Вам также может понравиться
- A New Standard For Radiographic Acceptance Criteria For Steel CastingsДокумент13 страницA New Standard For Radiographic Acceptance Criteria For Steel CastingsCarlos Ortega JonesОценок пока нет
- Duplex Stainless Steels in Chemical IndustryДокумент8 страницDuplex Stainless Steels in Chemical IndustryCarlos Ortega JonesОценок пока нет
- White Paper E Measuring Residual MagnetismДокумент11 страницWhite Paper E Measuring Residual MagnetismJorge RodriguezОценок пока нет
- Lecture 26 DegassingДокумент5 страницLecture 26 DegassingCarlos Ortega JonesОценок пока нет
- Use of The Niyama Criterion To Predict Shrinkage-Related Leaks in High-Nickel Steel and Nickel-Based Alloy CastingsДокумент18 страницUse of The Niyama Criterion To Predict Shrinkage-Related Leaks in High-Nickel Steel and Nickel-Based Alloy CastingsCarlos Ortega Jones100% (1)
- The Design and Properties of Steel CastingsДокумент14 страницThe Design and Properties of Steel CastingsCarlos Ortega JonesОценок пока нет
- CPI Materials 01Документ223 страницыCPI Materials 01Siddharth MittalОценок пока нет
- Feeding High NickelДокумент14 страницFeeding High NickelCarlos Ortega JonesОценок пока нет
- The Corrosion Resistance of Cast A N D Wrought Hastelloy C Is 70% Enhanced When Removing The Unwanted Complex Carbides From Their MicrostructureДокумент27 страницThe Corrosion Resistance of Cast A N D Wrought Hastelloy C Is 70% Enhanced When Removing The Unwanted Complex Carbides From Their MicrostructureCarlos Ortega JonesОценок пока нет
- General5 PDFДокумент18 страницGeneral5 PDFrifqimaterialОценок пока нет
- InTech-Copper and Copper Alloys Casting Classification and Characteristic MicrostructuresДокумент29 страницInTech-Copper and Copper Alloys Casting Classification and Characteristic MicrostructuresCarlos Ortega JonesОценок пока нет
- Modeling of Ultrasonic Testing For Inspection of Nodular Cast Iron InsertДокумент14 страницModeling of Ultrasonic Testing For Inspection of Nodular Cast Iron InsertCarlos Ortega JonesОценок пока нет
- 331 05 en Ultrasonic TestingДокумент7 страниц331 05 en Ultrasonic TestingCarlos Ortega Jones100% (1)
- ASTM and Grain Size MeasurementsДокумент5 страницASTM and Grain Size MeasurementsCarlos Ortega Jones100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Working With Difficult People Online WorksheetДокумент4 страницыWorking With Difficult People Online WorksheetHugh Fox IIIОценок пока нет
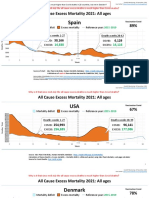
- Countries EXCESS DEATHS All Ages - 15nov2021Документ21 страницаCountries EXCESS DEATHS All Ages - 15nov2021robaksОценок пока нет
- Agco Serie 800 PDFДокумент24 страницыAgco Serie 800 PDFJohnny VargasОценок пока нет
- Kahneman & Tversky Origin of Behavioural EconomicsДокумент25 страницKahneman & Tversky Origin of Behavioural EconomicsIan Hughes100% (1)
- Project - New Restuarant Management System The Grill HouseДокумент24 страницыProject - New Restuarant Management System The Grill HouseMayank Mahajan100% (3)
- Azimuth Steueung - EngДокумент13 страницAzimuth Steueung - EnglacothОценок пока нет
- CT SizingДокумент62 страницыCT SizingMohamed TalebОценок пока нет
- Agnes de MilleДокумент3 страницыAgnes de MilleMarie-Maxence De RouckОценок пока нет
- Carob-Tree As CO2 Sink in The Carbon MarketДокумент5 страницCarob-Tree As CO2 Sink in The Carbon MarketFayssal KartobiОценок пока нет
- Hole CapacityДокумент2 страницыHole CapacityAbdul Hameed OmarОценок пока нет
- PLC Laboratory Activity 2Документ3 страницыPLC Laboratory Activity 2Kate AlindajaoОценок пока нет
- Checklist & Guideline ISO 22000Документ14 страницChecklist & Guideline ISO 22000Documentos Tecnicos75% (4)
- FAMOUS PP Past TenseДокумент21 страницаFAMOUS PP Past Tenseme me kyawОценок пока нет
- WebLMT HelpДокумент12 страницWebLMT HelpJoão LopesОценок пока нет
- Read While Being Blind.. Braille's Alphabet: Be Aware and Active !Документ3 страницыRead While Being Blind.. Braille's Alphabet: Be Aware and Active !bitermanОценок пока нет
- Aptitude Number System PDFДокумент5 страницAptitude Number System PDFharieswaranОценок пока нет
- GT-N7100-Full Schematic PDFДокумент67 страницGT-N7100-Full Schematic PDFprncha86% (7)
- Borang Ambulans CallДокумент2 страницыBorang Ambulans Callleo89azman100% (1)
- Role of Personal Finance Towards Managing of Money - DraftaДокумент35 страницRole of Personal Finance Towards Managing of Money - DraftaAndrea Denise Lion100% (1)
- Module 1: Overview of Applied Behaviour Analysis (ABA)Документ37 страницModule 1: Overview of Applied Behaviour Analysis (ABA)PriyaОценок пока нет
- Dokumen - Pub - Bobs Refunding Ebook v3 PDFДокумент65 страницDokumen - Pub - Bobs Refunding Ebook v3 PDFJohn the First100% (3)
- On Derridean Différance - UsiefДокумент16 страницOn Derridean Différance - UsiefS JEROME 2070505Оценок пока нет
- Corrosion Fatigue Phenomena Learned From Failure AnalysisДокумент10 страницCorrosion Fatigue Phenomena Learned From Failure AnalysisDavid Jose Velandia MunozОценок пока нет
- Golf Croquet Refereeing Manual - Croquet AustraliaДокумент78 страницGolf Croquet Refereeing Manual - Croquet AustraliaSenorSushi100% (1)
- GPS Spoofing (2002-2003)Документ8 страницGPS Spoofing (2002-2003)Roger JohnstonОценок пока нет
- Task 3 - LPДокумент21 страницаTask 3 - LPTan S YeeОценок пока нет
- Working Capital in YamahaДокумент64 страницыWorking Capital in YamahaRenu Jindal50% (2)
- Making Effective Powerpoint Presentations: October 2014Документ18 страницMaking Effective Powerpoint Presentations: October 2014Mariam TchkoidzeОценок пока нет
- Wilcoxon Matched Pairs Signed Rank TestДокумент3 страницыWilcoxon Matched Pairs Signed Rank TestDawn Ilish Nicole DiezОценок пока нет
- Huawei R4815N1 DatasheetДокумент2 страницыHuawei R4815N1 DatasheetBysОценок пока нет