Академический Документы
Профессиональный Документы
Культура Документы
1
Загружено:
Abhinav GuptaАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
1
Загружено:
Abhinav GuptaАвторское право:
Доступные форматы
MANUFACTURING OF META PHENOXY
BENZALDEHYDE
Abhinav Gupta-101403
Atish Srivastava-101416
MAY 2014
Submitted in partial fulfillment of the
Degree of Bachelor of Technology
DEPARTMENT OF CHEMICAL ENGINEERING
JAYPEE UNIVERSITY OF ENGINEERING & TECHNOLOGY,
A-B ROAD, RAGHOGARH, DIST. GUNA-473226, M.P., INDIA
i
JAYPEE UNIVERSITY OF ENGINEERING AND TECHNOLOGY
(Establishment under MP Private University Act, 2007)
A.B. ROAD, P.B. No.1, RAGHOGARH, DIST. GUNA (M.P) INDIA.
Phone: 07544 267051, 267310-14 Fax: 07544 267011
Website: www.juet.ac.in
CERTIFICATE
This is to certify that the work titled MANUFACTURING OF META PHENOXY BENZALDEHYDE submitted by
ABHINAV GUPTA and ATISH SRIVASTAVA in partial fulfillment for the award of degree of B.Tech in Chemical
Engineering of Jaypee University of Engineering and Technology, Guna (M.P.) has been carried out under my supervision
at JUET campus. This work has not been submitted partially or wholly to any other University or Institute for the award of
this or any other degree or diploma.
Signature of Supervisor ...................................................
Name of Supervisor Mr. Rahul Chaudhari
Designation Assistant Professor
Date ....................................................
ii
ACKNOWLEDGEMENT
This project report represents the combined efforts of a large number of individuals and we feel pride in acknowledging to
all those who rendered help to us either directly or indirectly.
First and foremost, we are indebted to our Project Supervisor, Mr. Rahul Chaudhari, for his valuable suggestions
during the period and for providing all necessary information related to our project. We consider it our good fortune in
having worked under his guidance.
We express our deep sense of gratitude to Professor K.K. Tiwari owing to his untiring help, ever- encouraging attitude
and energizing us to complete this project.
We express our deep sense of indebtedness to our Vice-Chancellor Professor N.J. Rao for his encouragement, help and
constant support.
Our heart feels regards and thanks to all the faculty members of chemical engineering department for inspiring,
encouraging and uplifting us by their enlightened and compassionate care during the course of project.
It would have been an impossible task for us to complete the project without the support of these above mentioned people.
Signature .............................................. ...............................................
Name Abhinav Gupta Atish Srivastava
(101403) (101416)
Date ................................................ .............................................
iii
EXECUTIVE SUMMARY
This project report contains the final year project entitled Manufacture of Meta- Phenoxy Benzaldehyde (MPBAD).
This project report is an attempt towards making a techno-economic evaluation of installing an meta- phenoxy
benzaldehyde plant in Bharuch, Gujarat. It is essential to establish solutions which fulfillment of the market requirement.
Meta-Phenoxy Benzaldehyde is used as intermediates for manufacturing pyrethroids, dyes, pharmaceuticals, fungicides, and
flavoring agents. A forward looking approach is the use of such synthetic chemicals which do not harm the harm most
mammals or birds.
Out of various processes that could effect this conversion, direct chlorination of meta-phenoxy toluene was selected because
of the merits and prospects it has shown. The raw materials for this production are 3- Phenoxy toluene,
Hexamethylenetetramine in acetic acid, Water, Concentrated Hydrochloric Acid, Methylene Chloride and Aqueous Sodium
Bicarbonate. The catalyst chosen to effect this conversion is Azobisisbutyronitrile (AIBN).
This project gives deep insight into this problem and the need of mpbad which are economic in nature and that lessen the
independence on the agriculture based products as it is the intermediate of various products which are use as insecticides,
pesticides in homes and also for the agricultural purposes.
The processes are simple, high yield and it is energy efficient. To attain efficient production rate, control strategy for major
equipment is formulated. The material balance and the energy balance around the equipments as well as for the overall
process with appropriate assumption is worked out. Further process design of all the equipments and detailed equipment
design of two main equipments and preliminary design of all the equipments have been done followed by complete
economic evaluation of plant and costing of equipments is performed.
Cost Information
Following are the financial details of the project:
1. Total Fixed Capital Investment Rs. 235599700
2. Total Working Capital Rs. 29155000
3. Direct Production Cost Rs. 174492006.9
4. Plant Overhead Cost Rs. 17449200.69
5. Total Manufacturing Cost Rs. 225802417.6
Payback period
Payback period= 2 years 11 months 25 days
The Pay Back period is 2 years 11 months 25 days which is close to the acceptable payback period.
Hence the project is profitable
iv
TABLE OF CONTENTS
Certificate i
Acknowledgement ii
Executive Summary iii
Table of Contents iv
List of Figures vi
List of Tables vii
List of Symbols and Acronyms viii
Chapter 1: Historical profile
1.1 Introduction- MPBAD 1
1.2 Natural occurrence of MPBAD 2
1.3 Traditional applications of MPBAD 2
1.4 Manufacturers 2
1.5 History of MPBAD 3
Chapter 2: Application and grades
2.1 Current Applications of the product 4
2.2 Product specifications 5
Chapter 3: Economic Scenario
3.1 Worlds Scenario (MPBAD) 6
3.2 Indias Scenario (MPBAD) 8
Chapter 4: Properties, Handling and Storage
4.1 Properties 10
4.2 Bio-environmental Characteristics 11
4.3 Handling & Storage 13
4.4 Safety Measures 14
Chapter 5: Manufacturing Processes
5.1 Location of the plant 14
5.2 Manufacturing Process 15
5.3 MPBAD manufacturing process 15
5.4 Various Process for manufacturing MPBAD 16
5.5 Comparisons of Various Process for manufacturing MPBAD 17
v
Chapter 6: Selected Process
6.1 Process Flowsheet 19
6.2 Process Description 20
6.3 Plant Capacity 21
Chapter 7: Material Balance
7.1 Material Balance for the production of MPBAD 22
Chapter 8: Energy Balance
8.1 Energy balance for the equipments in the process 32
Chapter 9: Control Strategy
9.1 Control Strategy of the Distillation Column 36
Chapter 10: Detailed Equipment Design
10.1 Process Design of Reactor 37
10.2 Mechanical Design of Reactor 38
10.3 Process Design of Distillation Column 40
10.4 Mechanical Design of Distillation Column 44
Chapter 11: Preliminary Design
11.1 Process Design Of All The Equipments 49
Chapter 12: Economic Evaluation
12.1 Economic Evaluation 51
12.2 Cash Flow Statement 55
Chapter 13: HAZOP Analysis and Plant Layout
13.1 Hazop of Distillation Column 56
13.2 Plant Layout 61
Conclusion 62
References 63
Appendix 65
vi
LIST OF FIGURES
Fig 3.1 Uses of Various Pesticides All Over the world 6
Fig 3.2 Forecast On Output/Production of Cypermethrin In World 7
Fig 3.3 Market Share Of World In The Production Of Cypermethrin 7
Fig 3.4 Forecast On Output/Production of Cypermethrin In India 8
Fig 4.1 Structure of MPBAD 10
Fig 5.1 Location of Project in Gujarat 15
Fig 5.2 Block flow diagram for the manufacturing of MPBAD 15
Fig 6.1 Simplified flow sheet for the production of MPBAD 19
Fig 7.1 Material balance across Distillation Column 22
Fig 7.2 Material balance across Decanter 23
Fig 7.3 Material balance across Neutralyser 24
Fig 7.4 Material balance across Extractor 25
Fig 7.5 Material balance across Hydrolyser 27
Fig 7.6 Material Balance across Reactor 29
Fig 9.1 Control Strategy of Distillation Column 36
Fig 13.1 Plant Layout 61
vii
LIST OF TABLES
Table 2.1 Product Specifications of MPBAD 5
Table 3.1 Import Data of India 8
Table 3.2 Export Data of India 9
Table 5.1 Comparison of selected processes for the manufacturing of MPBAD 18
Table 7.1 Material balance across Distillation Column 23
Table 7.2 Material balance across Decanter 24
Table 7.3 Material balance across Neutralyser 25
Table 7.4 Material balance across Extractor 26
Table 7.5 Material balance across Hydrolyser 29
Table 7.6 Material Balance across Reactor 31
Table 8.1 Values of A, B, C, and D for empherical heat capacity equation 32
Table 8.2 Energy Balance across Distillation Column 35
Table 10.1 Material balance across the distillation column 40
Table 10.2 Values for Antoine Constants 41
Table 10.3 Values for relativity volatility 42
Table 12.1 Estimation of Purchased Equipment Cost 51
Table 12.2 Estimation of Total Capital Investment 52
Table 12.3 Estimation of Direct Production Cost 53
Table 12.4 Estimation of General Expenses 53
Table 12.5 Estimation of Depreciation 54
Table 12.6 Cash flow statement 55
Table 13.1 HAZOP Analysis applied to the Distillation Column 57
viii
LIST OF SYMBOLS AND ACRONYMS
1. F feed
2. D distillate
3. R residue
4. f percentage feed
5. d percentage distillate
6. r percentage residue
7. H enthalpy change
8. m
i
mass flow rate of inlet materials
9. H
i
enthalpy of inlet materials
10. E
k
change in kinetic energy
11. E
p
change in potential energy
12. Ws work done by shaft
13. U change in internal energy
14. T temperatue
15. P pressure
16. H out change in enthalpy of outlet materials
17. n
in
number of moles in
18. n out number of moles out
19. extent of reaction
20. Cp specific heat capacity value
21. T change in temperatue
22. FC-Flow Controller
23. LC-Level Controller
24. PC-Pressure Controller
25. TC-Temperature Controller
26. Q volumetric flow rate
27. V volume
28.
avg
average density
29. Kla overall mass transfer coefficient
30. u superficial velocity
31. D diameter
32. L length
33.
mix
average density of the mixture
34. g acceleration due to gravity
35. viscosity
36.
avg
average relative volatility
37. Rmin minimum reflux ratio
38. Vmin minimum vapour flowrate
39. Lmin minimum liquid flowrate
40. N number of plates
41. N actual number of plates
42. Uv maximum allowable velocity of vapour
43. Lt Tray Spacing
44. Density of liquid, l
45. Density of vapour, v
46. w max vapour rate
47. Column Diameter, Dc
48. Column area, Ac
49. Downcomer area, Ad
50. Net area, An
51. Active area, Aa
ix
52. Hold area, Ah
53. Weir length, lw
54. Weir height, hw
55. Hole diameter, dh
56. Allowable stress, f
57. t thickness of shell material
58. ft tangential or hoop stress
59. f1 stress in axial direction
60. fs stress due to offset piping
61. f
R
equivalent stress
62. M max bending moment
63.
zp
axial stress due to pressure
64.
zs
The stress induced by shell weight at a distance X m from the top:
65.
zi
The stress induced in the shell due to insulation
66.
zl
The stress induced in the shell due to liquid hold up
67.
za
The stress induced in the shell due to attachments
68.
zw
total dead load stress
Manufacturing Of Meta-Phenoxy Benzaldehyde
1
Chapter -1
HISTORICAL PROFILE
1.1 INTRODUCTION
1.1.1 Meta-Phenoxy Benzaldehyde
Meta-Phenoxy Benzaldehyde (MPBAD) has a formula (C
13
H
10
O
2
) consists of two groups: Phenoxy group
and Benzaldehyde group. Phenoxy- is a prefix to indicate the presence of the group '-OC
6
H
5
', composed of
phenyl and an atom of oxygen. Phenoxy compounds are precursors of antibiotics especially penicillins, plant
growth regulators, and herbicides. Benzaldehyde- C
7
H
6
O (also called Benzenecarbonal) is the simplest
representative of the aromatic aldehydes. It is a colorless liquid aldehyde with a characteristic almond odor. It
boils at 180C, is soluble in ethanol, but is insoluble in water. Meta-Phenoxy Benzaldehyde posses the
properties of both the groups and is used as an important agrochemical intermediate synthetic pyrethroids like
Decamethrin, Cypermethrin and Fenvalerate used as pesticides.
[1]
1.1.2 Needs of Meta-Phenoxy Benzaldehyde
It is essential to establish solutions which provide less harm to the environment. Meta-Phenoxy
Benzaldehyde is used as intermediates for manufacturing pyrethroids, dyes, pharmaceuticals, fungicides, and
flavoring agents. Pyrethroids, being more potent to pest and less harmful to environment, are having
increasing demand. A forward looking approach is the use of such synthetic chemicals which do not harm the
harm most mammals or birds.
[2]
1.1.3 The Various Products That Can Be Produced By Using Meta-Phenoxy Benzaldehyde As An
Intermediate:
Synthetic Pyrethorids (Decamethrin, Cypermethrin).
Pharmaceuticals (Permethrin anti-itching drug).
Antibacterial, Antifungal and Insecticidal products (Cyclic Sydnonimine Hydrochloride)
[3]
.
Insecticides (Fenvalerate).
Permethrin (first-line treatment for scabies).
Manufacturing Of Meta-Phenoxy Benzaldehyde
2
1.2 NATURAL OCCURRENCE OF MPBAD:
Meta-Phenoxy Benzaldehyde is a intermediate used for manufacturing mainly AGROCHEMICALS like Synthetic
Pyrethroids and Pharmaceuticals Industries. Meta-Phenoxy Benzaldehyde does not occurs naturally however its other
derivative (P-Phenoxy Benzaldehyde presence in bamboo shoots was investigated)
[4]
. Traditionally Meta-Phenoxy
Benzaldehyde is manufactured by benzaldehyde via bromination, and phenol. However, synthesis of this important
agrochemical intermediate from meta-cresol via meta-phenoxy toluene oxidation has now become commercially more
attractive.
1.3 TRADITIONAL APPLICATIONS OF MPBAD:
The traditional applications of meta-phenoxy benzaldehyde are as follows:
Pharmacy: Meta-phenoxy benzaldehyde used by the pharmaceutical industry must meet various stringent
requirements in terms of purity and neutrality. It is used for the production of anti-itching medicines for the
treatment of scabies.
Agrochemical: Meta-phenoxy benzaldehyde is a important agrochemical intermediate which are used as
insects repellents agents like Decamethrin, Cypermethrin & Fevalerate used as pesticides
[1]
.
1.4 MANUFACTURERS:
The current manufacturers of m-phenoxy benzaldehyde are
[5]
:
Gujarat Insecticides Limited: It has its plant located in the state of Maharashtra (48, Hill Road, Bandra
(West), Mumbai 400050, INDIA).
United Phosphorus Limited: It has its plant located in the state of Gujarat (United Phosphorus Limited
117, G.I.D.C., Ankleshwar City - Bharuch District, 393 002, Gujarat, INDIA).
Hemani Intermediates Private Limited: It has its plant setup in Gujarat and Maharashtra (780/1,2,40 Shed
Area, GIDC VAPI, District Bulsar - 396195, Gujarat, INDIA).
Shakti Bio Science Ltd: It has its plants located in the state of Maharashtra (A - 101, Surya Kiran, Opp.
Jain Temple, Near Chamunda circle, Borivali (West), Mumbai-400092, Maharashtra, INDIA).
Apin Chemicals Limited: It has its plant located in UNITED KINGDOM (43D Milton Park, Milton, and
Abingdon OX14 4RU, UNITED KINGDOM).
China langchem Incorporation: Has its plant located in CHINA (88, Cailun road, Zhangjiang high tech
park, Shanghai 201203, CHINA).
Toronto Research Chemicals: Has its plant located in CANADA (2, Brisbane road, Toronto, Ontario
CANADA M3J 2J8).
