Вам также может понравиться
- Project 3 Phthalic AnhydrideДокумент15 страницProject 3 Phthalic AnhydrideAhmed Ali100% (1)
- 64788Документ35 страниц64788ghatak2100% (1)
- A 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design ForДокумент29 страницA 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design Forbaniya is hereОценок пока нет
- Material Balances Design Project Production of Phthalic Anhydride From O-XyleneДокумент5 страницMaterial Balances Design Project Production of Phthalic Anhydride From O-XyleneYarru Umamahesh NaiduОценок пока нет
- Material Balances Design Project Production of Phthalic Anhydride From O-XyleneДокумент40 страницMaterial Balances Design Project Production of Phthalic Anhydride From O-XylenemoheedОценок пока нет
- Phthalic2 B PDFДокумент11 страницPhthalic2 B PDFIzzati AhmadОценок пока нет
- Phthalic AnhydrideДокумент60 страницPhthalic AnhydrideAnonymous Ksq1dyPRh0% (2)
- Phthalic AnhydrideДокумент60 страницPhthalic AnhydrideSatyam SharmaОценок пока нет
- Design of An Plant For Manufacturing of AcetaldehydeДокумент4 страницыDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalОценок пока нет
- Final Design 1-BtechДокумент15 страницFinal Design 1-BtechMervin NaidooОценок пока нет
- Acetaldehyde Methods 2520of 2520 ProductionДокумент6 страницAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- Student Name ID: Aysha Housani 200503484 Maha Al Shehhi 200509462 Hessa Al Shehhi 200509582 Mona Thabet 200521150Документ78 страницStudent Name ID: Aysha Housani 200503484 Maha Al Shehhi 200509462 Hessa Al Shehhi 200509582 Mona Thabet 200521150minumcincauОценок пока нет
- Design of Phthalic Anhydride Production ProcessДокумент13 страницDesign of Phthalic Anhydride Production ProcessSyafiq Kamaluddin100% (2)
- Project Report On Phthalic AnhydrideДокумент8 страницProject Report On Phthalic AnhydrideEIRI Board of Consultants and PublishersОценок пока нет
- Phthalic Anhydride PDFДокумент213 страницPhthalic Anhydride PDFFrancisco260684100% (1)
- التعديل النهائي محمد احمد علي عبدالله 22130011 PDFДокумент115 страницالتعديل النهائي محمد احمد علي عبدالله 22130011 PDFRojan Pradhan0% (1)
- Manufacturing of Phthalic AnhydrideДокумент16 страницManufacturing of Phthalic AnhydrideAnkit Mistry100% (2)
- FinalYearProject PDFДокумент138 страницFinalYearProject PDFBatuhan Köse100% (1)
- P&id DescriptionДокумент7 страницP&id DescriptionMark Guevarra100% (2)
- Production of Acrylonitrile by Ammoxidation of PropyleneДокумент33 страницыProduction of Acrylonitrile by Ammoxidation of PropyleneJ José B VelasquezОценок пока нет
- Acetaldehyde Production by Ethanol DehydrogenationДокумент9 страницAcetaldehyde Production by Ethanol DehydrogenationHugo Gerdulli AlbertinОценок пока нет
- Final Design - Assignment IIIДокумент67 страницFinal Design - Assignment IIIAmilcarwalter67% (3)
- Stage 1 ReportДокумент17 страницStage 1 ReportKudouОценок пока нет
- Group 2Документ154 страницыGroup 2Farhan Butt0% (2)
- Production of Sodium DithioniteДокумент10 страницProduction of Sodium DithioniteDhaval PadaliaОценок пока нет
- Ethyl AcrylateДокумент4 страницыEthyl AcrylateFirdaus ImamОценок пока нет
- Project 5 FormalinДокумент13 страницProject 5 FormalinAhmed Ali100% (1)
- ReportДокумент58 страницReportAshvin Kulkarni100% (2)
- Acetic Acid Production ReportДокумент15 страницAcetic Acid Production ReportArya Lodha100% (1)
