Вам также может понравиться
- Annual Maintenance Contract of Solar Power SystemДокумент30 страницAnnual Maintenance Contract of Solar Power SystemSiDdhant SurseОценок пока нет
- Ee8703 - Res - Unit 3Документ55 страницEe8703 - Res - Unit 3mokkai of the day videos100% (1)
- Floating Solar JournalДокумент6 страницFloating Solar JournalPrabuVijayОценок пока нет
- Power Quality Improvement by Using DSTATCOMДокумент12 страницPower Quality Improvement by Using DSTATCOMsirageldeenОценок пока нет
- KalpiTenderDocumentploading PDFДокумент591 страницаKalpiTenderDocumentploading PDFarunghandwalОценок пока нет
- Renewable EnergyДокумент6 страницRenewable EnergysaradeepsОценок пока нет
- Floating Solar Conference 2019 - Post-Show Report PDFДокумент20 страницFloating Solar Conference 2019 - Post-Show Report PDFAhmdSbhyОценок пока нет
- Philips Lighting Price List 2011Документ49 страницPhilips Lighting Price List 2011ash1ash1ash1ash10% (2)
- Pole No. Number and Type of Transformer Lighting Refrigerator Electric Range Water Heater Maximum Demand KVAДокумент6 страницPole No. Number and Type of Transformer Lighting Refrigerator Electric Range Water Heater Maximum Demand KVAmaria neneng bulakОценок пока нет
- Pagoda - Ebxl Xlpo Solar DC CableДокумент4 страницыPagoda - Ebxl Xlpo Solar DC CableVishek MittalОценок пока нет
- Philips - Industrial LightingДокумент28 страницPhilips - Industrial LightingrumahsketchОценок пока нет
- Micro CHP PDFДокумент4 страницыMicro CHP PDFtrungnguyenphuocОценок пока нет
- Solar Panels On Tension CableДокумент36 страницSolar Panels On Tension CablesushmaОценок пока нет
- Floating Solar Photovoltaic Systems An Overview and Their FeasibilityДокумент7 страницFloating Solar Photovoltaic Systems An Overview and Their FeasibilityahmedОценок пока нет
- Distribution Earthing Design GuideДокумент51 страницаDistribution Earthing Design GuideDaniloОценок пока нет
- Draft Question Bank Module-3Документ164 страницыDraft Question Bank Module-3pallavishraddhaОценок пока нет
- 4 Degradation FinalДокумент26 страниц4 Degradation Finalnedji hugaОценок пока нет
- Tracking Systems Improve The Economics of Certain Solar ProjectsДокумент7 страницTracking Systems Improve The Economics of Certain Solar ProjectsSgurr Energy IndiaОценок пока нет
- Ac Power Distribution Switch Board PDFДокумент26 страницAc Power Distribution Switch Board PDFgallantprakashОценок пока нет
- Setting Up Solar Power Plant in India - Key Factors To Consider - Energy AlteДокумент6 страницSetting Up Solar Power Plant in India - Key Factors To Consider - Energy AlteSanjeev DhariwalОценок пока нет
- Thermal Power GuidelinesДокумент14 страницThermal Power Guidelinessenthil031277Оценок пока нет
- 11.2 MW, Indirect Air Economizer, 10875m: Design OverviewДокумент10 страниц11.2 MW, Indirect Air Economizer, 10875m: Design Overviewahmadgce04Оценок пока нет
- Technician Guide To ModbusДокумент21 страницаTechnician Guide To ModbusCristopher EntenaОценок пока нет
- Hydro Electric Power Plant 28012019Документ85 страницHydro Electric Power Plant 28012019Rahul YadavОценок пока нет
- More Papers and Presentations Available On Above Site: Non-Conventional Sources of EnergyДокумент11 страницMore Papers and Presentations Available On Above Site: Non-Conventional Sources of EnergyS Bharadwaj ReddyОценок пока нет
- OHPC Balimela Volume 4Документ309 страницOHPC Balimela Volume 4gmdgfkОценок пока нет
- HLE5 Series Totally Enclosed Fan-Cooled Induction MotorsДокумент112 страницHLE5 Series Totally Enclosed Fan-Cooled Induction MotorsJuanFuentesBecerra100% (3)