Manufacturing Of Meta-Phenoxy Benzaldehyde
3
1.5 HISTORY OF THE PRODUCTS:
As MPBAD is used as an intermediate for the production of the synthetic pyrethroids which are used as insecticides
for example: Decamethrin, Cypermethrin and Fenvalerate. So the history of these insecticides basically relates the
invention of MPBAD. Synthetic pyrethroids was introduced lately in 1900s by a team of Rothamsted
Research scientists following the elucidation of the structures of pyrethrin I and II by Hermann
Staudinger and Leopold Ruzicka in the 1920s. The 1st generation synthetic pyrethroids, developed in the 1960s,
include bioallethrin, tetramethrin, resmethrin and bioresmethrin. By 1974, the Rothamsted team had discovered a 2nd
generation of more persistent compounds (EAST AFRICA): permethin, Cypermethrin and deltamethrin. They are
substantially more resistant to degradation by light and air, thus making them suitable for use in agriculture, but they
have significantly higher mammalian toxicities and hence by the history of the synthetic pyrethroids we can justify the
history of MPBAD
[6]
.
Manufacturing Of Meta-Phenoxy Benzaldehyde
4
Chapter-2
APPLICATIONS AND GRADES
2.1 CURRENT APPLICATIONS OF THE PRODUCT:
The current applications of meta-phenoxy benzaldehyde are as follows:
2.1.1 Insecticides:
Cypermethrin: Cypermethrin is a synthetic pyrethroid insecticide. It is toxic and adequately stabile
in air and light. It has become one of the most important insecticides in a wide-scale use
[7].
Fenvalerate: Is an insecticide. It is a mixture of four optical isomers which have different
insecticidal activities. The 2-S alpha (or SS) configuration, known as esfenvalerate, is the most
insecticidal active isomer. Fenvalerate consists of about 23% of this isomer. Fenvalerate is an
insecticide of moderate mammalian toxicity. Fevalerate has applications against a wide range of
pests. It is most commonly used to control insects in food, feed, and cotton products
[8]
.
Etofenprox: is a pyrethroid derivative which is used as an insecticide. Also found as an ingredient
in flea medication for cats
[9]
.
Phenothrin: Also called sumithrin, is a synthetic pyrethroid that kills adult fleas and ticks. It has
also been used to kill head lice in humans. D-Phenothrin is used as a component of aerosol
insecticides for domestic use. Phenothrin is often used with methoprene, an insect growth regulator
that interrupts the insect's biological life cycle by killing the eggs
[10]
.
Deltamethrin: Is a pyrethroid ester insecticide. This pesticide is highly toxic to aquatic life,
particularly fish, and therefore must be used with extreme caution around water
[11]
.
2.1.2 Pharmacy:
Permethrin: Is a first-line treatment for scabies (Itching problem); a 5% (w/w) cream is marketed
by Johnson & Johnson under the name Lyclear. In Nordic countries and North America, it is
marketed under trade name Nix, often available over the counter
[12]
.
Manufacturing Of Meta-Phenoxy Benzaldehyde
5
2.2 PRODUCT SPECIFICATIONS:
Table 2.1 Product Specification of Meta-Phenoxy Benzaldehyde
[13]
1. Origin East Africa
2. Color Light Yellow
3. Storage Liquid Form
4. Meta-Phenoxy Benzaldehyde content
(by mass GLC)
99% Minimum
5. Acidity as Meta Phenoxy benzoic acid
(by mass)
0.5% Maximum
6. Moisture content 0.2% Maximum
Manufacturing Of Meta-Phenoxy Benzaldehyde
6
Chapter-3
ECONOMIC SCENARIO
3.1 WORLD SCENARIO (MPBAD):
Meta-phenoxy Benzaldehyde is used as an intermediate for the production of some important agro based chemicals
mainly synthetic pyrethroids like: Decamethrin, Cypermethrin and Fenvalerate used as insecticides. Mainly the meta-
phenoxy benzaldehyde which is produced I the plants are generally not supplied/exported to other industries they are in
the process converted to the synthetic pyrethroids. So meta-phenoxy benzaldehyde is a captive product and its
economic scenario could be explained by the help of the insecticides scenarios of the synthetic pyrethroids. Here we are
considering Insecticides to explain the economic scenario of meta-phenoxy benzaldehyde.
3.1.1 Uses Of Various Pesticides All Over the world:
Fig 3.1 Uses Of Various Pesticides All Over the world
The whole world is second largest consumer of the insecticides (mainly the synthetic pyrethroids) which are
having there intermediate as MPBAD so if the demand of Insecticides would increase them the demand of
MPBAD would also increase. Here as we can see in the (Fig. 3.1) the consumption percentage of various pesticides
are
[14]
:
Herbicides: 60%
Insecticides: 27%
Fungicides, Disinfectants, Rodenticides, Molluscicides: 13%
Manufacturing Of Meta-Phenoxy Benzaldehyde
7
3.1.2 Forecast On Output/Production Of Insecticides In World, 2011 -2015:
Fig 3.2 Forecast On Output/Production Of Insecticides In World
[15]
As by the above bar graph (Fig 3.2) we can see that globally the production of insecticides is increasing
every year due to the increase in the demands of pesticides now days. Thus, we can clearly suggest from the
data available that the production of MPBAD is also increasing with every progressing year.
3.1.3 Market Share Of World In The Production Of Insecticides:
Fig 3.3 Market Share Of World In The Production Of Insecticides
[16]
From the above (Fig 3.3) we can clearly see that the production of insecticides is more in the
western countries than in the eastern.
3.1.4 Manufacturing Capacities :
Japan is a major producer of MPBAD in the world. They manufacture approx. 4000 TPA of meta-phenoxy
benzaldehyde for conversion to pyrethroids
[17]
.
Manufacturing Of Meta-Phenoxy Benzaldehyde
8
3.2 INDIAS SCENARIO (MPBAD):
3.2.1 Forecast On Output/Production Of Insecticides In India, 2011 -2015:
Fig 3.4 Forecast On Output/Production Of Insecticides In India
As from the above bar graph its clearly visible that the production of the Insecticides in India is increasing with
every coming year and so as the production of meta-Phenoxy benzaldehyde
[15]
.
3.2.2 Import and Export data of Insecticides over the years:
Years Quantity Unit Value Assessable
(INR)
2009 14600 TON 26302293.61
2010 25700 TON 29830265.23
2011 36200 TON 32569826.33
2012 47400 TON 39878263.21
Table 3.1 Import Data of India
[18]
Manufacturing Of Meta-Phenoxy Benzaldehyde
9
Years Quantity Unit Value
Assessable
(INR)
2009 23400 TON 17702748.20
2010 34690 TON 25268349.82
2011 45190 TON 31658498.32
2012 56410 TON 38826721.35
Table 3.2 Export Data of India
[19]
3.2.3 Manufacturing Capacities
[17]
:
Hence, by the above Import and Export data we can see that Indias demand and supply gap is about
8800 TPA.
Therefore, we have selected capacity of our plant as 9000 TPA.
Manufacturing Of Meta-Phenoxy Benzaldehyde
10
Chapter 4
PROPERTIES, HANDLING AND STORAGE
4.1 PROPERTIES:
4.1.1 Meta-Phenoxy Benzaldehyde (Mpbad)
[20]
:
Meta-Phenoxy Benzaldehyde is a pesticide intermediate to manufacture synthetic pyrethroid
insecticides.
It is also used as an intermediate for the manufacture of pharmaceutical products.
It is also used as an intermediate for the manufacture of Antibacterial, Antifungal and Insecticidal
products.
Structure:
Fig 4.1 Structure of MPBAD
[21]
4.1.1.1 Physical Properties
[20]
:
Molecular Formula C
13
H
10
O
2
Molar Mass 198.22 g /mol
Appearance Viscous, yellow-amber liquid
Density 1.147 g/cm3 (20 C)
Melting point 13 C
Boiling Point 140 C (0.1 mm Hg)
Solubility in water Insoluble
Manufacturing Of Meta-Phenoxy Benzaldehyde
11
4.1.1.2 Chemical Properties
[20]
:
MPBAD is readily soluble in most of the organic solvents such as methanol and ethanol.
Reactive in alkaline medium.
MPBAD IS stable under normal conditions (temperatures and pressures).
It should be protected from air as it is susceptible to oxidation.
Heat Of vaporization is 64.2 kJ/mole.
It is insoluble in water.
4.2 BIO ENVIRONMENTAL CHARACTERISTICS
[22]
:
4.2.1 Metabolic Fate In Human Beings And Other Organisms:
Synthetic pyrethorids can be considered to result from the esterification of an appropriate alcohol (MPBAD)
with an appropriate acid. Metabolism of pyrethorids proceeds by the hydrolysis of the ester bond to give the
constituent acid and alcohol components. Once these acid and alcohol components are formed their
metabolism and degradation is independent of the pyrethorids from which they are derived. Due to increased
global use, acute and chronic exposures to pyrethorids insecticides in humans are of clinical concern.
Pyrethorids have a primary mode of action that involves interference with the sodium and calcium channels
in excitable cells, which may include cardiac myocytes. Here, it was investigated that the possible cardiac
toxicity of Permethrin metabolites (METP), 3-phenoxy-benzyl alcohol (3PBA), 3-phenoxy-benzaldehyde
(3PBALD), and 3-phenoxybenzoic acid (3PBACID). Plasma membrane fluidity, polarity, lipid, and protein
oxidation were studied in isolated rat heart cells. Laurdan was chosen as probe to detect the lateral mobility
and polarity of its environment and thus water penetration into the hydrophobic part of the bilayer, while 1,6-
diphenyl-1,3,5-hexatriene permits to measure changes in fluidity in the inner part of the bilayer. Results show
that METP can change membrane fluidity at different depths of the bilayer according to their partition
coefficient. Consequently, 3PBA, at all concentration used, decreases membrane fluidity and polarity in the
hydrophilic-hydrophobic region of the bilayer, and similar effect was observed with 20 M 3PBALD or 10 or
20 M 3 PBACID. Membrane dynamics in the hydrophobic core resulted decreased by 3PBALD, while it
was increased by 20 M 3PBACID. All METP increase protein and lipid oxidation, and the per oxidative
lipid damage decreases with the type of METP produced during the transformation pathway from parent
compound to 3PBACID. Consequently, 3PBA induced the highest lipid per oxidation, while 3PBACID was
the stronger inducer of protein damage.
Manufacturing Of Meta-Phenoxy Benzaldehyde
12
4.2.2 Environment fate:
Environmental fate for the MPBAD can be explained by the help of the example of Cypermethrin which is
a product formed by using MPBAD as an intermediate is as follows:
Air: Cypermethrin has a very low vapor pressure and is not readily volatilized into the atmosphere. A
low Henrys Law Constant (H), 2.5x10
-7
atm-m
3
/mol at 200
o
C, indicates that Cypermethrin has almost no
tendency to volatilize from an aqueous solution.
Soil: Cypermethrin occurs as a mixture of both the cis and trans isomers. The cis/trans ratio in technical
grade Cypermethrin is 1:1. The cis isomers are more active than trans by a factor of two. No significant
difference was observed between the photo degradation rates of the two isomers in soil, although the
trans-isomer was hydrolyzed 1.2-1.7 times faster. Hydrolysis and photolysis play major roles in the
degradation of Cypermethrin in soil.
Water: The water solubility of Cypermethrin is very low, 4 ppb at 200
o
C. Cypermethrin is extremely
hydrophobic and will quickly move from an aqueous solution to suspended particulates. Thus, relatively
small amounts of suspended matter in natural bodies of water may remove a significant amount of
Cypermethrin from the aqueous phase. Soils and sediment are the main environmental reservoirs for
Cypermethrin. Cypermethrin hydrolyzes slowly in water at pH 7 and below, with hydrolysis being more
rapid at pH 9.
4.2.3 Health Impacts:
Various health impacts caused by Meta phenoxy benzaldehyde are:
Potential Health Effects Eye: Causes eye irritation. May cause chemical conjunctivitis.
Skin: Causes skin irritation.
Ingestion: May cause gastrointestinal irritation with nausea, vomiting and diarrhea..
Inhalation: Causes respiratory tract irritation.
Chronic: Effects may be delayed
4.3 HANDLING & STORAGE
[23]
:
Handling: Minimize dust generation and accumulation. Avoid contact with eyes, skin, and clothing. Keep
container tightly closed. Use with adequate ventilation. Wash clothing before reuse. Avoid breathing dust.
Storage: Store in a cool, dry place. Store in a tightly closed container.
Manufacturing Of Meta-Phenoxy Benzaldehyde
13
4.4 SAFETY MEASURES
[23]
:
Engineering Controls: Facilities storing or utilizing this material should be equipped with an eyewash
facility and a safety shower. Use adequate ventilation to keep airborne concentrations low.
Personal Protective Equipment Eyes: Wear appropriate protective eyeglasses or chemical safety
goggles as described by OSHA's eye and face protection regulations.
Skin: Wear appropriate protective gloves to prevent skin exposure.
Clothing: Wear appropriate protective clothing to prevent skin exposure.
Respirators: NIOSH/OSHA or European Standard EN 149 approved respirator if exposure limits are
exceeded or if irritation or other symptoms are experienced.
4.4.1 First aid measures :
Eyes: Immediately flush eyes with plenty of water for at least 15 minutes, occasionally lifting the
upper and lower eyelids. Get medical aid.
Skin: Get medical aid. Flush skin with plenty of water for at least 15 minutes while removing
contaminated clothing and shoes. Wash clothing before reuse.
Ingestion: Never give anything by mouth to an unconscious person. Get medical aid. Do NOT
induce vomiting. If conscious and alert, rinse mouth and drink 2-4 cupfuls of milk or water. Wash
mouth out with water.
Inhalation: Remove from exposure and move to fresh air immediately. If not breathing, give
artificial respiration. If breathing is difficult, give oxygen. Get medical aid. Do NOT use mouth-to-
mouth resuscitation.
4.4.2 Fire fighting measures:
As in any fire, wear a self-contained breathing apparatus in pressure-demand, MSHA/NIOSH (approved or
equivalent), and full protective gear. During a fire, irritating and highly toxic gases may be generated by
thermal decomposition or combustion. Use water spray, dry chemical, carbon dioxide, or chemical foam.
4.4.3 Accidental release measures:
Use proper personal protective equipments. During Spills/Leaks Vacuum or sweep up material and place into a
suitable disposal container. Clean up spills immediately, observing precautions in the Protective Equipment
Section. Avoid generating dusty conditions and provide ventilation.
Manufacturing Of Meta-Phenoxy Benzaldehyde
14
Chapter 5
MANUFACTURING PROCESSES
5.1 LOCATION OF THE PLANT:
We have selected the location of our product Meta-Phenoxy Benzaldehyde in BHARUCH, GUJARAT.
The reasons for choosing it are:
GUJARAT and MAHARASHTRA are the 2 leading Meta-Phenoxy Benzaldehyde producing states of
INDIA.
We have preferred Gujarat over Maharashtra because
[25]
:
Gujarat State has the longest sea coast of 1600 km in India. It has many ports like; Kandla
Port (is one of the largest ports serving Western India), Port of Magdalla, Port Pipavav, Port
of Porbandar and the privately owned Mundra Port which helps in transportation of raw
materials from abroad and export of our products to other countries i.e. helps in reducing
transportation cost.
Compared to Maharashtra, Gujarats level of industrial facilities like electricity and water supply
are better.
Raw materials are easily available.
It is situated near bharuch which has the dumping facilities for the solid waste.
Gujarat government provides water treatment facilities (Although water used in the
plant is treated before release but it is again treated by the facilities provided by the
government).
Have a per-capita GDP significantly above Indias average.
In Gujarat we prefer Bharuch because:
Bharuch has over 1000 chemical plants, producing products such as pesticides, pharmaceuticals,
chemicals, and paints.
Have a population of about 1, 50,000. Therefore, Labor is easily available.
Moderate Climatic conditions.
Infrastructure.