- FinalgjДокумент38 страницFinalgjchinu1610100% (2)
- Dimethyl Aniline PDFДокумент68 страницDimethyl Aniline PDFVirendra RathvaОценок пока нет
- CHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessДокумент11 страницCHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessAhmed Ali67% (3)
- TOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersДокумент3 страницыTOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersThrese AreolaОценок пока нет
- Ace T AldehydeДокумент3 страницыAce T AldehydeDaphne AntoninoОценок пока нет
- Production of Aniline by Reduction of Nitrobenzene: Group#2Документ26 страницProduction of Aniline by Reduction of Nitrobenzene: Group#2Arsal MaqboolОценок пока нет
- (1)Документ119 страниц(1)Virginia Rosales OlmosОценок пока нет
- FYP ProposalДокумент11 страницFYP ProposalArslan SamОценок пока нет
- Manufacture of Formaldehyde From Methanol-LibreДокумент51 страницаManufacture of Formaldehyde From Methanol-LibreHamdan YusoffОценок пока нет
- Phthalic AnhydrideДокумент1 страницаPhthalic AnhydrideShashikant PanchalОценок пока нет
- Phenol PlantДокумент33 страницыPhenol PlantrakeshОценок пока нет
- Acetaldehyde Cost 2520Estimation&EconomicsДокумент8 страницAcetaldehyde Cost 2520Estimation&Economicsapi-3714811100% (1)
- AcetoneДокумент7 страницAcetoneGeorgiana AndreeaОценок пока нет
- Phthalic Anhydride Part 1Документ6 страницPhthalic Anhydride Part 1Ajay Yadav100% (1)
- Project ReportДокумент12 страницProject ReportRabia SabirОценок пока нет
- Report 1 - Feasibility Study For Formalin ProductionДокумент51 страницаReport 1 - Feasibility Study For Formalin ProductionGizem Arslan100% (2)
- Manufacture of TrifluralinДокумент49 страницManufacture of TrifluralinAhmed Ali0% (1)
- 2 Ethyl 2520hexanol Methods 2520of 2520 ProductionДокумент10 страниц2 Ethyl 2520hexanol Methods 2520of 2520 Productionapi-3714811Оценок пока нет
- Production of Phthalic Anhydride From O-XyleneДокумент216 страницProduction of Phthalic Anhydride From O-XyleneoleputoОценок пока нет
- Material Balances Design Project Production of Phthalic Anhydride From O-XyleneДокумент6 страницMaterial Balances Design Project Production of Phthalic Anhydride From O-XyleneFUMARROLAОценок пока нет
- Maleic Anhydride Production From N-ButaneДокумент5 страницMaleic Anhydride Production From N-ButaneMagdyОценок пока нет
- Project 2 Maleic AnhydrideДокумент11 страницProject 2 Maleic AnhydrideAhmed Ali50% (2)
- Project 5 Maleic AnhydrideДокумент11 страницProject 5 Maleic Anhydrideandm9Оценок пока нет
- Project 6 - Ethylene Oxide PDFДокумент13 страницProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Taller de ProblemasДокумент11 страницTaller de Problemasanibalbr21Оценок пока нет
- Material Balances Project: Allyl Chloride ManufactureДокумент37 страницMaterial Balances Project: Allyl Chloride Manufacturemoheed100% (1)
- Allyl BДокумент9 страницAllyl BDemet AcargilОценок пока нет
- 2017CHE008 DetailedProcessDescription1Документ17 страниц2017CHE008 DetailedProcessDescription1Xi Liinett AqkoОценок пока нет
- Project 4 Acrylic AcidДокумент16 страницProject 4 Acrylic AcidN193746100% (3)
- Emisiones Anhidrido Ftalico PDFДокумент7 страницEmisiones Anhidrido Ftalico PDFpilo8829100% (1)
- Profit Analysis Junk2 - ReportДокумент5 страницProfit Analysis Junk2 - Reportl7aniОценок пока нет
