Академический Документы
Профессиональный Документы
Культура Документы
02 - Ingenieria de Las Actividades
Загружено:
Luciano Candia0 оценок0% нашли этот документ полезным (0 голосов)
70 просмотров30 страницАвторское право
© © All Rights Reserved
Доступные форматы
PDF, TXT или читайте онлайн в Scribd
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF, TXT или читайте онлайн в Scribd
0 оценок0% нашли этот документ полезным (0 голосов)
70 просмотров30 страниц02 - Ingenieria de Las Actividades
Загружено:
Luciano CandiaАвторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF, TXT или читайте онлайн в Scribd
Вы находитесь на странице: 1из 30
Pgina 1 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
INGENIERIA DE LAS ACTIVIDADES
1 - CONSIDERACIONES GENERALES
Una vez que el producto ha sido diseado en Ingeniera del Producto y que hemos recibido toda la documentacin
correspondiente, es decir cuando han sido recepcionados:
Planos Completos, correspondientes a: Conjuntos, Subconjuntos y Componentes.
Especificaciones de Materiales.
Especificaciones de Control.
Especificaciones de Ensayo.
Listado de Componentes.
Cambios de Ingeniera.
Otra Documentacin Tcnica.
as tambin, cualquier otra informacin necesaria, comenzamos a estudiar cuales sern los pasos a seguir para su
elaboracin. Debemos analizar las distintas etapas para transformar la materia prima especificada en el producto
requerido.
Definimos entonces, como Proceso de Fabricacin, a los sucesivos pasos que permitirn mediante la transformacin
fsica de la materia prima, obtener un producto.
La transformacin podr ser de cualquier naturaleza y producirse sobre una materia prima virgen sobre un componente
determinado, que se une con otro para formar un subconjunto.
Esta transformacin podr llevarse a cabo siguiendo distintas formas, que dependern de la naturaleza de las actividades
de transformacin que se requieran en cada caso y de los Recursos Humanos, Tecnolgicos, Informticos etc., que se han
de utilizar.
Estas distintas formas de realizar las actividades de transformacin se denominan Mtodos de Trabajo, y para cada una
de ellas podremos adoptar mltiples formas de llevarla a cabo.
Cuando definamos Productividad, como la relacin entre lo producido y lo insumido, estbamos estableciendo la
relacin que precisamente nos permitir medir la armoniosa combinacin de Recursos Humanos, Tecnolgicos y otros.
La Ingeniera de Manufactura, tambin llamada Ingeniera Industrial o Sistema de las transformaciones Fsicas, persigue
como objetivos fundamentales armonizar los recursos para aumentar la Productividad Global y la Rentabilidad
Econmica de la Empresa, dentro de un marco de Mejoramiento Continuo de la Calidad de Vida de los Trabajadores y
del Medio Ambiente.
Es decir que no es posible hablar de aumento de la Productividad, si a la vez no cuidamos el Recurso fundamental,
artfice de la transformacin, que es el Recurso Humano y su Hbitat.
Con el objeto de iniciar el estudio, de como se establecen las relaciones entre el Hombre y la Tecnologa, para producir la
Transformacin Fsica de la Materia Prima en Producto, recurriremos a un Modelo que se conoce como SISTEMA
LABORAL, segn la Metodologa del Instituto REFA de Alemania Federal, y nosotros lo denominaremos UET Unidad
Elemental de Transformacin.
2 - UNIDAD ELEMENTAL DE TRANSFORMACIN (UET)
La UET es un Sistema de Transformacin Fsica que utilizamos como modelo terico para el estudio de toda la
problemtica de la Produccin Industrial.
Genricamente definirnos como sistema al conjunto de elementos que interactan posibilitando el cumplimiento de una
funcin u objetivo.
Pgina 2 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
El concepto de Sistemas es aplicable tanto a los Sistemas Naturales (por ejemplo Sistema Solar), como para los Sistemas
Artificiales creados por el Hombre.
Justamente las UET son Sistemas Artificiales, creados por el Hombre para ser utilizados en los proceso de Produccin de
Bienes o Servicios, y son por lo tanto aplicables a cualquier actividad Empresaria.
Nosotros nos ocuparemos de su estudio y aplicacin en el campo industrial dentro del cual podemos encontrar, la ms
variada combinacin de sus elementos intervinientes.
3 - COMPOSICIN DE LAS UNIDADES ELEMENTALES DE TRANSFORMACIN (UET)
Los Sistemas Industriales, es decir las Industrias, para utilizar la denominacin ms comn, estn integrados, como
veremos con verdaderos enjambres de Sistemas de Transformacin , y estos a su vez son el resultado de mltiples formas
de combinar las UET.
Los Sistemas Industriales suelen denominarse tambin Sistemas Socio-tecnolgicos y su nombre deriva de la
configuracin que se establece a partir del hecho de que verdaderos Conjuntos Sociales, integrados por Hombres y
Mujeres de todas las categoras, profesiones y jerarquas que actan en su mbito, hacen uso de la Tecnologa para
encontrar mejores formas de transformar las Materias Primas en Producto.
Las UET, son todos aquellos sistemas que sirven para el cumplimiento de actividades de transformacin fsicas o
elaboracin informativa y como todos los sistemas reales, son sistemas abiertos que interactan con el medio exterior.
Caudal de Entrada
Esta constituido generalmente por objetos a elaborar, y tambin en personas, informacin, energa. etc., cuyo estado
forma o situacin han de modificarse o emplearse en la realizacin de la actividad propia de la UET.
Los objetos a elaborar son: materias primas, materiales semi-elaborados, subconjuntos, etc., as como formularios o
cualquier soporte informativo al que se le han de cargar datos como consecuencia de las actividades de la UET.
La informacin puede ser de cualquier naturaleza, en las actividades industriales generalmente esta constituida por
planos, especificaciones, programas de trabajo, etc.
La Energa pude tener las formas por todos conocida: Elctrica, Gas, Aire Comprimido, etc.
Caudal de Salida
Esta constituido por los objetos elaborados, Semi-elaborados, Componentes, Subconjuntos o Conjuntos, as como
tambin por todos los Rezagos, Desperdicios, Efluentes etc.
Tambin forman parte del Caudal de Salida todo el Recurso Humano (RH) que ha participado en el proceso as como la
informacin elaborada, documentos a los que le ha sido incorporada informacin, etc.
Recurso Humano
Integran este Recurso, como ya se ha visto en otros captulos, todos los Hombres y Mujeres de cualquier jerarqua y
profesin que desarrollan las actividades inherentes a la naturaleza de la UET.
Tecnologa
Tambin denominada Medios de Elaboracin (ME) o en trminos contables Bienes de Uso, esta integrada por Mquinas,
Equipos, Herramientas, Instrumentos, Instalaciones, Muebles y tiles y todo otro elemento de cualquier nivel
tecnolgico que pueda ser utilizado por el Recurso Humano para llevar a cabo el proceso de transformacin fsica o
elaboracin informativa que tenga lugar en una UET.
Pgina 3 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Intercambio Energtico (IEN)
Es el que se produce recprocamente entre el Recurso Humano y la Tecnologa. El Recurso Humano entrega la energa
que se utiliza para accionar los elementos que integran la Tecnologa, esta energa que se consume debe ser metabolizada
adecuadamente, caso contrario, le producir Fatiga.
La UET, es el menor de los sistemas de esta caracterstica que podamos encontrar, no existe un sistema menor, en
consecuencia una Planta Industrial ser el producto de "n" combinaciones de unidades elementales.
Este concepto del problema nos permitir visualizar en toda su magnitud el fenmeno industrial, es por ello que hemos
adoptado esta metodologa.
En la siguiente figura representarnos a la UET:
En la figura se observa la representacin de distintos elementos que componen la UET, los que definiremos a
continuacin, para luego explicar su funcionamiento.
Pgina 4 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Por otra parte las condiciones ambientales que se crean por la operacin de la Tecnologa, producen en muchos casos
efectos trmicos que son absorbidos por el Recurso Humano, caso tpico del trabajo en Hornos o en Instalaciones
Frigorficas. Esta es una de las formas mas clsicas de recepcin energtica por parte de quienes operan instalaciones de
estas caractersticas.
En cualquiera de los casos citados el IEN, puede producir alteraciones orgnicas de mayor o menor grado, por lo que este
ser un aspecto en el que debemos poner especial cuidado.
Informacin (INF)
Esta constituida por el intercambio recproco de datos e informacin, que el Recurso Humano ingresa a la Tecnologa,
para que esta pueda accionar, as como todos los datos o informacin ya elaborada en la Tecnologa que el Recurso
Humano captura de esta y utiliza para distintos fines.
Condicionamientos Externos
Corresponden a esta clasificacin todas las influencias o efectos externos recibidos por la UET o generadas en ella y que
incidan internamente, las que pueden adoptar diversas caractersticas que podemos clasificar en:
Influencias Fsicas: las mismas estn referidas entre otras al Clima, la Iluminacin, el Ruido, las Vibraciones, etc. y
pueden afectar por igual al Recurso Humano o a la Tecnologa.
Influencias Psquicas: afectan exclusivamente al Recurso Humano y son los condicionantes personales internos, que el
Recurso Humano absorbe en su medio y traslada a su puesto de trabajo. As tambin, todas las situaciones que lo afectan
durante la realizacin de sus actividades en la UET y que necesariamente traslada al exterior del sistema. Ejemplo:
Problemas con su Jefe, que lo deprimen, creando con posterioridad efectos en su relacin familiar.
Influencias Sociales: son las generadas en los grupos sociales en los que acta el Recurso Humano, externos al sistema
(Polticos, Religiosos, Gremiales, Culturales, etc.) o los que se generan en la UET, derivados de aspectos organizativos o
normativos, de poltica empresarial, salarial, etc.
Efectos hacia el Exterior
Estos efectos corresponden a todos los residuos, de cualquier tipo y caracterstica, que produce la UET, al llevar a cabo el
Proceso de Transformacin. Estos residuos; slidos, lquidos, gaseosos, o en cualquier otro estado, deben ser
adecuadamente tratados a efectos de que estos sean inocuos.
4 - FUNCIONAMIENTO DE LA UET
Hemos definido a todos los elementos constitutivos de la UET y en este punto estudiaremos su funcionamiento ya que
como hemos expresado, es el menor Sistema de Transformacin Fsica que podemos individualizar, se trata entonces de
analizar en detalle, cuales son los elementos que intervienen y condicionan la optimizacin de su funcionamiento.
Conocidos estos, con seguridad estaremos en condiciones de poder estudiar el fenmeno de la Produccin en cualquier
Planta Industrial.
Recurramos nuevamente a la figura que representa la UET, a la que le introduciremos nuevos elementos, tales como:
Pgina 5 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Te = Tiempo de Entrada en la UET
Se denomina as al momento en que se produce el ingreso a la UET del Objeto a Elaborar, que va a ser transformado.
Ts = Tiempo de Salida de la UET
Se denomina as al momento en que se produce el egreso de la UET del Objeto Elaborado, es decir que ya se ha
producido la transformacin.
Tp = Tiempo de Permanencia en la UET
Se denomina as al tiempo que permanece transformndose el Objeto ingresado en la UET.
Tp = Ts - Te
Definiremos entonces como:
Proceso de Transformacin
Tambin llamado Proceso de Fabricacin, a la secuencia de actividades conjuntas del Recurso Humano (RH) y la
Tecnologa (TE), que son necesarias para transformar el Objeto a Elaborar en Objeto Elaborado.
Para decirlo en trminos conocidos es la secuencia de actividades conjuntas del Recurso Humano (RH) y la Tecnologa
(TE) que son necesarios para transformar, por ejemplo: la Materia Prima en Producto.
El Proceso de Transformacin, se puede llevar a cabo de todas las formas imaginables dentro del marco de la Tecnologa
requerida, es decir una pieza que debe ser torneada, podr ser hecha en un Torno Paralelo convencional en un Tomo
CNC (Control Numrico Computadorizado).