Location of plant in Gujarat (shown in Fig. 5.1)
Manufacturing Of Meta
Fig 5.1 Location of Project in Gujarat
5.2 MANUFACTURING PROCESS
[27]
:
The general process for the preparation
1) Preparing a mixture of Meta-Phenoxy
Phenoxy toluene gas with halogen at an elevat
2) Reacting the mixture of halides prepared in (Step 1.) with Ammonia and Formaldehyde, or
Hexamethylenetetramine.
3) Hydrolyzing the reaction product from (Step 2.) under acid conditions to form the
5.3 META-PHENOXY BENZALDEHYDE MANUFACTURING PROCESS:
The basic block flow diagram for the pr
Mixture of halides
Meta-Phenoxy Toluene
Fig 5.2 Block flow diagram for the manufacturing of MPBAD
5.4 VARIOUS PROCESS FOR THE MANUFACTURING OF META
Halogenation
Manufacturing Of Meta-Phenoxy Benzaldehyde
Location of Project in Gujarat
[26]
for the preparation of the meta-phenoxy benzaldehyde comprises of following steps:
Phenoxy benzyl halide and Meta-Phenoxy benzal halide by halogenating
Phenoxy toluene gas with halogen at an elevated temperature with a free radical initiator.
Reacting the mixture of halides prepared in (Step 1.) with Ammonia and Formaldehyde, or
Hydrolyzing the reaction product from (Step 2.) under acid conditions to form the meta-phenoxy ben
PHENOXY BENZALDEHYDE MANUFACTURING PROCESS:
The basic block flow diagram for the production of meta-phenoxy benzaldehyde is as follows:
Mixture of halides
Meta-Phenoxy B
Block flow diagram for the manufacturing of MPBAD
THE MANUFACTURING OF META-PHENOXY BENZALDEHYDE ARE
Reaction with NH3
& HCHO/HMTA
Hydrolyzing
Acidic Condition
15
enzaldehyde comprises of following steps:
benzal halide by halogenating Meta-
Reacting the mixture of halides prepared in (Step 1.) with Ammonia and Formaldehyde, or
henoxy benzaldehyde.
Phenoxy Benzaldehyde
PHENOXY BENZALDEHYDE ARE:
Hydrolyzing Under
Acidic Condition
Manufacturing Of Meta-Phenoxy Benzaldehyde
16
5.4.1 Process 1 (Bromination process)
[27]
:
3-Phenoxytoluene was treated with a stream of bromine under a nitrogen atmosphere in a vessel
containing a source of ultraviolet light and designed so that bromine is introduced close to the U.V.-
source and the Reactants vigorously circulated. The bromine was thus present in a excess amount over
the Phenoxy -toluene. When addition was complete (about 3 hours) the reaction mixture was allowed to
cool overnight whilst being flushed with a stream of nitrogen. This yield of bromination product having
the following composition:
phenoxy toluene (unconverted):2.1%
3- phenoxy benzyl bromide:61.5%
3- phenoxy benzal bromide:36.4%
The bromination mixture resulting from above step was added to glacial acetic acid and
hexamethylenetetramine, followed by water. After maintaining under reflux (105 C) for 4 hours,
concentrated hydrochloric acid were added followed 5 minutes later by water, and the mixture refluxed
for a further 15 minutes. After cooling to room temperature by immersion in ice water, the reaction
mixture was extracted with methylene dichloride.
The combined extracts were washed neutral (pH 7-8) with saturated sodium bicarbonate, and then
washed once with ice-cold hydrochloric acid and once with water. After drying over anhydrous sodium
sulphate the methylene dichloride was distilled off and the residual product degassed to constant weight
under high vacuum (0.1 mm Hg) to yield of 3-phenoxy benzaldehyde.
N.M.R. analysis of this product established its purity as 95%, and G.L.C. analysis showed that all the
benzyl bromide and benzal bromide had reacted. The yield of 3-phenoxy benzaldehyde was 93% based
on the starting 3-phenoxytoluene.
5.4.2 Process 2 (Chlorination process by using carbon tetrachloride)
[27]
:
A mixture of 3-phenoxybenzyl chloride and 3-phenoxy-benzal chloride obtained from chlorination of 3-
phenoxy toluene by chloroform in the presence of free radical initiator catalyst, Azobisisobutyronitrile
AIBN under refluxing conditions (containing 60% mono chloride and 40% dichloride) was added to a
solution of hexamethylenetetramine dissolved in acetic acid .Water was added and the mixture heated
under reflux for 4 hours. Concentrated hydrochloric acid was then added and the mixture refluxed for a
further 15 minutes.
After cooling to room temperature the reaction mixture was extracted with methylene chloride. The
combined extracts were washed neutral with aqueous sodium bicarbonate solution, and then evaporated
to give 3-phenoxybenzaldehyde (yield 97%).
Manufacturing Of Meta-Phenoxy Benzaldehyde
17
5.4.3 Process 3(Chlorination process by using chloroform)
[27]
:
A solution of formalin was cooled to 10 C and then treated with aqueous ammonia solution over 15
minutes. A mixture of 3-phenoxybenzyl chloride and 3-phenoxybenzal chloride containing 70% mono
chloride and 30% dichloride mixture, obtained from chlorination of 3-phenoxy toluene by chloroform in
the presence of free radical initiator catalyst, Azobisisbutyronitrile AIBN under refluxing conditions
was added and the mixture stirred under a nitrogen blanket for 3 hours. The mixture was then acidified
with acetic acid, stirred for a further 3 hours in the cold, and then refluxed for 4 hours.
After cooling, the reaction mixture was extracted with toluene and the extract washed neutral with
sodium bicarbonate solution. The toluene solution of crude 3-phenoxybenzaldehyde was diluted with an
equal quantity of ethanol and then stirred with a saturated aqueous solution of sodium bi-sulphite.
The resulting bi-sulphite adduct was filtered off and washed with toluene. After vacuum drying, this
gave purified 3-phenoxybenzaldehyde bi-sulphite compound which on treatment with dilute mineral acid
yielded the pure 3-phenoxybenzaldehyde. Yield based on chloride mixture was 95%.
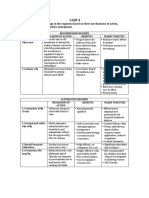
5.5 COMPARISION OF VARIOUS PROCESS FOR THE MANUFACTURING OF META- PHENOXY
BENZALDEHYDE ARE:
As all the above processes are from Halogenation of 3-phenoxy toluene, the comparisons between the above processes
can be only being done on the basis of:
Raw materials used.
Operating Conditions (Halogenation of 3-Phenoxy Toluene).
Free Radical Initiator.
Yield (Shown in table 5.1).
S.NO PROCESSES RAW MATERIALS OPERATING
CONDITIONS
FOR
HALEOGINAT
ION
FREE
RADICA
L
INITIAT
OR
%
YIELD
1. Process 1. 3-Phenoxy Toluene, Bromine, Glacial Acetic 195
o
C To 235
o
C UV 93
Manufacturing Of Meta-Phenoxy Benzaldehyde
18
Table 5.1 Comparison of selected processes for the manufacturing of meta-phenoxy benzaldehyde.
Thus by comparing all the above process of manufacturing of meta-phenoxy benzaldehyde on the basis of:
Raw Materials used.
Operating Conditions (Halogenation of 3-Phenoxy Toluene).
Free Radical Initiator.
Yield (Shown in table 5.1).
We have selected PROCESS 2 because in all the process stated above have almost the same raw materials so the
cost for the raw materials would be same, but PROCESS 2 is operating at the temperature just above 50
o
C while
the other process are operating between the range of (195
o
C to 235
o
C). So, risk factor is much lesser in PROCESS 2
as compared to the (PROCESS 1). PROCESS 3 also operates on a temperature just above 50
o
C but the yield of
PROCESS 2 is 97% which is much higher than other process including PROCESS 3.
Acid, Methylene Di-Chloride,
Hexamethylenetetramine (HMTA),
Concentrated Hydrochloric Acid, Anhydrous
Sodium Sulphate.
LIGHT
2. Process 2. 3-Phenoxy Toluene, Acetic Acid,
Hexamethylenetetramine (HMTA),
Concentrated Hydrochloric Acid, Aquas
Sodium Bicarbonate Solution, Anhydrous
Sodium Sulphate, AIBN/ Benzoyl Peroxide.
Above 50
o
C AIBN 97
3. Process 3. Formalin Solution, Ammonia Solution,
Nitrogen, Acetic Acid, Sodium Bi-Sulphide,
Toluene, Aquas Sodium Bicarbonate
Solution, AIBN/ Benzoyl Peroxide.
Above 50
o
C AIBN 95
Manufacturing Of Meta
SELECTED
6.1 FLOWSHEET:
The simplified flow diagram of the manufacturing of meta
Fig 6.1 Simplified Flow sheet for the production of MPBAD
Manufacturing Of Meta-Phenoxy Benzaldehyde
Chapter-6
SELECTED PROCESS
The simplified flow diagram of the manufacturing of meta-phenoxy benzaldehyde is given below:
Simplified Flow sheet for the production of MPBAD
19
Manufacturing Of Meta-Phenoxy Benzaldehyde
20
6.2 PROCESS DESCRIPTION:
6.2.1 Raw Materials
[27]
:
3- Phenoxy toluene: The most widely used raw material for the manufacturing of meta-phenoxy
benzaldehyde.3- Phenoxy toluene undergoes halogenation with chloroform in presence of AIBN
(Azobisisobutyronitrile) to give rise 3- phenoxy benzyl chloride (mono chloride) and 3- phenoxy benzal
chloride (dichloride) which are further converted to meta-phenoxy benzaldehyde.
Hexamethylenetetramine in acetic acid: The reaction mass containing 3- phenoxy benzyl chloride and
3- phenoxy benzal chloride react with hexamethylenetetramine in acetic acid to give rise MPBAD.
Water: Water used to make the solution of Hexamethylenetetramine in acetic acid aquas in nature
because reaction of Hexamethylenetetramine with acid is highly exothermic reaction. So as to remove
the heat of reaction water is added to the mixture and it is also used for the hydrolysis reaction.
Concentrated Hydrochloric Acid: Concentrated Hydrochloric Acid is added towards the end of the
hydrolysis reaction to regenerate acetic acid from acetate formed in hydrolysis reaction.
Methylene Chloride: Methylene chloride is used to extract the meta-phenoxy benzaldehyde from the
reaction mass formed after the hydrolysis.
Aqueous Sodium Bicarbonate: Are used for the final neutralization and distillation of the meta-
phenoxy benzaldehyde.
6.2.2 PROCESS
[28]
:
Chlorination of m-phenoxy toluene. This step involves side chain chlorination of m-phenoxy toluene in a
medium of CCl4 in the presence of a free radical initiator catalyst, Azobisisobutyronitrile (AIBN), under
refluxing conditions. Meta-phenoxy benzene chloride and m-phenoxy benzal chloride are formed as major
products.
Reaction:
C6H5.O.C6H4.CH3 + Cl2 C6H5.O.C6H4.CH2 CL + HCL
C
6
H
5
.O.C
6
H
4
.CH
2
Cl + Cl
2
C6H5.O.C6H4.CHCl2 + HCL
Hydrolysis of m-phenoxy benzyl and benzal chlorides. Conversion of the mixed chlorides into m- phenoxy
benzaldehyde is done by modified Sommelet Reaction which involves reaction between m-phenoxy benzal
chloride and hexamine in the presence of aqueous acetic acid under boiling conditions leading to the formation
of m-phenoxy benzaldehyde and HMTA degradation products. The HMTA, acetic acid and water are mixed,
and then the benzyl/benzal halide is added thereto. In the preferred practice the HMTA is supplied as an
aqueous solution, which is directly mixed with the acetic acid.
AIBN
AIBN
Manufacturing Of Meta-Phenoxy Benzaldehyde
21
Since the acid reacts exothermically with the HMTA, it is necessary to remove sufficient of the heat of
reaction to attain the necessary low mixing temperature before the halide mixture is added. The benzyl-benzal
halide mixture then is added slowly to the thoroughly stirred mixture and the stirred mixture is slowly (usually
over a period of 30-60 minutes, preferably about 40 minutes) heated to a temperature of from about 105 C. to
about 120 C. and held within that temperature range for a period of about 3 hours to about 4.5 hours.
Concentrated hydrochloric acid is added to the mixture for recovering the acetic acid and t he reaction mixture
is refluxed for about (15 minutes), this provides a temperature of from about 110 C. to about 120
o
C,
depending upon the particular proportions of the Ingredients used, and on the autonomic pressure in the
reaction system. The process is conveniently conducted at essentially atmospheric pressure or slightly above-
i.e., at the autonomic pressure of the reactor system.
Reaction:
3-C
6
H
5
.O.C
6
H
4
.CH
2
CL + (CH
2
)
6
.N
4
3-C
6
H
5
.O.C
6
H
4
.CH
2
[(CH
2
)
6
.N
4
]
+
CL
-
3-C
6
H
5
.O.C
6
H
4
.CH
2
[(CH
2
)
6
.N
4
]
+
CL
-
3-C
6
H
5
.O.C
6
H
4
.CHO + CH
3
NH
3
+
CL
-
+ 3NH3 + 5HCHO
After cooling to room temperature the reaction mixture is extracted with methylene chloride. The combined
extracts were washed neutral with aqueous sodium bicarbonate solution, dried over anhydrous sodium
sulphate, and then evaporated to give 3-phenoxy benzaldehyde (yield 97%).
6.3 PLANT CAPACITY:
The plant capacity which we have decided is 9000 tons per annum i.e. 30 tons per day or 1250 kg/hr and this is the
overall plant capacity of production of meta-phenoxy benzaldehyde.
Aq. Acetic
Acid
6H
2
O
Manufacturing Of Meta
7.1 MATERIAL BALANCE FOR THE PRODUCTION OF
BASIS: 30 tons per day of meta-phenoxy benzaldehyde
7.1.1 Distillation Column:
Assumptions:
99% pure mpbad is formed.
Percentage of mpbad in feed=
Fig 7.1 Material balance across Distillation column
Streams:
Feed (15): Mixture of meta
Distillate (17): Volume %
Bottom (16): Volume %
Calculations:
Overall material balance: F=D+R
F= 140.638 kmol/hr.
Therefore, 140.638 =D+R
Component balance over distillation column for
F*f=D*d + R*r
Manufacturing Of Meta-Phenoxy Benzaldehyde
Chapter-7
MATERIAL BALANCE
MATERIAL BALANCE FOR THE PRODUCTION OF MPBAD:
phenoxy benzaldehyde from the evaporator column (99% pure
99% pure mpbad is formed.
in feed=4.52%
Material balance across Distillation column
meta-phenoxy benzaldehyde, solvent (methylene chloride)
Volume % meta-phenoxy benzaldehyde (X
d
).
Volume % meta-phenoxy benzaldehyde (X
r
).
Overall material balance: F=D+R
F= 140.638 kmol/hr. F=Feed
D=Distillate
R=Residue/Bottom
Component balance over distillation column for mpbad:
22
evaporator column (99% pure).
).
/Bottom
Manufacturing Of Meta
Meta-phenoxy benzaldehyde in bottom product is: 1250/198.22 = 6.306 kmol/hr.
Feed of the distillation column:
Meta-phenoxy benzaldehyde in distillate product is:
Value of methylene chloride
Methylene chloride in bottom product: (1
So, R=6.306 + 1.342 = 7.648
Then, D= 140.638-7.647 =
140.638*0.0452 = 7.647*0.824 +
X
d =
4.78*10
-4
Methylene chloride in distillate product: 134.296
Kmol/hr(Inlet)
134.296
6.369 Meta
140.63
Table 7.1
7.1.2 Decanter:
Fig 7.2 Material balance across
Streams:
13: It contains mpbad, aquas ammonia, formaldehyde, sodium bicarbonate, methylene chloride.
14: It contains aquas ammonia, formaldehyde, sodium bicarbonate.