- Basics & Working Principles of BatteriesДокумент35 страницBasics & Working Principles of Batteriespriyanka joshiОценок пока нет
- BESS MR V1R0.1, Lithium BatteryДокумент4 страницыBESS MR V1R0.1, Lithium BatteryCarlosTadeuSantosAlvesОценок пока нет
- Overhead LinesДокумент33 страницыOverhead LinesxolraxОценок пока нет
- Batteries - Fifty Years of Materials DevelopmentДокумент20 страницBatteries - Fifty Years of Materials DevelopmentLucas SerenaОценок пока нет
- Cabling System: Engineering DepartmentДокумент5 страницCabling System: Engineering DepartmentpvenkyОценок пока нет
- PV Online Brochure en Final 3Документ40 страницPV Online Brochure en Final 3HAMDI100% (1)
- Briefing Paper - Flow BatteriesДокумент9 страницBriefing Paper - Flow BatteriesIfeanyi E-AgwuegboОценок пока нет
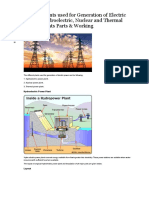
- Various Plants used for Electric Power Generation: Hydro, Nuclear & ThermalДокумент6 страницVarious Plants used for Electric Power Generation: Hydro, Nuclear & ThermalWilson FuentesОценок пока нет
- DC Poweer Distribution Switch BoardДокумент9 страницDC Poweer Distribution Switch BoardpvenkyОценок пока нет
- Voltage Shunt Feedback AmplifierДокумент18 страницVoltage Shunt Feedback AmplifierHimanshu Singh100% (1)
- Aluminum Electrolytic Capacitors PDFДокумент40 страницAluminum Electrolytic Capacitors PDFAndras AntalОценок пока нет
- 440kv GSSДокумент37 страниц440kv GSSready2cheerОценок пока нет
- Ieee 444-1973Документ82 страницыIeee 444-1973chipshareОценок пока нет
- Factors, k1, k2..... k5 PDFДокумент5 страницFactors, k1, k2..... k5 PDFRikesh NakhanОценок пока нет
- Buyers Guide PDFДокумент13 страницBuyers Guide PDFThomas CoxОценок пока нет
- Thermal Simulation of Medium Voltage EquipmentДокумент6 страницThermal Simulation of Medium Voltage EquipmentEkoFujisyahMaulwantoОценок пока нет
- KENYANG TECH UNI INTRO TO MATERIALS FOR ELECTRONICS TUTORIALДокумент8 страницKENYANG TECH UNI INTRO TO MATERIALS FOR ELECTRONICS TUTORIALlolaОценок пока нет
- Active Front EndДокумент5 страницActive Front EndDaleel LillaОценок пока нет
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingДокумент6 страницEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPraful PatilОценок пока нет
- Philips Price ListДокумент82 страницыPhilips Price ListTejaswi ShuklaОценок пока нет
- Heavy Duty Fabric FencingДокумент1 страницаHeavy Duty Fabric FencingasotozuazuaОценок пока нет
- PE QuestionBankДокумент6 страницPE QuestionBankRakshith0% (1)
- Absolyte Engineering PDFДокумент110 страницAbsolyte Engineering PDFwizlishОценок пока нет
- Grid Converters for Photovoltaic and Wind Power SystemsОт EverandGrid Converters for Photovoltaic and Wind Power SystemsРейтинг: 4.5 из 5 звезд4.5/5 (4)
- Copper in The Rotor For Lighter Longer Lasting MotДокумент15 страницCopper in The Rotor For Lighter Longer Lasting MotVisanFlorinОценок пока нет
- Development of The Copper Motor RotorДокумент13 страницDevelopment of The Copper Motor RotorIjabiОценок пока нет
- NADCA-High Temp DieДокумент12 страницNADCA-High Temp DiejalilemadiОценок пока нет
- Review of Type IV Cracking of Weldments in 9Документ64 страницыReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajОценок пока нет
- Epa 3Документ48 страницEpa 3janfarsa9623Оценок пока нет
- Ijet V3i5p10Документ6 страницIjet V3i5p10International Journal of Engineering and TechniquesОценок пока нет
- Design of AbsorberДокумент11 страницDesign of Absorberuuur35Оценок пока нет
- FirestoneДокумент108 страницFirestoneEduardoОценок пока нет