El modelo de UET acepta cualquier combinacin posible de Recurso Humano y Tecnologa, es decir que puede ser
representada una tarea artesanal, por ejemplo la actividad de un Escultor ( Muy importante el RH ) y en este caso la
Tecnologa estar constituida por unas pocas herramientas simples; un buril, un martillo, etc.
Pgina 6 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
En otra situacin podernos representar un proceso donde la actividad del RH consiste en la carga y descarga de un
Equipo de funcionamiento autnomo, en este caso es muy importante la Tecnologa.
5 - CONFIGURACIN DEL PUESTO DE TRABAJO
Al analizar mediante la utilizacin del modelo UET, el caso ms simple de configuracin, es decir el de un puesto de
trabajo donde la actividad del RH es preponderante frente a la TE que es de caracterstica simple, observamos que existen
aspectos que debemos estudiar cuidadosamente, como por ejemplo el trabajo humano, el que de acuerdo a las
condiciones que impone la realizacin de distintas actividades, puede afectarlo, orgnica y psquicamente.
Como veremos, en la configuracin del puesto de trabajo o lo que es lo mismo en su diseo, debemos tener en cuenta una
multiplicidad de aspectos, que independientemente de los Condicionamientos externos, producirn efectos sobre el
Recurso Humano, por lo que dada su importancia los iremos desarrollando a lo largo del presente punto.
Afortunadamente, a medida que se produce el desarrollo tecnolgico, ya resulta frecuente encontrar en las Mquinas y
Equipos, incorporados los conceptos de conformacin de los puestos de trabajo, pero el problema radica en aquellos
donde el aporte de Tecnologa todava es bajo y se requiere un protagonismo importante del Recurso Humano, sobre todo
en lo fsico.
Es por ello que el diseo del puesto de trabajo debe ser estudiado teniendo en cuenta no slo los aspectos que hacen a la
eficiencia y rentabilidad, sino que los aspectos humanos son condicionantes.
Algunos de estos aspectos, se indican a continuacin a efectos de que sirvan como ejemplo para enfocar el anlisis de
esta problemtica, que tanto afecta a los procesos industriales en forma indirecta, ya que el directamente afectado es el
Recurso Humano.
Minimizar los esfuerzos del trabajador
Minimizar riesgos dotando a los puestos de mxima seguridad
Elevar la eficiencia productiva
Obtener la calidad adecuada
Minimizar costos
De los aspectos citados nos ocuparnos a lo largo de los restantes captulos ya que en definitiva todo el concepto de la
Direccin Industrial apunta a contemplar tales aspectos.
A continuacin nos referimos especficamente a los que se relacionan con la minimizacin de esfuerzo por parte de los
trabajadores, para lo cual comenzaremos por estudiar la ERGONOMIA y a lo que se denomina la CONFORMACIN
ERGONMICA DEL PUESTO DE TRABAJO.
5.1 CONFORMACIN O DISEO ERGONMICO DEL PUESTO.
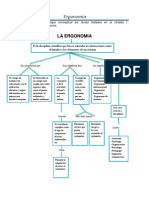
Se define a la Ergonoma, como la ciencia que estudia el trabajo humano. La conformacin ergonmica del puesto
contempla este aspecto.
Su fundamento se basa en la investigacin de las peculiaridades y capacidades del organismo humano y crea con ello las
condiciones para adaptar el trabajo al hombre y el hombre al trabajo.
Esta adaptacin influye en la conformacin fsica del puesto de trabajo, as como tambin la de limitar a grados
aceptables, la solicitacin a que es sometido el RH durante la realizacin de sus actividades.
El Trabajo Humano, desde el punto de vista de la Ergonoma es la totalidad de energa, transformada o la informacin
que es elaborada por el Recurso Humano durante el cumplimiento de la tarea laboral.
En todo trabajo participan actividades fsicas (corporales, musculares) y psquicas (operaciones sensoriales, operaciones
mentales). En situaciones extremas ante solicitaciones fsicas muy elevadas se excluyen las solicitaciones psquicas.
Pgina 7 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
La actividad del hombre debe ser analizada a la luz del objetivo que se persigue con el trabajo, si nos equivocamos en el
anlisis podemos incorporar un juicio previo (prejuicio) a todo el significado de la racionalizacin.
El trabajo humano en la empresa no solo debe estar dirigido a la realizacin de la tarea propuesta, sino que estn
determinados por aspiraciones, motivaciones, etc.
La aparicin de conductas contradictorias en apariencia inexplicables poseen un profundo contenido psicolgico.
Las motivaciones humanas pueden influir positiva o negativamente en el resultado de las actividades, todas estas
circunstancias llevan a definir ciertos aspectos que podramos traducirlos como efectividad ofrecida, es decir que ante
un dado requerimiento de trabajo, debe existir una disposicin a entregar efectivamente un esfuerzo para cumplir con la
tarea laboral y todo ello depende de diversos factores que analizaremos seguidamente.
La oferta de efectividad est determinada en primer trmino por la idoneidad esto es, un daltnico no puede reconocer
los colores, por lo que no podra entonces ocuparse de ser chofer de transportes.
Un individuo de complexin dbil no puede realizar tareas pesadas, as como una persona con carcter dbil no puede
conducir un grupo de trabajo, etc.
En consecuencia la idoneidad abarcar aspectos tales como : caractersticas personales, formacin profesional
ejercitacin, experiencia, adaptacin, entrenamiento etc.
La idoneidad resultara ser la capacidad de la que se puede disponer, para realizar una tarea laboral y si se compatibiliza
con los requerimientos del trabajo se llega al concepto de aptitud.
La evaluacin de la aptitud deber efectuarse por personal especializado (personal jerrquico, psiclogos, mdicos, etc.).
Dijimos que la idoneidad era la capacidad mxima de entrega, pero esta capacidad no siempre puede ser aprovechada,
porque el RH, puede estar dispuesto de distintas maneras segn sea su situacin fsica, psquica, social, etc.
En consecuencia la disposicin tendr en cuenta el ritmo diario, la fatiga y la situacin corporal.
Es posible que exista complementacin entre la idoneidad y la disposicin, pudiendo por ejemplo, suplir una menor
idoneidad por el desarrollo de impulsos que logren una mayor disposicin, lo que sin duda redundara en una mayor
fatiga.
Los impulsos entonces podrn estar generados por:
aspiracin a la ganancia,
aspiracin al reconocimiento,
inters por la tarea laboral,
solidaridad,
etc.
La idoneidad, disposicin e impulsos, debern tenerse en cuenta en el diseo del puesto de trabajo ya que de ello
depender la efectividad ofrecida.
Por supuesto todos los aspectos referidos a la idoneidad profesional deben ser tratados por los organismos de relaciones
con el personal y ser funcin de los especialistas, describir con precisin los requerimientos del puesto, para que se
efecte una adecuada evaluacin de la tarea y la pertinente asignacin del Recurso Humano.
El aspecto ms tcnico est referido a la disposicin y el tema central del estudio del trabajo es la fatiga del trabajador,
tema que por su importancia le dedicarnos un apartado.
5.2 FATIGA.
Pgina 8 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
La fatiga, es el estado de lasitud (desfallecimiento, cansancio, prdida de fuerza), que experimenta el organismo humano
al realizar una actividad ya sea fsica o intelectual.
Existe la fatiga biolgica que se presenta con independencia de la actividad que se realiza. Entonces la fatiga, puede
clasificarse como:
Fatiga biolgica
Fatiga laboral
Fatiga de los impulsos
Tal como dijimos, la fatiga biolgica se experimenta ante la ausencia de actividad, algunos autores la denominan fatiga
esttica, ya que el hecho de permanecer inactivo durante un corto tiempo implica una forma de actividad, por ejemplo: La
tarea de Portero.
La fatiga laboral es la producida por la realizacin de la tarea laboral y deber mantenerse dentro de lmites aceptables
para que sea posible la recuperacin del organismo.
La fatiga se traduce fisiolgicamente en una produccin de toxinas que segrega el organismo como consecuencia de la
actividad, esa toxicidad se elimina mediante el descanso y la alimentacin adecuada. Un sobreesfuerzo puede producir
una suerte de sobre intoxicacin que en muchos casos puede ser letal.
La fatiga de los impulsos, conduce a un debilitamiento de inters, al surgimiento del hasto o del aburrimiento, tendencia
al mal humor, etc. El hombre como objeto fundamental del estudio del trabajo debe ser permanentemente analizado, por
ello para continuar con su estudio nos ocuparemos de las relaciones que se establecen entre el RH y la TE en una UET.
5.3 PROBLEMTICA DEL RECURSO HUMANO EN LA UET.
De lo estudiado hasta el presente surge que el RH es un elemento insustituible en la UET.
Consideraremos ahora a la UET, corra un circuito de regulacin en el que se intercambian seales e informacin entre el
RH y la TE.
En el Grafico. de la figura se observa que el RH con sus rganos sensoriales (en especial la vista y el odo) sigue el
proceso de trabajo mediante el mecanismo de percepcin, compara lo percibido con los valores previstos o de
experiencia, que posee almacenados en su memoria y como consecuencia de este proceso, decide sobre las acciones
a tomar, consulta en su memoria y si la decisin es la correcta, acciona. Esta accin es resguardada en la memoria
y constituye un nuevo caso, y as sucesivamente.
De esta manera alcanza los objetivos previstos y puede compensar todas las perturbaciones externas que recibe. Este
esquema es de aplicacin general a cualquier actividad humana.
En el trabajo corporal o fsico, tal como se ha visto, este debe ser realizado con aporte o intercambio de energa e
informacin. Ejemplo: En el rectificado de un eje, que debe ser realizado segn las especificaciones establecidas, el
Operador realiza una actividad fsica al accionar los comandos, y una actividad intelectual al interpretar las
especificaciones y accionar conforme a ellas.
En el trabajo intelectual solo se maneja informacin, es decir, la recepcin o su elaboracin y/o enlace de datos. Ejemplo:
Formular un programa de entregas, tambin se verifica la existencia de este mecanismo, es por ello que en general
podemos decir que todo trabajo consiste en transportar o elaborar objetos produciendo una transformacin energtica
acompaada por una elaboracin informativa.
En los trabajos manuales la energa que entrega el trabajador es en gran medida energa mecnica, la evolucin
tecnolgica se dirige inexorablemente hacia el camino en el cual el hombre entregar cada vez menos energa mecnica
para gobernar a travs del intelecto la energa externa, este proceso se denomina de mecanizacin.
Pgina 9 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
En general la mecanizacin va unida a una automatizacin parcial, la automatizacin se alcanza cuando la energa
mecnica y la informacin asociada, para la conduccin de un proceso productivo, se manejan automticamente y el RH
se ocupa de controlar el proceso.
Nadie duda que los trabajos manuales han de existir en el futuro ya que resulta prcticamente imposible la
automatizacin total adems de los costos que ello implica, y de los efectos sociales como la desocupacin. Se trata
entonces de estudiar al mximo las condiciones mediante las cuales se realiza el esfuerzo humano con el objeto de
disminuir su incidencia en el organismo humano.
A tales fines estudiaremos a continuacin todo lo relacionado con la incidencia de la forma y dimensin de los objetos
fsicos que debe utilizar el hombre, en relacin a su propia conformacin fsica.
5.4 ANTROPOMETRA.
La ciencia que estudia estos fenmenos se denomina antropometra y en ella se estudia la compatibilizacin de la
dimensin humana con la dimensin de los Objetos Elementos Tecnolgicos que el hombre utiliza o manipula.
Toda la temtica que cubre la antropometra tiene importancia fundamental en el diseo del puesto de trabajo y en todos
aquellos elementos productivos o no, que el hombre deba manipular u operar con cualquier parte del cuerpo.
Deber tenerse en cuenta la postura del hombre en el sistema de transformacin, as como la solicitacin a que est
sometido, durante la realizacin de la tarea laboral.