15: It contains methylene chloride, mpbad.
Manufacturing Of Meta-Phenoxy Benzaldehyde
phenoxy benzaldehyde in bottom product is: 1250/198.22 = 6.306 kmol/hr.
Feed of the distillation column: 6.306/0.99 = 6.369 kmol/hr.
phenoxy benzaldehyde in distillate product is: 6.369-6.306 = 0.064 kmol/hr.
ue of methylene chloride for feed we have calculated from EXTRAXTER UNIT.
Methylene chloride in bottom product: (1-0.99)*134.296 = 1.342 kmol/hr.
6.306 + 1.342 = 7.648 kmol/hr.
7.647 = 132.991 kmol/hr.
140.638*0.0452 = 7.647*0.824 + 132.991*X
d
Methylene chloride in distillate product: 134.296 1.342 = 132.9 kmol/hr.
Components Distillate Products Bottom Products
Kmol/hr(Outlet)
Methylene Chloride 132.922
Meta-phenoxy benzaldehyde 0.06369 6.30
Total 140.63
Table 7.1 Material Balance across Distillation Column
Material balance across Decanter
It contains mpbad, aquas ammonia, formaldehyde, sodium bicarbonate, methylene chloride.
aquas ammonia, formaldehyde, sodium bicarbonate.
15: It contains methylene chloride, mpbad.
23
= 0.064 kmol/hr.
we have calculated from EXTRAXTER UNIT.
Distillate Products Bottom Products
Kmol/hr(Outlet)
1.34
0.06369 6.306
3
It contains mpbad, aquas ammonia, formaldehyde, sodium bicarbonate, methylene chloride.
Manufacturing Of Meta
Calculations:
Molar flow rate of stream 15: 140.638 kmol/hr.
Molar flow rate of stream 14:
Kmol/hr(Inlet)
6.369
0.1817
0.3347
19.108
134.269
160.259
Table 7.
7.1.3 Neutraliser:
Assumptions:
Sodium bicarbonate to feed ratio is: 3:1
Fig 7.3 Material balance across
Calculations:
Sodium bicarbonate feed to neutraliser: 6.369*3 = 19.10
Manufacturing Of Meta-Phenoxy Benzaldehyde
Molar flow rate of stream 15: 140.638 kmol/hr.
Molar flow rate of stream 14: 160.259-140.638 = 19.621 kmol/hr.
Components Kmol/hr(
Meta-phenoxy benzaldehyde
Ammonia 0.1817
Formaldehyde 0.3347
Sodium bicarbonate 19.108
Methylene chloride 134.269
Total 160.259
Table 7.2 Material Balance across Decanter
Sodium bicarbonate to feed ratio is: 3:1
Material balance across Neutralyser
Sodium bicarbonate feed to neutraliser: 6.369*3 = 19.108 kmol/hr.
24
Kmol/hr(Outlet)
6.369
0.1817
0.3347
19.108
134.269
160.259
Manufacturing Of Meta-Phenoxy Benzaldehyde
25
Kmol/hr(Inlet) Components Kmol/hr(Outlet)
6.369 Meta-phenoxy benzaldehyde 6.369
0.1817 Ammonia 0.1817
0.3347 Formaldehyde 0.3347
19.108 Sodium bicarbonate 19.108
134.269 Methylene chloride 134.269
160.259 Total 160.259
Table 7.3 Material Balance across Neutralyser
7.1.4 Extractor:
Assumptions:
Feed to solvent ratio is: 2:1
By products are completely immiscible in solvent.
Extract phase composition: mpbad: 95% , ammonia 0.9 % , formaldehyde 1%.
Fig 7.4 Material balance across Extractor
Streams:
18: Fresh methylene chloride + Recycled methylene chloride.
7: aquas ammonia, methyl ammonium chloride, formaldehyde, mpbad, unconverted oil (meta-phenoxy
benzyl chloride & meta-phenoxy benzal chloride).
11: Its a raffinate stream having: aquas ammonia, methyl ammonium chloride, formaldehyde, and
mpbad, unconverted oil (meta-phenoxy benzyl chloride & meta-phenoxy benzal chloride).
10: Its an extract stream having: aquas ammonia, formaldehyde, mpbad and methyl ammonium
chloride.
Manufacturing Of Meta-Phenoxy Benzaldehyde
26
Calculations:
Reaction mixture coming out from the hydrolyser: 67.148 kmol/hr.
Solvent feed to the extractor: 67.148*2 = 134.269 kmol/hr.
Meta-phenoxy benzaldehyde in extract phase: 6.369 kmol/hr.
Feed:
Volume % of components of feed:
Ammonia: 30.08 %
Formaldehyde: 49.86 %
Mpbad: 9.97 %
Methyl ammonium chloride: 9.97 %
Unconverted (meta-phenoxy benzyl chloride + meta-phenoxy benzal chloride): 0.1.004 %.
Kmol/hr of components of feed:
Ammonia: 67.148 *0.3008 = 20.198 kmol/hr.
Formaldehyde: 67.148 *0.4986 = 33.479 kmol/hr.
Mpbad: 67.148 *0.0997 = 6.6946 kmol/hr.
Methyl ammonium chloride: 67.148 *0.0 997 = 6.6946 kmol/hr.
Unconverted (meta-phenoxy benzyl chloride + meta-phenoxy benzal chloride): 67.148 * 1.004*10
-
3
= 0.0674 kmol/hr.
Extract:
Mpbad in extract phase: 6.6946*0.95 = 6.369 kmol/hr.
Methylene chloride (Solvent): 134.269 kmol/hr.
Formaldehyde: 33.479* 0.01 = 0.3347 kmol/hr.
Ammonia: 20.198* 0.009 = 0.1817 kmol/hr.
Raffinate:
Ammonia: 20.198 - 0.1817 = 20.0163 kmol/hr.
Methyl ammonium chloride: 6.6946 kmol/hr.
Mpbad in raffinate phase: 6.6946- 6.369 = 0.3256 kmol/hr.
Formaldehyde: 33.479- 0.3347 = 33.1442 kmol/hr.
Unconverted (meta-phenoxy benzyl chloride + meta-phenoxy benzal chloride): 0.0674 kmol/hr.
Volume % of components of raffinate :
Ammonia: 20.0163/60.2481 = 33.22%
Methyl ammonium chloride: 6.6946/60.2481 = 11.1%
Mpbad in raffinate phase: 0.3256/60.2481 = 5.4043*10
-3
%
Unconverted (meta-phenoxy benzyl chloride + meta-phenoxy benzal chloride): 0.0674/60.2481 =
0.1118%
Formaldehyde: 33.1442/60.2481 = 55.01%
Manufacturing Of Meta
Therefore, Total Raffinate: 60.2481 kmol/hr
Total Extract: 141.154 kmol/hr
Kmol/hr(Inlet) Components
20.198 Ammonia
33.479 Formaldehyde
6.6946 Mpbad
6.6946 Methyl ammonium chloride
0.0674 Unconverted Mixture
134.269 Methylene chloride
201.40
Total
Table 7.
7.1.5 Hydrolyser:
Assumptions:
98% feed will convert to product.
Feed to Acetic acid ratio is 1:2.
Fig 7.5 Material balance across
Streams:
4: It contains mixture of meta
5: It is a water stream.
6: It contains acetic acid & hexamethylene tetra
7: It contains mixture of mpbad, aquas ammonia, formaldehyde and methyl ammonium chloride.
Manufacturing Of Meta-Phenoxy Benzaldehyde
60.2481 kmol/hr
al Extract: 141.154 kmol/hr
Components Raffinate Kmol/hr(Outlet) Extract
20.0163
Formaldehyde 33.1442
0.3256
Methyl ammonium chloride 6.6946
Unconverted Mixture 0.0674
Methylene chloride
60.24
201.40
Table 7.4 Material Balance across Extractor
98% feed will convert to product.
ratio is 1:2.
Material balance across Hydrolyser
4: It contains mixture of meta-phenoxy benzyl chloride and meta-phenoxy benzal chloride.
6: It contains acetic acid & hexamethylene tetra ammine.
7: It contains mixture of mpbad, aquas ammonia, formaldehyde and methyl ammonium chloride.
27
Kmol/hr(Outlet)
0.1817
0.3347
6.369
134.269
141.16
phenoxy benzal chloride.
7: It contains mixture of mpbad, aquas ammonia, formaldehyde and methyl ammonium chloride.
Manufacturing Of Meta-Phenoxy Benzaldehyde
28
Calculations:
Overall Reactions:
3-C
6
H
5
.O.C
6
H
4
.CH
2
CL + (CH
2
)
6
.N
4
3-C
6
H
5
.O.C
6
H
4
.CH
2
[(CH
2
)
6
.N
4
]
+
CL
-
3-C
6
H
5
.O.C
6
H
4
.CH
2
[(CH
2
)
6
.N
4
]
+
CL
-
3-C
6
H
5
.O.C
6
H
4
.CHO + CH
3
NH
3
+
CL
-
+ 3NH3 + 5HCHO
Molecular weights of reactants and products:
Mol. Wt. of Meta Phenoxy benzal chloride = 254.13
Mol. Wt. of Meta Phenoxy benzyl chloride = 218.68
Mol. Wt. of HMTA (Hexamethylenetetramine) = 140.186
Mol. Wt. of acetic acid = 60.07
Mol. Wt. of MPBAD = 198.22
Mol. Wt. of formaldehyde = 30.031
Mol. Wt. of CH
3
NH
3
CL = 67.57
Input:
Desired product is Meta Phenoxy benzaldehyde = 6.7048 kmol/hr.
Oil mixture of Meta Phenoxy benzal chloride and Meta Phenoxy benzyl chloride reacted = 6.7048 kmol/hr.
Moles of oil mixture fed = 6.7048/0.98 = 6.8416 kmol/hr.
Oil mixture reacted to acetic acid ratio = 1:2
Acetic acid fed = 6.8416*2 = 13.68 kmol/hr.
Water fed = 6.7048*6 = 40.228 kmol/hr.
Hexamethylenetetramine (HMTA) fed = 6.7048 kmol/hr
Output:
Meta Phenoxy benzaldehyde (MPBAD) in Product stream = 6.7048 kmol/hr.
Moles of ammonia in product streams = 3*6.0748 = 20.214 kmol/hr.
Moles of formaldehyde in product = 5* moles of MPBAD = 33.524 kmol/hr.
Moles of CH
3
NH
3
CL in Product stream = 6.7048 kmol/hr.
Unconverted oil mixture 2% = 0.02*6.8416 = 0.136832 kmol/hr.
6H
2
O
Aq. Acetic
Acid
Manufacturing Of Meta-Phenoxy Benzaldehyde
29
Kmol/hr(Inlet) Component kmol/hr(Outlet)
6.8416 Oil mixture
13.68 Acetic acid
40.228 Water
6.7048 HMTA
MPBAD 6.7048
Aquas ammonia 20.284
Formaldehyde 33.624
Methyl ammonium chloride 6.7048
Unconverted oil mixture 0.136832
67.45 Total 67.45
Table 7.5 Material Balance across Hydrolyser
7.1.6 Reactor:
Assumptions:
98% conversion across reactor.
Product contains 60% benzyl chloride and 40% benzal chloride.
CCl4 75% excess then MPT (meta-phenoxy toluene).
Fig 7.6 Material balance across Reactor
Streams:
1: It contains meta-phenoxy benzaldehyde (MPT).
2: It contains Carbon tetra chloride (CCL4).
3: It contains HCL vapors and (unconverted MPT and unconverted CCL4).
4: It contains meta-phenoxy benzal chloride and meta-phenoxy benzyl chloride.
Manufacturing Of Meta-Phenoxy Benzaldehyde
30
Calculations:
Overall Reactions:
C6H5.O.C6H4.CH3 + Cl2 C6H5.O.C6H4.CH2 CL + HCL
C
6
H
5
.O.C
6
H
4
.CH
2
Cl + Cl
2
C6H5.O.C6H4.CHCl2 + HCL
Molecular weights of reactants and products:
Mol. Wt. of Meta Phenoxy toluene (MPT) = 184.23
Mol. Wt. of Meta Phenoxy benzal chloride = 254.13
Mol. Wt. of Meta Phenoxy benzyl chloride = 218.68
Mol. Wt. of HCL = 36.46
Mol. Wt. of CL2 = 70.90
Overall material balance: F= P+R F: Feed
F= 6.981 kmol/hr (MPT) + 11.97 kmol/hr (CCL
4
) P: Product
Total Feed=18.95kmol/hr R: Residue
Therefore,
18.95kmol/hr = P+R
Inlet:
Product of reactor is oil mixture of Meta Phenoxy benzal and benzyl chloride =6.8416 kmol/hr
Meta Phenoxy toluene reacted = 6.8416 kmol/hr
0.98 = 6.8416 kmol/hr /moles of MPT fed
Meta Phenoxy toluene fed = 6.9812 kmol/hr.
Moles of CCL
4
are 75% excess of MPT.
Moles of CCL
4
= 1.75*6.9812 =12.2171 kmol/hr.
Outlet:
From above reactions the product mixture contains 60% M- Phenoxy benzyl chloride and 40% M- Phenoxy benzal
chloride.
Moles of Meta Phenoxy benzal chloride in product is = 0.40*6.8416 = 2.73664 kmol/hr
AIBN
AIBN
Manufacturing Of Meta-Phenoxy Benzaldehyde
31
Moles of Meta Phenoxy benzyl chloride in product is: 0.60*6.8416 = 4.10496 kmol/hr.
Moles of HCL formed = moles of HCL formed in reaction 1 + moles of HCL formed in reaction 2
= 4.10496 + 2.73664 = 6.8416 kmol/hr
Moles of CCL4 Unreacted = moles of CCL4 used - moles of HCL formed.
= 12.2171-6.8416 = 5.3755 kmol/hr.
Unconverted toluene 2% = 0.02*6.9812 = 0.139624 kmol/hr
Kmol/hr(Inlet) Component kmol/hr (Outlet)
6.9812 MPT
12.2171 CCL4
M- Phenoxy benzal chloride 2.73664
M- Phenoxy benzyl chloride 4.10496
HCL 6.8416
CCl4 Unconverted 5.3755
Toluene Unconverted 0.13624
19.19832 Total 19.19832
Table 7.6 Material Balance across Reactor
Manufacturing Of Meta-Phenoxy Benzaldehyde
32
Chapter- 8
ENERGY BALANCE
Formulas Used:
Empirical heat capacity equation:
C
p
/R = A+BT+CT
2
+DT
-2
(Kelvin)
R = 8.314 J/kg*K
Energy Balance:
Q-Ws=H
R
+H
Ws=0 (when no moving parts)
H = n*Cp*T
8.1 REACTOR:
Stoichiometric Equation:
C6H5.O.C6H4.CH3 + Cl2 C6H5.O.C6H4.CH2 CL + HCL
C
6
H
5
.O.C
6
H
4
.CH
2
Cl + Cl
2
C6H5.O.C6H4.CHCl2 + HCL
T = 323K (assuming isothermal conditions)
T
std.
= 298K (standard temperature)
Components A B C D
Meta Phenoxy toluene 15.133
6.76*10
-3
16.35*10
-6
-
Carbon tetra chloride 21.155
-48.28*10
-3
101.19*10
-6
-
Hydrochloric acid 3.512
1.623*10
-3
-
-0.156*10
-6
Meta Phenoxy benzyl chloride 11.278 32.86*10
-3
-31.90*10
-6
-
Table 8.1 Values of A, B, C, and D for empherical heat capacity equation
[29]
H
r
= (n*Cp*T)
reactants = [(6.9812*7731.9)+(2*12.2171*338.673)] = 62253.1441 KJ/hr.
H
p
= (n*Cp*T)
products = [(2*6.8416*1537.11)+(6.8416*3031.48)] = 41772.7512 KJ/hr.
Q = H
r
+H
p
+Ws+(niH
R
)
ni: molar flow rate of limiting reactant.
