Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Switch 3COM 2952Документ4 страницыSwitch 3COM 2952Fabio de OliveiraОценок пока нет
- HydacДокумент4 страницыHydacmarkoОценок пока нет
- Lab 1 Level 0 Illumination Lux MeterДокумент4 страницыLab 1 Level 0 Illumination Lux MeterTaufiq Al IlhamОценок пока нет
- Instruction Manual: Fundus CameraДокумент37 страницInstruction Manual: Fundus Camerashakil ahmadОценок пока нет
- What Is A StartupДокумент3 страницыWhat Is A StartupArun SoniОценок пока нет
- Mac Mini: User's GuideДокумент106 страницMac Mini: User's GuideLouis WilliamsОценок пока нет
- Module 5Документ80 страницModule 5Big Brown BeastОценок пока нет
- Unit 2Документ17 страницUnit 2PRASATH RОценок пока нет
- Fundamentals V3F18: The LWD Is Adjusted With The User Interface. AdjustmentДокумент1 страницаFundamentals V3F18: The LWD Is Adjusted With The User Interface. AdjustmentOsman ElmaradnyОценок пока нет
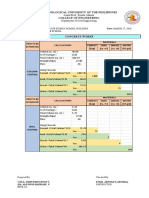
- 2 Concrete Works CompuДокумент14 страниц2 Concrete Works CompuALFONSO RAPHAEL SIAОценок пока нет
- DB 0032400 enДокумент2 страницыDB 0032400 enMihai BancuОценок пока нет
- Huawei Parameter Strategy: Security LevelДокумент22 страницыHuawei Parameter Strategy: Security Leveloshwa_ishОценок пока нет
- Q1 Module 7 - Topic7Документ2 страницыQ1 Module 7 - Topic7Kristel Ann MontianoОценок пока нет
- RBS 6000 Commissioning Procedure - PA1Документ17 страницRBS 6000 Commissioning Procedure - PA1He Ro90% (10)
- Export Import Between SQL TablesДокумент5 страницExport Import Between SQL TablesSantiago Alcaraz MartinezОценок пока нет
- To Study On Marketing Strategies of SamsungДокумент64 страницыTo Study On Marketing Strategies of SamsungVaibhav Shah MangalamjobsОценок пока нет
- Batangas State University College of Engineering, Architecture & Fine ArtsДокумент20 страницBatangas State University College of Engineering, Architecture & Fine ArtsJezreel GamboaОценок пока нет
- Harvey Gulf International Marine: Competency ProfileДокумент5 страницHarvey Gulf International Marine: Competency ProfileAntonio SerranoОценок пока нет
- Short Questions... DbmsДокумент10 страницShort Questions... DbmsMuhammad Jamal ShahОценок пока нет
- TSP071 BNV Cctalk Protocol Manual V2 (1) .4Документ47 страницTSP071 BNV Cctalk Protocol Manual V2 (1) .4nost winОценок пока нет
- ElectrecityДокумент2 страницыElectrecityMarchli AhmedОценок пока нет
- Ad Notam Display Frame Unit: Product HighlightsДокумент5 страницAd Notam Display Frame Unit: Product HighlightsVishal SuryawaniОценок пока нет
- PUMP MMTV Vertical Mixed Flow Multistage Pump With CanisterДокумент3 страницыPUMP MMTV Vertical Mixed Flow Multistage Pump With Canisterarondaniel ocampoОценок пока нет
- Strategic Management Term PaperДокумент18 страницStrategic Management Term PaperOchena RajkonnaОценок пока нет
- 08 - IP SubnettingДокумент20 страниц08 - IP Subnettingkndnew guadeОценок пока нет
- Documenting Software Architectures: Views and Beyond: June 2002Документ3 страницыDocumenting Software Architectures: Views and Beyond: June 2002Ioan AdascaliteiОценок пока нет
- Bugreport Lime - Global QKQ1.200830.002 2021 05 04 22 36 45 Dumpstate - Log 30853Документ30 страницBugreport Lime - Global QKQ1.200830.002 2021 05 04 22 36 45 Dumpstate - Log 30853Blackgouest 1043Оценок пока нет
- Company Report FS Work Draft !!!Документ26 страницCompany Report FS Work Draft !!!tsehay seidОценок пока нет
- How To Grow Audience On TikTokДокумент2 страницыHow To Grow Audience On TikTokIrene TayongОценок пока нет
- Caterpillar 785c 789c Off Highway Trucks Service TrainingДокумент20 страницCaterpillar 785c 789c Off Highway Trucks Service Trainingjames100% (46)