Haciendo un resumen de las consideraciones ergonmicas de la conformacin del puesto de trabajo, recordemos aquellas
referidas al esfuerzo humano, podemos decir que tambin estarn influenciadas por el diseo antropomtrico ya que un
diseo inadecuado de un objeto, podr generar, al ser operado por el Recurso Humano, una necesidad de sobrecarga, lo
que terminar sin duda en fatiga.
Pgina 10 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
La conformacin antropomtrica, entonces abarca no solo a las dimensiones del puesto, sino tambin a los objetos que
son utilizados en la realizacin de cualquier actividad humana y sobre este aspecto podemos recurrir a la bibliografa
especializada en caso de tener necesidad de un estudio especfico.
5.5 ASPECTOS FISIOLGICOS.
El objetivo que se persigue con todos estos estudios, es el de disear el puesto de trabajo de forma tal de lograr que la
mayor efectividad, se logre sometiendo al hombre a una carga y solicitaciones escasas.
Todo ello es posible mediante la accin eficaz del sistema muscular y mediante la reduccin de la solicitacin, evitando
trabajo muscular esttico, eligiendo la direccin adecuada de la fuerza, mediante rotacin en el trabajo, otorgando
intermitencia en trabajos extremos, etc. Todo lo cual traducido lleva implcito el concepto de la capacitacin para que el
Recurso Humano aprenda a ser eficiente con el mnimo esfuerzo fsico.
Las influencias fsicas del medio ambiente tales como clima, iluminacin, ruido, vibraciones, contaminacin ambiental,
etc., son otro de los aspectos a tener en cuenta en la conformacin fisiolgica.
5.6 ASPECTOS PSICOLGICOS.
El objetivo de este aspecto en el diseo y conformacin del puesto de trabajo, es el de crear un ambiente agradable
que estimule al Recurso Humano en los trabajos montonos, le proporcione variedad y mejore en general su
estado de nimo, son claros ejemplos de este aspecto los colores de los elementos que conforman el puesto y los
correspondientes al ambiente de trabajo.
La posibilidad de luz solar y las plantas son aspectos destacables, as como tambin la msica funcional y
fundamentalmente los aspectos de la supervisin y la cooperacin y el involucamiento y la participacin generada desde
los niveles superiores, en el capitulo correspondiente a Calidad, analizaremos estos aspectos en los ambientes con
Programas de Calidad Total.
5.7 ASPECTOS SENSORIALES.
Ya hemos estudiado que cualquier decisin debe ser precedida por una percepcin que consiste en captar informacin del
medio, ello se efectivizar a travs del sistema sensorial es decir con la vista, el odo y el tacto .
Todo lo relacionado con el aspecto depende de la correcta distancia visual, iluminacin adecuada, diseo adecuado en
indicadores visuales con escalas, cifras, letras, etc.
En el aspecto auditivo, por ejemplo las seales sonoras de advertencia, debern encuadrarse dentro de las magnitudes
sonoras permitidas.
La percepcin de informacin o transmisin de informacin al tacto, puede mejorarse por ejemplo con un adecuado
diseo de botonera, teclado, etc.
Otro de los aspectos de la conformacin del puesto que se tiene en cuenta, est referido al estudio de los movimientos
que realiza el hombre al llevar a cabo una actividad, el estudio de los movimientos, tiene en cuenta la simplificacin,
concentracin, posibilidades de mecanizacin parcial o total y en general de la tecnologa aplicada. Ya volveremos sobre
el tema en varios captulos.
Hemos llegado a estudiar en detalle la mayora de los aspectos que inciden en el funcionamiento de una UET Unidad
Elemental de Transformacin, y recordemos que habamos dicho que no exista una unidad de transformacin menor,
era la mnima, la ms pequea.
Con ella podamos representar perfectamente a un puesto de trabajo, pero lo que an no hemos estudiado es que sucede
por ejemplo en una Planta Industrial donde imaginamos una gran cantidad de UET, combinadas de mltiples formas.
A continuacin en el punto siguiente comenzaremos el anlisis de todas las formas posibles bajo las cuales, pueden
combinarse las UET.
Pgina 11 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
6 - ESTUDIO DE LAS VINCULACIONES DE LAS UET.
A partir del conocimiento de toda la problemtica interna de las UET y sus variables de contexto, debemos comenzar a
estudiar las formas de vinculacin de las UET, ya que las Plantas Industriales, no son otra cosa, que la vinculacin, bajo
distintas formas, de las UET. Existen slo dos formas puras de vinculacin entre UET, que son:
Vinculacin Fsica
Vinculacin Lgica
y una tercera que es la combinacin de ambas.
Cada una de ellas tiene sus particularidades y las estudiaremos oportunamente, a continuacin, utilizando el siguiente
diagrama, veremos algunas condiciones que se relacionan con la temporalidad de la vinculacin, esto es:
Consideramos como lo muestra el diagrama las UTE 1 y UTE 2
Definimos como Tv al tiempo de vinculacin de los sistemas 1 y 2 y tendremos que:
Tv 12 = Te2 Ts1
Se verifica que el Tv12 => 0 , slo en aquellos casos en que se establece una vinculacin fsica entre los sistemas 1 y 2.
En el resto de los casos el Tiempo de Vinculacin entre dos o ms sistemas ser siempre > 0.
6.1 VINCULACIONES FSICAS DE LAS UET.
Decimos que dos o ms UET se encuentran vinculadas fsicamente cuando entre ellas no existen grados de libertad para
efectivizar su vinculacin.
Desde el punto de vista de la Ingeniera de Manufactura esto significa, que al disear un mecanismo generalmente
mecnico de vinculacin, no tenemos ninguna posibilidad de modificar el proceso de vinculacin, tal el caso de las UTE
de la figura:
Pgina 12 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Si analizamos el diagrama de la figura, observamos que consta de tres UET es decir tres equipos que cumplen distintas
funciones de elaboracin. Este es un caso tpico de vinculacin fsica donde las vinculaciones que se indican estn
prefijadas, generalmente constituidas por conductos de distinta naturaleza o por mecanismos especiales que responden a
un diseo de proceso que puede funcionar de esa nica forma y donde no es posible modificar absolutamente nada, sin
que cambie el objeto de la vinculacin.
Como conclusin, nos queda la idea de que en este tipo de vinculacin, los procesos y los mtodos quedan establecidos al
momento en que se disea una distribucin dada, para la produccin nica y exclusiva de los subproductos o productos
para el cual fue diseada.
Cuando nos refiramos especficamente a los distintos tipos de plantas industriales, analizamos las ventajas y desventajas
de este tipo de vinculacin.
6.2 VINCULACINES LGICAS DE LAS UET.
Decimos que dos o ms UET se encuentran vinculadas lgicamente cuando entre ellas no existe elemento mecnico,
tubera, conducto, o mecanismo que las una, es decir que poseen todos los grados de libertad posibles para establecer su
vinculacin.
Desde el punto de vista de la Ingeniera de Manufactura esto significa, que puedo utilizarlas para llevar a cabo los
procesos que su tecnologa permita y que los mtodos de vinculacin slo estn limitados por la imaginacin creativa del
metodista.
Pgina 13 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Con las Materias Prima MP 01 que ingresa a la UTE 01, obtengo luego de la transformacin el SE 01, este Semi-
elaborado lo puedo comercializar, almacenar o como se muestra el diagrama lo ingreso a la UTE 2 para luego de la
transformacin obtener el SE02 , con un procedimiento similar, ingreso el SE02 a la UTE3 para obtener el Producto P1.
Ahora bien, con la misma disposicin, y la misma secuencia del Proceso anterior, simplemente utilizando una Materia
Prima distinta, MP11, que ingresa a la UTE 1, obtengo el semi-elaborado SE11, que lo puedo utilizar para distintos fines
o como se indica en el diagrama incorporarlo a la UTE2, junto con una nueva Materia Prima MP34, cuyo resultado luego
del proceso, es el SE12, que puede ingresar ala UTE3 para obtener el Producto 2 o seguir cualquier otro destino que se
programe.
Y as, se podran seguir estableciendo mltiples vinculaciones lgicas entre las unidades y obteniendo toda la gama de
productos, derivadas de las mltiples combinaciones posibles.
Como podr apreciarse esta forma de vinculacin brinda una gran flexibilidad productiva, las ventajas y desventajas de
este tipo de vinculacin se analizarn en el punto correspondiente.
Pgina 14 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
7 - CONCEPTOS DE PROCESOS, MTODOS Y TIEMPOS:
La necesidad de producir la cantidad y calidad de productos que satisfagan a los clientes, implica que se cumplan todos
los requisitos del mercado, y adems internamente en la estructura industrial, se optimicen todas las variables que
intervienen en las diferentes fases del desarrollo del producto. Esto implica un desafo para el Sistema Empresario
Industrial que no puede ser eludido.
El diseo de un producto puede encararse para satisfacer una necesidad detectada en el mercado o en una idea de la
misma empresa, que estima mediante estudios, que un producto dado puede ser comercializado con xito. En ambos
casos las actividades de investigacin de mercado o mercadotecnia, permiten definir con precisin las caractersticas que
deber cumplir un producto para satisfacer las necesidades mencionadas.
Como ejemplo posible podemos decir que producto es todo lo que el usuario recibe cuando efecta una compra o
adquisicin, el cual puede estar conformado por :
El producto fsico.
El envase.
La imagen de la marca.
La garanta.
El servicio tcnico de posventa.
Otros aspectos.
El proceso creativo que da origen a un producto, implica en la empresa la realizacin de una serie de actividades, que se
llevan a cabo fundamentalmente en un rea de Ingeniera de Producto denominada: Investigacin y Desarrollo ( IyD ), y
su funcin es interpretar la realidad externa a travs de la informacin y los datos aportados por el rea de Investigacin
de Mercado o Mercadotecnia.
Para estos actos creativos los proyectistas no disponen de tcnicas ni mtodos convencionales, y solo se apoyan en su
intuicin, su experiencia y los conocimientos de los distintos productos ya creados por ellos.
Observando a nuestro alrededor, podemos comprobar la gran cantidad de productos que ya han sido creados, en el mundo
y hasta la fecha por el hombre. Como ejemplo ilustrativo, y en forma genrica podemos observar algunos en los listados
del Registro Industrial de la nacin.
Decimos entonces que un producto ha sido creado cuando completamos todos los pasos del diseo, es decir desde el
estado imaginativo o intangible, hasta un estado expresado grficamente o diseo preliminar que si ser tangible. Un
diseo adecuado disminuye los costos de fabricacin, aumentando las ventajas para su comercializacin. Las
caractersticas estticas aplicadas al diseo exterior de ciertos productos como los automviles, son importantes ventajas
para facilitar su comercializacin.
La reduccin de costos se logra eliminando prdidas innecesarias de materiales, mano de obra, gastos generales, etc., y
realizando adems diseos ingeniosos de unificacin que permitan emplear por ejemplo una misma pieza en distintos
usos.
Pgina 15 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
8 - FORMAS BSICAS DE LA DISTRIBUCIN DE LAS REAS DE PRODUCCIN
Las reas segn las cuales se ordenan los departamentos estn definidas por el patrn general del flujo de trabajo; existen
tres tipos bsicos: la distribucin por proceso, la distribucin por producto y la distribucin de posicin fija, y un tipo
hbrido (la tecnologa de grupo o distribucin celular).
Una distribucin por proceso es un formato segn el cual los equipos o funciones similares se agrupan todos en un rea.
De acuerdo con la secuencia establecida de las operaciones, un componente pasa de un rea a otra, en donde estn
ubicadas las mquinas para cada operacin.
Este tipo de distribucin es tpica en los hospitales en donde se dedican reas para determinados tipos de cuidados
mdicos, como es el caso de las salas de maternidad y las de cuidados intensivos.
Una distribucin por producto es un formato en el cual los procesos de trabajo se arreglan de acuerdo con los pasos
progresivos mediante los cuales se hace el producto. El camino para cada parte es una lnea recta.