Q =
28.89
+Ws+ niH
R
AIBN
AIBN
Manufacturing Of Meta-Phenoxy Benzaldehyde
33
Standard Enthalpies of formation
[30]
:
Hformation (HCl) = -92.3KJ/mol
Hformation (MPT) = 120.0 KJ/mol
Hformation (CCL4) = -139.5KJ/mol
Hformation (Meta-phenoxy benzal chloride) = -36.3 KJ/mol
H
R
= [-36.3+2*(-92.3)]-[2*(-139.5)+12.0] = 46.1 KJ/mol
niH
R
= 6.9812*46.1 = 321.833 KJ/hr
Q =
28.89
+Ws+321.833
Assumption:
Power input = 1.6 watt/Kg of input
Total input = 3165.38 Kg/hr
Ws = 3165.38*1.6 = 5.06460 KW
Therefore;
Q =
28.89
+5.06460 + (321.833/3600) = 34.043 KW
8.2 HEAT EXCHANGER:
Utility calculation:
Assumption:
T = 20K
: Latent heat of vaporization (for water i.e.= 2260 kJ/kg )
Amount of water (utility) used in heat exchanger: m
Q = m*C
p
*T + m
34.043 = [m*(4.816)*20] + [m*2260]
Therefore, Water required, m = 0.0144 kg/s = 52.011 kg/hr
8.3 HYDROLYSER:
Stoichiometric Equation:
3-C
6
H
5
.O.C
6
H
4
.CH
2
CL + (CH
2
)
6
.N
4
3-C
6
H
5
.O.C
6
H
4
.CH
2
[(CH
2
)
6
.N
4
]
+
CL
-
3-C
6
H
5
.O.C
6
H
4
.CH
2
[(CH
2
)
6
.N
4
]
+
CL
-
3-C
6
H
5
.O.C
6
H
4
.CHO + CH
3
NH
3
+
CL
-
+ 3NH3 + 5HCHO
T = 425K (assuming isothermal conditions).
T
std.
= 298K (standard temperature).
6H
2
O
Aq. Acetic
Acid
Manufacturing Of Meta-Phenoxy Benzaldehyde
34
Standard Enthalpies of formation
[30]
:
Hformation (NH3) = -46.2 KJ/mol
Hformation (HMTA) = -66.97 KJ/mol
Hformation (HCHO) = -108.57 KJ/mol
Hformation (H
2
0) = -285.8KJ/mol
Hformation (CH
3
NH
3
+
CL
-
) = -22.97KJ/mol
Hformation (MPBAD) = 64.20 KJ/mol
Hformation (Acetic acid) = 483.5KJ/mol
Hformation (Meta-phenoxy benzyl chloride) = -36.3 KJ/mol
H
R
= [64.20+22.97+(4*-46.2)+(5*-108.57)]-[(6*-285.8)-483.5-66.97-36.3] = 1661.09 KJ/mol.
niH
R
= 6.8416*1661.09 = 11364.51 KJ/hr = 3.156 KW
Ws=0 (when no moving parts)
Q = H
r
+H
p
+Ws+(niH
R
)
Q = H
r
+H
p
+0+3.156
H
r
= (n*Cp*T)
reactants = [(907598) Meta-phenoxy benzyl chloride + (-449.02) HMTA+ (173714.11) H20 + (-6614.28) Acetic acid ]
= 1074248.81 KJ/hr.
H
r
= (n*Cp*T)
products = [(123899.331) NH3
+ (-3650.55)
HCHO
+ (430.44)
MPBAD
+ (-154.00)
CH3NH3+ CL-]
=120525.221 KJ/hr
Q = 1074248.81 +120525.221+0+3.156 = 1194777.187 KJ/hr = 331.88 KW
8.4 DISTILLATION COLUMN:
Assumptions:
Temperature of distillate = 115C
Boiling point of MPBAD = 392C
Boiling point dichloromethane =39C
Feed enters at = 25C
Calculation:
For CH2CL2 in distillate
H = H
v
+ (1u2.S 1u^ S
39
25
)dt
H = 28.6 + (1u2.S 1u^ S)
39
25
dt = 32.6 KJ/mol
For MPBAD in distillate
H = H
v
+ (172.u 1u^ S
392
25
) dt + (172.u 1u^ S)
39
392
Jt
Manufacturing Of Meta-Phenoxy Benzaldehyde
35
H = 64.2 + 67.467 60.716
= 70.951 kJ/mol.
For CH
2
CL
2
in residue :
H = H
v
+ (1u2.S 1u
-3
) Jt
392
25
= 28.6 + (102.3*10^
-3
)*dt
= 66.1441 kJ/mol.
MPBAD in Residue:
H = H
v
+ Cp ut
392
25
= 64.2 + (172.0*10^
-3
)*(392-25)
= 127.32 kJ/mol.
Components Feed N in
(kmol/hr)
Hin
(KJ/mol)
Distillate
N out (mol) H(out)
(kJ/mol)
Residue
N out (mol) H out
(kJ/mol )
CH2CL2 134.296 - 132.922 32.6 1.34 66.144
MPBAD 6.369 - 0.06369 70.951 6.306 127.32
Table 8.2 Energy Balance across Distillation Column
H=5229.288 KJ
Q=m*Cp*T=H
Cp=4.186kJ/KgK
T=75K,
Therefore; Steam required, m=16.65 kg/s
Manufacturing Of Meta
Fig 9.1
Where:
SP: Set Point.
LC: Level Controller.
FC: Flow Controller.
TC: Temperature Controller.
PC: Pressure Controller.
Manufacturing Of Meta-Phenoxy Benzaldehyde
Chapter-9
CONTROL STRATEGY
Control Strategy of Distillation Column
[31]
36
Manufacturing Of Meta-Phenoxy Benzaldehyde
37
Chapter-10
DETAILED EQUIPMENT DESIGN
10.1 PROCESS DESIGN OF REACTOR
[32]
:
Operating condition:
Reactor temperature = 50 C
Pressure = 2.37 atm
Reaction:
C6H5.O.C6H4.CH3 + Cl2 C6H5.O.C6H4.CH2Cl + HCl
C
6
H
5
.O.C
6
H
4
.CH
2
Cl + Cl
2
C6H5.O.C6H4.CHCl2 + HCl
Data:
Total Conversion = 98%
Rate constant
[33]
, K
1
= 3.21 x 10
-2
s
-1
K
2
= 6.42 x 10
-3
s
-1
-r
A
= K
1
C
Cl2
+ K
2 CMPBC
C
Cl2
X
1
= 0.588
X
2
= 0.392
We have to find the working volume of reactor and bubble column reactor can be used as the ideal mixed flow
Flow reactor.
v
FAo
=
Xa
ia
Initial concentration of C
CL2o
= P/RT
Reactor temperature = 50 C = 323 K
Pressure = 2.37 atm
C
CL2o
= 2.37/ (0.08206 x 323) = 0.089 mol/lit
Molar flow rate of Meta Phenoxy Benzyl Chloride = 4.10496 kmol/hr
Molecular Weight = 218.68
Density = 1189 Kg/m
3
Mass flow rate of Meta Phenoxy Benzyl Chloride = 897.67 kg/hr
Volumetric flow rate = 897.67/1189 = 754 lit/hr
Concentration of MPBCL = molar flow rate / volumetric flow rate
= 5.437 mol/lit
-r
A
= K
1
C
Cl2
+ K
2 CMPBC
C
Cl2
= K
1
(1-X
1
) C
CL2o
+ K
2
(1-X
1
) C
CL2o
(1-X
2
) C
MPBCLo
= 3.21 x 10
-2
(1-0.588)0.089 + 6.42 x 10
-3
(1-0.588)0.089(1-0.392)5.437
AIBN
AIBN
Manufacturing Of Meta-Phenoxy Benzaldehyde
38
= 1.955 x 10
-3
s
-1
v
FAo
=
Xa
ia
V = (0.98 x 0.03626)/ (1.955 x 10
-3
)
V = 17.4 m
3
Assumption: Superficial velocity of Cl
2
= 10 cm/sec
Molar flow rate of Cl
2
= 855.19 Kg/hr
Density of Cl
2
= 3.2133 Kg/m
3
V
O
= 0.074003 m
3
/sec
Calculation of internal diameter of the reactor:
Formula: /4 Di
2
= V
O
/ Sg
Di
2
= 0.07400398/ 0.1
Di = 1.10 m
Calculation of height of the reactor:
Formula: /4 Di
2
x H
L
= V
H
L
= 17.4/ (3.14 x 1.10
2
) = 18.3 m
H = H
L
+ Di
H = 19.41 m
10.2 MECHANICAL DESIGN OF REACTOR
[34]
:
Skirt support design:
The minimum weight of vessel with two head and shell will be:
Where: D
i
= diameter = 1.10m
H = total height = 19.41m
Assume: t
a
= thickness of skirt = 0.005 m
r
s
= 7750 *9.8 N/m
3
(range is 7750 8850)
Assume skirt material IS2002-1962 GRADE F
Permissible stress = 950 kgf/cm
2
Yield stress = 6.55 * 37 =2035 kgf/cm
2
After calculation W
min
=36.12 KN
W
(min)
= a*(D
i
+ t
a
)* t
a
*(H-4)*r
s
+ 2*(7700)
Manufacturing Of Meta-Phenoxy Benzaldehyde
39
Wmax = Ws + Wi + Wl + Wa
= 190 KN (Assume as per the standard value)
Wind load calculation:
The wind load is determine as follow
Pw = k* p
w
* H*D
Where: D
i
= diameter = 1.10m
H = total height = 19.41m
k = coefficient depending on shape factor = 0.7
p
w
= wind pressure = 400 to 1000 N/m
2
( lower part of the vessel )
= up to 2000 N/m
2
(upper part of vessel)
For minimum weight condition
Pw
(min)
= 14945.7 N
For maximum weight condition
Pw
(max)
= 17934.84 N
Minimum and maximum wind condition:
Mw
min
= Pw
min
* H/2
=145.04 KJ
Mw
max
= Pw
max
* H/2
= 174.05 KJ
Calculation of bending stress:
oZw
(min)
= 4*MW
min
/ n*D
2
*t
= 0.044/t MN/m
2
oZw
(max)
= 4*MW
min
/ n*D
2
*t
= 0.052/t MN/m
2
Maximum tensile stress:
oZ(tensile) = oZwm
(min)
- oZw
(min)
= 0.1526 0.044 = 0.1086/t MN/m
2
oZ(tensile) = f*J = 95 MN/m
2
Manufacturing Of Meta-Phenoxy Benzaldehyde
40
Therefore: t = 1.143mm
Maximum compressive load calculation:
oZ(comp) = oZwm
(max)
+ oZw
(max)
= 0.23514/t MN/m
2
oZ(comp) = 0.125 E (t/D
0
)
Where: E = modulus of elasticity = 198*10
3
Therefore:
t = 1.56 mm
As per 2825 minimum corroded thickness is 7mm
Provide 1mm corrosion allowance, a standard 8 mm thick plate can be used for skirt.
Design of skirt bearing plate:
Minimum compressive strength between bearing plate and foundation is:
o
c
= W
max
/A + M
w
/2 [W
max :
Maximum weight of vessel]
= 0.19/(1.35-1) + (4 x 0.174)/(3.14(1.35-1)
2
)I
Assumption: I = 0.1 m [I: difference between outer radius of bearing plate and outer radius of skirt]
o
c
= 0.19/(1.35-1) + (4 x 0.174)/(3.14(1.35-1)
2
)0.1
= 0.5428 + 6.329
= 6.8726 MN/ m
2
Assumption: Allowable Stress: 95 MN/m
2
t
bp
= 1(3 o c f)
t
bp
= 46.58 mm
The thickness of bearing plate is < 50 mm.
10.3 PROCESS DESIGN OF DISTILLATION COLUMN
[35]
Data: Table 10.1 gives the material balance of the components across the distillation column:
S.No Component Feed Distillate Bottom
kmol/hr Zi kmol/hr x
D
kmol/hr x
W
1. CH
2
Cl
2
134.296 0.954 132.922 0.999 1.34 0.175
2. MPBAD 6.369 0.0452 0.06369 0.000474 6.306 0.824
Total 893.362 1 132.985 1 7.646 1
Table 10.1 Material balance across the distillation column
Manufacturing Of Meta-Phenoxy Benzaldehyde
41
For calculation of vapor pressure of CH
2
Cl
2
& MPBAD we employ Antoine equation:
log
10
P= A-B/ (T+C) -------- (vi)
P is the vapor pressure, T
o
C
The values of Antoine constants, A, B and C for CH
2
Cl
2
and MPBAD are given in Table 10.2:
A B C
CH
2
Cl
2
4.53120 1327.016 -20.474
MPBAD 5.21496 1752.96 -5.103
Table 10.2 Values for Antoine Constants
Calculations:
1. Calculation of vapor pressure of CH
2
Cl
2
and MPBAD:
Putting the values from Table 10.2 in equation (vi);
CH
2
Cl
2:
Log
10
P= 4.53120-1327.016/ (273+ (-20.474))
P = 0.188 atm
P
(CH2Cl2)
=0.188 atm
MPBAD:
Log
10
P=5.21426-1752.96/ (273+ (-5.103))
P
(MPBAD)
=0.048 atm
2. Calculation of minimum no. of plates:
A is the light key component i.e. CH
2
Cl
2
B is the heavy key component i.e. MPBAD
According to Fenskey equation:
Nmin=log [(x
A
/x
B
)
d
*(x
B
/x
A
)
B
]/log (
avg
) -------- (vii)
CH
2
Cl
2
= P
(CH2Cl2)
/P
(MPBAD)
= 0.188/0.048 = 3.91
(MPBAD)
=1
Manufacturing Of Meta-Phenoxy Benzaldehyde
42
= log [(0.999/4.74*10^-4)*(0.824/0.175)]/log (3.91) = 6.7= 6 plates
3. Calculation of minimum reflux ratio (Rmin):
1-q=
i
iZi/ (i-) Underwood equation --------- (viii)
q=0
1 =
i
iZi/ (i-)
S.No. Component i iZi
1. CH
2
Cl
2
3.91 3.730
2. MPBAD 1 0.0452
Table 10.3 Values for relativity volatility
1= (3.730)/(3.91- ) + (0.0452)/(1- )
=2.75
Vmin=i iD
xi,D
/(i-)
= [3.91*132.992*0.999/ (3.91-2.75)] + [1*0.0457*0.000474/ (1-2.75)]
Vmin=447.59 kmol/hr
Lmin=Vmin-D
= 447.59-132.422=314.66 kmol/hr ------ (ix)
Now, Rmin=Lmin/D ------ (x)
= 314.66/132.422 = 2.36
4. Calculation of Reflux Ratio
R=1.5*Rmin ------- (xi)
= 1.5*2.36
R = 3.54
5. Calculation of no. of plates
X=R-Rmin/(R+1) ------- (xii)
Y=N-Nmin/ (N+1) ------- (xiii)
X= (3.54-2.36)/4.54=0.2599
Y=1-exp [(1+54.4X/1+117.2X)*(X-1/X^0.5)]
Y=0.411
0.411 = N-6/ (N+1)
N = 10plates
Assuming 70% efficiency,
Actual no of plates N=10/0.7=14 plates
Manufacturing Of Meta-Phenoxy Benzaldehyde
43
6. Calculation for position of feed plate:
N
R
/N
S
= [(Z
HK
/Z
LK
)*(x
LK, W
/x
HK,W
)*W/D]^0.206 ------- (xiv)
= [(0.999/0.000474)*(0.824/0.175)*(7.646/132.988]^0.206
=3.696
N
R
+N
S
=N
3.696N
S
+N
S
=14
N
S
=2.08=2
N
R
=7.2
Feed plate is 7
th
plate from the top
7. Determination of column Diameter and height:
Operating pressure at the top of column
1 atm=101.325 kPa
Tray Spacing = Lt = 0.8m
Height of column=H=14*0.8=11.2m
Density of liquid,
l
=1.47g/cm3=1470kg/m3
Density of vapour,
v
=0.7724 kg/m
3
Uv is the maximum allowable velocity of vapour
Uv= (-0.171Lt
2
+0.27Lt-0.047)/ [(
l
-
v
)/
v
] ^0.5 ------ (xv)
Uv =0.0192 m/s
Vw= max vapour rate= 3.139 kg/s
Column Diameter, Dc= [4Vw/ ( v*uv)] ^0.5 ------ (xvi)
Dc=0.394 m
Plant Design:
Column diameter, D
c
= 0.394 m
Column area, A
c
= (Dc^2)/4 = 0.122 m
2
Downcomer area, A
d
= 0.12 *A
c
=0.0446m
2
Net area, A
n
= A
c
-A
d
=0.1073m
2
Active area, Aa =Ac-2*A
d
= 0.928m
2
Hold area, A
h
=0.1*A
a =
0.0928 m
2
Weir length, l
w
= 0.76*D
c
=0.299m
[ref fig. 11.31, page-572, C&R volume 6]
Manufacturing Of Meta-Phenoxy Benzaldehyde
44
Assumptions:
Weir height, hw = 50 mm
Hole diameter, d
h
= 5mm
Plate thickness = 5mm
Check Weeping:
Max liquid rate, L
w
= 0.3787kg/s
Min. liquid rate, L
w
= 3787*0.7 = 0.265 kg/s
Max. h
ow
= 750 [L
w
/(
l
*L
w
)]^(2/3)= 6.7 = 7mm
Min. h
ow
=750 [L
w
/(
l
*L
w
)]^(2/3) = 5.3 = 5mm
At min. rate h
w
+ h
ow
= 79mm [refer fig. 11.3 page 571, C& R Vol 6]
K
2
= 30.3
U
h (min)
= [{K
2
-0.9(25.4-D
h
)}/ (
v
) ^0.5] [refer eq. 11.84 page 571, R&C vol. 6]
= 1.56m//s
Actual min. vapor velocity = min. vapor rate/ A
h
= 0.7*3.139/(0.29) = 7.482m/s
So, minimum operating rate is above weeping rate.