- Lec32 TuningДокумент15 страницLec32 Tuningl7aniОценок пока нет
- Open Notebook Science Melting Point Data BookДокумент699 страницOpen Notebook Science Melting Point Data Bookl7aniОценок пока нет
- Conceptual Design of Chemical Processes (By James M. Douglas)Документ309 страницConceptual Design of Chemical Processes (By James M. Douglas)Abhitej Kodali88% (8)
- Profitability Analysis 1.0Документ17 страницProfitability Analysis 1.0l7aniОценок пока нет
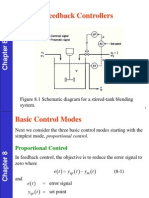
- Feedback Controllers: Figure 8.1 Schematic Diagram For A Stirred-Tank Blending SystemДокумент18 страницFeedback Controllers: Figure 8.1 Schematic Diagram For A Stirred-Tank Blending Systeml7aniОценок пока нет
- Recycle Ex2Документ1 страницаRecycle Ex2l7aniОценок пока нет
- The 100 Most Important Chemical Compounds A Reference GuideДокумент355 страницThe 100 Most Important Chemical Compounds A Reference Guideszisekas5936Оценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Recycle Ex3Документ1 страницаRecycle Ex3l7aniОценок пока нет
- Ther CoefДокумент4 страницыTher Coefl7aniОценок пока нет
- Chapter 8 Material Balances For Single Units: Chemical Engineering 2800 University of UtahДокумент1 страницаChapter 8 Material Balances For Single Units: Chemical Engineering 2800 University of Utahl7aniОценок пока нет
- Engineering CatДокумент44 страницыEngineering Catl7aniОценок пока нет
- Project Assign 07Документ8 страницProject Assign 07l7aniОценок пока нет
- hw4 07Документ2 страницыhw4 07l7aniОценок пока нет
- Chapter 25 Thermodynamics of Chemical ReactionsДокумент1 страницаChapter 25 Thermodynamics of Chemical Reactionsl7aniОценок пока нет
- Chapter 28 Heats of Solution and Mixing: Chemical Engineering 2800 University of UtahДокумент1 страницаChapter 28 Heats of Solution and Mixing: Chemical Engineering 2800 University of Utahl7aniОценок пока нет
- Chapter 12 Material Balances Involving Recycle With ReactionsДокумент2 страницыChapter 12 Material Balances Involving Recycle With Reactionsl7aniОценок пока нет
- Chapter 18 Two-Phase, Gas-Liquid Systems (Partial Saturation and Humidity)Документ1 страницаChapter 18 Two-Phase, Gas-Liquid Systems (Partial Saturation and Humidity)l7aniОценок пока нет
- hw8 07Документ1 страницаhw8 07l7aniОценок пока нет
- Chapter 10 Material Balances Involving Reactions: Chemical Engineering 2800 University of UtahДокумент1 страницаChapter 10 Material Balances Involving Reactions: Chemical Engineering 2800 University of Utahl7aniОценок пока нет
- hw4 07Документ3 страницыhw4 07l7aniОценок пока нет
- Chapter 12 Material Balances Involving Recycle Without ReactionsДокумент1 страницаChapter 12 Material Balances Involving Recycle Without Reactionsl7aniОценок пока нет
- hw9 07Документ1 страницаhw9 07l7aniОценок пока нет
- Units and Definitions: Chemical Engineering 2800 University of UtahДокумент1 страницаUnits and Definitions: Chemical Engineering 2800 University of Utahl7aniОценок пока нет
- h2 FlameДокумент4 страницыh2 Flamel7aniОценок пока нет
- h2 ContainДокумент4 страницыh2 Containl7aniОценок пока нет
- Ex20 1Документ3 страницыEx20 1l7aniОценок пока нет
- Ex15 2Документ1 страницаEx15 2l7aniОценок пока нет
- Anchor Bolt Design - Apdx D - ACI318-05Документ4 страницыAnchor Bolt Design - Apdx D - ACI318-05Manoj JaiswalОценок пока нет
- BS 5896 2012 - SecuredДокумент30 страницBS 5896 2012 - SecuredAdonis KumОценок пока нет