Las lneas de produccin para los zapatos, las plantas qumicas y las empresas de lavado de autos son todas
distribuciones por producto.
Una tecnologa de grupo o distribucin celular agrupa mquinas dismiles en centros de trabajo (o clulas) para trabajar
en productos que tengan formas y requisitos de procesamiento similares.
Una distribucin de tecnologa de grupo es similar a la distribucin por proceso en que las clulas estn diseadas para
ejecutar una serie especfica de procesos, y es similar a la distribucin por producto en que las clulas estn dedicadas a
una gama limitada de productos.
En una distribucin de posicin fija, el producto, por volumen o peso, permanece en un sitio. El equipo de fabricacin
se mueve hacia el producto. Los astilleros y la construccin son ejemplos de este formato.
Muchas instalaciones de fbricas presentan una combinacin de dos tipos de distribucin. Por ejemplo, un piso puede ser
distribuido por proceso mientras que otro piso puede ser distribuido por producto.
Tambin es comn encontrar toda una planta ordenada de acuerdo con la distribucin por producto (fabricacin,
submontaje y montaje final) con distribucin por proceso dentro de la fabricacin y con distribucin por producto dentro
del departamento de montaje.
De la misma manera, una distribucin de tecnologa de grupo se encuentra con frecuencia dentro de un departamento
ubicado de acuerdo con una distribucin de toda la planta orientada hacia el producto.
8.1 - DISTRIBUCIN POR PROCESO
El enfoque ms comn para desarrollar una distribucin por proceso es el de arreglar los departamentos que tengan
procesos semejantes de manera tal que optimicen su ubicacin relativa.
Por ejemplo, los departamentos de una fbrica de juguetes de bajo volumen pueden ser los siguientes: el
departamento de expedicin y de recepcin, el departamento de moldeo plstico y de estampado, el departamento
de patrones de metal, el departamento de costura y el de pintura.
Las piezas de los juguetes son fabricadas en sus departamentos y luego enviadas a los de montaje donde se realiza el
montaje final. En muchas instalaciones, la distribucin ptima es colocar los departamentos de gran trfico nter
departamental, de manera adyacente.
Supongamos que se desea ordenar los ocho departamentos de una fbrica de juguetes para minimizar el costo del manejo
de materiales nter departamentales.
Pgina 16 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Inicialmente, todos los departamentos tienen la misma cantidad de espacio (12m por 12m) y el edificio tiene 24m de
ancho y 48m de largo, ver Fig.2.
El primer paso es conocer el flujo nter departamental y la manera en que los materiales son transportados. Si la
compaa tiene otra fbrica que elabora productos similares, la informacin de los patrones de flujo puede obtenerse de
dichos registros. Pero si es una nueva lnea de productos, la informacin tendra que obtenerse de los diagramas de
recorridos suministrados por ingeniera de procesos o los metodistas.
Una vez obtenida la informacin, se sabe que todo el material es transportado en un contenedor estndar movido por un
auto elevador, y los costos de transporte son de 1$ para mover una carga entre dos departamentos adyacentes y 2$ entre
departamentos no adyacentes.
Actividad Dto.
Flujo entre Departamentos (N de movimientos).
1 2 3 4 5 6 7 8
Recepcin y Expedicin 1 175 50 0 30 200 20 25
Moldeo y Estampado 2 0 100 75 90 80 90
Troquelado 3 17 88 125 99 180
Costura 4 20 5 0 25
Montaje de pequeos juguetes 5 0 180 187
Montaje de grandes juguetes 6 374 103
Pintura 7 7
Montaje de mecanismos 8
Fig.1
Las cargas previstas entre los departamentos para el primer ao estn tabuladas en la Fig.1; el espacio disponible de una
planta est representado en la Fig.2. Los movimientos diagonales estn permitidos, de manera que los departamentos 2 y
3, y 3 y 6 se consideran adyacentes.
1 3 5 7
2 4 6 8
Fig.2
Una vez dada esta informacin el primer paso es ilustrar el flujo nter departamental mediante un modelo como el de la
Fig.3, ya que nos suministra el patrn de distribucin bsico que se trata de mejorar.
Fig.3
El segundo paso es determinar el costo de esta distribucin multiplicando el costo del manejo del material por el nmero
de cargas movidas entre cada par de departamentos.
La Fig.4 presenta esta informacin, que se obtiene de la siguiente manera: El costo anual del manejo del material entre
los departamentos 1 y 2 es de $175 ($1x175 movimientos), de $60 entre los departamentos 1 y 5 ($2x30 movimientos),
de $60 entre los departamentos 1 y 7 ($3x20 movimientos), $240 entre los departamentos diagonales 2 y 7 ($3x80) y as
sucesivamente. Las "distancias" se han tomado de la Fig.2 3.
1 2 3 4 5 6 7 8
1 175 50 0 60 400 60 75
2 0 100 150 180 240 270
3 17 88 125 198 360
Pgina 17 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
4 20 5 0 50
5 0 180 187
6 374 103
7 7
8
Fig.4 (costo total: $3.474)
El tercer paso es buscar los cambios departamentales que reduzcan los costos. Con base en la grfica y en la matriz de
costos, parece aconsejable colocar los departamentos 1 y 6 ms cerca uno del otro para reducir sus altos costos de
movimiento-distancia. Sin embargo, esto requiere el cambio de algunos otros departamentos, lo cual afecta sus costos de
movimiento-distancia y el costo total de la segunda solucin.
1 3 5 7
2 6 4 8
Fig.5
La Fig.5 muestra la disposicin revisada resultante de la reubicacin del departamento 6 y de un departamento adyacente.
(El departamento 4 fue seleccionado arbitrariamente para este efecto).
1 2 3 4 5 6 7 8
1 175 50 0 60 200 60 75
2 0 200 150 90 240 270
3 17 88 125 198 360
4 20 5 0 25
5 0 180 187
6 748 206
7 7
8
Fig.6 (Costo total: 3.736)
La matriz de costos revisada para el cambio, con los cambios en los costos, se da en la Fig.6. Observe que el costo total
es de $262 ms que en la solucin inicial. Claramente, el hecho de duplicar la distancia entre los departamentos 6 y 7
explica la mayor parte del incremento en el costo. Esto indica el hecho de que, incluso en el caso de un problema
pequeo, no es siempre fcil decidir cul es el "movimiento correcto " en base a una inspeccin casual.
Hasta aqu se ha mostrado solamente un cambio entre un gran nmero de cambios posibles; de hecho, para un problema
de ocho departamentos, hay 8! (o 40.320) posibles combinaciones.
En consecuencia, el procedimiento empleado tendra slo una remota posibilidad de lograr una combinacin ptima en
un nmero "razonable" de ensayos.
Se supondr que se ha llegado a una buena solucin nicamente en base al costo de manejo del material, como la descrita
en la Fig.7 (cuyo costo total es de $3.244).
5 8 1 6
3 2 4 7
Fig.7
Es de notar, que el departamento de recepcin y expedicin est cerca del centro de la fbrica, una idea que
probablemente no sera aceptable. El departamento de costura se encuentra situado a continuacin del departamento de
Pgina 18 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
pintura, con el riesgo de que partculas de hilachas, hilos y telas puedan desplazarse con las corrientes de aire y caer sobre
los artculos pintados.
Adems, los departamentos de montaje de juguetes pequeos y de montaje de juguetes grandes se encuentran ubicados
en los extremos opuestos de la planta, lo cual incrementa el tiempo de montaje para los ensambladores y los supervisores.
8.1.1 - Tcnica de distribucin computarizada - CRAFT
Desde la dcada del setenta se ha desarrollado una serie de programas de distribucin computarizados para ayudar a
proyectar buenas distribuciones por proceso. De todos ellos, el de mayor aplicacin es la Tcnica Computarizada
relacionada con la distribucin de las instalaciones o Computerized Relative Allocation of Facilities Technique
(CRAFT).
El mtodo CRAFT sigue la misma idea bsica desarrollada en la distribucin de la fbrica de juguetes, pero con algunas
diferencias operacionales significativas. En el ejemplo de la fbrica de juguetes, se requiere una matriz de carga y una
matriz de distancia, como componentes iniciales, adems se requiere un costo por unidad de distancia recorrida.
Con estos componentes y una distribucin inicial en el programa, el CRAFT trata de mejorar la colocacin relativa de los
departamentos conforme a la medicin hecha por el costo total del manejo del material para la distribucin. El costo del
manejo del material entre los departamentos es:
C = N . L .Co
N : nmero de cargas.
L : distancia rectilnea entre los centros de los departamentos.
Co : costo por unidad de longitud.
Adems realiza mejoras cambiando pares de departamentos de una manera iterativa hasta que no sean posibles ms
reducciones en el costo. O sea que el programa calcula el efecto sobre el costo total de cambiar los departamentos; si esto
produce una reduccin, se efecta el cambio, lo cual constituye una iteracin.
Como se vio en el mtodo manual, los departamentos son parte de una red de flujo de material, de manera que incluso un
simple cambio en un par de departamentos, afectar los patrones de flujo de otros departamentos.
Las caractersticas para distinguir el CRAFT y los temas relacionados con ste son las siguientes:
1. Es un programa heurstico; utiliza un mtodo sencillo emprico para hacer las evaluaciones: "Compare dos
departamentos a la vez y cmbielos si con ello se reduce el costo total de la disposicin". Este tipo de norma es
obviamente necesaria para analizar incluso una disposicin de tamao modesto.
2. No garantiza una solucin ptima.
3. El CRAFT est "predispuesto" por sus condiciones de inicio: el punto de comienzo determinar la disposicin final.
4. Una buena estrategia para utilizar el CRAFT es generar una variedad de disposiciones iniciales para exponer el
programa a diferentes cambios de pares de departamentos.
5. Puede manejar hasta 40 departamentos y rara vez excede diez iteraciones para llegar a la solucin.
6. Los departamentos del CRAFT constan de combinaciones de mdulos cuadrados (que representan tpicamente reas
de piso de 3m por 3m). Esto permite mltiples configuraciones de los departamentos pero, con frecuencia, dan
como resultado formas extraas para los mismos, que tienen que ser modificadas manualmente para obtener una
disposicin realista.
7. Una versin modificada llamada el SPACECRAFT ha sido desarrollada para manejar los problemas de distribucin
de pisos mltiples.
8. El CRAFT supone la existencia de equipos para el manejo del material para rutas variables, tales como los
montacargas. En consecuencia, cuando se emplea equipo para rutas fijas, la aplicabilidad del CRAFT se reduce
considerablemente.
Pgina 19 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
8.2 - DISTRIBUCIN POR PRODUCTO
La diferencia bsica entre la distribucin por producto y la distribucin por proceso es el patrn del flujo de trabajo. Tal
como se vio en la distribucin por proceso, el patrn puede ser altamente variable porque el material para cualquier
trabajo determinado puede tener que ser dirigido al mismo departamento de procesamiento varias veces durante su ciclo
de produccin.
En la distribucin por producto, los equipos o los departamentos estn dedicados a una lnea de productos determinada, la
duplicacin del equipo se utiliza para evitar la vuelta atrs, y se puede lograr un flujo en lnea recta del movimiento del
material.
El hecho de adoptar una distribucin por producto tiene sentido cuando el tamao de la tanda de un determinado
producto o parte es grande con relacin al nmero de los diferentes productos o partes producidos.
8.2.1 - Lneas de montaje
Las lneas de montaje son un caso especial en la distribucin por producto. En un sentido general, el trmino lnea de
montaje se refiere al montaje progresivo enlazado por algn dispositivo de manejo del material. Se supone que alguna
forma de transporte est presente y que el tiempo de procesamiento admisible es equivalente para todas las estaciones de
trabajo.