10.4 DISTILLATION COLUMN
[36]
1. Data from process design:
Shell inside diameter D
i
= 0.394m
No. of trays N=14
Tray spacing l
t
=0.8m
Top disengaging space 1m
Bottom separator space 1.75m
Length of column (tangent to tangent)
13.95m
Skirt height 4.5 m
Operating temperature 82
o
C
Operating pressure 101.325 KN/m
2
Manufacturing Of Meta-Phenoxy Benzaldehyde
45
Design temperature 82+8=90
o
C
Design pressure 1.1*101.325 = 111.46 KN/m
2
2. Selection of shell material: Stainless steel [Ref art 2.8 page 260, BCB]
3. Calculations:
(a) Calculation of Thickness:
Allowable design stress for the material specified, 1.18MN/m
2
[ref appendix A, page 261. BCB]
Welding joint efficiency factor, J=0.85
t = [PDi/ (2*f*J-P)]
= [111.46x 10^3x0.394/ (2x1.18x10^6x0.85-111.46x10^3)]
= 0.0220m
Corrosion allowance = 3mm
Thus thickness, t=40 mm
Outer diameter D
o
= D
i
+ t= 0.434m
(b) Calculation of axial stress due to pressure:
zp
= PD
o
/(4*t)
= 111.46x10^3x0.434/ (4*0.04)
= 0.302MN/m2
(c) Calculation of axial stress due to dead loads:
(i) The stress induced by shell weight at a distance X m from the top:
zs
= Ws/(*t*(Di+t))
Assume Ws= 7850g , where g is acceleration due to gravity
zs =0.00785*X MN/m
2
(ii) The stress induced in the shell due to insulation at a distance X m from the top:
zi
= Wi/(*t*(Di+t))
Assume t (ins) = 0.075m
Wind =5640g
= (0.075x5640xXx10^-6)/0.04
zi
=0.019*X MN/m
2
Manufacturing Of Meta-Phenoxy Benzaldehyde
46
(iii) The stress induced in the shell due to liquid hold up:
zl
=Wl/(*Do*t)
Where Wl= wt. of liquid supported for a distance X m from the top
Wl= (/4)*D*D x weir height x 9.8 x [since weight =Vg]
Wl =157.632
zl
= 157.632/(*0.434*0.04)
zl
=0.002891MN/m
2
(iv) The stress induced in the shell due to attachments:
(a) Weight of top head = 7.5 x10
-3
MN
(b) Weight of ladder =3.65x10
-4
MN
(c) Weight of trays = no. of trays x tray loading
Tray loading=1KN/m
2
of tray area
= 14x 1000x *D*D/4
= 0.00396 MN
Thus total weight of attachments = 0.011825MN
za
= Wa/(*D*t) = 0.416MN/m
2
Thus total dead load stress acting along the axial direction of shell at point is then given by
zw
=
zs
+
zi
+
zl
+
za
zw
= 0.0068*X + 0.418MN/m
2
(v) Calculation of stress due to wind:
Since the wind pressure does not remain constant throughout the height of the vessel it is recommended to
calculate the wind load in 2 parts for top and bottom part separately. But here in this case since height of vessel is
less than 20m pressure is calculated for bottom part.
P
bw
=k
1
*K
2
*p*h*D
o
Where P
bw
is the total force due to wind load acting on vessel
h is the height of the vessel
p is the wind pressure [ref table 9.1 page 146, BCB] p=0.4 KN/m
2
(area with moderate wind)
p= 0.7-1 KN/m
2
(coastal area)
D
o
is the outer diameter including insulation
Assume thickness of insulation=0.075m
k
1
is the coefficient depending upon the shape
factor k
1
=1.4 (for flat plate 90
o
the wind)
k
1
=0.7(for cylindrical surface)
k
2
is the coefficient depending upon the period of 1
cycle k
2
=1 (if period of vibration is 0.5 sec or less)
Manufacturing Of Meta-Phenoxy Benzaldehyde
47
k
2
=2 (if period exceeds 0.5sec)
thus,
Now the BENDING MOMENT at the base of the vessel due to wind load is determined by the following
equation:
M
w
=P
bw
*h/2
=163.5X*X/2
The resulting BENDING STRESS in the axial direction is then computed from the following co
relation:
zwm
= 4M
w
/[*t(D
i
+t)*D
i
]
Where,
zwm
is the longitudinal stress due to wind moment (compressive on downward side and tensile on
upward side)
M
w
is bending moment due to wind
load D
i
is the inner dia of shell
t is the corroded shell thickness
zwm
= 4*81.76 X^2/[*0.04(0.434)*0.394]
zwm
=0.015227 X
2
MN/m
2
(vi) Calculation of resultant longitudinal stress
(a) TENSILE
z
(tensile) =
zp
+
zw
+
zwm
=0.302 + 0.0268*X + 0.418 +0.015227X
2
MN/m
2
z
(max.) =1.18 MN
= 1.18=0.302 + 0.0268*X + 0.418 +0.015227X
2
MN/m
2
0.015227X
2
+0.0268*X+0.72=0
Solving for X, X= 15.87 m >> 13.95m
Thus assumed thickness is correct.
(b) COMPRESSIVE
z
(compressive)=
zwm
+
zw
-
zp
= 0.0268*X - 0.116+0.015227X
2
MN/m
2
s
z(compressive max.)= 0.125*E*(t/Do)
=0.125*(2x10
7
)*(0.0220/0.43 4) = 12.672 MN/m
2
12.672 = 0.0268*X - 0.116+0.015227X
2
MN/m
2
X= 17.24 >> 15.87 m
Thus assumed thickness is correct.
(vii) Design check by equivalent stress consideration
s
= (
r
2
r
*
z
+
z
2
)
0.5
Manufacturing Of Meta-Phenoxy Benzaldehyde
48
Now,
r= P(Do-t)/(2*t)= 111.46x10^3*(0.434-.040)/ (2*0.04)
r
= 0.548 MN/m
2
z
(tensile)= 1.576MN/m
2
Now substituting these values
s
=1.38 MN/m
2
< 1.18 MN/m
2
Thus under operating conditions shell thickness of 0.04 m is safe.
Manufacturing Of Meta-Phenoxy Benzaldehyde
49
Chapter- 11
PRELIMINARY DESIGN
11.1 PROCESS DESIGN OF ALL THE EQUIPMENTS ARE:
11.1.1 Reactor-1 : Bubble type reactor
Height of reactor = 19.41m
Diameter of reactor = 1.10m
Volume of reactor = 17.4 m
3
Material of construction = carbon steel
11.1.2 Hydrolyser:
Height of reactor = 18.74 m
Diameter of reactor = 1.33 m
Volume of reactor = 18.97 m
3
Material of construction = carbon steel
11.1.3 Extractor :
Height of extractor = 5.638 m
Diameter of column = 0.43 m
Number of trays = 12
11.1.4 Neutralizer :
Diameter = 2.86 m
Volume = 34 m
3
Residence Time = 0.5 hr
L/D = 3
11.1.5 Decanter :
Diameter = 0.82 m
Height of column = 3.30 m
Volume = 24 m
3
H/D = 4
11.1.6 Distillation column :
Diameter = 0.394 m
Height of column = 11.2 m
No. of trays = 14
Manufacturing Of Meta-Phenoxy Benzaldehyde
50
11.1.7 Heat exchanger 1: Type shell and tube heat exchanger
Area = 24.27 m
2
Material of construction = carbon steel
Heat exchanger 2: Type shell and tube heat exchanger
Area = 21.37 m
2
Material of construction = carbon steel
Heat exchanger 3: Type shell and tube heat exchanger
Area = 19.97 m
2
Material of construction = carbon steel
Heat exchanger 4: Type shell and tube heat exchanger
Area = 18.36 m
2
Material of construction = carbon steel
Heat exchanger 5: Type shell and tube heat exchanger
Area = 16.33 m
2
Material of construction = carbon steel
Manufacturing Of Meta-Phenoxy Benzaldehyde
51
Chapter-12
ECONOMIC EVALUATION
12.1 PROJECT COST:
PURCHASED EQUIPMENT COST:
[37]
Cost index in 2002 = 396
Cost Index for 2014=588.5
Cost Index Factor = cost index 2014/cost index 2002= 588.5/396=1.486
Material of Construction-Stainless Steel-316
S.No. Equipment Attributes Value Cost in 2002
US$
Cost in 2014
US$
Cost in 2014
INR
1. Reactor 1 Volume (m
3
) 17.4 1.2 x 10
5
178333.33 10699999.8
2. Reactor 2 Volume (m
3
) 18.97 1.3 x 10
5
193194.44 11591666.4
3. Extractor No. of Trays 12 33960 50468.32 3028100
4. Neutralizer Volume (m
3
) 34 27000 38079.54 2284772.72
5. Decanter Volume (m
3
) 24 12000 16924.24 1015454.54
6. Distillation column No. of Trays 14 19748 29335.82 1760150.00
7. Heat Exchanger 1 Area (m
2
) 24.27 3100 4583.45 275007.57
8. Heat Exchanger 2 Area (m
2
) 21.37 2500 3696.33 221780.303
9. Heat Exchanger 3 Area (m
2
) 19.97 2300 3400.63 204037.87
10. Heat Exchanger 4 Area (m
2
) 18.36 1150 1621.90 97314.39
11. Heat Exchanger 5 Area (m
2
) 16.33 1100 1551.38 93083.33
Total Sum (in US$) 521189.44
Total Sum (in INR) 31271366.92
or 3.127 x 10
7
Table 12.1 Estimation of Purchased Equipment Cost
12.2 TOTAL CAPITAL INVESTMENT:
Total Capital Investment = Fixed capital investment + Working capital + Start up
Manufacturing Of Meta-Phenoxy Benzaldehyde
52
Table 12.2 Estimation of Total Capital Investment
12.3 COST OF PRODUCTION:
Total Fixed Charges:
Depreciation cost (DC) = 10% of machinery and equipment cost and 2.5 % of the FCI value.
DC = 18767700 + 79350 = Rs. 18847050
Local Taxes (LT) = 1- 4 % of FCI.
LT = 187677000 x 0.02 = Rs. 3753540 (Assumed LT = 2% of FCI).
Insurance (INC) = 0.4 1% of FCI.
INC = 0.06 x 187677000 = 33861210 (Assumed INC = 6% of FCI).
Total Fixed Charges (TFC) = 10 20% of TPC (Total Production Cost)
Let, TFC = 15% of TPC = Rs. 225741400
Therefore; Total Fixed Charges = Rs. 225741400
S.No. Cost Type Fraction of Delivered
Equipment
Cost INR
Fixed capital investment
1. Direct cost
2. Purchased equipment cost (PEC) 3.12 x 10
7
a. Onsite cost
3. Land 12000 m
2
(Rs.550/ m
2
) 6.6 x 10
6
4. Delivery % of purchased equipment 0.10 x PEC 3.12 x 10
6
5. Subtotal: delivered equipment cost ( DEC) 10% excess of PEC 3.43 x 10
7
6. Purchased equipment installation 0.35 x DEC 1.2 x 10
7
7. Instrumentation and control 0.26 x DEC 8.91 x 10
6
8. Piping 0.32 x DEC 1.09 x 10
7
9. Electrical system 0.11 x DEC 3.77 x 10
6
b. Offsite cost
10. Building (including services) 0.18 x DEC 6.17 4 x 10
6
11. Yard improvement 0.10 x DEC 3.43 x 10
6
12. Service facilities 0.60 x DEC 2.058 x 10
7
13. Total Direct cost (TDC) 141384000
Indirect cost (IC)
14. Engineering & supervision 0.33 x DEC 11.31 x 10
6
15. Construction expenses 0.41 x DEC 14.06 x 10
6
16. Legal expenses 0.04 x DEC 1.372 x 10
6
17. Contractor fees 0.22 x DEC 7.546 x 10
6
18. Contingency 0.35 x DEC 12.005x 10
6
Total Indirect cost (TIC) 46293000
(A)Fixed capital investment( FCI)= DC+IC 187677000
(B)Working capital 0.85 x DEC 29.155 x10
6
(C) Start-up 0.1 x FCI 18767700
Total Capital Investment(A+B+C) 235599700
Manufacturing Of Meta-Phenoxy Benzaldehyde
53
Direct Production Cost:
S.No. Nature of Expenses % of TPC Cost in INR
1. Raw Material 40 90296560
2. Operating labour 12 27088968
3. Direct Supervisory and Clerical Labour 15 4063345.2
4. Utilities 14 31603796
5. Maintenance and repairs 5 9383850
6. Operating Suppliers 13 1219900.5
7. Laboratory charges 15 4063345.2
8. Patent and Royalities 3 6772242
Total 174492006.9
Table 12.3 Estimation of Direct Production Cost
Overhead Cost = 10% of DPC = 17449200.69
Manufacturing cost = Direct production cost + Fixed charges + Plant overhead charges
= 174492006.9 + 225741400 + 17449200.69
= Rs. 225802417.6
12.4 GENERAL EXPENSES:
S.No. Nature of Expenses % of TPC Cost in INR
1. Administrative Cost 4 90296560.0
2. Distribution & marketing Cost 15 33861210
3. Research & development 5 11287070
4. Financing 6 14135982.0
Total 68313918
Table 12.4 Estimation of General Expenses
Total production cost = Manufacturing cost + general expenses
= 225802417.6 + 68313918
= Rs. 294116335.6
Manufacturing Of Meta-Phenoxy Benzaldehyde
54
12.5 PAYBACK PERIOD:
Selling price ( in INR) = 540/kg
[38]
Revenue = selling price x total production
= Rs. 58.32 x 10
7
Gross income = revenue total product cost
= 58.32 x 10
7
- 294116335.6
= 55.37 x 10
7
As available in the literature that the tax rate is generally taken as 33% (above 10,000,00 income the tax rate 30%)
Surcharge of 10% will be payable, if income is above Rs 1 crore
Taxes = 33% 0f gross income = Rs. 1.82 x 10
8
Net Profit = gross income taxes = Rs. 37.09 x 10
7
Cost price of MPBAD = TPC (total production cost)/ total production of MPBAD = 27.232
Assume profit margin of 40% = Rs.38.125
Gross annual earning = total annual earning total annual purchase cost
= Rs.117646534.2
Net annual earning = 117646534.2 0.33 x 117646534.2 = Rs. 78823177.91
Payback period = TCI/ net annual earning
= 2 years , 11 months ,25 days
12.6 DEPRECATION BY DIMINISHING BALANCE METHODS (10 years):
S.NO. FCI ( In crores ) DEPRICIATION @20% VALUE AFTER DEPRICATION
1. 18.76 3.752 15.008
2. 15.008 3.0016 12.0064
3. 12.0064 2.40128 9.60512
4. 9.60512 1.921024 7.684096
5. 7.684096 1.5368192 6.1472768
6. 6.1472768 1.22945536 4.91782144
7. 4.91782144 0.983564288 3.934257152
8. 3.934257152 0.78685143 3.147405722
9. 3.147405722 0.629481144 2.517924578
10. 2.517924578 0.503584915 2.014339662
Table 12.5 Estimation Of Depreciation
Manufacturing Of Meta-Phenoxy Benzaldehyde
55
12.7 CASH FLOW STATEMENT: (values in crores)
End of
year
Investment
(*10
7
)
Depreciation
(D
k
)
FCI-D
k
Revenue Com
d
R-D
k
-
Com
d
-
T+D
k
Cash
Flow
Cumulative
Cash Flow
0 0.66 - 18.76 -0.66 -0.66
1 9.38 - 18.76 -9.38 -10.04
2 12.29 - 18.76 -12.29 -22.33
3 - 3.752 15.008 58.32 22.574 23.709 23.709 1.379
4 - 3.001 12.006 58.32 22.574 23.748 23.748 25.127
5 - 2.401 9.605 58.32 22.574 23.788 23.788 48.915
6 - 1.921 7.684 58.32 22.574 23.820 23.820 72.735
7 - 1.536 6.147 58.32 22.574 23.846 23.846 96.581
8 - 1.229 4.917 58.32 22.574 23.867 23.867 120.448
9 - 0.983 3.934 58.32 22.574 23.883 23.883 144.331
10 - 0.786 3.147 58.32 22.574 23.896 23.896 168.227
11 - 0.629 2.517 58.32 22.574 23.907 23.907 192.134
12 2.91 + 0.66
=3.57
0.503 2.014 58.32 22.574 23.915 27.485 219.619
Table 12.6 Cash Flow Statement
Manufacturing Of Meta-Phenoxy Benzaldehyde
56
Chapter-13
HAZOP ANALYSIS AND PLANT LAYOUT
13.1 HAZOP ANALYSIS:
In our plant, the major process is the production of META PHENOXY BENZALDEHYDE. We have considered
the HAZOP Analysis of one of our major equipment i.e. DISTILLATION COLUMN.