- D 6797 - 02 Rdy3otcДокумент3 страницыD 6797 - 02 Rdy3otcJuan GutierrezОценок пока нет
- Prepare Plumbing Materials and ToolsДокумент9 страницPrepare Plumbing Materials and ToolsDanjo Fernandez0% (1)
- 3 Methods of Determining Workability of ConcreteДокумент4 страницы3 Methods of Determining Workability of Concretesuryakantame100% (1)
- Effect of Operating Conditions On COP of VCRДокумент9 страницEffect of Operating Conditions On COP of VCRSatheesh ChandranОценок пока нет
- C Compact EUROMOLDДокумент40 страницC Compact EUROMOLDWalter CahuanaОценок пока нет
- Project Report On GearsДокумент40 страницProject Report On Gearsjai70% (27)
- 3M™ Wrap Film Series 1380: Application On Substrates With RecessesДокумент9 страниц3M™ Wrap Film Series 1380: Application On Substrates With RecessesAnonymous OCKxWxsjlОценок пока нет
- Type Mao Type Mbo Type Mci: W.AriyaratneДокумент1 страницаType Mao Type Mbo Type Mci: W.AriyaratneLeon ZhouОценок пока нет
- Flow Chart Neozep F Exp TabletДокумент4 страницыFlow Chart Neozep F Exp TabletRio FebriansyahОценок пока нет
- Sample Leak Testing Report For Ast TankДокумент1 страницаSample Leak Testing Report For Ast TankArimoro Cyril Obuse43% (7)
- Windsor Steampac WT Boiler Brochure 2019Документ2 страницыWindsor Steampac WT Boiler Brochure 2019AnthonyОценок пока нет
- List of Approved Brands-Makes For Civil Works-CisfДокумент2 страницыList of Approved Brands-Makes For Civil Works-CisfMythili BysaniОценок пока нет
- Municipal Solid Waste Management in Moradabad City, IndiaДокумент11 страницMunicipal Solid Waste Management in Moradabad City, IndiaJames Konthou50% (2)
- New Text DocumentДокумент6 страницNew Text DocumentsadsdОценок пока нет
- OverpressureДокумент2 страницыOverpressureampowersidОценок пока нет
- DokwegII - Auxiliary - Maintenance Compressed Air SystemДокумент62 страницыDokwegII - Auxiliary - Maintenance Compressed Air SystemCarlin BabuchasОценок пока нет
- Document 1Документ6 страницDocument 1LaurenceFabialaОценок пока нет
- Enercon-Experiment 1Документ10 страницEnercon-Experiment 1Aldrin QuiambaoОценок пока нет
- Datasheet RefDem58219080-3400-30 en 120V 60Hz-2Документ7 страницDatasheet RefDem58219080-3400-30 en 120V 60Hz-2Floyd PriceОценок пока нет
- MBA E4b - 360-Prateek Thakur - GCSA (02-04-20)Документ3 страницыMBA E4b - 360-Prateek Thakur - GCSA (02-04-20)Prateek SinghОценок пока нет
- Chapter 20 ProblemДокумент3 страницыChapter 20 Problemপিঁপড়া পিঁপড়াОценок пока нет
- 1995 R129-Owners-Manual PDFДокумент148 страниц1995 R129-Owners-Manual PDFMarvin ChuaОценок пока нет
- Engen Agritrac Super Universal: DescriptionДокумент1 страницаEngen Agritrac Super Universal: DescriptionMichaelОценок пока нет
- Powder 1Документ84 страницыPowder 1Nyanda MadiliОценок пока нет
- CONTRACTING OFFICE COMPANY LTD - (CONTRACO) Saudi A 2020-05-31 10-54-23Документ68 страницCONTRACTING OFFICE COMPANY LTD - (CONTRACO) Saudi A 2020-05-31 10-54-23Ramil LazОценок пока нет
- SP-P-005 - Rev 1 - Specification For Underground PipingДокумент12 страницSP-P-005 - Rev 1 - Specification For Underground Pipingvishal bhamreОценок пока нет
- Automobile Waste and Its Management PDFДокумент7 страницAutomobile Waste and Its Management PDFBojan TanaskovskiОценок пока нет
- Datasheet, Fittings 2Документ40 страницDatasheet, Fittings 2happyhackОценок пока нет