Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
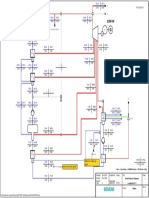
- 2 X 22MW 2 HP 105535Документ1 страница2 X 22MW 2 HP 105535omeshchemОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Abs-Stripper 13septДокумент2 страницыAbs-Stripper 13septomeshchemОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 2 X 22MW 2 HP 105535Документ1 страница2 X 22MW 2 HP 105535omeshchemОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 01 - Fluid FlowДокумент76 страниц01 - Fluid FlowMubarak AhmadОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Analysis of Condenser Shell Side Pressure Drop Based On The Mechanical Energy LossДокумент8 страницAnalysis of Condenser Shell Side Pressure Drop Based On The Mechanical Energy LossomeshchemОценок пока нет
- 4616 PDFДокумент9 страниц4616 PDFBob SmithОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Glycol Dehydration Unit English LetterДокумент4 страницыGlycol Dehydration Unit English LetterRaulCamachoОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Heat 4e Chap11 LectureДокумент32 страницыHeat 4e Chap11 Lecturepradeepgautam1010198Оценок пока нет
- HVAC SystemДокумент6 страницHVAC SystemomeshchemОценок пока нет
- Natural Gas DehydrationДокумент34 страницыNatural Gas DehydrationJefMusОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Pressure Relief Valve Engineering HandbookДокумент93 страницыPressure Relief Valve Engineering Handbookakrouti92% (12)
- Heat Transfer InnovatorsДокумент9 страницHeat Transfer InnovatorsomeshchemОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- HVAC System Design: Mark Hydeman, P.E., FASHRAE Taylor Engineering, LLCДокумент42 страницыHVAC System Design: Mark Hydeman, P.E., FASHRAE Taylor Engineering, LLCsardarmkhanОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
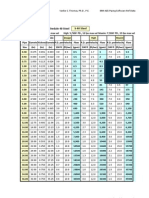
- Pipe Sizing Charts Tables.12890822Документ29 страницPipe Sizing Charts Tables.12890822forevertay2000Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Heat Exchanger CalculationsДокумент12 страницHeat Exchanger CalculationsMichael J. BaneОценок пока нет
- Sizing Shell and Tube Heat ExchangerДокумент17 страницSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Heat Exchanger CalculationsДокумент12 страницHeat Exchanger CalculationsMichael J. BaneОценок пока нет
- HVAC SystemДокумент6 страницHVAC SystemomeshchemОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- 2980245C HVAC Handbook 2013 WebДокумент35 страниц2980245C HVAC Handbook 2013 WebomeshchemОценок пока нет
- HSJFKKHFKKJDSGKSFMC Nbbbbzcgumkbwmscn, MLJFC S 544 SДокумент1 страницаHSJFKKHFKKJDSGKSFMC Nbbbbzcgumkbwmscn, MLJFC S 544 SomeshchemОценок пока нет
- ATM Tank DatasheetДокумент1 страницаATM Tank DatasheetomeshchemОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 2980245C HVAC Handbook 2013 WebДокумент35 страниц2980245C HVAC Handbook 2013 WebomeshchemОценок пока нет
- Hydrostatic Test Pressure PipingДокумент2 страницыHydrostatic Test Pressure PipingnitinchautreОценок пока нет
- Pump TrainingДокумент15 страницPump TrainingdalayeliОценок пока нет
- Api 54Документ2 страницыApi 54almandhari33100% (1)
- Pipe/connection Type Speed Possible Speed ValuesДокумент1 страницаPipe/connection Type Speed Possible Speed ValuesomeshchemОценок пока нет
- Comparison Horizontal Vs Vertical SeparatorДокумент54 страницыComparison Horizontal Vs Vertical SeparatorEng Kim Wei100% (6)
- Crosby Pressure Relief Valve HandbookДокумент93 страницыCrosby Pressure Relief Valve HandbookGlen AshwellОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- E2 Knockout Drum PDFДокумент2 страницыE2 Knockout Drum PDFKyaw Kyaw AungОценок пока нет