Distillation units are one of the most important parts in any chemical plant. In our plant also it plays an important
role.
The qualities of a distillation units products are directly affected by feeds properties. The HAZOP study of the
column is summarized in the Table 13.1
HAZOP Analysis:
Unit: Distillation Unit
Study Node: Tower
Process Parameters: Level, Concentration, Temperature, Pressure
Guide words: Too high, Too low
The guide words are applied to the study node of the tank, pressure vessel, closed pipe section and standpipe with
the designated process parameters.
[39]
Hazards and Operability Review
Project Name: Manufacture of meta phenoxy benzaldehyde Date:25/04/14 Page: 1of 2
Process: Production of MPBAD from meta phenoxy toluene
Section: Distillation Column
Item Study node Process Guide Possible causes Possible Action
parameter Words consequences required
1A Tower Level Too High Too high inflow Flammable, Level control
Too low Corrosives, alarm
outflow High pressure
Temp at outflow Trip,
expansion shutdown
Vessel Dump valve
contraction
depressurization Overflow,
drain
1B Too Low Too high Level control
outflow
Too low inflow alarm
evaporation Trip,
shutdown
1C Concentration Too High Too high inflow Azeotrope controller
formation
Too low Poisoning on
outflow cleaning
Long storage Evaporation Check valve
Wrong Alarm
Manufacturing Of Meta-Phenoxy Benzaldehyde
57
substance
dipped,
impurity
Reverse flow Dump Tank
Wrong burst in Cleaning,
flow Steam
1D Temperature Too high Too high Overpressure, Temp control
heating flow metal stress,
Too low metal Alarms
cooling flow weakening,
Too high fire, loss of Trips,
electrical heat reflux flow shutdown
Fire Relief valve
1E Too Low Low pressure Low pressure
Too high Temp control
cooling flow
Too low heating Alarms
flow
Too low inflow Trips
temp shutdown
1F Pressure Too High Too high temp Safety valve
Too high inflow Relief valve
Too low Trip,
outflow Shutdown
Pressure Cooling
reduction fails
Full of liquid Burst disc
1G Too Low Too low temp Trip,
Shutdown
Too low inflow Alarm
Too high Vacuum
outflow breaker
Cooling Pressure
control
Table 13.1 HAZOP Analysis applied to the Distillation Column
[40]
The potential process modifications resulting from this study are the following:
install a high-temperature alarm to alert the operator in the event of cooling function loss
install a high-temperature shutdown system (this system would automatically shut down the process in the event
of a high temperature; the shutdown temperature would be higher than the alarm temperature to provide the
operator with the opportunity to re- store cooling before the unit is shutdown)
install a check valve in the cooling line to prevent reverse
Study the cooling water source to consider possible contamination and interruption of supply, install a cooling
water flow meter and low-flow alarm (which will provide an immediate indication of cooling loss).
Manufacturing Of Meta-Phenoxy Benzaldehyde
58
Advantages of HAZOP Analysis:
The advantage to this approach is that it provides a more complete identification of the hazards, including
information on how hazards can develop as a result of operating procedures and operational upsets in the process.
13.2 PLANT LAYOUT:
Site Selection:
The feasibility of the plant is based entirely upon the availability of the feedstock, meta phenoxy toluene. This meta
phenoxy toluene needs to be consumed as the present production of propylene is exceeds the demand.
At present some meta phenoxy toluene plants in bharuch:
1) Meghmani Organics limited, Bharuch, Gujrat.
2) Aeidan Industries, Bharuch, Gujrat.
Based on the following points, Bharuch, Gujrat has been chosen as the selected site for the plant.
13.2.1. Raw material supply:
There are many plants in Baruch which are producing meta-phenoxy toluene and other required chemicals for our
plant which can easily meet our requirement of raw materials.
13.2.2. Transport facilities:
a) Airways: The nearest airport to Bharuch is at Vadodara, at a distance of about 71 km. Bharuch is well connected
with daily flights via Indian Airlines and other private airlines which connect the city to most important cities of
India.
b) Roadways: National Highway 8 passes through Bharuch and has a good road network. The Bus Station situated
in the heart of the city is one the busiest bus terminals in Western India. State transport buses and private luxury
coaches connects Bharuch with various centres of Gujarat, Maharashtra, Madhya Pradesh, Delhi and Rajasthan.
c) Waterways: Dahej Port operated by Gujarat Maritime Board (GMB), has made significant contribution to
facilitate industrial growth in the district. GCPTCL for chemical cargo and Adani-Petro LNG for solid bulk cargo
handling.
d)Railways: Bharuch railway station, 'Bharuch Junction' is on Mumbai- Delhi- Ahmedabad line, which connects
the Northern, Central & Western Railway link. The main trains which passes through the station are Mumbai-
Ahmadabad Shatabdi Express, Mumbai-Vadodara Express, Jammu Tawi-Mumbai Central Swaraj Express and
Bandra-Dehradun Express. The major railhead towards north of Bharuch is Vadodara Junction Railway Station (71
km) and towards south is Surat (68 km).
Manufacturing Of Meta-Phenoxy Benzaldehyde
59
13.2.3 Infrastructure and Other Facilities:
Drainage / Effluent Disposal
Storm water disposal facility alongside road is in placeArrangement is made for treated effluent collection and
disposal.Effluent disposal pipeline/ Underground drainage for carrying treated effluent is in place. (Effluent from
Guard Pond to be discharged in Dahej-Vilayat GIDC Effluent Treatment Plant outside SEZ, for which consent and
authorization is granted by GPCB in November 2008).
Training Center
An agreement is executed with PanditDindayal Petroleum University as co-developer to develop facilities for human
resources development covering skill development centre, industry oriented research centre and others. ITI centres
are opened in Dahej Industrial Area outside SEZ.
Hotel & Convention Centre
Cambay SEZ Hotels Pvt. Ltd. and Sapthagiri Hospitality Pvt. Ltd. are Co-developers for Hotel facility, Apartment,
Convention centre and Recreational facilities in SEZ. Construction work in progress.
Medical Centre
Medical Centres are in operation in IPCL and Birla Copper Plant in the vicinity of Dahej SEZ. A new Hospital at
Dahej is under construction.
Welfare Activity for nearby areas
Gujarat PCPIR Welfare Society is constituted to carry out welfare activities in 18 affected villages including 5
villages of land area covered in SEZ.
Administrative Block
Temporary Offices of Specified Officer (customs) and DSL are operational in SEZ. Construction of new
administrative building in SEZ Part- I is started. Construction work in SEZ Part II to commence.
Township/Housing Blocks
Atali - Housing complex about 10 Kms. from Dahej SEZ is developed by GIDC in which Units located in SEZ are
offered plots.
13.2.4 Availability of Utilities:
Power: Torrent Energy Ltd. is co-developer for power distribution in SEZ 33/11 KV Two sub-stations one each in
Part I & Part II are in place. Power distribution network is commissioned. Power Project of 1200 MW is under
implementation in SEZ by Torrent Energy Ltd. 30units are given power connection in SEZ
Manufacturing Of Meta-Phenoxy Benzaldehyde
60
Water: Water distribution network is in place. ESRs are constructed. Water Reservoirs, Pumping Stations are
under construction. A Desalination project is planned for additional water supply in SEZ. The tariff is ` 31/- per
1000 liters. The units are exempted from payment of capital contribution charges.
13.2.5 Availability of Land:
Dahej SEZ covers the total land area of 1732 Hect. wherein 1717Hect. is processing area and 15 Hect. is non-
processing area. SEZ is divided into two parts.
Part-I (East) about 1150 Hect. and Part-II (West) about 550
Hect.
Part I and Part II are joined by a 30 m. wide and 6 Km. long corridor.
Manufacturing Of Meta-Phenoxy Benzaldehyde
61
Fig 13.1 Plant Layout
Manufacturing Of Meta-Phenoxy Benzaldehyde
62
Conclusion
A plant for the manufacturing of meta-phenoxy benzaldehyde, employing the process of chlorination of meta-phenoxy
toluene has been designed for 99% purity of product. The conversion rate lies at about 98% and yield lies at about 97%
based on meta-phenoxy benzaldehyde. AIBN is used as the free radical initiator/catalyst.
Based on various considerations, Bharuch SEZ has been selected for the plant, mainly due to the easily availability of raw
materials and cheaper energy. A site layout plan is also included which shows the layout of various units within the site.
The economic evaluation of the plant shows a total capital investment requirement of Rs. 235599700. The payback period is
2 years 11 months 25 days and rate of return is 12.93%.
In the development of the plant, various practical considerations regarding the safety, pollution and environmental concerns
are taken care of. A detailed organizational chart is also prepared.
Manufacturing Of Meta-Phenoxy Benzaldehyde
63
REFERENCES
1. http://www.chemicalland21.com/lifescience/agro/m-PHENOXY%20BENZALDEHYDE.htm
2. http://books.google.co.in/books?id=8OT-
Nj0RmmwC&pg=PA105&dq=meta+phenoxy+benzaldehyde&hl=en&sa=X&ei=lUpIUqnrKoSIrAec94CYBw&ve
d=0CDAQ6AEwAA#v=onepage&q=meta%20phenoxy%20benzaldehyde&f=false
3. www.sadgurupublications.com/ContentPaper/2009/9_7(2)2009.pdf
4. http://www.ncbi.nlm.nih.gov/pubmed/21981589
5. http://dir.indiamart.com/cgi/catprdsearch.mp?ss=meta+phenoxy+benzaldehyde
6. http://en.wikipedia.org/wiki/Pyrethroid
7. http://en.wikipedia.org/wiki/Cypermethrin
8. http://en.wikipedia.org/wiki/Fenvalerate
9. http://en.wikipedia.org/wiki/Etofenprox
10. http://en.wikipedia.org/wiki/Sumithrin
11. http://en.wikipedia.org/wiki/Deltamethrin
12. http://en.wikipedia.org/wiki/Permethrin
13. http://www.gharda.com/products/intermediates/meta-phenoxy-benzaldehyde.html
14. https://www.google.co.in/search?q=uses+of+pestisides+in+the+world&oq=uses+of+pestisides+in+the+world&aqs
=chrome..69i57j0.11093j0&sourceid=chrome&espvd=210&es_sm=93&ie=UTF-8
15. www.cnchemicals.com/.../Alpha-cypermethrin%20China%20Report%20
16. http://panjiva.com/trends/cypermethrin+technical
17. http://www.amazon.com/Industrial-Chemical-Downstream-Derivatives-Industries/dp/0824759540
18. http://www.cybex.in/india-imports-data/Cypermethrin-Imports.aspx
19. http://www.zauba.com/eport-data-cypermethrin-hs-code.html
20. http://www.chemicalbook.com/ProductMSDSDetailCB1697209_EN.htm
21. http://www.gharda.com/products/intermediates/meta-phenoxy-benzaldehyde.html
22. www.cdpr.ca.gov/docs/emon/pubs/fatememo/cyperm.pdf
23. http://www.ncbi.nlm.nih.gov/pubmed/21598078
24. www.ispharm.com/download/MSDS/I01-0736%20MSDS_I01-0736.pdf
25. http://en.wikipedia.org/wiki/Gujarat
26. http://origin-ars.els-cdn.com/content/image/1-s2.0-S0921800905002430-gr1.jpg
27. http://www.google.co.in/patents/US4085147
28. http://f3.tiera.ru/3/Chemistry/Chemical%20engineering/OrganicProd/Mukhopadhyay%20A.K.%20Industrial%20C
hemical%20Cresols%20and%20Downstream%20Derivatives%20(Dekker,%202005)(ISBN%200824759540)(232s
).pdf
29. Mass Transfer Operation , 3
rd
edition by Robert E.Treybal.
30. Chemical Engineering Thermodynamics, 6
th
edition by J.M Smith , H C Van Ness, M M Abbott.
31. Chemical-process-control by George Stephanopoulos.
Manufacturing Of Meta-Phenoxy Benzaldehyde
64
32. Introduction to process Engineering and Design, B.I Bhatt, S.B Thakore.
33. http://pubs.acs.org/doi/abs/10.1021/es010076a.
34. Process equipment and design, 4th Edition by V V Mahajani & S B umarji.
35. Mechanical Design Aspects of Equipment Design, by B C Bhattacharya.
36. http://www.scribd.com/doc/8907566/Mechanical-Design-of-Distillation-Column.
