Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Gamsat NotesДокумент34 страницыGamsat Notescapricornchriss100% (6)
- Sintesis de La R y S WarfarinaДокумент4 страницыSintesis de La R y S WarfarinaMarco Antonio MorenoОценок пока нет
- Tank Field Inspection and Test ProcedureДокумент29 страницTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- Pygas SpecДокумент1 страницаPygas SpecFadlul Akbar HerfiantoОценок пока нет
- Tecumseh Guidelines For Utilization of R404A and R507Документ7 страницTecumseh Guidelines For Utilization of R404A and R507Fadlul Akbar HerfiantoОценок пока нет
- Agh IGEM-SR-16 Edition 2Документ10 страницAgh IGEM-SR-16 Edition 2Fadlul Akbar HerfiantoОценок пока нет
- B 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckДокумент41 страницаB 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckFadlul Akbar Herfianto100% (1)
- Sket Pump House ModelДокумент1 страницаSket Pump House ModelFadlul Akbar HerfiantoОценок пока нет
- MSDS MolassesV2Документ3 страницыMSDS MolassesV2Fadlul Akbar HerfiantoОценок пока нет
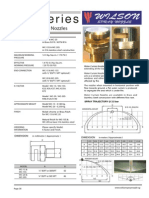
- WC Series: Water Curtain NozzlesДокумент1 страницаWC Series: Water Curtain NozzlesFadlul Akbar HerfiantoОценок пока нет
- Book 1 GaegaegeagДокумент2 страницыBook 1 GaegaegeagFadlul Akbar HerfiantoОценок пока нет
- 029 Hot Tap Procedure 0011Документ5 страниц029 Hot Tap Procedure 0011Fadlul Akbar HerfiantoОценок пока нет
- GnsourjoiДокумент6 страницGnsourjoiTan Keat JinОценок пока нет
- Nota Kimia Carbon Compoun Form 5Документ16 страницNota Kimia Carbon Compoun Form 5akusabrina2012Оценок пока нет
- The Origin and Status of The Arrhenius EquationДокумент3 страницыThe Origin and Status of The Arrhenius Equationleizar_death64Оценок пока нет
- Combined 5070 - w17 - QP - 22Документ20 страницCombined 5070 - w17 - QP - 22Brendon MuriraОценок пока нет
- Default (1) - PrintДокумент18 страницDefault (1) - Printrohit SatputeОценок пока нет
- Fenton-Biostimulation Sequential Treatment of A Petroleum-Contaminated Soil Amended With Oil Palm Bagasse (Elaeis Guineensis)Документ17 страницFenton-Biostimulation Sequential Treatment of A Petroleum-Contaminated Soil Amended With Oil Palm Bagasse (Elaeis Guineensis)karpanaiОценок пока нет
- JEE Mains 2024 Most Important TopicsДокумент7 страницJEE Mains 2024 Most Important Topicsushashiva.1973Оценок пока нет
- Green Chemistry of Ibuprofen: By: Dillon and JihanДокумент9 страницGreen Chemistry of Ibuprofen: By: Dillon and JihanSpawn 2099100% (1)
- Chem 30 Co PilotДокумент2 страницыChem 30 Co Pilotapi-236289588Оценок пока нет
- Inorganica Chimica Acta: Research PaperДокумент7 страницInorganica Chimica Acta: Research PaperAyesha HaroonОценок пока нет
- The Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideДокумент10 страницThe Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideYogaОценок пока нет
- A Low-Pressure Hydrogen Generator For Use in Filling Radiosonde BalloonsДокумент6 страницA Low-Pressure Hydrogen Generator For Use in Filling Radiosonde BalloonselitoОценок пока нет
- AOTS JEEJEEMain 2024-20230426174054474532Документ3 страницыAOTS JEEJEEMain 2024-20230426174054474532ADARSH SINGHОценок пока нет
- Chemistry: Paper 9701/11 Multiple ChoiceДокумент54 страницыChemistry: Paper 9701/11 Multiple ChoiceAdaugo UbahОценок пока нет
- Cyclo Hex A No L Cycle and Synthesis of NylonДокумент3 страницыCyclo Hex A No L Cycle and Synthesis of NylonTaylor PennaОценок пока нет
- Namma Kalvi 11th Chemistry Volume 1 Study Material em 216583Документ106 страницNamma Kalvi 11th Chemistry Volume 1 Study Material em 216583Vignesh Vignesh100% (1)
- Catalysis Today: Raffaele Molinari, Angela Caruso, Teresa PoerioДокумент6 страницCatalysis Today: Raffaele Molinari, Angela Caruso, Teresa PoerioĐại HảiОценок пока нет
- 11th Chemistry Full Book MCQs SQsДокумент2 страницы11th Chemistry Full Book MCQs SQsSalman AhmedОценок пока нет
- PDF Langford Gray PDFДокумент54 страницыPDF Langford Gray PDFangeklicaОценок пока нет
- Hamash International CollegeДокумент27 страницHamash International Collegesunkanmi4890Оценок пока нет
- Waste Midterm PlateДокумент15 страницWaste Midterm PlateHannah Rachel UlepОценок пока нет
- Planta de AcetilenoДокумент50 страницPlanta de AcetilenoEduardo Vazquez NavarreteОценок пока нет
- Properties of Matter Related To FireДокумент4 страницыProperties of Matter Related To FiregraciaОценок пока нет
- Bronsted Lewry TheoriesДокумент27 страницBronsted Lewry TheoriesSagita AfifОценок пока нет
- Pericyclic Reactions (PY-303) PDFДокумент24 страницыPericyclic Reactions (PY-303) PDFrajpurohitbharatОценок пока нет
- Isc US EN - PDF 2Документ11 страницIsc US EN - PDF 2Doncrot OyeОценок пока нет
- Group 7: The HalogensДокумент32 страницыGroup 7: The HalogensRishikesh MaharajОценок пока нет
- BCHY101L - ENGINEERING-CHEMISTRY - TH - 1.0 - 67 - BCHY101L Engineering ChemistryДокумент2 страницыBCHY101L - ENGINEERING-CHEMISTRY - TH - 1.0 - 67 - BCHY101L Engineering ChemistryHarsh AgarwalОценок пока нет