Dentro de esta amplia definicin, existen importantes diferencias entre los tipos de lneas. Algunas de ellas son los
dispositivos de manejo del material (cintas o correas transportadoras, correas sin fin, gras areas); la configuracin de
las lneas (forma en U, rectas, ramificadas), el paso (mecnico, humano), la mezcla de productos (un producto o mltiples
productos), las caractersticas de las estaciones de trabajo (los trabajadores se pueden sentar, estn de pie, caminan con la
lnea o se montan en la lnea), y la longitud de la lnea (pocos o muchos trabajadores).
La gama de productos parcial o totalmente ensamblados sobre las lneas incluyen juguetes, herramientas, autos, aviones,
revlveres, utensilios de jardinera, ropa y una amplia variedad de artculos electrnicos.
De hecho se podra decir que prcticamente cualquier producto multicomponentes que se produzca en grandes
volmenes, utiliza las lneas de montaje. Las lneas constituyen una importante tecnologa, y para comprender realmente
sus requisitos gerenciales, es necesario estar familiarizados con la manera en que se equilibra una lnea.
8.2.2 - Balanceo o equilibrio de la lnea de montaje
Aunque se trata de un tema de programacin, el balanceo de las lneas de montaje tiene, con frecuencia, aplicaciones en
la distribucin.
La lnea de montaje ms comn es la de un transportador mvil que pasa por una serie de estaciones de trabajo en un
intervalo de tiempo uniforme llamado tiempo del ciclo (que es tambin el tiempo que transcurre entre las unidades
sucesivas que llegan bien al final de la lnea).
En cada estacin se ejecuta un trabajo sobre un producto, ya sea aadindole partes o terminando las operaciones de
montaje. El trabajo ejecutado en cada estacin est conformado por muchos "pedacitos" de trabajo, llamados tareas,
elementos y unidades de trabajo.
Estas tareas estn descritas en un anlisis de tiempo-movimiento. Por lo general, existen agrupaciones que no se pueden
subdividir en la lnea de montaje sin que se pague una sancin en movimientos adicionales.
El total de trabajo que debe ejecutarse en una estacin es igual a la suma de las tareas asignadas a esa estacin de trabajo.
El problema del balanceo de la lnea de montaje es la asignacin de todas las tareas a una serie de estaciones de trabajo,
de manera tal que ninguna de ellas tenga ms trabajo del que puede hacer en el tiempo del ciclo y que se minimice el
tiempo de inactividad en todas las estaciones.
Pgina 20 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
El problema se complica por las relaciones entre las tareas impuestas por el diseo de producto y por las tecnologas del
proceso. Esto se llama relacin de precedencia, la cual especifica el orden en que se deben ejecutar las tareas en el
proceso de montaje.
Pasos del balanceo en la lnea de montaje. Los pasos que deben darse para lograr el balanceo de una lnea de montaje
son los siguientes:
1. Especificar las relaciones secuenciales entre las tareas utilizando un diagrama de precedencia. El diagrama
consta de crculos y flechas. Los crculos representan las tareas individuales; las flechas indican el orden de
ejecucin de las mismas.
2. Determinar el tiempo requerido del ciclo (C), utilizando la frmula:
C = To / Po
To: Tiempo de produccin por da.
Po: Produccin diaria requerida (en unidades).
3. Determinar el nmero terico mnimo de estaciones de trabajo (Nt) requeridas para satisfacer limitacin
del tiempo del ciclo utilizando la frmula (note que ste debe redondearse al siguiente nmero entero
superior, Na).
Nt = T / C
Nt: Nmero terico mnimo de estaciones de trabajo.
Na: Nmero real de estaciones de trabajo.
T: Suma de los tiempos de todas las tareas realizadas en la lnea (tiempo total de montaje).
C: Tiempo del ciclo.
4. Seleccionar una regla segn la cual se deben asignar las tareas a las estaciones de trabajo, y una norma para
romper los nexos.
5. Asignar las tareas, una a la vez, a la primera estacin de trabajo hasta que la suma de los tiempos de las tareas
sea igual al tiempo del ciclo o hasta que no sean factibles ms tareas debido a restricciones de tiempo o de la
secuencia. Repetir el proceso para la estacin de trabajo 2, para la 3 y as sucesivamente, hasta que todas las
tareas sean asignadas.
6. Evaluar la eficiencia del equilibrio derivado utilizando la frmula:
E = T / Na . C
E = Eficiencia.
T = Suma de los tiempos de las tareas .
Na = Nmero real de estaciones de trabajo.
C = Tiempo del ciclo.
7. Si la eficiencia no es satisfactoria, se deber volver a balancear la lnea utilizando una norma de decisin
diferente.
Ejemplo 1: Balanceo de la lnea de montaje. El vehculo modelo J debe ensamblarse sobre una cinta transportadora.
Se requieren quinientos vehculo diarios. El tiempo de produccin por da es de 420 minutos, y los pasos y tiempos de
montaje para el vehculo se indican en la Fig.8.
Se deber encontrar el balanceo que minimice el nmero de estaciones de trabajo, sujeto al tiempo del ciclo y a las
restricciones de precedencia.
Solucin:
1 . Dibujar un diagrama de precedencia. La Fig.8 ilustra las relaciones secuenciales identificadas en la Fig.9, (la
longitud de las flechas no tiene ningn significado).
Pgina 21 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Fig.8
Tarea
Tiempo de la
tarea
(en segundos)
Descripcin
Tareas que
deben
preceder
A 45 Colocar el apoyo del eje trasero y sujetar manualmente cuatro tomillos a las tuerces. -
B 11 Insertar el eje trasero. A
C 9 Apretar los tomillos de apoyo del eje trasero en las tuerces. B
D 50 Colocar el montaje del eje delantero y sujetar manualmente con cuatro tomillos en las tuerces. -
E 15 Apretar los tomillos de montaje del eje delantero. D
F 12 Colocar la rueda trasera No. 1 y sujetar el eje. C
G 12 Colocar la rueda trasera No.2 y sujetar el eje. C
H 12 Colocar la rueda delantera No. 1 y sujetar el eje. E
I 12 Colocar la rueda delantera No.2 y sujetar el eje. E
J 8
Colocar el asta de agarre del vehculo sobre el montaje del eje delantero y sujetar manualmente
perno y tuerca.
F, G,
H, I
K 9 Apretar perno y tuerca.
Total 195
Fig.9
2. Determinacin del tiempo del ciclo ( en segundos ya que los tiempos para las tareas estn en segundos ):
C = To / Po = 420 . 60 / 500 = 25.200 / 500 = 50,4 seg.
Donde:
To: Tiempo de produccin por da.
Po: Produccin diaria de vehculos.
3. Nmero terico mnimo de estaciones de trabajo requeridas (el nmero real puede ser mayor):
Nt = T / C = 195 seg. / 50,4 seg. = 3,87
Na: 4 (aproximadamente)
4. Seleccionar las reglas de asignacin. La investigacin ha demostrado que algunas normas son mejores que otras
para ciertas estructuras problemticas. En general, la estrategia es utilizar una regla que asigne las tareas y que
tenga muchos ayudantes o que sea de larga duracin puesto que stas limitan el balanceo que se puede lograr. En
este caso se utiliza como regla primaria:
a. Asignar las tareas en un orden descendente, desde el mayor nmero de tareas que siguen.
Tarea
Nmero de tareas
que siguen
A 6
B, D 5
C, E 4
F, G, H, I 2
J 1
K 0
Pgina 22 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
La regla secundaria, que se invoca cuando existen nexos con la regla primaria es:
b. Asignar las tareas en orden desde el tiempo ms largo de la tarea (indicado en la Fig.10).
5. Realizar las asignaciones de tareas para formar la estacin de trabajo 1, la estacin de trabajo 2, y as sucesivamente
hasta que todas las tareas hayan sido asignadas. La asignacin real est indicada en la Fig.10A y se muestra
grficamente en la Fig.10B.
6. Hacer el clculo de la eficiencia. ste se muestra en la Fig.10C.
7. Evaluar la solucin. Una eficiencia de 77% indica un desequilibrio o tiempo de inactividad de 23% (1,0 0,77) a
travs de toda la lnea. En la Fig.10A se puede ver que hay un total de 57 seg. de inactividad y que el trabajo de
"escogencia" se encuentra en la estacin de trabajo 5.
Existe la posibilidad de un mejor equilibrio? En este caso, s. Trate de equilibrar la lnea con la regla b y rompa los
nexos con la regla a (esto le dar un equilibrio factible de cuatro estaciones).
Estacin Tarea
Tiempo
de la tarea
(en segundos)
Tiempo
restante
no asignado
(en segundos)
Tareas
restantes
factibles
Tarea
con ms
ayudantes
Tarea
con el tiempo
de operacin
ms largo
1 A 45 5,4 inactivo Ninguna
2 D 50 0,4 inactivo Ninguna
3
B 11 39,4 C, E C, E E
E 15 24,4 C, H, I C
C 9 15,4 F, G, H, I F, G, H, I F, G, H, I
F* 12 3,4 inactivo Ninguna
4
G 12 48,4 H, I H,I H,I
H* 12 26,4 I
I 12 14,4 J
J 8 6,4 inactivo Ninguna
5 K 9 41,4 inactivo Ninguna
Fig.10
*Denota una tarea seleccionada de manera arbitraria cuando existe un nexo entre los tiempos de operacin ms largos.
Fig.10B
Eficiencia = T / Na . C = 195 = 0,77 77%
(5) (50,4)
Fig.10C
Pgina 23 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
8.2.3 - Divisin de tareas
Con frecuencia, el tiempo requerido para la tarea ms larga forma el tiempo del ciclo ms corto para la lnea de
produccin. Este tiempo para la tarea es el lmite de tiempo ms bajo a menos que sea posible dividir la tarea en dos o
ms estaciones de trabajo.
Consideremos el siguiente ejemplo: Supongamos que una lnea de montaje tiene los siguientes tiempos en segundos para
las tareas: 40, 30, 15, 25, 18, 15. La lnea funciona durante 7,5 horas por da y la demanda de produccin es de 750 por
da.
El tiempo del ciclo requerido para producir 750 por da es de 36 segundos (7,5hx60 min.x60seg./750). El problema
es que existe una tarea que se toma 40 segundos. Qu se debe hacer con esta tarea?
Existen varias formas que habilitan para acomodar la tarea de 40 segundos en un cielo de 36 segundos. Las posibilidades
son las siguientes:
1. Dividir la tarea. Se puede dividir la tarea de manera que las unidades completas sean procesadas en dos estaciones
de trabajo?
2. Compartir la tarea. Una tarea podra compartiese de manera tal que una estacin de trabajo adyacente realice parte
del trabajo? Esto difiere de la tarea dividida de la primera opcin porque la estacin adyacente acta para ayudar y
no para ejecutar algunas unidades que forman parte de la tarea completa.
3. Utilizar estaciones de trabajo paralelas. Puede ser necesario asignar la tarea a dos estaciones de trabajo que
operaran en forma paralela.
4. Utilizar a un trabajador ms capacitado. Dado que esta tarea excede el tiempo del ciclo en slo 11%, un trabajador
ms rpido puede ser capaz de ajustarse al tiempo de 36 segundos.
5. Horas suplementarias de trabajo. Produciendo a un ritmo de uno por cada 400, se produciran 675 por da, 75 menos
de los necesarios que son 750. La cantidad de tiempo extra requerido para hacer los 75 adicionales es de 50 minutos
(75 x 40 seg./60 seg.).
6. Rediseo. Puede ser posible redisear el producto para reducir levemente el tiempo de la tarea.
Otras posibilidades de reducir el tiempo de la tarea son el mejoramiento del equipo, un ayudante de roaming para apoyar
la lnea, un cambio de materiales y unos trabajadores con habilidades mltiples que manejen la lnea como un equipo y
no como trabajadores independientes.