37. Plant design and economics for chemical engineers fifth edition Peters Timmerhaus west
38. http://www.alibaba.com/product-detail/Supply-3-Phenoxy-benzaldehyde-39515-51_476764702.html
39. Daniel. A. Crowl, Joseph.F.Louvar, Chemical Process Safety-Fundamentals with applications, second edition,
Pg-448-453
40. HAZOP Analysis at http://www.risoe.dtu.dk/rispubl/reports/ris-m-2319.pdf as of 25th April 2013
Manufacturing Of Meta-Phenoxy Benzaldehyde
65
APPENDIX
MATERIAL SAFETY AND DATA SHEET
Вам также может понравиться
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFДокумент457 страницPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFJayshree Mohan100% (1)
- FinalgjДокумент38 страницFinalgjchinu1610100% (2)
- Vikas Eco RR - BoBДокумент4 страницыVikas Eco RR - BoBlkamalОценок пока нет
- Hydrogenation of Fatty Acid Methyl Esters To FattyДокумент9 страницHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaОценок пока нет
- Petrochemical Engineering - II Unit - V: Aromatics-BTX DerivativesДокумент25 страницPetrochemical Engineering - II Unit - V: Aromatics-BTX DerivativesAnilKumarОценок пока нет
- Vikas Eco PDFДокумент60 страницVikas Eco PDFAbhi PatОценок пока нет
- GACL - Report Sanjay 1304Документ35 страницGACL - Report Sanjay 1304Sanjay ParmarОценок пока нет
- Production of Aniline by Direct AminationДокумент29 страницProduction of Aniline by Direct AminationSatyshikh SrivОценок пока нет
- Stage 1 ReportДокумент17 страницStage 1 ReportKudouОценок пока нет
- N16S-GT Package 23x23mm Technical SpecificationsДокумент49 страницN16S-GT Package 23x23mm Technical Specificationsvi aОценок пока нет
- A 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design ForДокумент29 страницA 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design Forbaniya is hereОценок пока нет
- Clean Science & Technology initiated with BUY rating and target price of INR 1,820 per shareДокумент28 страницClean Science & Technology initiated with BUY rating and target price of INR 1,820 per shareSandeep WandreОценок пока нет
- Sensitive Detection of 17 Organotin Compounds in Beverages by GC-MS/MSДокумент24 страницыSensitive Detection of 17 Organotin Compounds in Beverages by GC-MS/MSiwonnascribdnomoreОценок пока нет
- First Review Report On Production of Phenol: Done by GuideДокумент27 страницFirst Review Report On Production of Phenol: Done by GuideRuban RkОценок пока нет
- Energy Saving of A Methyl Methacrylate Separation Process PDFДокумент11 страницEnergy Saving of A Methyl Methacrylate Separation Process PDFClaudia CelestinoОценок пока нет
- Super Final PD PapersДокумент96 страницSuper Final PD PapersHarjan Philipp C. GopaldasОценок пока нет
- Designing a Paracetamol Production ProcessДокумент24 страницыDesigning a Paracetamol Production ProcessLabdhi ShahОценок пока нет
- Maleic Anhydride Market Overview at APIC 2015Документ24 страницыMaleic Anhydride Market Overview at APIC 2015Sandip LadvaОценок пока нет
- G 1 PDFДокумент199 страницG 1 PDFKing HenryОценок пока нет
- Manufacturing Process With Chemical Reactions and Mass Balance For 6 Pharmaceutical DrugsДокумент11 страницManufacturing Process With Chemical Reactions and Mass Balance For 6 Pharmaceutical DrugsAdvanced Research PublicationsОценок пока нет
- Project 2Документ56 страницProject 2Parth ShahОценок пока нет
- Feasibility Report On The Production of Polypropylene: Chemical EngineeringДокумент71 страницаFeasibility Report On The Production of Polypropylene: Chemical EngineeringAbhinav KrishnaОценок пока нет
- Manufacture of Mixed Xylenes Process ReportДокумент76 страницManufacture of Mixed Xylenes Process ReportGuna KowshikkОценок пока нет
- APIC2012 Angel Fernandez & Zhao NaДокумент34 страницыAPIC2012 Angel Fernandez & Zhao NaKomkomMarkoMarkoMarkovicОценок пока нет
- Sgs Safeguards 13509 Organotin Compounds in Textile Articles en 09Документ2 страницыSgs Safeguards 13509 Organotin Compounds in Textile Articles en 09taha000Оценок пока нет
- N-Butane To Maleic AnhydrideДокумент6 страницN-Butane To Maleic AnhydrideNomeacuerdo Yo MismoОценок пока нет
- Preliminary Report CompletedДокумент28 страницPreliminary Report CompletedJacky100% (1)
- Synthesis of Epichlorohydrin Kinetic PDFДокумент6 страницSynthesis of Epichlorohydrin Kinetic PDFTaylor PennaОценок пока нет
- Production of Phenol and Bisphenol A ReportДокумент47 страницProduction of Phenol and Bisphenol A ReportvpsrpuchОценок пока нет
- Aniline PDFДокумент14 страницAniline PDFMaximiliano TaubeОценок пока нет
- Viewcontent11 PDFДокумент54 страницыViewcontent11 PDFEr Mayur PatilОценок пока нет
- Christian Andersson Thesis-Succinic PDFДокумент142 страницыChristian Andersson Thesis-Succinic PDFprivaz81Оценок пока нет
- Design and Simulation of Hydrogen Peroxide Plant: April 2018Документ5 страницDesign and Simulation of Hydrogen Peroxide Plant: April 2018Fahad AhmedОценок пока нет
- 1,3 ButadieneДокумент7 страниц1,3 ButadieneAbdalmoedAlaiashyОценок пока нет
- Sez - Iii.project Description-Rev IFCДокумент49 страницSez - Iii.project Description-Rev IFCOmar SaeedОценок пока нет
- FYP CompleteДокумент104 страницыFYP CompleteAnonymous b9fcR5Оценок пока нет
- Material Balance Around Tubular Reactor:: ReactionДокумент7 страницMaterial Balance Around Tubular Reactor:: ReactionAnonymous KsRdWoYtОценок пока нет
- 64788Документ35 страниц64788ghatak2100% (1)
- Aniline DefinitionДокумент2 страницыAniline DefinitionBadder DanbadОценок пока нет
- 3164 PDFДокумент133 страницы3164 PDFnoelОценок пока нет
- India Glycol LTD Arpit Singh Final ReportДокумент96 страницIndia Glycol LTD Arpit Singh Final ReportARPIT SINGH100% (2)
- Glycerol and Acrolein: Properties and UsesДокумент74 страницыGlycerol and Acrolein: Properties and UsesMadhukar ScribdОценок пока нет
- FYP ProposalДокумент11 страницFYP ProposalArslan SamОценок пока нет
- Som Piseth ProposalДокумент57 страницSom Piseth ProposalSom PisethОценок пока нет
- Metyl MetacrylatДокумент12 страницMetyl MetacrylatNguyen Duy Vu VuОценок пока нет
- Method for preparing anhydrous iron chloridesДокумент4 страницыMethod for preparing anhydrous iron chloridesVioleta GrigorasОценок пока нет
- Manufacture of TrifluralinДокумент49 страницManufacture of TrifluralinAhmed Ali0% (1)
- Simulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesДокумент9 страницSimulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesBryanJianОценок пока нет
- Unit-Viii: Synthetic FibersДокумент35 страницUnit-Viii: Synthetic FibersAnilKumarОценок пока нет
- Carotenuto Giuseppina PDFДокумент459 страницCarotenuto Giuseppina PDFGonca TuncayОценок пока нет
- Design and Simulation of Hydrogen Peroxide Plant: Manufacturing ProcessesДокумент5 страницDesign and Simulation of Hydrogen Peroxide Plant: Manufacturing Processesdfeor shenoyОценок пока нет
- Ammonia production process technology project reportДокумент3 страницыAmmonia production process technology project reportBejavada SureshОценок пока нет
- AcknowledgementДокумент35 страницAcknowledgementSaba HafeezОценок пока нет
- COURSE TITLE Industrial Chemistry IIДокумент3 страницыCOURSE TITLE Industrial Chemistry IIashenafi100% (1)
- UPenn Ethanol To Ethyl Acetate PDFДокумент403 страницыUPenn Ethanol To Ethyl Acetate PDFAlan TeeОценок пока нет
- Evaluate CCPP EfficiencyДокумент67 страницEvaluate CCPP Efficiencytaha zafarОценок пока нет
- Full Thesis LeanДокумент208 страницFull Thesis LeanRinto Erwiansa PutraОценок пока нет
- Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesОт EverandProcess Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesKatherine A. BakeevОценок пока нет
- Computational Flow Modeling for Chemical Reactor EngineeringОт EverandComputational Flow Modeling for Chemical Reactor EngineeringРейтинг: 3 из 5 звезд3/5 (3)
- UNIT-V (Thermo Theory Notes)Документ13 страницUNIT-V (Thermo Theory Notes)Abhinav GuptaОценок пока нет
- Camara Et Al-2015-Journal of Geophysical Research - OceansДокумент22 страницыCamara Et Al-2015-Journal of Geophysical Research - OceansAbhinav GuptaОценок пока нет
- Mass TRДокумент6 страницMass TRrituneshmОценок пока нет
- Xu and FromentДокумент9 страницXu and FromentJhimmy Terceros100% (1)
- Contents PDF TOCATJ TOCATJ-6-17Документ12 страницContents PDF TOCATJ TOCATJ-6-17Abhinav GuptaОценок пока нет
- AbstractДокумент4 страницыAbstractAbhinav GuptaОценок пока нет
- Cooling Tower FundamentalsДокумент117 страницCooling Tower FundamentalspadzicОценок пока нет
- Tara KitДокумент2 страницыTara KitAshish KumarОценок пока нет
- Study of Multiple Access Schemes in 3GPP LTE Ofdma vs. Sc-FdmaДокумент4 страницыStudy of Multiple Access Schemes in 3GPP LTE Ofdma vs. Sc-FdmaAbhinav GuptaОценок пока нет
- Manufacturing of Meta Phenoxy Benzaldehyde: Abhinav Gupta-101403 Atish Srivastava-101416Документ1 страницаManufacturing of Meta Phenoxy Benzaldehyde: Abhinav Gupta-101403 Atish Srivastava-101416Abhinav GuptaОценок пока нет
- IIT Delhi Job Notification Form 2014-15Документ6 страницIIT Delhi Job Notification Form 2014-15Abhinav GuptaОценок пока нет
- Hetero Co2 ValueДокумент7 страницHetero Co2 ValueAbhinav GuptaОценок пока нет
- Manufacturers The Current Manufacturers of M-Phenoxy Benzaldehyde AreДокумент1 страницаManufacturers The Current Manufacturers of M-Phenoxy Benzaldehyde AreAbhinav GuptaОценок пока нет
- GATE 2014 Syllabus Chemical Engineering CH - Careers360 PDFДокумент2 страницыGATE 2014 Syllabus Chemical Engineering CH - Careers360 PDFAnhsirk IrsОценок пока нет
- GATE 2014 Syllabus Chemical Engineering CH - Careers360 PDFДокумент2 страницыGATE 2014 Syllabus Chemical Engineering CH - Careers360 PDFAnhsirk IrsОценок пока нет
- Annual Report 2012-13Документ68 страницAnnual Report 2012-13Abhinav GuptaОценок пока нет
- 2Документ65 страниц2Abhinav GuptaОценок пока нет
- Neraca Massa ATKДокумент49 страницNeraca Massa ATKMuhammad KholidinОценок пока нет
- Chapter 4Документ3 страницыChapter 4Abhinav GuptaОценок пока нет
- Final PDFДокумент96 страницFinal PDFAbhinav GuptaОценок пока нет
- Aqua Reslin MsdsДокумент8 страницAqua Reslin MsdsBatanОценок пока нет
- Cutaneous Larva Migrans Treatment with Permethrin CreamДокумент6 страницCutaneous Larva Migrans Treatment with Permethrin CreamriskadwiyansariОценок пока нет
- PERMETHRINДокумент8 страницPERMETHRINPropan Hanggada Satyamakti MОценок пока нет
- Health and Safety News - September 2009Документ33 страницыHealth and Safety News - September 2009HealthSafety100% (2)
- Topical insecticides for head lice treatmentДокумент3 страницыTopical insecticides for head lice treatmentAzhar RozaliОценок пока нет
- Parasite Control in Zoo Animals 2015Документ38 страницParasite Control in Zoo Animals 2015Ellana Sue HetheringtonОценок пока нет
- The Changing Role of Insecticides in Structural Pest ControlДокумент14 страницThe Changing Role of Insecticides in Structural Pest Controlmecejo7728Оценок пока нет
- Pervade 10ec SdsДокумент4 страницыPervade 10ec Sdsctidalgo22Оценок пока нет
- Regimen Options for Scabies CaseДокумент2 страницыRegimen Options for Scabies CaseJoana Mikee RasayОценок пока нет
- Alzogaray & Zerba 2001 - Behavioral Response of Fifthe Instar Nymph of Triatoma Infestans (Hemipetera-Reduviidae) To Pyretrhoids PDFДокумент7 страницAlzogaray & Zerba 2001 - Behavioral Response of Fifthe Instar Nymph of Triatoma Infestans (Hemipetera-Reduviidae) To Pyretrhoids PDFAurora SesitaОценок пока нет
- Volunteer Application Form 2015Документ14 страницVolunteer Application Form 2015Nadya HanifaОценок пока нет
- Treatment of Scabies, Comparing The Different Medications: LettersДокумент1 страницаTreatment of Scabies, Comparing The Different Medications: LettersFi NoОценок пока нет
- Treatment Practices in The Management of Scabies in Infants Younger Than Two Months (Q2)Документ5 страницTreatment Practices in The Management of Scabies in Infants Younger Than Two Months (Q2)Risky PerdanaОценок пока нет
- Quantifying Exposure PesticidesДокумент19 страницQuantifying Exposure PesticidesSelvalumarОценок пока нет
- Submitted To: Assignment OnДокумент35 страницSubmitted To: Assignment OnShahedul islamОценок пока нет
- Pyrethroids April 11Документ15 страницPyrethroids April 11MadhumithaОценок пока нет
- 303 HK Theory-1Документ11 страниц303 HK Theory-1virendraОценок пока нет
- WTTH-Managing Exposure To PermethrinДокумент3 страницыWTTH-Managing Exposure To PermethrinCabinet VeterinarОценок пока нет
- The Clinical Problem: Journal Feature Begins With A Case Vignette Highlighting A Common Clinical Problem. EvidenceДокумент6 страницThe Clinical Problem: Journal Feature Begins With A Case Vignette Highlighting A Common Clinical Problem. EvidenceVidy VidyaОценок пока нет
- Lindane and Permethrin Insecticides for Scabies and LiceДокумент4 страницыLindane and Permethrin Insecticides for Scabies and LicevellaparadithaОценок пока нет
- Permethrin Topical Cream RLD 019855 RC08-17Документ7 страницPermethrin Topical Cream RLD 019855 RC08-17Ritesh RastogiОценок пока нет
- Hassan 2015Документ9 страницHassan 2015Mia karolinaОценок пока нет
- Antiseptics & DisinfectantsДокумент26 страницAntiseptics & DisinfectantsAmit ShahОценок пока нет
- RaptureДокумент5 страницRaptureRina Montances100% (1)
- Permetrina MonografíaДокумент109 страницPermetrina MonografíaDANIBATAОценок пока нет
- Schedule of Aircraft Disinsection ProceduresДокумент28 страницSchedule of Aircraft Disinsection Proceduresvanfell0407Оценок пока нет
- RegisteredPublic Health PesticidesListДокумент18 страницRegisteredPublic Health PesticidesListAstha Group of IndustriesОценок пока нет
- Treatment of Scabies and Crusted VariantsДокумент4 страницыTreatment of Scabies and Crusted Variantsduch2020Оценок пока нет
- Durvet Poultry BrochureДокумент12 страницDurvet Poultry BrochureWaleed El-HawarryОценок пока нет
- Brand Name Generic Name Disease Group Consumer Medicine Information More InfoДокумент9 страницBrand Name Generic Name Disease Group Consumer Medicine Information More InfoBairavi RathakrishnanОценок пока нет