- Vibration IsolationДокумент14 страницVibration IsolationYogesh100% (7)
- High Temperature Bearing - 14961 EN - TCM - 12-171071Документ64 страницыHigh Temperature Bearing - 14961 EN - TCM - 12-171071uuur35Оценок пока нет
- 1 H-52734-1 Brithinee Case StudyДокумент4 страницы1 H-52734-1 Brithinee Case Studyuuur35Оценок пока нет
- 250 300 HP 2 Stage Variable Drive Air CompresorДокумент12 страниц250 300 HP 2 Stage Variable Drive Air Compresoruuur35Оценок пока нет
- BZ 8002953Документ15 страницBZ 8002953uuur35Оценок пока нет
- Motor bearings: understanding common problems and proper handlingДокумент8 страницMotor bearings: understanding common problems and proper handlinghozipek5599100% (1)
- 521Gasket521Gasketing - 1005 - GB - Pdfing 1005 GBДокумент8 страниц521Gasket521Gasketing - 1005 - GB - Pdfing 1005 GBuuur35Оценок пока нет
- Rotor Cage Fault Detection in Induction MotorsДокумент26 страницRotor Cage Fault Detection in Induction Motorsuuur35Оценок пока нет
- Measurement and Simulation of The Vibroacoustic Performance of An Electric MotorДокумент10 страницMeasurement and Simulation of The Vibroacoustic Performance of An Electric Motoruuur35Оценок пока нет
- Bedienungs-Und Wartungsanleitung: Operating and Maintenance InstructionsДокумент17 страницBedienungs-Und Wartungsanleitung: Operating and Maintenance Instructionsuuur35Оценок пока нет
- Rotating Machinery Rotor BalancingДокумент15 страницRotating Machinery Rotor Balancingprajash007100% (1)
- Balance Quality Requirements of Rigid Rotors - The Practical Application of ISO 1940-1Документ11 страницBalance Quality Requirements of Rigid Rotors - The Practical Application of ISO 1940-1FabbroxОценок пока нет
- Sound Power Measurements Noise Workshop Oxford 2012-3-2 Thomas HansenДокумент21 страницаSound Power Measurements Noise Workshop Oxford 2012-3-2 Thomas Hansenuuur35Оценок пока нет
- Noise of Induction Machines PDFДокумент18 страницNoise of Induction Machines PDFuuur35Оценок пока нет
- Iso 2372Документ10 страницIso 2372WulaNda Rika75% (4)
- Bolted Flange ConnectionДокумент6 страницBolted Flange Connectiondip_maanОценок пока нет
- Fan Noise and Resonanca Frequency PDFДокумент6 страницFan Noise and Resonanca Frequency PDFuuur35Оценок пока нет
- Vibration Monitoring For Fault Motors Diagnosis PDFДокумент8 страницVibration Monitoring For Fault Motors Diagnosis PDFuuur35100% (1)
- Vibration AnalysisДокумент12 страницVibration AnalysistheealokОценок пока нет
- ISO 10816-1 Normativa VibracionesДокумент10 страницISO 10816-1 Normativa Vibracionesumendibil100% (1)
- Premature Stator FailureДокумент9 страницPremature Stator FailurePugalenthi.SОценок пока нет
- Design of Blower PDFДокумент35 страницDesign of Blower PDFMurali Kuna Shekaran100% (1)
- Modeling of A Cooling AirflowДокумент86 страницModeling of A Cooling Airflowuuur35Оценок пока нет
- Sleeve Vs Antifriction Bearings Selection of The Optimal BearingДокумент13 страницSleeve Vs Antifriction Bearings Selection of The Optimal BearingKamal Arab0% (1)
- Insulated BearingsДокумент3 страницыInsulated Bearingsuuur35Оценок пока нет
- Axial Fans Design PDFДокумент22 страницыAxial Fans Design PDFuuur35Оценок пока нет
- Design of Efficient Induction MotorsДокумент43 страницыDesign of Efficient Induction MotorsVivek Pawar83% (6)
- Troubleshooting Induction MotorsДокумент14 страницTroubleshooting Induction MotorsImelda LadrilloОценок пока нет
- Chemical Dechlorination of PCBs From Dielectric OilsДокумент6 страницChemical Dechlorination of PCBs From Dielectric Oilsgerodot2falconОценок пока нет
