Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- ComprehensiverangeДокумент4 страницыComprehensiverangekazdanoОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- GE - SX-GE - AX Thrust Plain Spherical BearingsДокумент1 страницаGE - SX-GE - AX Thrust Plain Spherical BearingskazdanoОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Earth Boss: - Provides Preferential Equipotential Bonding Connection PointДокумент1 страницаEarth Boss: - Provides Preferential Equipotential Bonding Connection PointkazdanoОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- LB-Buch-Conventional-Hardness (Rockwel Shore)Документ23 страницыLB-Buch-Conventional-Hardness (Rockwel Shore)kazdanoОценок пока нет
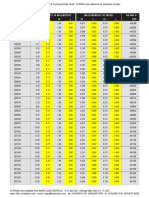
- ISO 3601 G Measurements in Millimeters Measurements in Inches ISO 3601 G Size ID CS ID CS SizeДокумент8 страницISO 3601 G Measurements in Millimeters Measurements in Inches ISO 3601 G Size ID CS ID CS SizekazdanoОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- KTF-standard ENGДокумент60 страницKTF-standard ENGkazdanoОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- SCM Torque and Power 151019Документ12 страницSCM Torque and Power 151019kazdanoОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- High Strength Fine Grained Structural Steel, Quenched and TemperedДокумент6 страницHigh Strength Fine Grained Structural Steel, Quenched and TemperedkazdanoОценок пока нет
- SCM 012-130 SaeДокумент12 страницSCM 012-130 SaekazdanoОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- SCM Torque and Power 151019Документ12 страницSCM Torque and Power 151019kazdanoОценок пока нет
- SCM 025-108 M2Документ8 страницSCM 025-108 M2kazdanoОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- 42 CR Mo 4Документ4 страницы42 CR Mo 4kazdanoОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- SCM Efficiency Curves SCM Efficiency CurvesДокумент12 страницSCM Efficiency Curves SCM Efficiency CurveskazdanoОценок пока нет
- Product: CatalogueДокумент38 страницProduct: CataloguekazdanoОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- CH3 1 Welding Joint SymbolsДокумент32 страницыCH3 1 Welding Joint SymbolskazdanoОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Class Equip Lifting Mach enДокумент9 страницClass Equip Lifting Mach enerzengenhariaОценок пока нет
- G G GE EEN N NE EER R RA Aalll P PPU U UR R RP PPO O OS SSE EE E EEN N NC C Clllo O OS SSU U UR R RE EES SSДокумент37 страницG G GE EEN N NE EER R RA Aalll P PPU U UR R RP PPO O OS SSE EE E EEN N NC C Clllo O OS SSU U UR R RE EES SSkazdanoОценок пока нет
- Old Q.papers M.tech I SemДокумент15 страницOld Q.papers M.tech I SemallakagopichandОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
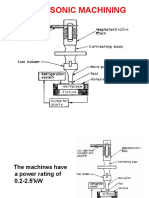
- Ultrasonic Machining (USM)Документ19 страницUltrasonic Machining (USM)RakeshSaini100% (2)
- Final Thesis On CNCДокумент56 страницFinal Thesis On CNCSundeep Kumar100% (1)
- Boring BarsДокумент27 страницBoring BarsSurjeet Singh SaranОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Micro MachiningДокумент302 страницыMicro Machiningapulavarty100% (2)
- Toolrec UGДокумент9 страницToolrec UGrolandОценок пока нет
- Chapter 2 Different Types of FixturesДокумент20 страницChapter 2 Different Types of FixturesaragawОценок пока нет
- Locating DevicesДокумент7 страницLocating DevicesRavi Arjun KumarОценок пока нет
- Reacondicionamiento de Bloque de Cilindros PDFДокумент37 страницReacondicionamiento de Bloque de Cilindros PDFJavier Hector CayaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Cad CamДокумент6 страницCad CamC1DA20ME030 Hemanth SОценок пока нет
- Ultrasonic MachiningДокумент21 страницаUltrasonic MachiningMuhd Nur JihadОценок пока нет
- B FeelerДокумент8 страницB FeelerharisОценок пока нет
- SF-2012AH-QG User' S ManualДокумент61 страницаSF-2012AH-QG User' S Manualkamal hasan0% (1)
- H - Additional MachiningДокумент51 страницаH - Additional MachiningedsaregОценок пока нет
- VARGUS - Industrial Solutions - MetricДокумент20 страницVARGUS - Industrial Solutions - MetricGilberto ManhattanОценок пока нет
- Group Technology & CappДокумент43 страницыGroup Technology & CappSubbu SuniОценок пока нет
- BBN - Hot Forged Bolts - Machined Parts Main CatalogueДокумент31 страницаBBN - Hot Forged Bolts - Machined Parts Main CatalogueKapil Enterprises BigboltnutОценок пока нет
- Asientos de Valvulas RectificadorasДокумент2 страницыAsientos de Valvulas RectificadorasJuan Pablo Ramirez GiraldoОценок пока нет
- Unit I 1-Cutting Tool Angles and Their SignificanceДокумент48 страницUnit I 1-Cutting Tool Angles and Their Significanceprof_panneer50% (2)
- Chip Formation 2Документ8 страницChip Formation 2Ebrahim Abdullah HanashОценок пока нет
- Manual GuideДокумент6 страницManual GuideDeysi CardenasОценок пока нет
- SolidCAM Back Spindle Guide PDFДокумент32 страницыSolidCAM Back Spindle Guide PDFNguyen Quoc TuanОценок пока нет
- Turning and Drilling PPT MFG Chapter23 FinalДокумент78 страницTurning and Drilling PPT MFG Chapter23 FinalRavichandran GОценок пока нет
- 165 Kostadin Cukor Jurkovic CIM2017Документ6 страниц165 Kostadin Cukor Jurkovic CIM2017Kenan MuhamedagicОценок пока нет
- Electrical Discharge Machining: Various Electric Discharge MachinesДокумент40 страницElectrical Discharge Machining: Various Electric Discharge MachinesArun PrasadОценок пока нет
- Ch-5 DrillingДокумент41 страницаCh-5 DrillingakshayОценок пока нет
- ShaftДокумент15 страницShaftj sОценок пока нет
- Mori Seiki ZT 1000 y enДокумент16 страницMori Seiki ZT 1000 y enOswald muñoz100% (1)
- Mechanics of The Metal Cutting Process. I. Orthogonal Cutting and A Type 2 ChipДокумент15 страницMechanics of The Metal Cutting Process. I. Orthogonal Cutting and A Type 2 ChipJosé María Flores RojasОценок пока нет
- Effect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsДокумент11 страницEffect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsKrebs_1977Оценок пока нет