Change Request FormatManoj KumarОценок пока нет
- Shriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)Документ5 страницShriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)deepak sharma100% (1)
- IMS Quality Manual MSSL 2018 LatestДокумент46 страницIMS Quality Manual MSSL 2018 LatestManjeet RanaОценок пока нет
- Product Audit Check SheetДокумент3 страницыProduct Audit Check SheetLakshmanan Venkatesan100% (1)
- Gate Check Review FormsДокумент7 страницGate Check Review FormsKamardeen Nazurudeen100% (1)
- GM 1927 08 Potential Supplier Assessment (PSA)Документ12 страницGM 1927 08 Potential Supplier Assessment (PSA)Juan Carlos Murillo Larrota100% (1)
- AIAG PPAP Cover SheetДокумент1 страницаAIAG PPAP Cover SheetSCHOPENHAUERОценок пока нет
- Poison Cake Test: Standard Operating ProcedureДокумент1 страницаPoison Cake Test: Standard Operating ProcedureGirdhar Sahu100% (3)
- Apqp FormsДокумент32 страницыApqp FormsAnonymous A2jnZ5MNPxОценок пока нет
- 4M Change MatrixДокумент1 страница4M Change MatrixAnkit SainiОценок пока нет
- Iso Ts 16949 Tamil Training ProgramДокумент51 страницаIso Ts 16949 Tamil Training ProgramGanesan Sankaranarayanan88% (8)
- .013-00-Checking AidsДокумент3 страницы.013-00-Checking Aidsdaniel_sasikumarОценок пока нет
- APQP (27) ElementsДокумент31 страницаAPQP (27) Elementssam1hi5Оценок пока нет
- Vishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationДокумент13 страницVishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationAnonymous YptJ5iDОценок пока нет
- Supplier Deviation Request Form N°:: Part Description Part No: Revision PO NumberДокумент1 страницаSupplier Deviation Request Form N°:: Part Description Part No: Revision PO Number57641Оценок пока нет
- The 5 Core ToolДокумент17 страницThe 5 Core ToolRajesh GhoshОценок пока нет
- QAF12 Process Audit Rev 09Документ4 страницыQAF12 Process Audit Rev 09ukavathekarОценок пока нет
- 4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedДокумент1 страница4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedDINESHCHOUDHARY88Оценок пока нет
- Meenakshi Polymers Pvt. LTD.: Poison Test SheetДокумент2 страницыMeenakshi Polymers Pvt. LTD.: Poison Test SheetKaran Malhi100% (2)
- QMS Audit Check SheetДокумент7 страницQMS Audit Check Sheetaboo2uОценок пока нет
- Role of QC & QA in OperationsДокумент6 страницRole of QC & QA in OperationsmaheshОценок пока нет
- QMS Audit Check SheetДокумент7 страницQMS Audit Check Sheetaboo2uОценок пока нет
- Free Ts 16949 Audit ChecklistДокумент8 страницFree Ts 16949 Audit ChecklistKumaravel100% (1)
- IQA Report Summary Sheet - Bolt & Zest Front Strut: 1 Mounting of PartДокумент33 страницыIQA Report Summary Sheet - Bolt & Zest Front Strut: 1 Mounting of PartJetesh DevgunОценок пока нет
- Terms Conditions For Apy FinalДокумент3 страницыTerms Conditions For Apy FinalJetesh DevgunОценок пока нет
- Shishu Niketan Model Sr. Sec. School: Sector 22-D, ChandigarhДокумент1 страницаShishu Niketan Model Sr. Sec. School: Sector 22-D, ChandigarhJetesh DevgunОценок пока нет
- REVISION Master - GM Customer Specifics - Rev141212 - FINALДокумент34 страницыREVISION Master - GM Customer Specifics - Rev141212 - FINALJetesh DevgunОценок пока нет
- Ticket: Terms & ConditionsДокумент1 страницаTicket: Terms & ConditionsJetesh DevgunОценок пока нет
- Worksheet in SQ Checksheet Part1Документ50 страницWorksheet in SQ Checksheet Part1Jetesh Devgun100% (1)
- Furnace Cleaning Rev 1Документ1 страницаFurnace Cleaning Rev 1Jetesh DevgunОценок пока нет
- Date Sheet Dec 2015 PDFДокумент126 страницDate Sheet Dec 2015 PDFamandeep651Оценок пока нет
- Site Assessment HandbookДокумент18 страницSite Assessment HandbookJetesh DevgunОценок пока нет
- Process CapabilityДокумент18 страницProcess CapabilitysigmasundarОценок пока нет
- Presentation On 7 Tools of Q.C.Документ25 страницPresentation On 7 Tools of Q.C.Jetesh DevgunОценок пока нет
- APQPДокумент38 страницAPQPJetesh DevgunОценок пока нет
- TQMДокумент42 страницыTQMJetesh Devgun0% (1)
- ISO TS 16949 2009 ChangesДокумент9 страницISO TS 16949 2009 ChangesfolorОценок пока нет
- MITC July4Документ7 страницMITC July4Jetesh DevgunОценок пока нет
- 17-11-2015 M Tech Cse 2015Документ21 страница17-11-2015 M Tech Cse 2015Jetesh DevgunОценок пока нет
- Westerman TableДокумент86 страницWesterman TableDipak88% (17)
- Detailed Advt CWE Clerks VДокумент33 страницыDetailed Advt CWE Clerks VRahul SoniОценок пока нет
- LL VNT.F,) SCRNF - L I: No.: " NoДокумент2 страницыLL VNT.F,) SCRNF - L I: No.: " NoJetesh DevgunОценок пока нет