- Office of The Municipal Engineer: Municipality of Governor GenerosoДокумент2 страницыOffice of The Municipal Engineer: Municipality of Governor GenerosoMEO GGDOОценок пока нет
- ASTM A924-A924M-14 Standard Specification For General Requirements For Steel Sheet, Metallic - Coated by The Hot-Dip Process PDFДокумент12 страницASTM A924-A924M-14 Standard Specification For General Requirements For Steel Sheet, Metallic - Coated by The Hot-Dip Process PDFpoquimon100% (1)
- ScrubberДокумент8 страницScrubberELVIsОценок пока нет
- Partition WallДокумент6 страницPartition WallVinayak U (RA1911201010039)Оценок пока нет
- Design and Vibration Analysis of A 2U-Cubesat Structure Using Aa-6061 For Aunsat - IiДокумент8 страницDesign and Vibration Analysis of A 2U-Cubesat Structure Using Aa-6061 For Aunsat - Iiபொன்னியின் செல்வன்Оценок пока нет
- Eni Blasia 220Документ2 страницыEni Blasia 220hamadaОценок пока нет
- Vinavil 5406 enДокумент2 страницыVinavil 5406 enVladimir Delgado B.Оценок пока нет
- Chemistry o Level NotesДокумент11 страницChemistry o Level NotesThaboooОценок пока нет
- Report Liquid Detergent BreezeДокумент12 страницReport Liquid Detergent BreezeMicole LimОценок пока нет
- Bihar VAT Rate SchedulesДокумент22 страницыBihar VAT Rate SchedulesNeeraj SinghОценок пока нет
- Sharpe Valves Series 4483 Forged Globe Valve Spec SheetДокумент2 страницыSharpe Valves Series 4483 Forged Globe Valve Spec SheetJavedОценок пока нет
- Chem 17 - LE 1 (2nd Sem)Документ3 страницыChem 17 - LE 1 (2nd Sem)Aleli ReyesОценок пока нет
- 1.02-1 Oxygas Welding & Related ProcessДокумент37 страниц1.02-1 Oxygas Welding & Related Processrohit mathankerОценок пока нет
- TUNNEL FORMWORK TECHNOLOGYДокумент93 страницыTUNNEL FORMWORK TECHNOLOGYP.K.MallickОценок пока нет
- HyResponder - D1 - 1 - H2 Systems and Safety Features - Final 21122021Документ54 страницыHyResponder - D1 - 1 - H2 Systems and Safety Features - Final 21122021Theodoor KoenenОценок пока нет
- SpeedCEM Instructions For UseДокумент32 страницыSpeedCEM Instructions For UseIvoclar Vivadent100% (2)
- Is 5556 1991Документ10 страницIs 5556 1991Narasimha DvlОценок пока нет
- Material Characterization Lab 2Документ7 страницMaterial Characterization Lab 2siddant vardeyОценок пока нет
- MSDS HCL 32%Документ6 страницMSDS HCL 32%Geva RehajiОценок пока нет
- Pharmaceutical Chemistry Answer Key Blue PacopДокумент30 страницPharmaceutical Chemistry Answer Key Blue PacopJeannie UyОценок пока нет
- Final ReviewДокумент43 страницыFinal ReviewKaththi KathirОценок пока нет
- Acd Product CatalogДокумент26 страницAcd Product CatalogpedroОценок пока нет
- The Chemical Accidents (Emergency Planning, Preparedness and Response) Rules, 1996Документ44 страницыThe Chemical Accidents (Emergency Planning, Preparedness and Response) Rules, 1996erbhaveshparmarОценок пока нет
- Oxidations With Cerium Sulphate SolutionsДокумент4 страницыOxidations With Cerium Sulphate Solutionsliz_hobbs79Оценок пока нет
- Sikaflex - 252: Structural AdhesiveДокумент3 страницыSikaflex - 252: Structural AdhesiveRicusОценок пока нет
- Bindura University of Science Education Chemistry DepartmentДокумент3 страницыBindura University of Science Education Chemistry DepartmentdestinyyОценок пока нет
- Iso TS 04949-2016Документ15 страницIso TS 04949-2016Laukik FegdeОценок пока нет
- Aise Standard No 9Документ17 страницAise Standard No 9Sos de HoyosОценок пока нет
- Lime Neutralization Wastewater TreatmentДокумент15 страницLime Neutralization Wastewater TreatmentMehrdad AminkazemiОценок пока нет