8.2.4 - Distribucin de las lneas flexibles
Como se vio en el ejemplo anterior, los balanceos de las lneas de montaje con frecuencia dan como resultado tiempos
desiguales para las estaciones de trabajo. Las distribuciones de lneas flexibles, como las que se muestran en la Fig.11,
constituyen una manera comn de manejar este problema. En la fbrica de juguetes, por ejemplo, la lnea en forma de U
con trabajo compartido puede ayudar a resolver el desbalanceo.
8.2.5 - Balanceo de las lneas computarizadas
Las compaas comprometidas en mtodos de montaje comnmente emplean un computador para el balanceo o
equilibrio de las lneas. La mayora desarrolla sus propios programas de computacin pero los programas de paquetes
comerciales tambin se aplican ampliamente.
Pgina 24 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Uno de ellos, el de Configuracin de las Lneas de Montaje Assembly-Line Configuration (ASYBL$) de la General
Electric Company, utiliza la regla del "peso posicional clasificado" para seleccionar las tareas para las estaciones de
trabajo.
Esta regla expresa que las tareas son asignadas de acuerdo con sus pesos posicionales. La tarea que tenga el mayor peso
posicional ser asignada a la primera estacin de trabajo (sujeta a las limitaciones de tiempo, precedencia y zonificacin).
Como es tpico en este tipo de software, el usuario tiene varias opciones para resolver el problema. La Fig.12 ilustran
una porcin de la produccin programada cuando se utiliza un nivel de eficiencia como meta como una base para derivar
y comparar diferentes balanceos para una lnea de montaje de 35 tareas (el programa puede manejar hasta 450 tareas).
Note las ventajas comparativas que se logran a medida que el nmero de estaciones de trabajo cambia. En este caso, el
mayor nmero de estaciones de trabajo permite un mejor balanceo y, en consecuencia, una mayor eficiencia.
Figuras 11 :
Malo: Los operadores estn enjaulados. No hay posibilidades de intercambiar elementos de trabajo entre ellos.
(Distribucin de lneas de submontaje comn en las plantas de los Estados Unidos)
Mejor: Los operadores pueden intercambiar los elementos de trabajo. Se pueden aadir o suprimir operadores.
Aquellos que estn capacitados pueden casi auto balancearse en diferentes ritmos de produccin.
Mejor: Los operadores pueden ayudarse entre s. Se podra incrementar la produccin con un tercer operario.
Malo: Los operadores estn enjaulados. No existen posibilidades de incrementar la produccin con un tercer operario
Pgina 25 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Malo: La lnea recta dificulta el balanceo.
Mejor: Una de las mltiples ventajas de la Lnea en forma de U es el mejor acceso que tiene el operador. En este caso, los
cinco operarios fueron reducidos a cuatro
REGISTRAR NMERO DE OPCIONES? 3
REGISTRAR META DE EFICIENCIA? 0,85
TOTAL EFICIENCIA = 82%
DESVIACIN ESTNDAR = 0.0153
META DEL TIEMPO DEL CICLO = 0.347
TIEMPO DEL CICLO MNIMO = 0.343
NMERO DE ESTACIONES = 19
TOTAL EFICIENCIA = 80 oro
DESVIACIN ESTNDAR = 0.0175
META DEL TIEMPO DEL CICLO = 0.368
TIEMPO DEL CICLO MNIMO = 0.368
NMERO DE ESTACIONES = 18
TOTAL EFICIENCIA = 75%
DESVIACIN ESTNDAR = 0.0214
META DEL TIEMPO DEL CICLO = 0.417
TIEMPO DEL CICLO MNIMO = 0.415
NMERO DE ESTACIONES = 17
Fig.12
8.2.6 - Balanceo de las lneas de modelos mixtos
Este enfoque es utilizado por fabricantes JIT tales como Toyota. Su objetivo es satisfacer la demanda de una variedad de
productos y evitar la creacin de grandes inventarias. El balanceo de las lneas de modelos mixtos implica la
programacin de varios modelos que se deben producir en un slo da o semana determinados en la misma lnea de una
manera cclica.
Ejemplo 2. Balanceo de las lneas de modelos mixtos. Para ilustrar la forma como se hace, supongamos que la
compaa de juguetes tiene una lnea de fabricacin para perforar agujeros en las estructuras de los vehculos de modelo J
y de modelo K.
Supongamos tambin que se desea desarrollar un tiempo de ciclo para la lnea de fabricacin que est balanceada para la
produccin de un nmero igual de estructuras J y K. Naturalmente, se podran producir estructuras de modelo J durante
Pgina 26 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
varios das, y luego producir estructuras de modelo K hasta llegar a un nmero igual de estructuras. Sin embargo, esto
podra crear un aumento innecesario en el inventario en procesos.
Para reducir la cantidad de inventario en proceso se podra desarrollar una mezcla en el ciclo que reduce
considerablemente el aumento en los inventarias, a la vez que mantiene las restricciones de nmeros iguales de
estructuras de vehculo para los modelos J y K.
Tiempo de los procesos: 6 minutos para el modelo J y 4 minutos para el modelo K.
El da consta de 480 minutos (8 horas x 60min.)
Solucin: 6J + 4K = 480
Dado que debe producirse un nmero igual de J y de K (J = K), hay que producir 48J y 48K por da 6J y 6K por hora.
En el cuadro siguiente se muestra un balanceo de estructuras de J y de K.
Secuencia de modelos balanceados y mezclados
Se repite
ocho veces
al da
Secuencia
de modelos
JJ KKK JJ JJ KKK
Tiempo
de operacin
66 444 66 66 444
Tiempo
del mini ciclo
12 12 12 12 12
Tiempo total del ciclo 60
Esta lnea est balanceada en seis estructuras de cada tipo por hora, con un tiempo de mini ciclo de 12 minutos.
Otro equilibrio es J K K J K J, con tiempos de 6, 4, 4, 6,4, 6. Este balanceo produce 3J y 3K cada 30 minutos con un
tiempo de mini ciclo de 10 minutos (JK, KJ, KJ).
La sencillez del balanceo de modelos mixtos (bajo condiciones de un programa de produccin nivelado) se observa en la
descripcin de las operaciones de Toyota Motor Corporation hecha por Yasuhiro Monden:
Las lneas de montaje final de Toyota son lneas de productos mezclados. La produccin diaria se promedia tomando el
nmero de vehculos del programa de produccin mensual clasificados por especificaciones y dividindolo por el nmero
de das de trabajo.
Con respecto a la secuencia de produccin durante cada da, se calcula el tiempo del ciclo de cada vehculo con
especificaciones diferentes. Para que los vehculos de todas las especificaciones aparezcan en su propio tiempo del ciclo,
se ordena que los vehculos de diferentes especificaciones se sigan los unos a los otros.
8.2.7 - Consideraciones actuales sobre las lneas de montaje
Es verdad que el uso generalizado de los mtodos de las lneas de montaje en la industria manufacturera ha incrementado
dramticamente los ndices de produccin. Histricamente, el foco ha estado casi siempre en la utilizacin plena de la
mano de obra; esto es, disear lneas de montaje que minimicen el tiempo de inactividad del trabajador.
En el medio, la utilizacin de los equipos y las instalaciones tiene una menor importancia. En el pasado se realizaron
muchas investigaciones para tratar de encontrar soluciones ptimas como si el problema estuviera situado en un mundo
que nunca cambia.
Las opiniones ms recientes sobre lneas de montaje tienen una perspectiva ms amplia. Las intenciones son incorporar
una mayor flexibilidad en los productos fabricados en la lnea, una mayor variabilidad en las estaciones de trabajo (como
en el tamao y nmero de trabajadores), una mejor precisin (a travs del mantenimiento preventivo rutinario) y una
produccin de alta calidad (a travs de un mejor montaje de la fbrica y capacitacin).
8.3 - DISTRIBUCIN (CELULAR) POR TECNOLOGA DE GRUPO (TG)
Pgina 27 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
La distribucin por tecnologa de grupo (o celular) coloca mquinas dismiles en clulas para trabajar en productos que
tengan formas y requisitos de procesamiento similares. Las distribuciones por tecnologa de grupo (TG) son ahora
ampliamente utilizadas en la manufactura metlica, en la fabricacin de chips de computadores y en el trabajo de
montaje.
El objetivo general es ganar los beneficios de la distribucin por producto en un sistema de produccin por equipos.
Estos beneficios son los siguientes:
1 . Mejores relaciones humanas. Las clulas constan de unos pocos trabajadores que forman un pequeo equipo de
trabajo; los tumos de un equipo completan unidades de trabajo.
2. Mejores habilidades de los operarios. Los trabajadores ven solamente un nmero limitado de partes diferentes en
un ciclo de produccin finito, as pues, la repeticin significa un rpido aprendizaje.
3. Menos inventarios en el proceso y menos manejo del material. Una clula combina varias etapas de la produccin,
de manera tal que hay menos partes desplazndose a travs del taller.
4. Organizacin de la produccin ms rpida. Menos empleos significan un montaje de la fbrica reducido y, de ah,
unos cambios ms rpidos en el montaje de la misma.
8.3.1 - Desarrollo de una distribucin por TG
El hecho de pasar de una distribucin por proceso a una distribucin por TG implica tres pasos:
1. Agrupar las partes en familias que siguen una secuencia de pasos comunes. Esta etapa requiere el desarrollo y
mantenimiento de un sistema de clasificacin y codificacin de las partes computarizadas. Esto constituye un gran
costo, aunque muchas compaas han desarrollado procedimientos simplificados para identificar las familias de
partes.
2. Identificar los patrones de flujo dominantes de las familias de partes como base para la ubicacin o reubicacin de
los procesos.
3. Agrupar fsicamente las mquinas y los procesos en las clulas. A menudo, se encuentran partes que no pueden
asociarse con una familia, y maquinaria especializada que no puede colocarse en ninguna clula debido a su uso
general. Estas partes sueltas y la maquinaria se colocan en una "clula restante".
Las figuras a continuacin ilustran el proceso de desarrollo de la clula seguida por la divisin de telecomunicaciones de
Rockwell, creador de las partes gua de las ondas. La parte A muestra la distribucin original orientada hacia el proceso;
la parte B, la reubicacin planeada del proceso basada en los requerimientos de produccin de grupos de partes; y la parte
C una distribucin ampliada de la clula diseada para ejecutar toda la operacin final.
A. Organizacin antigua de la planta
Pgina 28 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
B. Reubicacin planeada de los procesos
C. Clula
Segn Shonberger la organizacin celular era prctica en este caso porque:
1. distingua los grupos de partes que existan,
2. haba varios tipos de mquinas de manera que sacando una mquina de la agrupacin no se disminuya su
capacidad total sin dejar de producir otros productos;
3. los centros de trabajo eran herramientas fcilmente movibles-pesadas, pero relativamente sencillas.
l agrega que estas tres caractersticas representan las pautas generales para decidir qu clulas tienen sentido.
8.3.2 - Clula TG virtual
Cuando el equipo no puede moverse fcilmente, muchas compaas destinan una mquina determinada fuera de una serie
de mquinas idnticas a una distribucin por proceso. Una clula TG virtual para, por ejemplo una produccin de dos
meses, puede constar de la perforadora 1 en el rea de las perforadoras, la laminadora 3 en el rea de las laminadoras y el
rea de montaje 1 en el rea de montaje de mquinas. Para enfocar un flujo TG, todo el trabajo realizado en la familia de
partes determinada deber hacerse nicamente en esas mquinas especficas.
8.4 - DISTRIBUCIN DE POSICIN FIJA
La distribucin de posicin fija est caracterizada por un nmero relativamente bajo de unidades de produccin en
comparacin con los formatos de distribucin por producto y distribucin por proceso.
Pgina 29 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
Al desarrollar una distribucin de posicin fija, es posible visualizar el producto como el eje de una rueda con los
materiales y el equipo arreglados de manera concntrico alrededor del punto de produccin en su orden de utilizacin y
de dificultad de movimientos.