- Presentation On MSA by TS16949 Auditors From UL IndiaДокумент16 страницPresentation On MSA by TS16949 Auditors From UL IndiaJetesh DevgunОценок пока нет
- Software Engineering Projects in Distant TeachingДокумент8 страницSoftware Engineering Projects in Distant TeachingJetesh DevgunОценок пока нет
- It's Time To Take A Smart Step!Документ2 страницыIt's Time To Take A Smart Step!Jetesh DevgunОценок пока нет
- BrochureДокумент1 страницаBrochureJetesh DevgunОценок пока нет
- Home Policy WordingsДокумент10 страницHome Policy WordingsJetesh DevgunОценок пока нет
- SCRCyberReceipt13 09 2015Документ1 страницаSCRCyberReceipt13 09 2015Jetesh DevgunОценок пока нет
- PPAP File - 1-Ilovepdf-Compressed.2Документ1 страницаPPAP File - 1-Ilovepdf-Compressed.2Jetesh DevgunОценок пока нет
- TATA GarageList (Updated 16.07.2013)Документ768 страницTATA GarageList (Updated 16.07.2013)Jetesh DevgunОценок пока нет
- Software Engineering Projects in Distant TeachingДокумент8 страницSoftware Engineering Projects in Distant TeachingJetesh DevgunОценок пока нет
- SynopsisДокумент15 страницSynopsisMeenu ChauhanОценок пока нет
- It's Time To Take A Smart Step!Документ2 страницыIt's Time To Take A Smart Step!Jetesh DevgunОценок пока нет
- Low Voltage Switchgear Specification: 1. ScopeДокумент6 страницLow Voltage Switchgear Specification: 1. ScopejendrikoОценок пока нет
- Lancru hzj105 DieselДокумент2 страницыLancru hzj105 DieselMuhammad MasdukiОценок пока нет
- Enrile v. SalazarДокумент26 страницEnrile v. SalazarMaria Aerial AbawagОценок пока нет
- March For Our LivesДокумент22 страницыMarch For Our LivesLucy HanОценок пока нет
- Arbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryДокумент33 страницыArbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryRicardo SoldadoОценок пока нет
- Description and Operating Instructions: Multicharger 750 12V/40A 24V/20A 36V/15AДокумент34 страницыDescription and Operating Instructions: Multicharger 750 12V/40A 24V/20A 36V/15APablo Barboza0% (1)
- Operating Instructions: HTL-PHP Air Torque PumpДокумент38 страницOperating Instructions: HTL-PHP Air Torque PumpvankarpОценок пока нет
- ইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীДокумент118 страницইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীMd SallauddinОценок пока нет
- Fire Prevention Plan Template - FINAL 5-30-08Документ5 страницFire Prevention Plan Template - FINAL 5-30-08Peter GeorgeОценок пока нет
- Microfinance Ass 1Документ15 страницMicrofinance Ass 1Willard MusengeyiОценок пока нет
- CUBE Dealer Book 2009Документ280 страницCUBE Dealer Book 2009maikruetzОценок пока нет
- EP001 LifeCoachSchoolTranscriptДокумент13 страницEP001 LifeCoachSchoolTranscriptVan GuedesОценок пока нет
- BSH 7005-15Документ129 страницBSH 7005-15Mark InnesОценок пока нет
- Chief Complaint: History TakingДокумент9 страницChief Complaint: History TakingMohamad ZulfikarОценок пока нет
- Guideline - Research ProposalДокумент38 страницGuideline - Research ProposalRASОценок пока нет
- A 138Документ1 страницаA 138pooja g pОценок пока нет
- Song LyricsДокумент13 страницSong LyricsCyh RusОценок пока нет
- Animal Health ChecklistДокумент4 страницыAnimal Health ChecklistcapsfastОценок пока нет
- PreviewpdfДокумент29 страницPreviewpdfSoemarlan ErlanОценок пока нет
- Body Systems Portfolio - Tommy JДокумент8 страницBody Systems Portfolio - Tommy Japi-554072790Оценок пока нет
- Beyond Models and Metaphors Complexity Theory, Systems Thinking and - Bousquet & CurtisДокумент21 страницаBeyond Models and Metaphors Complexity Theory, Systems Thinking and - Bousquet & CurtisEra B. LargisОценок пока нет
- SecurityFund PPT 1.1Документ13 страницSecurityFund PPT 1.1Fmunoz MunozОценок пока нет
- Research Group 3 11abmb1Документ32 страницыResearch Group 3 11abmb1arianeОценок пока нет
- IQAc 04-05Документ10 страницIQAc 04-05ymcacollegewebsiteОценок пока нет
- Operator'S Manual Diesel Engine: 2L41C - 2M41 - 2M41ZДокумент110 страницOperator'S Manual Diesel Engine: 2L41C - 2M41 - 2M41ZMauricio OlayaОценок пока нет
- Preparing For CPHQ .. An Overview of Concepts: Ghada Al-BarakatiДокумент109 страницPreparing For CPHQ .. An Overview of Concepts: Ghada Al-BarakatiBilal SalamehОценок пока нет
- Iec Codes PDFДокумент257 страницIec Codes PDFAkhil AnumandlaОценок пока нет
- Changed Report 2015 PDFДокумент298 страницChanged Report 2015 PDFAnonymous FKjeRG6AFnОценок пока нет
- B. Inggris X - 7Документ8 страницB. Inggris X - 7KabardiantoОценок пока нет
- Crisis of The World Split Apart: Solzhenitsyn On The WestДокумент52 страницыCrisis of The World Split Apart: Solzhenitsyn On The WestdodnkaОценок пока нет