- Guidelines For Utility Impact Assessment For Local Roads in Developed Areas MME 2012 Cross-SectionДокумент81 страницаGuidelines For Utility Impact Assessment For Local Roads in Developed Areas MME 2012 Cross-Sectionirfan mohammedОценок пока нет
- EX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and ViewsДокумент44 страницыEX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and Viewslalit thakur100% (1)
- Chapter 1 AssignmentДокумент4 страницыChapter 1 Assignmenthamster808100% (3)
- 1716,1734,1751,1769 - Highrise and Earthquake Resistant ConstructionДокумент34 страницы1716,1734,1751,1769 - Highrise and Earthquake Resistant ConstructionFAB RAHIОценок пока нет
- 125 Tractor: (Specifications and Design Subject To Change Without Notice)Документ5 страниц125 Tractor: (Specifications and Design Subject To Change Without Notice)Gary LarsonОценок пока нет
- Opposite Corners CourseworkДокумент8 страницOpposite Corners Courseworkpqltufajd100% (2)
- Laboratory Work 1 Computation of Metrics of Productivity of Computer SystemДокумент12 страницLaboratory Work 1 Computation of Metrics of Productivity of Computer SystemHhhhhh75% (4)
- Smart Security Camera System For Video Surveillance Using Open CVДокумент6 страницSmart Security Camera System For Video Surveillance Using Open CVlambanaveenОценок пока нет
- SIF Corporate-Presentatie 2017Документ35 страницSIF Corporate-Presentatie 201766apenlullenОценок пока нет
- Powerflex 525 Devicenet Adapter: User ManualДокумент140 страницPowerflex 525 Devicenet Adapter: User ManualJahir Emerson Tantalean QuiñonesОценок пока нет
- Chapter 9 and 10Документ18 страницChapter 9 and 10billОценок пока нет
- 3g3JX InverterДокумент262 страницы3g3JX InverterdatdttvuОценок пока нет
- Astar - 23b.trace - XZ Bimodal Next - Line Next - Line Next - Line Next - Line Drrip 1coreДокумент4 страницыAstar - 23b.trace - XZ Bimodal Next - Line Next - Line Next - Line Next - Line Drrip 1corevaibhav sonewaneОценок пока нет
- Math 138 Functional Analysis Notes PDFДокумент159 страницMath 138 Functional Analysis Notes PDFAidan HolwerdaОценок пока нет
- (Solution Manual) Fundamentals of Electric Circuits 4ed - Sadiku-Pages-774-800Документ35 страниц(Solution Manual) Fundamentals of Electric Circuits 4ed - Sadiku-Pages-774-800Leo AudeОценок пока нет
- Magnetron PDFДокумент1 страницаMagnetron PDFmytrya debОценок пока нет
- Ratio Worksheet AKДокумент12 страницRatio Worksheet AKChika AuliaОценок пока нет
- New EM Quiz13Документ4 страницыNew EM Quiz13Singh KaranОценок пока нет
- Science July Assignment Grade 8Документ3 страницыScience July Assignment Grade 8G PОценок пока нет
- ME361 - Manufacturing Science Technology: Measurements and MetrologyДокумент20 страницME361 - Manufacturing Science Technology: Measurements and MetrologyKartikeyaОценок пока нет
- m1100 s12 v1.1f en - Fender - DesignДокумент48 страницm1100 s12 v1.1f en - Fender - Designdzul fiqarОценок пока нет
- MB-339A User ManualДокумент196 страницMB-339A User Manualkepakko75% (4)
- 2-Way Doherty Amplifier With BLF888AДокумент27 страниц2-Way Doherty Amplifier With BLF888AerdemsecenОценок пока нет
- A Deep Dive Into The Latest HPC SoftwareДокумент38 страницA Deep Dive Into The Latest HPC SoftwareSundar NilОценок пока нет
- Chapter26to29-Bolt Tightening TorqueДокумент36 страницChapter26to29-Bolt Tightening TorqueEnam SembilanОценок пока нет
- S3 3 TrigonometryДокумент81 страницаS3 3 TrigonometryEugene ChoongОценок пока нет
- Sony - HST 211 - Sen 211 SMДокумент30 страницSony - HST 211 - Sen 211 SMOswaldo CamposОценок пока нет
- VT Directed Io SpecДокумент297 страницVT Directed Io SpechobomanОценок пока нет
- Database Management Systems: Lecture - 5Документ37 страницDatabase Management Systems: Lecture - 5harisОценок пока нет