En la construccin naviera, por ejemplo, los remaches que se utilizan en toda la fabricacin se colocaran cerca o en el
casco; las partes pesadas del motor, que deben desplazarse hasta el casco solamente una vez, seran colocadas en un lugar
ms distante; y las gras se instalaran cerca del casco debido a su uso constante.
En una distribucin de posicin fija, es comn que se presente un alto grado de ordenamiento de tareas, y en la medida en
que esta precedencia determine las etapas de produccin, se puede desarrollar una distribucin de posicin fija,
arreglando los materiales de acuerdo con su prioridad tecnolgica.
Este procedimiento se esperara al hacer una distribucin para una mquina-herramienta grande como por ejemplo, una
mquina estampadora, donde la fabricacin sigue una secuencia rgida; el montaje se realiza desde la base hacia arriba y
las partes se aaden a la base de una manera similar a los ladrillos.
En lo que se refiere a las tcnicas de distribucin cuantitativas, hay poca literatura dedicada a los formatos de posicin
fija, an cuando hayan sido utilizados durante miles de aos. En determinadas situaciones, sin embargo, puede ser
posible especificar criterios objetivos y desarrollar una distribucin de posicin fija a travs de medios cuantitativos.
Por ejemplo, si el costo del manejo del material es considerable y el lugar de la construccin permite un movimiento del
material ms o menos en lnea recta, la tcnica de la disposicin por proceso CRAFT puede utilizarse con muchas
ventajas.
9 - Planeacin sistemtica de la distribucin
En ciertos tipos de problemas de distribucin, el flujo numrico de artculos que se mueven entre los departamentos es
imposible de obtener o no revela los factores cualitativos que pueden ser cruciales en la decisin de la colocacin. En
estas situaciones se puede utilizar la tcnica conocida como Planeacin Sistemtica de la Distribucin ( Systematic
Layout Planning, SLP ).
sta tcnica implica el desarrollo de una grfica de relacin que muestre el grado de importancia que tiene cada
departamento localizado en forma adyacente a cada uno de los otros departamentos. En base a esta grfica se desarrolla
un diagrama de relacin de actividad similar a la grfica del flujo utilizada para ilustrar el manejo del material entre los
departamentos.
El diagrama de relacin de actividad es entonces ajustado mediante pruebas hasta que se obtiene un patrn de adyacencia
satisfactorio. El patrn, a su vez, se modifica departamento por departamento para ajustarse a las limitaciones de espacio
del edificio.
El enfoque SLP ha sido cuantificado para facilitar la evaluacin de las distribuciones alternativas. Esto implica la
asignacin de unos pesos numricos para las preferencias de cercana y, luego, el ensayo de diferentes arreglos de la
distribucin. Se selecciona la distribucin con el mayor puntaje de cercana total.
9.1 - Diagrama de Bloques
Ahora que sabemos cmo deben localizarse los centros de trabajo en nuestra distribucin ideal, se puede utilizar el
diagrama esquemtico ideal como una base para la elaboracin de un diagrama de bloques donde las reas fsicas que
requieren los centros de trabajo ocupan las mismas localizaciones relativas.
Se pueden elaborar estimaciones de las reas que requiere cada uno de los centros de trabajo en base al nmero de
mquinas que requiere cada centro y el rea de piso que requiere cada mquina. Es comn que se multipliquen las reas
de mquinas por un factor de 3 4 para obtener una estimacin o primera aproximacin del rea total requerida,
incluyendo espacio razonable para el operario, el almacenamiento de materias primas y los pasillos comunes.
Pgina 30 de 30 Planificacin Organizacin, Gestin y seguridad
industrial y ambiental. Factores Humanos
Universidad Tecnolgica Nacional
Facultad Regional Haedo
Tecnicatura Superior en material rodante ferroviario
El diagrama de bloques se elabora colocando las reas estimadas en vez de los pequeos crculos de la distribucin
esquemtica ideal. Esto se puede hacer al principio con formas de bloques (Cuadros o Rectngulos) que representan el
rea requerida por cada centro de trabajo, para encontrar un arreglo que sea compatible con el patrn de flujos del
diagrama esquemtico ideal y con los diversos requerimientos de tamao de los centros de trabajo.
10 - CONCLUSIN
La distribucin de las instalaciones es la parte crucial en el diseo y la operacin de un sistema de produccin. Una buena
distribucin en una fbrica u oficina puede proporcionar una ventaja competitiva real facilitando los procesos de flujo de
informacin y de material.
Puede tambin mejorar la vida de trabajo de los empleados. Una buena distribucin en los servicios puede ser un buen
"escenario" para encontrarse con el servicio. Como conclusin, se presentan aqu algunas finalidades de una buena
distribucin en estos medios:
Finalidades de una buena distribucin para la industria fabril y las operaciones de una oficina:
1. Patrn de flujo en lnea recta (o adaptacin).
2. Vuelta atrs mantenida al nivel mnimo.
3. Tiempo de produccin predecible.
4. Poco almacenamiento de material entre etapas.
5. Los pisos de la planta estn abiertos de manera que todos pueden ver lo que est ocurriendo.
6. Operaciones de cuello de botella bajo control.
7. Las estaciones de trabajo estn cerca las unas de las otras.
8. Manejo y almacenamiento de materiales ordenado.
9. No existe un manejo innecesario de los materiales.
10. Fcilmente ajustable a las condiciones cambiantes.
Finalidades de una buena distribucin para los servicios que se prestan cara a cara:
1. El patrn de flujo de servicios es fcilmente entendible.
2. Instalaciones de espera adecuados.
3. Comunicacin fcil con los clientes.
4. La vigilancia de los clientes se mantiene con facilidad.
5. Puntos de entrada y salida claros con adecuados servicios de control de salida.
6. Los departamentos y los procesos estn arreglados de manera tal que los clientes ven slo lo que usted quiere que
vean.
7. Equilibrio entre las reas de espera y las reas de servicios.
8. Recorridos y movimientos del material mnimos.
9. No hay desorden.
10. Alto volumen de ventas por pie cuadrado de las instalaciones.
Вам также может понравиться
- Resumen EDT 1° ParcialДокумент36 страницResumen EDT 1° ParcialNatali ZiberkaОценок пока нет
- 5.2 Los Aspectos TécnicosДокумент3 страницы5.2 Los Aspectos TécnicosFRANCISCO SAMUEL URZUA JARAMILLOОценок пока нет
- Ingenieria Industrial y Pensamiento SistematicoДокумент35 страницIngenieria Industrial y Pensamiento SistematicoErick P PortilloОценок пока нет
- Herramientas de La Ingeniería Industrial PDFДокумент6 страницHerramientas de La Ingeniería Industrial PDFmontesvaleria928Оценок пока нет
- Los Temas Del Trabajo TecnologiaДокумент12 страницLos Temas Del Trabajo TecnologiaJaime Esteves PalominoОценок пока нет
- Diseno Tecnico en La EmpresaДокумент14 страницDiseno Tecnico en La EmpresaRoger JaimesОценок пока нет
- Objetivo de Los SistemasДокумент7 страницObjetivo de Los SistemasaguasantaОценок пока нет
- Partes de Un SistemaДокумент6 страницPartes de Un SistemaCarlos Silva RodriguezОценок пока нет
- Ingenieria Industrial Un Enfoque de Sistemas TORRES PDFДокумент5 страницIngenieria Industrial Un Enfoque de Sistemas TORRES PDFAlberto M FuentesОценок пока нет
- Actividad en Tu Cuaderno de TecnologíaДокумент2 страницыActividad en Tu Cuaderno de Tecnologíamprm25790% (1)
- Sistemas de Produccion (Tarea 2)Документ4 страницыSistemas de Produccion (Tarea 2)Erick PradoОценок пока нет
- New Document 1Документ13 страницNew Document 1Geremias Gomez castilloОценок пока нет
- La Conservación Industrial y Su TaxonomíaДокумент15 страницLa Conservación Industrial y Su TaxonomíaVianney ZamoraОценок пока нет
- ConservacionДокумент14 страницConservacionkevingn142Оценок пока нет
- Controladores Industriales 1 Resumen TotalДокумент72 страницыControladores Industriales 1 Resumen TotalJuan SuarezОценок пока нет
- 5 - Sistemas Técnicos - QuintanillaДокумент3 страницы5 - Sistemas Técnicos - QuintanillaFrancisco MoralesОценок пока нет
- Planta y Procesos IndustrialesДокумент25 страницPlanta y Procesos IndustrialesJuan SuarezОценок пока нет
- Investigación Documental ErgonomíaДокумент12 страницInvestigación Documental ErgonomíaAlejandro Arcadio Cruz HernandezОценок пока нет
- Apuntes Tema 7Документ9 страницApuntes Tema 7Agustín Sánchez EspínОценок пока нет
- Conceptos TecnologíaДокумент3 страницыConceptos TecnologíaNicasio CentenoОценок пока нет
- LIBROДокумент23 страницыLIBROiCrewОценок пока нет
- Trabajo de Ergonomía2Документ25 страницTrabajo de Ergonomía2Paula Rivera73% (15)
- Introducción Ing - SistemasДокумент24 страницыIntroducción Ing - Sistemasoabm77Оценок пока нет
- Gestión de Recursos para La Aplicación de Las Tecnologías Ambientales y Su Efecto en El Medio AmbienteДокумент9 страницGestión de Recursos para La Aplicación de Las Tecnologías Ambientales y Su Efecto en El Medio AmbienteLeonardo GonzagaОценок пока нет
- Guia de Aprendizaje - Tecnología - Grado7 - Periodo2Документ16 страницGuia de Aprendizaje - Tecnología - Grado7 - Periodo2Carlos Alberto Stuar Contreras100% (1)
- Cuadernillo NTICx Eje1Документ12 страницCuadernillo NTICx Eje1profCV100% (1)
- Preguntas Generadora 2Документ6 страницPreguntas Generadora 2leidycosmeОценок пока нет
- Entrega Final - TGS IncaucaДокумент12 страницEntrega Final - TGS Incaucawilsonrinconrincon85Оценок пока нет
- Introduccion A Los Sistemas, ConceptosДокумент6 страницIntroduccion A Los Sistemas, ConceptosDouglas MarrufoОценок пока нет
- UF0420 - Prevención de riesgos y gestión medioambiental en instalaciones de climatización y ventilación-extracciónОт EverandUF0420 - Prevención de riesgos y gestión medioambiental en instalaciones de climatización y ventilación-extracciónОценок пока нет
- Seguridad y protección medioambiental en el montaje y mantenimiento de sistemas domóticos e inmóticos. ELEM0111От EverandSeguridad y protección medioambiental en el montaje y mantenimiento de sistemas domóticos e inmóticos. ELEM0111Оценок пока нет
- Administracion y Sistemas de ProduccionДокумент12 страницAdministracion y Sistemas de ProduccionJulio R Salazar MОценок пока нет
- Las Organizaciones Socio TécnicasДокумент5 страницLas Organizaciones Socio TécnicasDaniel Armendariz MartinezОценок пока нет
- Guia 1 Artefactos Procesos y Sistemas Tecnologc38da Sc389ptimo ModДокумент6 страницGuia 1 Artefactos Procesos y Sistemas Tecnologc38da Sc389ptimo ModquikenelsonmgroОценок пока нет
- El Enfoque de Sistemas Aplicado A La ProducciónДокумент10 страницEl Enfoque de Sistemas Aplicado A La ProducciónFrank Olguin MoriОценок пока нет
- Ensayo Sistemas de ManufacturaДокумент13 страницEnsayo Sistemas de ManufacturaAneth GarcíaОценок пока нет
- Clase N°1Документ221 страницаClase N°1Fabián AguileraОценок пока нет
- Introduccion A La Ingeniería MecatrónicaДокумент51 страницаIntroduccion A La Ingeniería MecatrónicaEduardo LezanoОценок пока нет
- ING. IND. - 1er Sem - Ingenieria Industrial y Sus DimensionesДокумент161 страницаING. IND. - 1er Sem - Ingenieria Industrial y Sus Dimensionesonix.santos16878Оценок пока нет
- Sem 1 Tema 1 Sistema Hombre - MaquinaДокумент8 страницSem 1 Tema 1 Sistema Hombre - MaquinaGunny PeñuñuriОценок пока нет
- De Ergonia - Docx 2Документ13 страницDe Ergonia - Docx 2Kevin Contreras MorenoОценок пока нет
- 1.1 Introducción A Los Sistemas de ProducciónДокумент6 страниц1.1 Introducción A Los Sistemas de ProducciónOrlando TorresОценок пока нет
- Introducción A La Ingeniería Industrial y Conceptos GeneralesДокумент12 страницIntroducción A La Ingeniería Industrial y Conceptos GeneralesAlmita Montero50% (2)
- Procesos TecnolgícosДокумент3 страницыProcesos Tecnolgícosiron trolОценок пока нет
- APRENDIZAJES FUNDAMENTALES Tercer GradoДокумент9 страницAPRENDIZAJES FUNDAMENTALES Tercer GradoNORMA ANGELICA ESPINO RAMIREZОценок пока нет
- 1 La Funcion de OperacionesДокумент9 страниц1 La Funcion de OperacionesFernando CoronadoОценок пока нет
- Ensayo. Controles y Tableros y Su Impacto en La Productividad. Rivera Torres KetzallyДокумент5 страницEnsayo. Controles y Tableros y Su Impacto en La Productividad. Rivera Torres KetzallyKetzally Rivera100% (1)
- UF0415 - Prevención de riesgos y gestión medioambiental en instalaciones frigoríficasОт EverandUF0415 - Prevención de riesgos y gestión medioambiental en instalaciones frigoríficasОценок пока нет
- Deterioro de Ascensores y Escaleras MecanicasДокумент14 страницDeterioro de Ascensores y Escaleras MecanicasJesamar MejiasОценок пока нет
- Herramientas TecnológicasДокумент11 страницHerramientas TecnológicasIlianny2750% (2)
- Sistema Hombre - Maquina Clase 3Документ4 страницыSistema Hombre - Maquina Clase 3Maria Alejandra Taborda CastilloОценок пока нет
- Conceptos de SistemasДокумент5 страницConceptos de SistemasXimena RamírezОценок пока нет
- UNIDAD 1 Sistema de Manufactura Antecedentes y General Ida DesДокумент4 страницыUNIDAD 1 Sistema de Manufactura Antecedentes y General Ida Desaldair7Оценок пока нет
- Cibiyt 9 (24) 2014 ISSN 1870-056XДокумент7 страницCibiyt 9 (24) 2014 ISSN 1870-056XManuОценок пока нет
- Sistema Kantiano de MantenimientoДокумент11 страницSistema Kantiano de MantenimientoAllan Josué Carrión VanegasОценок пока нет
- 7.2 Sistemas-Tecnologicos L. ComplementariaДокумент9 страниц7.2 Sistemas-Tecnologicos L. ComplementariaNancy Teresa Paredes SalazarОценок пока нет
- Sistema Productivo TextoДокумент5 страницSistema Productivo TextoJuli De LucaОценок пока нет
- Contenido InformaticaДокумент109 страницContenido InformaticaBárbara PeredaОценок пока нет
- Herramientas EquiposДокумент7 страницHerramientas EquiposWILBERОценок пока нет
- 6to Ingeniería de Sistemas LL Unidad 1Документ6 страниц6to Ingeniería de Sistemas LL Unidad 1Alejandro Coronado MartínezОценок пока нет
- Tratado de Palo Monte MayombeДокумент14 страницTratado de Palo Monte Mayombevoladores99% (90)
- InstrumentosДокумент16 страницInstrumentosmumusalazarОценок пока нет
- Papel MilimetradoДокумент1 страницаPapel MilimetradoLuciano CandiaОценок пока нет
- Guia para El Practicante Solitario Scott CunninghamДокумент94 страницыGuia para El Practicante Solitario Scott CunninghamAnani69% (13)
- Lecciones de WiccaДокумент122 страницыLecciones de WiccaLobo Marialioncero100% (1)
- Starhawk Wicca LaDanzaEnEspiral 2 PDFДокумент210 страницStarhawk Wicca LaDanzaEnEspiral 2 PDFLuis Fernando Vasconcelos100% (1)
- Encarrilador para Obras de ArteДокумент1 страницаEncarrilador para Obras de ArteLuciano CandiaОценок пока нет
- PP GHP 2014Документ3 страницыPP GHP 2014Luciano CandiaОценок пока нет
- Unidad 4Документ59 страницUnidad 4Luciano CandiaОценок пока нет
- Perfil de Via Rosario Buenos AiresДокумент1 страницаPerfil de Via Rosario Buenos AiresLuciano CandiaОценок пока нет
- Parques Industriales 2009Документ27 страницParques Industriales 2009Luciano CandiaОценок пока нет
- Normas Vs DiagramasДокумент11 страницNormas Vs DiagramasLuciano CandiaОценок пока нет
- Unidad 3Документ64 страницыUnidad 3Luciano Candia100% (1)
- 03 - Distribucion Tiempos y EstadisticaДокумент11 страниц03 - Distribucion Tiempos y EstadisticaLuciano CandiaОценок пока нет
- Microexpresiones Faciales - Paul EkmanДокумент28 страницMicroexpresiones Faciales - Paul EkmanSantiago BuenoОценок пока нет
- Normas ISO 9000 - PrincipiosДокумент26 страницNormas ISO 9000 - PrincipiosLuciano CandiaОценок пока нет
- Plantilla Guion AbcguionistasДокумент1 страницаPlantilla Guion AbcguionistaswammaОценок пока нет
- Manual Cultivo SetasДокумент45 страницManual Cultivo SetasDave100% (24)
- El Lenguaje Corporal Del Sexo PDFДокумент27 страницEl Lenguaje Corporal Del Sexo PDFBea Sph100% (9)
- 01 - La OrganizacionДокумент15 страниц01 - La OrganizacionLuciano CandiaОценок пока нет
- Descripción General de Solid EdgeДокумент4 страницыDescripción General de Solid EdgeLuciano CandiaОценок пока нет
- Paul Ekman - Los Gestos FacialesДокумент5 страницPaul Ekman - Los Gestos FacialesMiguel Ángel Casanova GonzálezОценок пока нет
- Paul Ekman - Estudio Expresiones Faciales de La Emocion PDFДокумент29 страницPaul Ekman - Estudio Expresiones Faciales de La Emocion PDFSamuelson GuillОценок пока нет
- 9564 El Lenguaje Del Rostro Y de Los Gestos (Diapositivas) PDFДокумент0 страниц9564 El Lenguaje Del Rostro Y de Los Gestos (Diapositivas) PDFmaleonyОценок пока нет
- GRAFLOGIA - Libro GrafologíaДокумент35 страницGRAFLOGIA - Libro GrafologíaJaime A. Dalton50% (2)
- Adriana S. Masuello - Curso de Grafologia PDFДокумент89 страницAdriana S. Masuello - Curso de Grafologia PDFIsabel Magaña Flores83% (6)
- Comunicación Sexual No VerbalДокумент44 страницыComunicación Sexual No VerbalNorma Ariane MayenОценок пока нет
- Caballero Cristian - Como Educar La Voz Hablada Y CantadaДокумент260 страницCaballero Cristian - Como Educar La Voz Hablada Y CantadaAnonymous zn3AJOY100% (6)
- Adolfo Nanot - La Grafologia, Espejo de La Personalidad PDFДокумент319 страницAdolfo Nanot - La Grafologia, Espejo de La Personalidad PDFAntonio Jesús CabreraОценок пока нет
- ECOPETROL - Su Historia PDFДокумент2 страницыECOPETROL - Su Historia PDFEsteban Osorio OrtizОценок пока нет
- Resumen, Franquicias Actividad 1Документ6 страницResumen, Franquicias Actividad 1Monique RamirezОценок пока нет
- Caso StarbucksДокумент2 страницыCaso StarbucksKaren DipОценок пока нет
- Control de Lectura 1 - AdministraciónДокумент8 страницControl de Lectura 1 - AdministraciónNayelyОценок пока нет
- Fabtica de ZapatosДокумент2 страницыFabtica de ZapatosKaren Lizeth Ortiz EscobarОценок пока нет
- Geovia InsisteДокумент12 страницGeovia InsisteEder Rodriguez BocanegraОценок пока нет
- Finanzas I, Material de Apoyo 2do Parcial 2016Документ15 страницFinanzas I, Material de Apoyo 2do Parcial 2016Estevan BatresОценок пока нет
- Documento 3Документ10 страницDocumento 3BrianSèpulvedaОценок пока нет
- Solucion EvidenciaДокумент4 страницыSolucion Evidenciayadira palaciosОценок пока нет
- Diseño de Un Plan de Requerimientos de MaterialesДокумент90 страницDiseño de Un Plan de Requerimientos de Materialesmtfsfernandez0% (1)
- 04 Kids Iron-Xut2Документ25 страниц04 Kids Iron-Xut2CienciaVideoCineОценок пока нет
- 5 Gerencia de La Calidad - DE OperacionesДокумент32 страницы5 Gerencia de La Calidad - DE Operacionesomar cernaОценок пока нет
- T-865-14. Tutela Bancaria 1.Документ25 страницT-865-14. Tutela Bancaria 1.Sergio MendozaОценок пока нет
- Marco de Referencia BPM2Документ22 страницыMarco de Referencia BPM2ivanrscscОценок пока нет
- Bruno CVДокумент2 страницыBruno CVEstrellita HinostrozaОценок пока нет
- Manual de Derecho Del Consumidor (Rusconi)Документ491 страницаManual de Derecho Del Consumidor (Rusconi)Fabricio MartorellaОценок пока нет
- Plan de Gobierno CONCEPTOДокумент3 страницыPlan de Gobierno CONCEPTOInnovando la Educacion100% (4)
- 9° Guia Bloques EconomicosДокумент3 страницы9° Guia Bloques EconomicosVida DuránОценок пока нет
- PARCIAL ProyectosДокумент27 страницPARCIAL Proyectostopografia altamirandaОценок пока нет
- 10 Titulos Valores IncompletosДокумент18 страниц10 Titulos Valores IncompletosCaipirinha StefitahОценок пока нет
- Dos Décadas de Política de Vivienda en Bogotá Apostando Por El Mercado - Samuel Jaramillo y Nicolás Cuervo PDFДокумент36 страницDos Décadas de Política de Vivienda en Bogotá Apostando Por El Mercado - Samuel Jaramillo y Nicolás Cuervo PDFMadisson CarmonaОценок пока нет
- Tesis CompletaДокумент154 страницыTesis Completayazbeth45Оценок пока нет
- Responsabilidad de Compras en Las EmpresasДокумент10 страницResponsabilidad de Compras en Las EmpresasFlorecita EmoShaaОценок пока нет
- Caso#2. Apple, Einhorn y Las IprefsДокумент5 страницCaso#2. Apple, Einhorn y Las IprefsZaperoKo Tradicional33% (3)
- Ensayo Sobre Crecimiento y Desarrollo EconomicoДокумент11 страницEnsayo Sobre Crecimiento y Desarrollo Economicopedro100% (1)
- TESIS (1) Financiera ConfianzaДокумент165 страницTESIS (1) Financiera ConfianzaCristian Hinostroza Aliaga100% (1)
- La MinkaДокумент8 страницLa MinkaRodrigo Cesar100% (1)
- Tesis Modelo AbcДокумент171 страницаTesis Modelo AbcKarol ArrascueОценок пока нет
- Las Entidades de Régimen o Carácter Especial-DEPARTAMENTOSДокумент8 страницLas Entidades de Régimen o Carácter Especial-DEPARTAMENTOSKeyla Vera RojasОценок пока нет
- Modelo de Manual de ProcedimientosДокумент29 страницModelo de Manual de ProcedimientosVictor J Lopez100% (1)